Tüm sac metal imalatçılarının ve tasarımcılarının dikkatine! Projeleriniz için en uygun bükme yarıçapını belirlemekte zorlanıyor musunuz? Başka yere bakmanıza gerek yok! Bu blog yazısında, bükme yarıçapını etkileyen faktörleri inceleyecek ve hassas ve tutarlı bükümler elde etmenize yardımcı olacak pratik yönergeler sunacağız. Deneyimli profesyonellerin uzmanlığından yararlanarak, sac metal imalat becerilerinizi geliştirmek için değerli bilgiler ve teknikler kazanacaksınız. Güvenle bükmeye hazır olun!
Bu sac bükme yarıçapı sac metal çiziminde, gerçek işleme sırasında belirlenmesi zor olabilen kritik bir değerdir.
Bu yarıçap malzeme kalınlığına, abkant pres makinesinin basıncına ve bükme kalıbının genişliğine bağlıdır. alt kalıp Oluk.
Bükülme yarıçapını belirlemek için basit ve kaba bir yöntemdir:
Plaka kalınlığı 6 mm'den az ise bükülme yarıçapı plaka kalınlığına eşit olabilir.
Plaka kalınlığı 6 mm ile 12 mm arasındaysa, bükme yarıçapı tipik olarak plaka kalınlığının 1,25 ila 1,5 katıdır.
Plaka kalınlığı 12 mm'den büyük veya eşitse, bükülme yarıçapı tipik olarak plaka kalınlığının 2 ila 3 katıdır.
Gerçek deneyim sac metal işleme, plaka kalınlığı genellikle 6 mm'den fazla olmadığında, sac metal bükmenin iç yarıçapının doğrudan plaka kalınlığını yarıçap olarak kullanabileceğini göstermektedir.
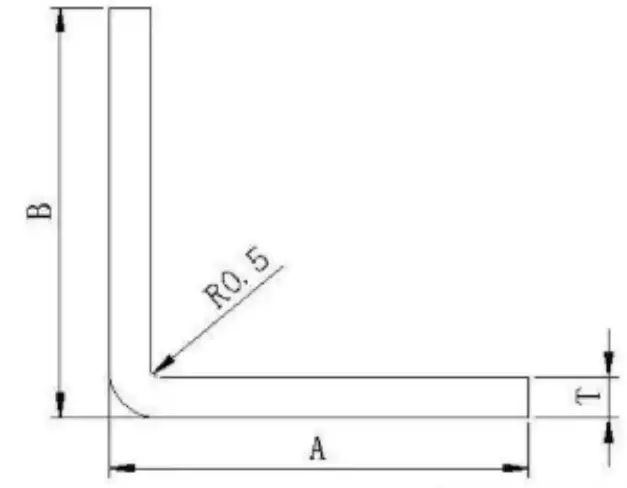
Bükme yarıçapı r = 0,5 olduğunda, genel sac kalınlığı t 0,5 mm'ye eşittir.
Plaka kalınlığından farklı bir bükme yarıçapı gerekiyorsa, işleme için özel bir kalıp kullanılmalıdır.
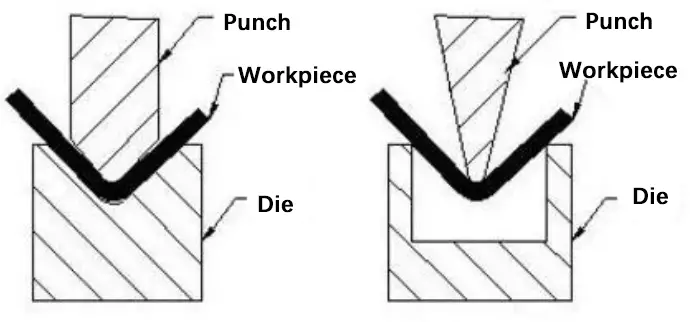
Ne zaman sac metal çi̇zi̇mi̇ özellikle küçük bir bükülme yarıçapına sahip 90 derecelik bir bükülme gerektiriyorsa, sac metal önce yivlenmeli ve ardından bükülmelidir.
Özel pres freni zımba ve kalıp gibi takımlar da kullanılabilir.
Sac metalin bükülme yarıçapı ile alt kalıp oluğunun genişliği arasındaki ilişki bükme kalıbı sac metal işlemede çok sayıda deneyle kanıtlanmıştır.
Örneğin, 1,0 mm'lik bir plaka 8 mm'lik bir oluk genişliği ile büküldüğünde, ideal bükme yarıçapı R1'dir.
Oluk genişliği 20 mm'ye çıkarılırsa, gerilmiş plakanın derinliği artar, bu da daha büyük bir gerilme alanı ve daha büyük bir R açısı ile sonuçlanır.
Zarar görmesini önlemek için pres freni ve istenen bükme yarıçapını korumak için, plaka kalınlığı ile oluk genişliği arasındaki 1:8 standart oranına uyarak dar bir olukla bükülmesi önerilir.
Tavsiye edilen minimum oran 1:6'dır ve 1:4'ten daha az bir oranla bükme tavsiye edilmez.
Öneri: Dayanıklılık izin veriyorsa, küçük bir yiv elde etmek için önce yiv açmak ve sonra bükmek tercih edilir. sac metal bükme Yarıçap.
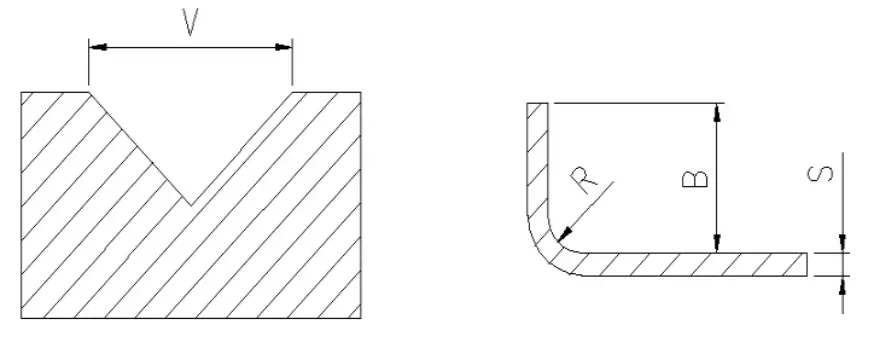
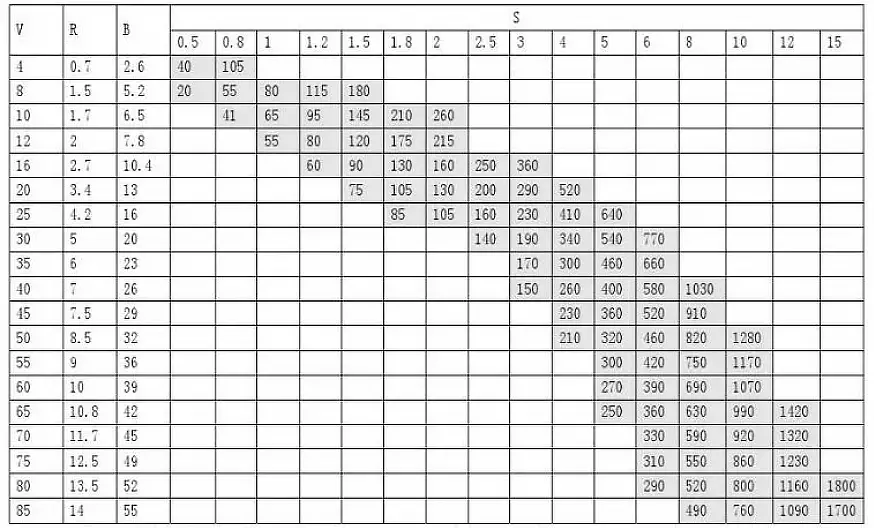
Aşağıdaki şekil, aşağıdakiler tarafından sağlanan bir tablodur abkant pres üreticisiBu da bükülme yarıçapı, basınç ve minimum bükülme yüksekliği arasındaki ilgili ilişkiyi gösterir.
V - bükme çentiği genişliği
R - bükülme yarıçapı
B - minimum eğilme yüksekliği
S - sac kalınlığı
Not: Tablodaki gri ölçekli veriler gerekli eğilme basıncını P (KN/m) ve maksimum bükme kuvveti abkant pres makinesinin gücü 1700KN'dir. Mevcut beş bükme bıçağı kenarı vardır: V = 12, 16, 25, 40 ve 50.
Lütfen mevcut bıçak kenarınıza ve bükme uzunluğu katlanacak malzemenin doğru uzunluğunu hesaplamanıza yardımcı olacak bükülme yarıçapını belirlemek için.
Yukarıdaki bilgiler tek bir abkant presin basınç parametreleri ve bükme kalıbı genişliği ile ilgilidir.
Gerçek hesaplamalar, kendi basınç ve bükme kalıbınıza göre yapılmalıdır. sac metal işleme tesis.
