Gerekli aletler belirlendikten sonra, operatörler ürünlerini elde etmek için doğru bükme sırasını tanımlamalıdır.
Bükme sırasındaki bir hata, gerekli profili elde etmelerini engelleyebileceğinden, bükme işlemini yavaşlatabileceğinden veya arka göstergeler yanlış yerleştirilirse üründe boyutsal sorunlara neden olabileceğinden bu çok önemlidir.
Doğru bükme sırasını elde etmek için dikkate alınması gereken tüm parametreleri tek bir makalede belirtmek mümkün değildir, çünkü operatörün deneyimi ilgili profil için doğru araçları bulmada önemli bir rol oynar.
Ancak, size bazı faydalı ipuçları verebiliriz. Hadi bu konuya girelim.
1. Özellikle acemiler için, bükme sırasının profilini değiştirerek çizilmesi tavsiye edilir. sac metal her adımda.
2. Profil ve aletler arasında bir çarpışma olasılığını değerlendirmek için, son viraj seçimiyle başlayın ve geriye doğru çalışın.
Son büküm genellikle bir profili kapatır ve diğer aşamaların gerçekleştirilmesini zorlaştırır; bu nedenle sıralamaya her zaman sac kenarlarına en yakın en küçük bükümlerle başlamak en iyisidir.
3. Hızlı ve verimli bir sıralama elde etmek için, sac levhanın mümkün olduğunca az döndürülmesini veya ters çevrilmesini gerektiren sıralamayı seçin.
Bu eylemlerin her biri operatör tarafından boşa harcanan hareketleri içerir.
5. Bükme işlemini gerçekleştirmeden önce katalogdaki çizimi kullanarak grafiksel olarak simüle edin (genellikle aletin arkasında arka planda dereceli bir ölçek vardır) veya aletin bir kesiti.
Operatörün CAD veya simülasyon yazılımına erişimi varsa, profil fizibilitesini veya metal levhanın aletlerle çarpışma olasılığını değerlendirmek için kullanabilir veya pres freni.
6. Operatörün bükme sırasında sac metali düzgün bir şekilde ve güvenliğini riske atmadan desteklemesini sağlayan bir bükme sırası belirleyin.
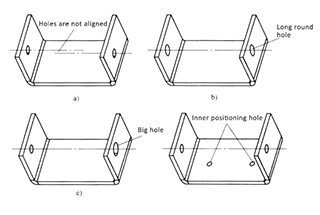
7. Bir profilin geniş açıları veya düz olmayan kenarları varsa, bükme sırasını sacın her zaman arka dayamalara karşı düzgün bir şekilde konumlandırılacağı şekilde ayarlayın.
Bu, doğru boyutlara sahip hassas bir ürün elde etmek için çok önemlidir.
Aslında bazen konumlandırma, döngü sonundaki büküm uzunluğunun doğru olduğundan ve sayısal kontrole girilen ölçümle uyumlu olduğundan emin olmayı imkansız hale getirir.
Bu nedenle, sıra, sac levha her zaman fiat, düz yüzeyler üzerinde arka mastarlara dayanacak şekilde ayarlanmalıdır.
Üretim sürelerini kısaltmak için, tasarımcıların düz olmayan veya geniş açılara sahip yatık yüzeyli profiller tasarlamaktan kaçınmalarını öneririz.
Ayrıca kontrol etmelerini de tavsiye ederiz:
- mevcut arka göstergelerin türü
- arka göstergelerin sayısı
- ulaşılabilecek maksimum yükseklik
- iki arka mastar arasındaki minimum mesafe, sacın sadece bir arka mastara bastırılması hassas bir bükülmeyi garanti edemez.
İnce sac bükülürken, kavislenmesini ve dolayısıyla X boyutunu değiştirmesini önlemek için tüm bükme işlemi boyunca arka mastarlara dayandırılması ve desteklenmesi önerilir; bu nedenle arka mastarların birkaç yatma yüzeyi vardır.
Bir operatör sac levhayı arka mastarlara karşı düzgün bir şekilde konumlandıramazsa bükme hattı metal levha üzerine bir işaretleyici ile çizin ve tüm boyutların doğru olup olmadığını görsel olarak kontrol edin.
Bu durumda, çizgilerin eğrinin orta noktası olduğundan emin olmak önemlidir.
Abkant pres operatörleri gerekli tüm boyutları içeren açıkça anlaşılabilir çizimlere ihtiyaç duyar.
Operatör acemi ise, tasarımcılar ona yardımcı olmak için üç boyutlu bir görünüm sağlamalıdır; ayrıca, çizilen boyutlar ulaşılabilir olmalıdır, bu nedenle çok fazla ondalık basamak veya aşırı sıkı toleranslar kullanmamak en iyisidir.
8. Bükme sırasını hesaplarken bir diğer önemli faktör de profil boyutlarının toleransıdır.
Unutmayın ki bükme süreci sayısal kontrol, arka göstergeler ile zımbanın temas noktası olan bükme çizgisi arasındaki mesafeleri ölçer.
Bu nedenle bazı kenarların boyutları önceki bükümlere bağlıdır.
Örneğin, sağdaki çizimi bükecek olsaydık, levhanın kenarlarından başlayarak A ve C ölçümlerini yaparak, bu boyutların doğru olduğundan emin olurduk, oysa 120 mm'lik orta bölüm, yani kalan kısım, ancak levhanın işlenmesi mükemmelse doğru olurdu.
Bu nedenle, bükme döngüsünün, sıkı toleranslara sahip ölçümlerin her zaman doğrudan arka göstergelerle temas noktasından yapılacağı ve asla yalnızca diğer bükmelerin sonucu olmayacağı şekilde düzenlenmesi önerilir.
Bu şekilde, potansiyel kusurlar kritik olmayan taraflarla sınırlandırılabilir. Tasarımcılar, abkant pres operatörlerine hangi ölçümlerin gerçekten kritik olduğunu ve hangilerine daha fazla tolerans tanındığını belirtmeli, böylece montaj sorunlarını önemli ölçüde azaltmalıdır.
Boyutsal toleranslar hakkında daha fazla bilgi için DIN 6935'i okuyun.
9. Arka dayama düzeneği boyut hatalarını önler, bu nedenle pres freni operatörler X ekseni ayarını düzenli olarak kontrol etmelidir.
İş parçasını kontrol etmenin yanı sıra, operatörler arka dayama ile sap genişliği bilinen kalıbın kenarı arasındaki mesafeyi kontrol etmek için bir kumpas kullanmalıdır.