Çeşitli Sac Metallerin Eğilme Limit Boyutları için Hesaplama Formülleri: Bir Özet
Sac metalin bükülme sınırlarını doğru bir şekilde nasıl hesaplayacağınızı hiç merak ettiniz mi? Bu makalede, metal işleme projelerinizde hassasiyet sağlamak için minimum ve maksimum bükme boyutlarını belirlemeye yönelik temel formüller ve yönergeler açıklanmaktadır. Bu hesaplamaları anlayarak tasarımlarınızı optimize edebilir ve maliyetli hatalardan kaçınabilirsiniz. Flanş boyutları, Z şekilli kenarlar ve U şekilli bükümlerin ayrıntılarına dalın ve sac metal imalat becerilerinizi geliştirecek değerli bilgiler edinin.
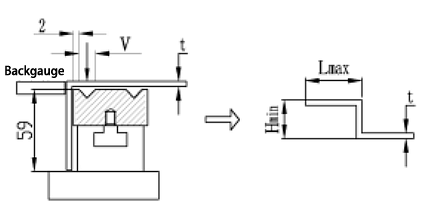
3. Maksimum Z şeklinde katlanmış kenar ters boyutu
3.1 Z-şekilli katlamanın maksimum ters taraf boyutu (Şekil 6'da gösterildiği gibi).
Genel şalter dolabının sol kapısı Z şeklinde bir kıvrıma sahiptir ve arka taraftaki boyutu alt kalıbın ve kalıp tabanının yüksekliğinden etkilenir.
Maksimum ters taraf yüksekliği formül (9)'dur:
Lmax = 59 + t ............(9)
3.2 Z-katlamanın merkez yüksekliği 30'dan az olduğunda, Tablo 7 çeşitli malzeme kalınlıkları için Z-katlamanın maksimum ters taraf boyutunu göstermektedir.
Z-katlamanın merkez yüksekliği önemli olduğunda, bükme makinesinin alt kalıp tabanının çeşitli bileşenlerinden etkilenebilir. Bu gibi durumlarda, ters tarafın maksimum boyutu yerinde belirlenmelidir.
Tablo 7Z-tipi kenarın maksimum ters taraf boyutu
Malzeme kalınlığı t
1.0
1.2
1.5
2.0
2.5
3.0
4.0
5.0
Lmax
60
60.2
60.5
61
61.5
62
63
64
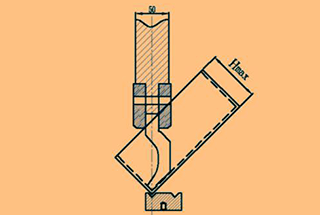
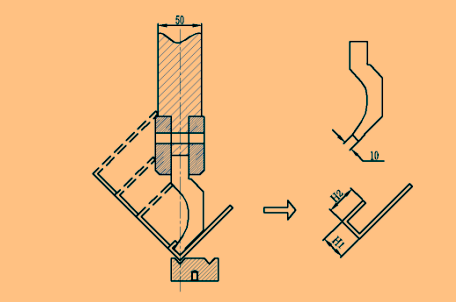
4. U şeklinde bükme
4.1 Şekil 7'de gösterildiği gibi, U şeklindeki kenarın genişliği (H1) aşırı dar olmamalı ve yüksekliği (H2) takım tezgahlarının ve kalıpların etkisi nedeniyle aşırı büyük olmamalıdır.
Yükseklik (H2) Tablo 5'te belirtilen minimum kenar boyutuna ulaştığında, genişlik (H1) için minimum değer formül (10) kullanılarak hesaplanabilir.
H1 = 12 + 2t .....................(10)
Şek.7
41.1 H1 değeri Tablo 8'de gösterilmiştir
Malzeme kalınlığı t
1.0
1.2
1.5
2.0
2.5
3.0
H1 dakika
14
15
15
16
17
18
4.1.2 H1 değeri büyük olduğunda, karşılamalıdır: H2 < H1- 35.
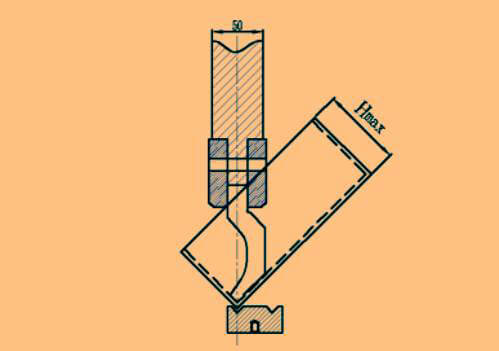
4.2 Dört yan katlamanın maksimum yüksekliği H
Dört taraflı katlamanın maksimum yüksekliği (Hmax), Şekil 8'de gösterildiği gibi kalıbın etkisi nedeniyle 175'in altında sınırlandırılmıştır.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Sac metal imalatı için gereken bükme kuvvetini nasıl doğru bir şekilde hesaplayacağınızı hiç merak ettiniz mi? Bu bilgilendirici blog yazısında, bükme kuvveti hesaplamanın inceliklerini keşfedeceğiz, çizim...
Sac metalin karmaşık şekillere nasıl dönüştürüldüğünü hiç merak ettiniz mi? Sac metal imalatında çok önemli bir kavram olan büküm indirimi bu işin anahtarıdır. Bu blog yazısında, sac metal...
Bir boruyu bükerken ortaya çıkan kuvvetleri hiç düşündünüz mü? Bu makalede, boru bükme mekaniğinin büyüleyici dünyasını keşfedeceğiz. Uzman makine mühendisimiz...
İnce metal levhaların nasıl hassas şekillere büküldüğünü hiç merak ettiniz mi? Bu makale sac metal üretiminde L, U ve Z bükme tekniklerinin büyüleyici dünyasını keşfediyor...
Metal işlemede hassas bükümün nasıl elde edildiğini hiç merak ettiniz mi? Bu makale, açıların ince ayarından sapmanın dengelenmesine kadar abkant pres ayarlarının sırlarını açığa çıkarıyor. Öğrenmek için dalın...
Sac metal parçaların nasıl tasarlandığını ve hassas bir şekilde üretildiğini hiç merak ettiniz mi? Bu blog yazısında, bükülme payının büyüleyici dünyasına dalacağız - çok önemli bir...
Sac metal projeleriniz için doğru büküm payını hesaplamakta hiç zorlandınız mı? Bu blog yazısında, bükme payları dünyasına dalacağız ve nasıl hesaplanacağını keşfedeceğiz...
Tüm metal işleme meraklılarının dikkatine! Abkant presiniz için uygun tonajı tahmin etmekten bıktınız mı? Başka yere bakmayın! Bu blog yazısında, abkant pres dünyasına dalacağız...
Metal imalat projeleriniz için bükme payını tam olarak nasıl hesaplayacağınızı hiç merak ettiniz mi? Bu blog yazısında, bükülme payı formüllerinin büyüleyici dünyasını keşfedeceğiz ve...