Yumuşak Çelik, Paslanmaz Çelik ve Alüminyum için Bükülme Yarıçapı Tablosu
Düşünüldüğünde sac metal tasarimiBu nedenle, bükülme yarıçapının malzeme seçiminizi nasıl etkilediğini anlamak önemlidir. Bu bölümde, yumuşak çelik, paslanmaz çelik ve paslanmaz çelik gibi bazı popüler malzeme seçeneklerini tartışacağız. alümi̇nyum alaşimlari.
(1) Yumuşak Çelik için Bükülme Yarıçapı Tablosu
Yumuşak çelik, şekillendirilebilirliği ve maliyet etkinliği nedeniyle sac metal imalatı için çok yönlü bir malzemedir. Düşük karbonlu çeliği bükerken, sac kalınlığına eşit veya daha büyük bir minimum bükme yarıçapı hedeflemelisiniz. Bazı yaygın kalınlıklar ve ilgili minimum bükme yarıçapları şunlardır:
Kalınlık
Minimum Bükülme
Bükülme Yarıçapı
(0,02″ | 0,51 mm)
0,75″ | 19,05 mm
0,605″ | 15,37 mm
(0,02″ | 0,51 mm)
0,2″ | 5,08 mm
0,05″ | 1,27 mm
(0,03″ | 0,76 mm)
0,2″ | 5,08 mm
0,05″ | 1,27 mm
(0,25″ | 6,35 mm)
1,375″ | 34,92mm
0,17″ | 4,32 mm
(0,25″ | 6,35 mm)
1,375″ | 34,92mm
0,25″ | 6,35 mm
(0,25″ | 6,35 mm)
1,5″ | 38,10mm
0,35″ | 8,89mm
(0,25″ | 6,35 mm)
1,5″ | 38,10mm
0,25″ | 6,35 mm
11 gauge (0,12″ | 3,05 mm)
1,375″ | 34,92mm
0,375″ | 9,52 mm
11 gauge (0,12″ | 3,05 mm)
0,75″ | 19,05 mm
0,16″ | 4,06mm
11 gauge (0,12″ | 3,05 mm)
0,5″ | 12,70 mm
0,115″ | 2,92mm
11 gauge (0,12″ | 3,05 mm)
0,5″ | 12,70 mm
0,085″ | 2,16 mm
11 gauge (0,12″ | 3,05 mm)
0,5″ | 12,70 mm
0,06″ | 1,52 mm
11 gauge (0,12″ | 3,05 mm)
0,5″ | 12,70 mm
0,06″ | 1,52 mm
11 gauge (0,12″ | 3,05 mm)
0,5″ | 12,70 mm
0,045″ | 1,14 mm
12 gauge (0,105″ | 2,67mm)
0,5″ | 12,70 mm
0,085″ | 2,16 mm
12 gauge (0,105″ | 2,67mm)
0,5″ | 12,70 mm
0,07″ | 1,78 mm
12 gauge (0,105″ | 2,67mm)
0,5″ | 12,70 mm
0,065″ | 1,65 mm
12 gauge (0,105″ | 2,67mm)
0,5″ | 12,70 mm
0,05″ | 1,27 mm
13 gauge (0,09″ | 2,29mm)
0,375″ | 9,52 mm
0,045″ | 1,14 mm
13 gauge (0,09″ | 2,29mm)
0,375″ | 9,52 mm
0,04″ | 1,02 mm
13 gauge (0,09″ | 2,29mm)
1,375″ | 34,92mm
0,28″ | 7,11 mm
13 gauge (0,09″ | 2,29mm)
0,375″ | 9,52 mm
0,055″ | 1,40 mm
13 gauge (0,09″ | 2,29mm)
0,5″ | 12,70 mm
0,065″ | 1,65 mm
13 gauge (0,09″ | 2,29mm)
0,5″ | 12,70 mm
0,08″ | 2,03 mm
13 gauge (0,09″ | 2,29mm)
0,5″ | 12,70 mm
0.075″ | 1.90mm
13 gauge (0,09″ | 2,29mm)
0,375″ | 9,52 mm
0,06″ | 1,52 mm
13 gauge (0,09″ | 2,29mm)
0,375″ | 9,52 mm
0,05″ | 1,27 mm
13 gauge (0,09″ | 2,29mm)
1,375″ | 34,92mm
0,375″ | 9,52 mm
13 gauge (0,09″ | 2,29mm)
0,5″ | 12,70 mm
0,08″ | 2,03 mm
13 gauge (0,09″ | 2,29mm)
0,5″ | 12,70 mm
0,06″ | 1,52 mm
14 gauge (0,075″ | 1,90mm)
0,375″ | 9,52 mm
0,04″ | 1,02 mm
14 gauge (0,075″ | 1,90mm)
0,3″ | 7,62 mm
0,062″ | 1,57 mm
14 gauge (0,075″ | 1,90mm)
1,375″ | 34,92mm
0,375″ | 9,52 mm
14 gauge (0,075″ | 1,90mm)
0,275″ | 6,98 mm
0,062″ | 1,57 mm
14 gauge (0,075″ | 1,90mm)
0,3″ | 7,62 mm
0,04″ | 1,02 mm
14 gauge (0,075″ | 1,90mm)
0,3″ | 7,62 mm
0,06″ | 1,52 mm
14 gauge (0,075″ | 1,90mm)
0,5″ | 12,70 mm
0,08″ | 2,03 mm
14 gauge (0,075″ | 1,90mm)
0,375″ | 9,52 mm
0,06″ | 1,52 mm
14 gauge (0,075″ | 1,90mm)
0,3″ | 7,62 mm
0,045″ | 1,14 mm
14 gauge (0,075″ | 1,90mm)
0,3″ | 7,62 mm
0,055″ | 1,40 mm
14 gauge (0,075″ | 1,90mm)
0,5″ | 12,70 mm
0,1″ | 2,54 mm
14 gauge (0,075″ | 1,90mm)
0,5″ | 12,70 mm
0,125″ | 3,18 mm
16 gauge (0,06″ | 1,52mm)
0,2″ | 5,08 mm
0,045″ | 1,14 mm
16 gauge (0,06″ | 1,52mm)
0,3″ | 7,62 mm
0,06″ | 1,52 mm
16 gauge (0,06″ | 1,52mm)
1,5″ | 38,10mm
0,995″ | 25,27 mm
16 gauge (0,06″ | 1,52mm)
0,375″ | 9,52 mm
0.075″ | 1.90mm
16 gauge (0,06″ | 1,52mm)
0,2″ | 5,08 mm
0,04″ | 1,02 mm
16 gauge (0,06″ | 1,52mm)
0,265″ | 6,73 mm
0,05″ | 1,27 mm
16 gauge (0,06″ | 1,52mm)
0,5″ | 12,70 mm
0,24″ | 6,10mm
16 gauge (0,06″ | 1,52mm)
0,265″ | 6,73 mm
0,055″ | 1,40 mm
16 gauge (0,06″ | 1,52mm)
0,265″ | 6,73 mm
0,062″ | 1,57 mm
16 gauge (0,06″ | 1,52mm)
0,375″ | 9,52 mm
0,065″ | 1,65 mm
16 gauge (0,06″ | 1,52mm)
0,5″ | 12,70 mm
0,08″ | 2,03 mm
16 gauge (0,06″ | 1,52mm)
0,3″ | 7,62 mm
0,055″ | 1,40 mm
16 gauge (0,06″ | 1,52mm)
0,5″ | 12,70 mm
0,125″ | 3,18 mm
16 gauge (0,06″ | 1,52mm)
1,5″ | 38,10mm
0,985″ | 25,02 mm
16 gauge (0,06″ | 1,52mm)
0,55″ | 13,97mm
0,03″ | 0,76mm
16 gauge (0,06″ | 1,52mm)
0,3″ | 7,62 mm
0,062″ | 1,57 mm
16 gauge (0,06″ | 1,52mm)
1,375″ | 34,92mm
0,375″ | 9,52 mm
18 gauge (0,048″ | 1,22mm)
0,3″ | 7,62 mm
0,06″ | 1,52 mm
18 gauge (0,048″ | 1,22mm)
0,265″ | 6,73 mm
0,05″ | 1,27 mm
18 gauge (0,048″ | 1,22mm)
0,2″ | 5,08 mm
0,03″ | 0,76mm
18 gauge (0,048″ | 1,22mm)
0,375″ | 9,52 mm
0,05″ | 1,27 mm
18 gauge (0,048″ | 1,22mm)
0,265″ | 6,73 mm
0,065″ | 1,65 mm
18 gauge (0,048″ | 1,22mm)
0,2″ | 5,08 mm
0,04″ | 1,02 mm
18 gauge (0,048″ | 1,22mm)
1,5″ | 38,10mm
1,1″ | 27,94 mm
18 gauge (0,048″ | 1,22mm)
0,375″ | 9,52 mm
0,125″ | 3,18 mm
18 gauge (0,048″ | 1,22mm)
0,55″ | 13,97mm
0,03″ | 0,76mm
18 gauge (0,048″ | 1,22mm)
0,265″ | 6,73 mm
0,062″ | 1,57 mm
18 gauge (0,048″ | 1,22mm)
0,2″ | 5,08 mm
0,045″ | 1,14 mm
18 gauge (0,048″ | 1,22mm)
0,5″ | 12,70 mm
0,12″ | 3,05 mm
18 gauge (0,048″ | 1,22mm)
0,3″ | 7,62 mm
0,04″ | 1,02 mm
18 gauge (0,048″ | 1,22mm)
1,375″ | 34,92mm
0,375″ | 9,52 mm
18 gauge (0,048″ | 1,22mm)
0,5″ | 12,70 mm
0,105″ | 2,67 mm
20 gauge (0,036″ | 0,91mm)
0,5″ | 12,70 mm
0,11″ | 2,79 mm
20 gauge (0,036″ | 0,91mm)
0,265″ | 6,73 mm
0,055″ | 1,40 mm
20 gauge (0,036″ | 0,91mm)
0,2″ | 5,08 mm
0,05″ | 1,27 mm
20 gauge (0,036″ | 0,91mm)
0,2″ | 5,08 mm
0,04″ | 1,02 mm
20 gauge (0,036″ | 0,91mm)
0,2″ | 5,08 mm
0,035″ | 0,89 mm
20 gauge (0,036″ | 0,91mm)
0,375″ | 9,52 mm
0,07″ | 1,78 mm
20 gauge (0,036″ | 0,91mm)
0,55″ | 13,97mm
0,03″ | 0,76mm
20 gauge (0,036″ | 0,91mm)
0,265″ | 6,73 mm
0,065″ | 1,65 mm
20 gauge (0,036″ | 0,91mm)
1,375″ | 34,92mm
0,375″ | 9,52 mm
22 gauge (0,03″ | 0,76mm)
0,5″ | 12,70 mm
0,09″ | 2,29 mm
22 gauge (0,03″ | 0,76mm)
0,2″ | 5,08 mm
0,05″ | 1,27 mm
22 gauge (0,03″ | 0,76mm)
0,2″ | 5,08 mm
0,04″ | 1,02 mm
22 gauge (0,03″ | 0,76mm)
0,265″ | 6,73 mm
0,055″ | 1,40 mm
22 gauge (0,03″ | 0,76mm)
0,265″ | 6,73 mm
0,065″ | 1,65 mm
22 gauge (0,03″ | 0,76mm)
0″ | 0.00mm
0,025″ | 0,64 mm
22 gauge (0,03″ | 0,76mm)
0,265″ | 6,73 mm
0,07″ | 1,78 mm
22 gauge (0,03″ | 0,76mm)
0,375″ | 9,52 mm
0,085″ | 2,16 mm
Daha sıkı bükümlerin malzemede çatlaklara veya bozulmalara yol açabileceğini unutmayın. Daha kalın levhalar da bükme işlemi sırasında daha fazla kuvvet gerektirebilir. bükme süreci.
(2) Paslanmaz Çelik için Bükülme Yarıçapı Tablosu
Paslanmaz çelik, korozyon direnci ve dayanıklılığı ile bilinir. Çoğu için paslanmaz çeli̇k kaliteleri̇düşük karbonlu çeliğe kıyasla daha büyük bir bükülme yarıçapına ihtiyacınız olacaktır. Bükme yarıçapının sac kalınlığına oranı, paslanmaz çeliğin türü, sertliği ve kalınlığı gibi faktörlere bağlı olarak tipik olarak 1:1 ile 2:1 arasında değişir. Minimum büküm yarıçapları için bazı kılavuzlar şunlardır:
Kalınlık
Minimum Bükülme
Bükülme Yarıçapı
(0,12″ | 3,05 mm)
0,75″ | 19,05 mm
0,22″ | 5,59mm
(0,12″ | 3,05 mm)
1,5″ | 38,10mm
1,05″ | 26,67mm
(0,12″ | 3,05 mm)
0,75″ | 19,05 mm
0,2″ | 5,08 mm
(0,125″ | 3,18 mm)
0,5″ | 12,70 mm
0,09″ | 2,29 mm
(0,125″ | 3,18 mm)
0,5″ | 12,70 mm
0,08″ | 2,03 mm
(0,125″ | 3,18 mm)
0,5″ | 12,70 mm
0,125″ | 3,18 mm
(0,125″ | 3,18 mm)
0,5″ | 12,70 mm
0,1″ | 2,54 mm
12 gauge (0,109″ | 2,77mm)
0,5″ | 12,70 mm
0,06″ | 1,52 mm
12 gauge (0,109″ | 2,77mm)
0,5″ | 12,70 mm
0,095″ | 2,41 mm
12 gauge (0,109″ | 2,77mm)
0,75″ | 19,05 mm
0,18″ | 4,57 mm
12 gauge (0,109″ | 2,77mm)
0,5″ | 12,70 mm
0,095″ | 2,41 mm
12 gauge (0,109″ | 2,77mm)
0,75″ | 19,05 mm
0,22″ | 5,59mm
14 gauge (0,078″ | 1,98mm)
0,275″ | 6,98 mm
0,062″ | 1,57 mm
14 gauge (0,078″ | 1,98mm)
1,375″ | 34,92mm
0,4″ | 10,16 mm
14 gauge (0,078″ | 1,98mm)
0,3″ | 7,62 mm
0,05″ | 1,27 mm
14 gauge (0,078″ | 1,98mm)
0,275″ | 6,98 mm
0.075″ | 1.90mm
14 gauge (0,078″ | 1,98mm)
0,375″ | 9,52 mm
0,07″ | 1,78 mm
14 gauge (0,078″ | 1,98mm)
0,5″ | 12,70 mm
0,11″ | 2,79 mm
14 gauge (0,078″ | 1,98mm)
0,5″ | 12,70 mm
0,12″ | 3,05 mm
14 gauge (0,078″ | 1,98mm)
0,5″ | 12,70 mm
0,13″ | 3,30mm
14 gauge (0,078″ | 1,98mm)
0,5″ | 12,70 mm
0,09″ | 2,29 mm
14 gauge (0,078″ | 1,98mm)
0,275″ | 6,98 mm
0,05″ | 1,27 mm
14 gauge (0,078″ | 1,98mm)
0,5″ | 12,70 mm
0,115″ | 2,92mm
14 gauge (0,078″ | 1,98mm)
0,75″ | 19,05 mm
0.26″ | 6.60mm
14 gauge (0,078″ | 1,98mm)
0,375″ | 9,52 mm
0,105″ | 2,67 mm
14 gauge (0,078″ | 1,98mm)
1,5″ | 38,10mm
1,125″ | 28,58 mm
14 gauge (0,078″ | 1,98mm)
0,3″ | 7,62 mm
0,055″ | 1,40 mm
16 gauge (0,063″ | 1,60mm)
0,5″ | 12,70 mm
0,25″ | 6,35 mm
16 gauge (0,063″ | 1,60mm)
0,5″ | 12,70 mm
0,04″ | 1,02 mm
16 gauge (0,063″ | 1,60mm)
0,2″ | 5,08 mm
0,04″ | 1,02 mm
16 gauge (0,063″ | 1,60mm)
0,3″ | 7,62 mm
0,05″ | 1,27 mm
16 gauge (0,063″ | 1,60mm)
0,5″ | 12,70 mm
0,12″ | 3,05 mm
16 gauge (0,063″ | 1,60mm)
0,3″ | 7,62 mm
0,055″ | 1,40 mm
16 gauge (0,063″ | 1,60mm)
0,3″ | 7,62 mm
0,08″ | 2,03 mm
16 gauge (0,063″ | 1,60mm)
0,265″ | 6,73 mm
0,055″ | 1,40 mm
16 gauge (0,063″ | 1,60mm)
0,375″ | 9,52 mm
0,07″ | 1,78 mm
16 gauge (0,063″ | 1,60mm)
0,2″ | 5,08 mm
0,05″ | 1,27 mm
16 gauge (0,063″ | 1,60mm)
0,265″ | 6,73 mm
0.075″ | 1.90mm
16 gauge (0,063″ | 1,60mm)
0,2″ | 5,08 mm
0,05″ | 1,27 mm
16 gauge (0,063″ | 1,60mm)
0,265″ | 6,73 mm
0,08″ | 2,03 mm
16 gauge (0,063″ | 1,60mm)
0,5″ | 12,70 mm
0,1″ | 2,54 mm
16 gauge (0,063″ | 1,60mm)
0,2″ | 5,08 mm
0,035″ | 0,89 mm
16 gauge (0,063″ | 1,60mm)
0,5″ | 12,70 mm
0,105″ | 2,67 mm
18 gauge (0,05″ | 1,27mm)
0,2″ | 5,08 mm
0,05″ | 1,27 mm
18 gauge (0,05″ | 1,27mm)
0,5″ | 12,70 mm
0,04″ | 1,02 mm
18 gauge (0,05″ | 1,27mm)
0,5″ | 12,70 mm
0,12″ | 3,05 mm
18 gauge (0,05″ | 1,27mm)
0,5″ | 12,70 mm
0,115″ | 2,92mm
18 gauge (0,05″ | 1,27mm)
0,3″ | 7,62 mm
0,07″ | 1,78 mm
18 gauge (0,05″ | 1,27mm)
0,375″ | 9,52 mm
0,1″ | 2,54 mm
18 gauge (0,05″ | 1,27mm)
0,3″ | 7,62 mm
0,06″ | 1,52 mm
18 gauge (0,05″ | 1,27mm)
0,2″ | 5,08 mm
0,045″ | 1,14 mm
18 gauge (0,05″ | 1,27mm)
0,265″ | 6,73 mm
0,08″ | 2,03 mm
18 gauge (0,05″ | 1,27mm)
0,5″ | 12,70 mm
0,12″ | 3,05 mm
18 gauge (0,05″ | 1,27mm)
0,375″ | 9,52 mm
0,125″ | 3,18 mm
18 gauge (0,05″ | 1,27mm)
0,5″ | 12,70 mm
0,24″ | 6,10mm
18 gauge (0,05″ | 1,27mm)
0,265″ | 6,73 mm
0,085″ | 2,16 mm
18 gauge (0,05″ | 1,27mm)
1,375″ | 34,92mm
0,4″ | 10,16 mm
18 gauge (0,05″ | 1,27mm)
0,2″ | 5,08 mm
0,04″ | 1,02 mm
18 gauge (0,05″ | 1,27mm)
0,265″ | 6,73 mm
0,06″ | 1,52 mm
18 gauge (0,05″ | 1,27mm)
0,375″ | 9,52 mm
0,09″ | 2,29 mm
18 gauge (0,05″ | 1,27mm)
0,3″ | 7,62 mm
0,08″ | 2,03 mm
20 gauge (0,038″ | 0,97mm)
0,3″ | 7,62 mm
0,06″ | 1,52 mm
20 gauge (0,038″ | 0,97mm)
0,5″ | 12,70 mm
0,125″ | 3,18 mm
20 gauge (0,038″ | 0,97mm)
0,5″ | 12,70 mm
0,11″ | 2,79 mm
20 gauge (0,038″ | 0,97mm)
0,5″ | 12,70 mm
0,1″ | 2,54 mm
20 gauge (0,038″ | 0,97mm)
0,375″ | 9,52 mm
0,095″ | 2,41 mm
20 gauge (0,038″ | 0,97mm)
0,2″ | 5,08 mm
0,05″ | 1,27 mm
20 gauge (0,038″ | 0,97mm)
0,3″ | 7,62 mm
0,07″ | 1,78 mm
20 gauge (0,038″ | 0,97mm)
0,265″ | 6,73 mm
0,07″ | 1,78 mm
20 gauge (0,038″ | 0,97mm)
0,5″ | 12,70 mm
0,4″ | 10,16 mm
22 gauge (0,031″ | 0,79mm)
0,55″ | 13,97mm
0,03″ | 0,76mm
22 gauge (0,031″ | 0,79mm)
0,265″ | 6,73 mm
0,08″ | 2,03 mm
22 gauge (0,031″ | 0,79mm)
0,375″ | 9,52 mm
0,08″ | 2,03 mm
22 gauge (0,031″ | 0,79mm)
0,3″ | 7,62 mm
0,08″ | 2,03 mm
22 gauge (0,031″ | 0,79mm)
0,5″ | 12,70 mm
0,09″ | 2,29 mm
22 gauge (0,031″ | 0,79mm)
0,3″ | 7,62 mm
0.075″ | 1.90mm
22 gauge (0,031″ | 0,79mm)
0,2″ | 5,08 mm
0,04″ | 1,02 mm
22 gauge (0,031″ | 0,79mm)
0,2″ | 5,08 mm
0,05″ | 1,27 mm
24 gauge (0,024″ | 0,61mm)
0,2″ | 5,08 mm
0,04″ | 1,02 mm
24 gauge (0,024″ | 0,61mm)
0,265″ | 6,73 mm
0,08″ | 2,03 mm
24 gauge (0,025″ | 0,64 mm)
0,5″ | 12,70 mm
0,1″ | 2,54 mm
Uygulamanız için uygun bükülme yarıçapını belirlerken seçtiğiniz paslanmaz çeliğin kalitesini ve özelliklerini göz önünde bulundurmayı unutmayın.
(3) Alüminyum Alaşımları için Bükülme Yarıçapı Tablosu
Alüminyum alaşımları, sac metal imalatı için hafif, güçlü ve korozyona dayanıklı seçenekler sunar. Düşük karbonlu çeliğe benzer şekilde, alüminyum alaşımları için minimum bükülme yarıçapı tipik olarak sac kalınlığına eşittir. Bununla birlikte, bazı özel alaşımlar daha iyi veya daha kötü şekillendirilebilirlik sergileyebilir. İşte birkaç popüler alüminyum alaşımı için minimum büküm yarıçaplarına ilişkin genel bir kılavuz:
Kalınlık
Minimum Bükülme
Bükülme Yarıçapı
(0,032″ | 0,81 mm)
0,2″ | 5,08 mm
0,04″ | 1,02 mm
(0,032″ | 0,81 mm)
0,2″ | 5,08 mm
0,035″ | 0,89 mm
(0,1285″ | 3,26 mm)
1,375″ | 34,92mm
0,375″ | 9,52 mm
(0,25″ | 6,35 mm)
1,375″ | 34,92mm
0,16″ | 4,06mm
(0,25″ | 6,35 mm)
1,375″ | 34,92mm
0,375″ | 9,52 mm
(0,25″ | 6,35 mm)
0,75″ | 19,05 mm
0,125″ | 3,18 mm
10 gauge (0,102″ | 2,59mm)
0,5″ | 12,70 mm
0,078″ | 1,98 mm
10 gauge (0,102″ | 2,59mm)
0,5″ | 12,70 mm
0,045″ | 1,14 mm
10 gauge (0,102″ | 2,59mm)
0,5″ | 12,70 mm
0,125″ | 3,18 mm
10 gauge (0,102″ | 2,59mm)
1,5″ | 38,10mm
1.063″ | 27.00mm
10 gauge (0,102″ | 2,59mm)
0,5″ | 12,70 mm
0,04″ | 1,02 mm
10 gauge (0,102″ | 2,59mm)
1,5″ | 38,10mm
1,125″ | 28,58 mm
10 gauge (0,102″ | 2,59mm)
0,5″ | 12,70 mm
0,04″ | 1,02 mm
10 gauge (0,102″ | 2,59mm)
0,5″ | 12,70 mm
0,07″ | 1,78 mm
11 gauge (0,091″ | 2,31mm)
0,5″ | 12,70 mm
0,05″ | 1,27 mm
11 gauge (0,091″ | 2,31mm)
0,75″ | 19,05 mm
0,24″ | 6,10mm
11 gauge (0,091″ | 2,31mm)
0,375″ | 9,52 mm
0,04″ | 1,02 mm
11 gauge (0,091″ | 2,31mm)
0,375″ | 9,52 mm
0,04″ | 1,02 mm
11 gauge (0,091″ | 2,31mm)
1,375″ | 34,92mm
0,24″ | 6,10mm
11 gauge (0,091″ | 2,31mm)
1,375″ | 34,92mm
0,375″ | 9,52 mm
11 gauge (0,091″ | 2,31mm)
0,375″ | 9,52 mm
0,05″ | 1,27 mm
11 gauge (0,091″ | 2,31mm)
0,5″ | 12,70 mm
0,045″ | 1,14 mm
11 gauge (0,091″ | 2,31mm)
0,5″ | 12,70 mm
0,125″ | 3,18 mm
11 gauge (0,091″ | 2,31mm)
0,375″ | 9,52 mm
0,062″ | 1,57 mm
11 gauge (0,091″ | 2,31mm)
0,5″ | 12,70 mm
0,05″ | 1,27 mm
11 gauge (0,091″ | 2,31mm)
0,375″ | 9,52 mm
0,045″ | 1,14 mm
11 gauge (0,091″ | 2,31mm)
0,5″ | 12,70 mm
0,04″ | 1,02 mm
11 gauge (0,0914″ | 2,32mm)
0,375″ | 9,52 mm
0,04″ | 1,02 mm
12 gauge (0,081″ | 2,06mm)
0,3″ | 7,62 mm
0,0622″ | 1,58 mm
12 gauge (0,081″ | 2,06mm)
0,5″ | 12,70 mm
0,045″ | 1,14 mm
12 gauge (0,081″ | 2,06mm)
0,375″ | 9,52 mm
0,04″ | 1,02 mm
12 gauge (0,081″ | 2,06mm)
0,5″ | 12,70 mm
0,04″ | 1,02 mm
12 gauge (0,081″ | 2,06mm)
1,375″ | 34,92mm
0,375″ | 9,52 mm
12 gauge (0,081″ | 2,06mm)
1,5″ | 38,10mm
1,1″ | 27,94 mm
12 gauge (0,081″ | 2,06mm)
1,5″ | 38,10mm
1″ | 25,40 mm
12 gauge (0,081″ | 2,06mm)
0,275″ | 6,98 mm
0,04″ | 1,02 mm
12 gauge (0,081″ | 2,06mm)
0,5″ | 12,70 mm
0,125″ | 3,18 mm
12 gauge (0,081″ | 2,06mm)
0,3″ | 7,62 mm
0,04″ | 1,02 mm
12 gauge (0,081″ | 2,06mm)
0,5″ | 12,70 mm
0,055″ | 1,40 mm
12 gauge (0,081″ | 2,06mm)
0,275″ | 6,98 mm
0,062″ | 1,57 mm
12 gauge (0,081″ | 2,06mm)
0,75″ | 19,05 mm
0,24″ | 6,10mm
14 gauge (0,064″ | 1,63mm)
1,5″ | 38,10mm
1,2″ | 30,48 mm
14 gauge (0,064″ | 1,63mm)
0,3″ | 7,62 mm
0,035″ | 0,89 mm
14 gauge (0,064″ | 1,63mm)
0,55″ | 13,97mm
0,03″ | 0,76mm
14 gauge (0,064″ | 1,63mm)
1,375″ | 34,92mm
0,375″ | 9,52 mm
14 gauge (0,064″ | 1,63mm)
0,265″ | 6,73 mm
0,04″ | 1,02 mm
14 gauge (0,064″ | 1,63mm)
0,265″ | 6,73 mm
0,035″ | 0,89 mm
14 gauge (0,064″ | 1,63mm)
0,3″ | 7,62 mm
0,04″ | 1,02 mm
14 gauge (0,064″ | 1,63mm)
0,5″ | 12,70 mm
0,125″ | 3,18 mm
14 gauge (0,064″ | 1,63mm)
1,5″ | 38,10mm
0,7″ | 17,78 mm
14 gauge (0,064″ | 1,63mm)
0,3″ | 7,62 mm
0,062″ | 1,57 mm
14 gauge (0,064″ | 1,63mm)
0,2″ | 5,08 mm
0,045″ | 1,14 mm
14 gauge (0,064″ | 1,63mm)
0,2″ | 5,08 mm
0,035″ | 0,89 mm
14 gauge (0,064″ | 1,63mm)
1,5″ | 38,10mm
1.225″ | 31.12mm
14 gauge (0,064″ | 1,63mm)
0,375″ | 9,52 mm
0,06″ | 1,52 mm
14 gauge (0,064″ | 1,63mm)
0,5″ | 12,70 mm
0,22″ | 5,59mm
14 gauge (0,064″ | 1,63mm)
0,5″ | 12,70 mm
0,045″ | 1,14 mm
14 gauge (0,064″ | 1,63mm)
0,375″ | 9,52 mm
0,04″ | 1,02 mm
14 gauge (0,064″ | 1,63mm)
0,5″ | 12,70 mm
0,05″ | 1,27 mm
14 gauge (0,064″ | 1,63mm)
0,2″ | 5,08 mm
0,04″ | 1,02 mm
14 gauge (0,064″ | 1,63mm)
0,265″ | 6,73 mm
0,062″ | 1,57 mm
14 gauge (0,064″ | 1,63mm)
0,5″ | 12,70 mm
0,04″ | 1,02 mm
14 gauge (0,064″ | 1,63mm)
0,2″ | 5,08 mm
0,035″ | 0,89 mm
14 gauge (0,064″ | 1,63mm)
1,5″ | 38,10mm
1,13″ | 28,70mm
16 gauge (0,051″ | 1,30mm)
1,5″ | 38,10mm
1,2″ | 30,48 mm
16 gauge (0,051″ | 1,30mm)
0,375″ | 9,52 mm
0,04″ | 1,02 mm
16 gauge (0,051″ | 1,30mm)
0,265″ | 6,73 mm
0,035″ | 0,89 mm
16 gauge (0,051″ | 1,30mm)
0,3″ | 7,62 mm
0,04″ | 1,02 mm
16 gauge (0,051″ | 1,30mm)
0,5″ | 12,70 mm
0,125″ | 3,18 mm
16 gauge (0,051″ | 1,30mm)
0,3″ | 7,62 mm
0,062″ | 1,57 mm
16 gauge (0,051″ | 1,30mm)
0,55″ | 13,97mm
0,03″ | 0,76mm
16 gauge (0,051″ | 1,30mm)
0,5″ | 12,70 mm
0,23″ | 5,84 mm
16 gauge (0,051″ | 1,30mm)
0,2″ | 5,08 mm
0,035″ | 0,89 mm
16 gauge (0,051″ | 1,30mm)
0,5″ | 12,70 mm
0,04″ | 1,02 mm
16 gauge (0,051″ | 1,30mm)
0,2″ | 5,08 mm
0,045″ | 1,14 mm
16 gauge (0,051″ | 1,30mm)
0,375″ | 9,52 mm
0,05″ | 1,27 mm
16 gauge (0,051″ | 1,30mm)
0,265″ | 6,73 mm
0,05″ | 1,27 mm
16 gauge (0,051″ | 1,30mm)
0,5″ | 12,70 mm
0,05″ | 1,27 mm
16 gauge (0,051″ | 1,30mm)
1,375″ | 34,92mm
0,4″ | 10,16 mm
16 gauge (0,051″ | 1,30mm)
0,265″ | 6,73 mm
0,062″ | 1,57 mm
16 gauge (0,051″ | 1,30mm)
0,2″ | 5,08 mm
0,04″ | 1,02 mm
18 gauge (0,04″ | 1,02mm)
0,375″ | 9,52 mm
0,045″ | 1,14 mm
18 gauge (0,04″ | 1,02mm)
0,375″ | 9,52 mm
0,04″ | 1,02 mm
18 gauge (0,04″ | 1,02mm)
0,2″ | 5,08 mm
0,04″ | 1,02 mm
18 gauge (0,04″ | 1,02mm)
0,2″ | 5,08 mm
0,035″ | 0,89 mm
18 gauge (0,04″ | 1,02mm)
1,375″ | 34,92mm
0,45″ | 11,43mm
18 gauge (0,04″ | 1,02mm)
0,5″ | 12,70 mm
0,125″ | 3,18 mm
18 gauge (0,04″ | 1,02mm)
0,265″ | 6,73 mm
0,04″ | 1,02 mm
18 gauge (0,04″ | 1,02mm)
0,265″ | 6,73 mm
0,05″ | 1,27 mm
18 gauge (0,04″ | 1,02mm)
0,55″ | 13,97mm
0,04″ | 1,02 mm
18 gauge (0,04″ | 1,02mm)
0,5″ | 12,70 mm
0,06″ | 1,52 mm
18 gauge (0,04″ | 1,02mm)
0,3″ | 7,62 mm
0,07″ | 1,78 mm
18 gauge (0,04″ | 1,02mm)
0,265″ | 6,73 mm
0,062″ | 1,57 mm
18 gauge (0,04″ | 1,02mm)
0,2″ | 5,08 mm
0,045″ | 1,14 mm
18 gauge (0,04″ | 1,02mm)
0,5″ | 12,70 mm
0,04″ | 1,02 mm
18 gauge (0,04″ | 1,02mm)
0,5″ | 12,70 mm
0,24″ | 6,10mm
18 gauge (0,04″ | 1,02mm)
0,3″ | 7,62 mm
0,04″ | 1,02 mm
20 gauge (0,032″ | 0,81 mm)
0,5″ | 12,70 mm
0,06″ | 1,52 mm
20 gauge (0,032″ | 0,81 mm)
0,375″ | 9,52 mm
0,055″ | 1,40 mm
20 gauge (0,032″ | 0,81 mm)
1,375″ | 34,92mm
0,4″ | 10,16 mm
20 gauge (0,032″ | 0,81 mm)
0,2″ | 5,08 mm
0,035″ | 0,89 mm
20 gauge (0,032″ | 0,81 mm)
0,265″ | 6,73 mm
0,062″ | 1,57 mm
20 gauge (0,032″ | 0,81 mm)
0,3″ | 7,62 mm
0,045″ | 1,14 mm
20 gauge (0,032″ | 0,81 mm)
0,2″ | 5,08 mm
0,04″ | 1,02 mm
20 gauge (0,032″ | 0,81 mm)
0,55″ | 13,97mm
0,03″ | 0,76mm
20 gauge (0,032″ | 0,81 mm)
0,3″ | 7,62 mm
0,07″ | 1,78 mm
20 gauge (0,032″ | 0,81 mm)
0,265″ | 6,73 mm
0,05″ | 1,27 mm
20 gauge (0,032″ | 0,81 mm)
0,3″ | 7,62 mm
0,04″ | 1,02 mm
20 gauge (0,032″ | 0,81 mm)
0,265″ | 6,73 mm
0,04″ | 1,02 mm
20 gauge (0,032″ | 0,81 mm)
0,5″ | 12,70 mm
0,04″ | 1,02 mm
5 gauge (0,188″ | 4,78mm)
0,75″ | 19,05 mm
0,12″ | 3,05 mm
5 gauge (0,188″ | 4,78mm)
1,375″ | 34,92mm
0,355″ | 9,02 mm
5 gauge (0,188″ | 4,78mm)
1,5″ | 38,10mm
0,375″ | 9,52 mm
5 gauge (0,188″ | 4,78mm)
1,375″ | 34,92mm
0,125″ | 3,18 mm
5 gauge (0,188″ | 4,78mm)
1,375″ | 34,92mm
0,22″ | 5,59mm
5 gauge (0,188″ | 4,78mm)
1,375″ | 34,92mm
0,16″ | 4,06mm
5 gauge (0,188″ | 4,78mm)
1,375″ | 34,92mm
0,375″ | 9,52 mm
8 gauge (0,1285″ | 3,26mm)
1,375″ | 34,92mm
0,225″ | 5,72 mm
8 gauge (0,1285″ | 3,26mm)
0,5″ | 12,70 mm
0,06″ | 1,52 mm
8 gauge (0,1285″ | 3,26mm)
0,5″ | 12,70 mm
0,04″ | 1,02 mm
8 gauge (0,1285″ | 3,26mm)
0,5″ | 12,70 mm
0,065″ | 1,65 mm
8 gauge (0,1285″ | 3,26mm)
0,75″ | 19,05 mm
0,125″ | 3,18 mm
8 gauge (0,1285″ | 3,26mm)
1,375″ | 34,92mm
0,375″ | 9,52 mm
8 gauge (0,1285″ | 3,26mm)
0,5″ | 12,70 mm
0,125″ | 3,18 mm
8 gauge (0,1285″ | 3,26mm)
0,5″ | 12,70 mm
0,045″ | 1,14 mm
8 gauge (0,1285″ | 3,26mm)
1,5″ | 38,10mm
1″ | 25,40 mm
8 gauge (0,1285″ | 3,26mm)
1,5″ | 38,10mm
1,05″ | 26,67mm
Projenizi planlarken alaşımın spesifik özelliklerine dikkat edin. Uygun olmayan bir bükme yarıçapı malzemenin hasar görmesine veya bozulmaları düzeltmek için ek bükme sonrası işlemlere ihtiyaç duyulmasına neden olabilir.
İş Parçasının İç Yarıçapı
İş parçalarının iç yarıçaplarını (R-açıları) tartışmadan önce, metal malzemelerin özelliklerini anlamakta fayda vardır.
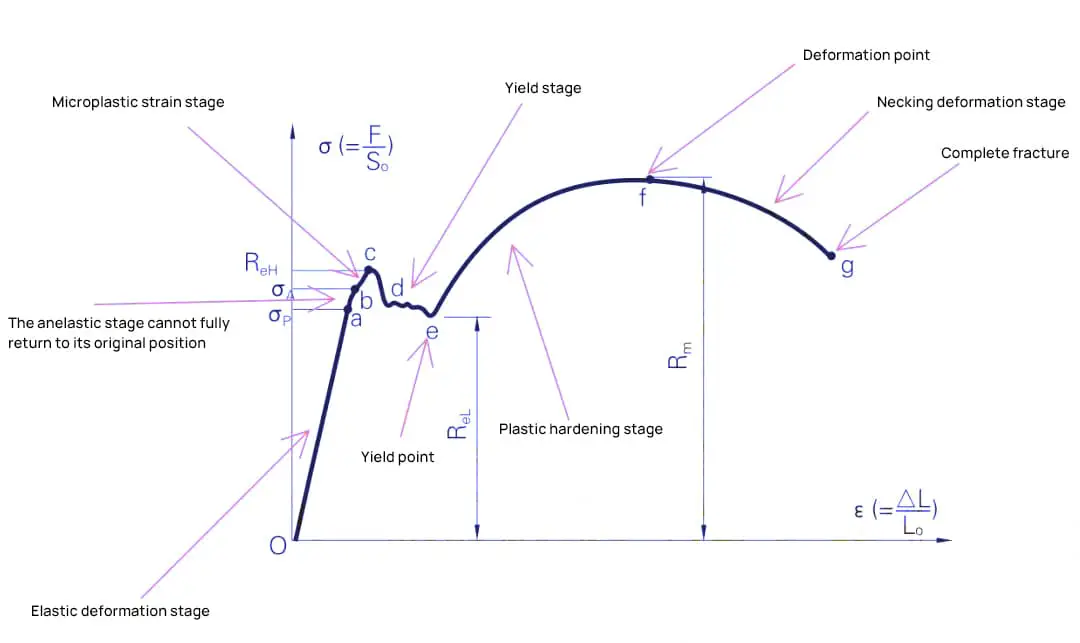
Aşağıdaki gerilme-şekil değiştirme eğrisinde gösterildiği gibi, ilk kısım, çekme kuvveti serbest bırakıldıktan sonra malzemenin orijinal konumuna geri dönebildiği elastik deformasyon aşamasını temsil eder.
Akma noktasını geçtikten sonra kuvvet uygulamaya devam edildiğinde malzeme, daha fazla çekme kuvvetinin kalıcı plastik deformasyona neden olduğu gerilme sertleşmesi aşamasına girer. Daha büyük plastik deformasyona neden olmak için daha fazla kuvvet gereklidir.
En yüksek gerilime ulaştıktan sonra, daha fazla çekme kuvveti boyun vermeye ve sonunda tamamen kırılmaya yol açar. Bükme işlemi sırasında, sac metalin deformasyonu esas olarak, gerinim büyüdükçe artan gerilme gereksinimi ile karakterize edilen gerinim sertleştirme fazında meydana gelir.
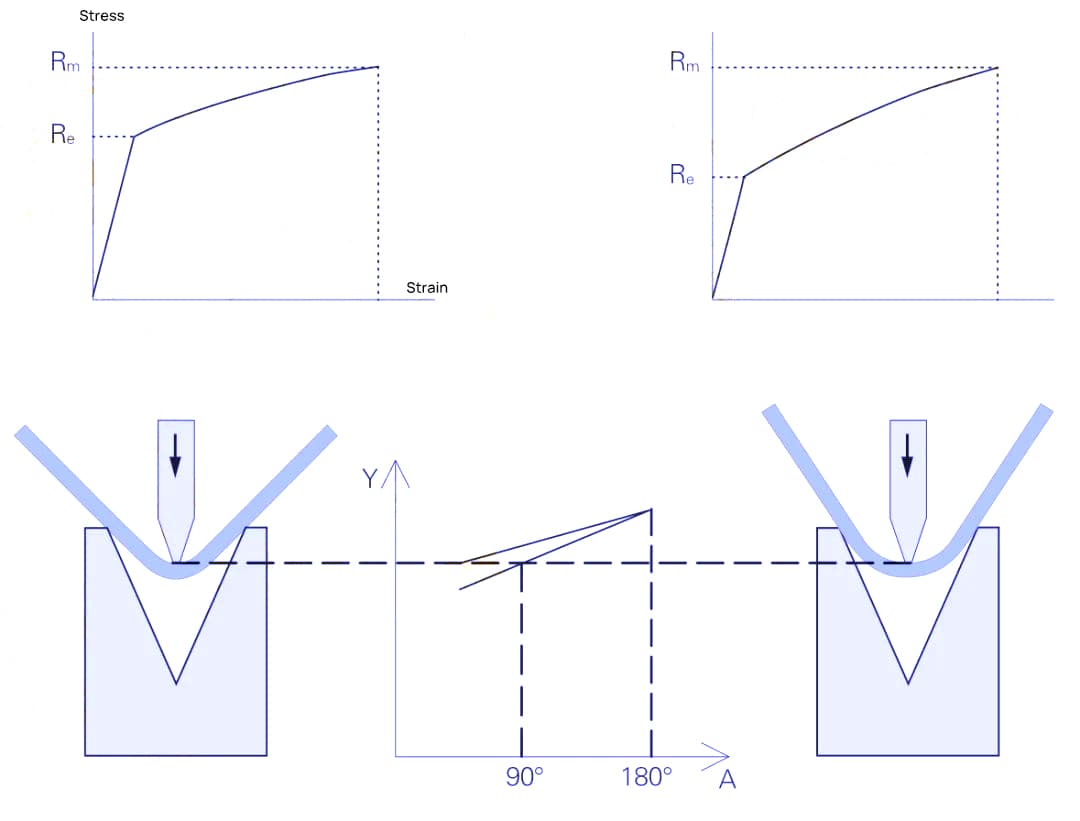
Bir iş parçasının iç R açısı, aşağıdaki grafikte gösterildiği gibi malzeme ile ilgilidir.
Bir İş Parçasının İç Yarıçapı ile Malzeme Özellikleri Arasındaki İlişki
Düşük gerinim sertliğine sahip malzemeler daha küçük iç R-açılarına sahipken, yüksek gerinim sertliğine sahip malzemeler daha büyük iç R-açıları sergiler. İç R-açısı aynı zamanda alt kalıbın kalıp açıklığından da etkilenir; açıklık ne kadar küçükse, aşağıdaki Tabloda gösterildiği gibi iç R-açısı da o kadar küçük olur.
Tablo: İş Parçasının İç Yarıçapı ile Kalıp Açıklığı Arasındaki İlişki
Bükme alt kalıp açıklığı için seçim aralığı tipiktir:
Kalınlığı 4 mm'den az olan saclar için, malzeme kalınlığının 6 ila 8 katı kadar bir kalıp açıklığı;
4 mm'den kalın saclar için, malzeme kalınlığının 8 ila 12 katı kadar bir kalıp açıklığı.
Bu nedenle, bükülmüş bir iş parçası için istenen iç R-açısı, kalıp açıklığı seçimi ile birlikte malzeme özellikleri dikkate alınarak elde edilebilir.
Üst kalıp için gereklilikler: Üst kalıbın R-açısı standart R-açısını aşmadığı sürece, bükülmüş iş parçasının iç R-açısı üzerinde neredeyse hiçbir etkisi yoktur.
İş parçasının gerekli iç R açısı standarttan daha büyükse, üst kalıbın ucunun R yarıçapı artırılmalıdır;
Gerekli iç R-açısı standarttan daha küçükse, sac metalin oluk açılması veya alttan bükme kullanılabilir ve üst kalıbın ucunun R-yarıçapı azaltılmalıdır.
Sünekliği zayıf olan bazı malzemeler için, malzeme kırılmasını önlemek amacıyla daha büyük bir iç R açısını bükmek için kalıbın ucunda daha büyük bir R yarıçapı da gerekli olabilir.
Sac Metal Bükme Yarıçapını Anlama
Sac metal bükme yarıçapı, parça imal ederken veya tasarlarken dikkate alınması gereken önemli bir husustur. Nihai ürünün kalitesi ve işlevselliği üzerinde önemli bir etkiye sahiptir.
Bu bölümde, bükülme yarıçapı, bunu etkileyen faktörler ve uygun minimum bükülme yarıçapını seçmeye yönelik yönergeler hakkında bilgi edineceksiniz.
Bükülme Yarıçapını Etkileyen Faktörler
Bükülme yarıçapı aşağıdaki gibi çeşitli faktörlere bağlıdır:
Malzeme: Farklı metaller bükülmeye karşı farklı tepkiler verir. Örneğin alüminyum, esnekliği nedeniyle çeliğe göre daha dar bir yarıçapta bükülebilir.
Kalınlık: Sac kalınlığı arttıkça minimum bükülme yarıçapı da artar.
Tane yönü: Tane yönü boyunca bükme, tane boyunca bükmeye göre daha büyük bir yarıçap gerektirir.
Bükülme açısı: Bükülme açısı arttıkça, gerilim yoğunlaşmasını veya çatlamayı önlemek için bükülme yarıçapının daha büyük olması gerekebilir.
Aletler: Abkant preslerde kullanılan kalıp ve zımba da bükülme yarıçapını etkiler.
Bu faktörleri ve bükülme yarıçapı üzerindeki etkilerini anlamak, tasarım sürecinde bilinçli kararlar vermenize ve parçalarınızın kalitesini ve dayanıklılığını artırmanıza yardımcı olabilir.
Minimum Bükülme Yarıçapı Yönergeleri
Bükme sırasında çatlak oluşumunu veya parça deformasyonunu önlemek için minimum bükme yarıçapı yönergelerine uymak çok önemlidir. Bu kurallar malzemeye ve özelliklerine göre değişebilir:
Hafif Çelik: Kalınlığı 1,2 mm'ye kadar olan malzemeler için minimum 0,8T (T = malzeme kalınlığı) bükülme yarıçapı önerilir.
Alüminyum: Kalınlığı 4 mm'nin altındaki malzemeler için tipik olarak minimum 2T bükülme yarıçapı önerilir.
Paslanmaz Çelik: 3mm'ye kadar olan kalınlıklar için minimum 1,5T bükülme yarıçapı önerilmektedir.
Bunlar genel kılavuzlardır ve istenen sonucu elde etmek için malzemeye özgü önerilere başvurmak veya özel sac levha ve takım kombinasyonlarınızı denemek çok önemlidir. Uygun bükme yarıçapı yönergelerine bağlı kalarak, daha az kusur, daha az atık ve daha fazla mukavemet ile yüksek kaliteli bir son ürün sağlayabilirsiniz.
Sıkça Sorulan Sorular
Aşağıda sıkça sorulan bazı soruların yanıtları yer almaktadır:
Sac metal için minimum bükülme yarıçapı nedir?
Sac metal için minimum bükme yarıçapı, malzeme kalınlığı, türü ve taneye göre bükme yönü dahil olmak üzere çeşitli faktörlerden etkilenir. Genel olarak, minimum bükme yarıçapı en az malzeme kalınlığına (1t) eşittir. Ancak bu, belirli malzeme özelliklerine ve koşullarına bağlı olarak değişebilir.
Örneğin, belirli gerilme özelliklerine sahip çelik, malzeme kalınlığının 2 katı minimum bükülme yarıçapı gerektirebilir. Bükme yönü de bir rol oynar; tane boyunca bükme (enine) tipik olarak tane ile bükmeye (uzunlamasına) kıyasla daha küçük bir yarıçapa izin verir. Düşük karbonlu çelik veya yumuşak alüminyum gibi daha yumuşak malzemeler daha dar yarıçaplar elde edebilirken, daha sert malzemeler daha büyük yarıçaplar gerektirir. Örneğin, T4 koşulundaki 6061 alüminyum kalınlığın 3 ila 4 katı bir yarıçapa ihtiyaç duyabilirken, O koşulunda kalınlığın yalnızca 1 ila 2 katı gerekebilir.
Ayrıca minimum üretilebilir bükülme yarıçapı ile önerilen bükülme yarıçapı arasında da bir ayrım vardır. Minimum üretilebilir bükülme yarıçapı malzeme arızası olmadan elde edilebilecek en küçük yarıçap iken, önerilen yarıçap malzeme stabilitesini sağlamak ve ekipman üzerindeki stresi azaltmak için tipik olarak daha büyüktür.
Uygulamada, genel kılavuzlar malzeme kalınlığına eşit bir minimum bükülme yarıçapı önermektedir, ancak optimum sonuçlar için ve kusurları önlemek için, malzeme kalınlığının 10-12 katı gibi daha büyük bir yarıçap kullanılması genellikle tavsiye edilir.
Malzeme türü bükülme yarıçapını nasıl etkiler?
Malzeme türü; sertlik, süneklik ve tane yönü gibi özelliklerdeki farklılıklar nedeniyle sac metal bükmede bükme yarıçapını önemli ölçüde etkiler. Çelik ve paslanmaz çelik gibi daha sert malzemeler, çatlamayı önlemek için alüminyum gibi daha yumuşak malzemelere kıyasla tipik olarak daha büyük minimum bükme yarıçapları gerektirir. Örneğin, 1 mm kalınlığındaki bir çelik sac 1 mm'lik bir minimum bükme yarıçapına ihtiyaç duyabilirken, alüminyum genellikle daha küçük bir yarıçapı barındırabilir.
Tane yönü de çok önemli bir rol oynar. Tane boyunca (dik) bükme genellikle daha az çatlama riski olan daha güçlü bükümlerle sonuçlanırken, taneye paralel bükme çatlama olasılığını artırır ve büküm mukavemetini azaltır. Ek olarak, malzemenin kalınlığı ve bükülme açısı gerekli bükülme yarıçapını etkiler; daha sert malzemeler aynı bükülme açısı için daha büyük yarıçaplar gerektirir.
Bükme payı hesaplamalarını etkileyen K-faktörü, malzeme sertliği ve kalınlığına göre değişir. Daha sert malzemeler daha yüksek K faktörlerine sahiptir, bu da bükme sırasında nötr eksenin iç yüzeye doğru daha fazla kaydığını gösterir. Pratik açıdan, daha büyük bükme yarıçapları kullanmak veya bükmeden önce malzemeleri tavlamak, özellikle T-6 alüminyum gibi yüksek sıcaklıklara veya düşük sünekliğe sahip malzemeler için çatlamayı azaltmaya yardımcı olabilir.
Malzemeye özgü bu gerekliliklerin anlaşılması, hatasız sac metal bileşenlerin tasarlanması ve üretilmesi için çok önemlidir.
Sac metalde bükülme yarıçapını ölçmek için hangi araçlar kullanılır?
Sac metalde büküm yarıçapını ölçmek, doğruluğu sağlamak için hassasiyet ve doğru araçlar gerektirir. Kullanılan en yaygın araçlardan biri, metal veya şeffaf plastik gibi çeşitli şekillerde bulunan ve yarıçapını belirlemek için doğrudan bükümün içine oturacak şekilde tasarlanan yarıçap ölçerdir. Bükme yarıçapını ölçmek için kumpaslar da kullanılabilir; ancak bu yöntem görsel tahmine dayandığından, özellikle yarıçap düzleşirse daha az hassas olabilir.
Başparmak vidalı ince paslanmaz şim plakalarından yapılan transfer araçları, bükülme yarıçapını etkili bir şekilde kopyalayabilir ve ölçebilir. Bu aletler büküm üzerine yerleştirilir, sıkılır ve ardından daire şablonları veya diğer ölçüm cihazları kullanılarak doğrulama için geri getirilir. Daha yüksek hassasiyet için, koordinat ölçüm makineleri (CMM'ler) ve optik karşılaştırıcılar kullanılır, ancak bunların ayrıntılı profilleri yakalamada sınırlamaları olabilir.
KEYENCE VR-Serisi 3D Optik Profilometre gibi gelişmiş ölçüm ekipmanları, temassız ölçüm sunarak yüzeyin 3D şeklini yüksek doğruluk ve verimlilikle yakalar ve böylece geleneksel aletlerle ilişkili birçok zorluğun üstesinden gelir. Ek olarak, zımba üzerindeki yarıçapı incelemek veya abkant pres operatörüne danışmak, özellikle parçalar şirket içinde üretildiğinde değerli bilgiler sağlayabilir. BendPro Protractor gibi özel araçlar, özellikle boru şeklindeki bileşenler için bükülme yarıçaplarını ölçmek ve hesaplamak için de kullanılabilir ve çeşitli metal bükme uygulamalarında protractor prensiplerinin çok yönlülüğünü gösterir. Üreticiler bu araçları kullanarak, yüksek kaliteli metal işleme için çok önemli olan bükülme yarıçapının doğru ve tutarlı bir şekilde ölçülmesini sağlayabilir.
Sac metal tasarımında büküm payı neden önemlidir?
Bükülme payı, bükülmüş parçaların nihai boyutlarının doğruluğunu doğrudan etkilediği için sac metal tasarım ve imalatında çok önemlidir. Tasarımcılar, bükülme payını hesaplayarak bitmiş ürünün boyutlarının spesifikasyonlara uygun olmasını sağlar ve bu da montaj sorunlarının önlenmesine yardımcı olur. Ayrıca, uygun büküm payı hesaplamaları, sac metalin bükülmeden önce doğru boyutta kesilmesini sağlayarak israfı azaltarak malzeme kullanımını artırır ve sonuçta maliyet verimliliğini teşvik eder.
Ayrıca, doğru bükme payının dahil edilmesi, montaj sırasında uygun uyumun elde edilmesi için çok önemlidir. Doğru boyutlarda bükülmeyen parçalar düzgün hizalanamayabilir ve bu da montaj süreçlerinde önemli zorluklara yol açabilir. Doğru bükme payı aynı zamanda bükülen bileşenlerdeki gerilim dağılımını da etkileyerek yapısal bütünlüklerini korur ve olası eğilme veya kırılmaları önler.
Bükme payını hesaplamak için özel bir formül bükme açısını, iç bükme yarıçapını, K faktörünü ve malzeme kalınlığını dikkate alır. Bu hesaplama, bükme işlemi sırasında bozulmayı önlemeye yardımcı olur ve malzemenin performansı için kritik olan minimum bükme yarıçapının korunmasını sağlar. Genel olarak, bükme payı imalatta tutarlılığa katkıda bulunarak üreticilerin tasarım özelliklerini karşılayan yüksek kaliteli parçalar üretmesini sağlarken hataları ve yeniden işleme ihtiyacını en aza indirir.
Sac bükerken çatlamayı nasıl önleyebilirim?
Sac metal bükerken çatlamayı önlemek için birkaç temel faktör ve tekniğin dikkate alınması gerekir. Bunlar arasında uygun özelliklere sahip doğru malzemenin seçilmesi, önerilen minimum büküm yarıçapına uyulması, damar boyunca büküm yapılması, büküm öncesi tavlama yapılması, eşit kalınlık sağlanması, deliklerin ve özelliklerin dikkatli bir şekilde yerleştirilmesi, büküm sırasında geri gerilim uygulanması, ısıdan etkilenen bölgelerden kaçınılması ve kaliteli ekipman ve bakıma yatırım yapılması yer alır. Bu yönergelere uymak çatlama riskini önemli ölçüde azaltabilir ve parçalarınızın gerekli özellikleri karşılamasını ve yapısal bütünlüklerini korumasını sağlayabilir.
Sac bükme için bazı genel kurallar nelerdir?
Sac bükerken, bükülen parçaların bütünlüğünü ve kalitesini sağlamak için genellikle birkaç temel kural takip edilir. İşte bazı temel kurallar:
Minimum Bükülme Yarıçapı: Çatlama veya bozulmayı önlemek için minimum bükülme yarıçapı genellikle en az malzeme kalınlığına (1t) eşit olmalıdır. Daha sert malzemeler için, belirli malzeme özelliklerine ve kalınlığına bağlı olarak 2t veya 3t gibi daha büyük bir bükülme yarıçapı gerekebilir.
Malzeme Türü ve Kalınlığı: Bükülme yarıçapı malzemenin kalınlığı ve sertliği ile artar. Örneğin, kalınlığı 0,5 ila 0,8 inç arasında olan çelik, malzeme kalınlığının 2,5 ila 3,75 katı minimum bükülme yarıçapına ihtiyaç duyabilir. Alüminyum ve paslanmaz çelik gibi farklı malzemelerin kendilerine özgü bükülme yarıçapı gereksinimleri vardır.
Kalıp Açıklığı ve Büküm Yarıçapı İlişkisi: Tipik bir kural, iç bükülme yarıçapının kalıp açıklığının yaklaşık yüzde 13 ila 15'i olması gerektiğidir. Aşırı basınçtan ve takımda potansiyel hasardan kaçınmak için malzeme kalınlığının 8 ila 12 katı kadar bir kalıp açıklığı kullanılması önerilir.
Bükme Yönü ve Tane Yönü: Tane ile bükme, malzeme arızasını önlemek için genellikle tane boyunca bükmeye kıyasla daha büyük bir bükme yarıçapı gerektirir.
Bükülme Payları ve Geometri: Bükme yüksekliği, bükme yarıçapı artı malzeme kalınlığının iki katına eşit veya daha büyük olmalıdır (H ≥ 2t + R). Bu husus, doğru bükme boyutlarının elde edilmesine yardımcı olur.
Tasarım Hususları: Çentikler ve bükümler yeterli aralıklarla yerleştirilmelidir; örneğin, çentik-büküm mesafesi sac kalınlığı artı büküm yarıçapının en az 3 katı olmalıdır. Delikler ve yarıklar, deformasyonu önlemek için büküm kenarlarından malzeme kalınlığının en az 2,5 ila 4 katına yerleştirilmelidir. Ayrıca, havşa ve kıvrımların malzeme kalınlığı ve büküm yarıçapına göre özel boşluk ve boyut gereksinimleri vardır.
Alet ve Ekipman: Doğru büküm yarıçapını elde etmek için uygun abkant pres ve metal bükme aletlerinin kullanılması şarttır. Uygun takımlar, tutarlı ve doğru bükümün sağlanmasına yardımcı olarak malzeme hasarı riskini azaltır.
İmalatçılar bu temel kurallara bağlı kalarak verimli ve yüksek kaliteli sac bükme işlemleri gerçekleştirebilir, kusur riskini en aza indirebilir ve bükülen parçaların yapısal bütünlüğünü sağlayabilir.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Sac metal parçaların nasıl tasarlandığını ve hassas bir şekilde üretildiğini hiç merak ettiniz mi? Bu blog yazısında, bükülme payının büyüleyici dünyasına dalacağız - çok önemli bir...
Farklı malzemelerin sac metal bükmeyi nasıl etkilediğini hiç merak ettiniz mi? Bu aydınlatıcı makalede, deneyimli bir makine mühendisi, malzeme türlerinin, kalınlıklarının ve malzemelerin bükme üzerindeki etkisine ilişkin uzmanlığını paylaşıyor.
Metal levhaları karmaşık formlara dönüştürmenin ardındaki sanat ve bilimi hiç merak ettiniz mi? Bu büyüleyici blog yazısında, sac şekillendirmenin büyüleyici dünyasının derinliklerine dalıyoruz...
Sac metal projelerinizin neden bazen garip bir şekilde büküldüğünü veya çatladığını hiç merak ettiniz mi? Bu makale, sac metal bükmede imalat deliklerinin önemli rolünü açıklamaktadır. Bu deliklerin nasıl açıldığını öğreneceksiniz...
Paslanmaz çelik plakaları bükerken hiç zorluklarla karşılaştınız mı? Bu makale, gerekli kuvvetten geri yaylanmanın etkisine kadar paslanmaz çelik bükmenin karmaşıklıklarını ortaya çıkarmaktadır. Öğrenin...
Lokomotiflerdeki devasa çelik yapıların hassas kavislerini nasıl elde ettiklerini hiç merak ettiniz mi? Bu makalede.... sac parçalarda büyük bükülme yarıçapları oluşturmanın ardındaki sırları açıklıyoruz.
Sac metal projelerinizin neden her zaman mükemmel bir şekilde birbirine uymadığını hiç merak ettiniz mi? Anahtar, bükme payını anlamakta yatıyor. Bu konsept hassas bükme sağlar ve malzeme israfını azaltır. Bu yazıda...
Sac metal tasarımcılarının tasarımlarının doğruluğunu nasıl sağladıklarını hiç merak ettiniz mi? Bu blog yazısında, sac metal tasarımının büyüleyici dünyasına dalacağız ve sac metal...
Doğru sac metal parçalar tasarlamakta zorlanıyor musunuz? Sac metal imalatında çok önemli bir kavram olan K-faktörünün sırlarını çözün. Bu makalede, uzman makine mühendisimiz sac metal...