Elektrik dağıtımının isimsiz kahramanları olan baraların nasıl işlendiğini ve monte edildiğini hiç merak ettiniz mi? Bu makale, verimli ve güvenli güç dağıtımı sağlayan bara seçimi, hazırlığı ve kurulumunun karmaşık adımlarını incelemektedir. Bu kritik bileşenleri işlemek için gereken temel araçları ve teknikleri keşfedecek, alçak ve yüksek gerilim sistemlerindeki rollerini daha iyi anlayacaksınız. Bu eğitimin sonunda, elektrik uygulamalarında optimum performans ve güvenlik sağlamak için malzeme kontrolünden son kuruluma kadar bara işlemenin inceliklerini sağlam bir şekilde kavrayacaksınız. Bilginize güç katmak için dalın!
Bu kılavuz, tesisimiz tarafından üretilen tüm alçak gerilim şalt cihazları ve güç dağıtım panoları için bara işleme ve montaj prosedürlerini yönetir. Burada özetlenen ilkeler kesme, bükme, delme ve yüzey işleme dahil ancak bunlarla sınırlı olmamak üzere kapsamlı bir dizi bara üretim tekniğini kapsamaktadır. Öncelikle alçak gerilim uygulamalarına odaklanmış olmakla birlikte, bu kılavuz ilkelerin çoğu - belirli elektriksel boşluk ve kaçak mesafesi gereklilikleri hariç - yüksek gerilim pano üretim süreçlerine uyarlanabilir.
Uygulama kapsamı şunları içerir:
Düşük voltajlı şalt cihazları (1000V AC veya 1500V DC'ye kadar)
Güç dağıtım kutuları ve panelleri
Motor kontrol merkezleri (MCC'ler)
Endüstriyel ve ticari uygulamalar için bara sistemleri
Bu yönergeler tutarlı kalite, optimum performans ve alçak gerilim şalt ve kontrol donanımı tertibatları için IEC 61439 gibi ilgili uluslararası standartlara bağlılık sağlamayı amaçlamaktadır. Bu prosedürleri takip ederek, bara işleme ve montaj operasyonlarımızda en yüksek güvenlik, güvenilirlik ve verimlilik seviyelerini koruyoruz.
II. Baraların Seçimi
Baralar, devre akımı, uzun vadeli izin verilen sıcaklık artışı koşulları ve dinamik termal stabilite gereksinimleri dahil olmak üzere çok sayıda kritik faktöre göre seçilmelidir. Baralar için birincil malzemeler alüminyum ve bakırdır, bakır çekirdekli plastik teller de belirli uygulamalar için uygun bir seçenektir.
Seçim süreci, özellikle Çin uygulamaları için GB5584-85 "Alüminyum Baralar" ve GB55852-85 "Bakır Baralar" olmak üzere ilgili endüstri standartlarına uygun olmalıdır. Küresel projeler için IEC 60439-1 veya ANSI C37.20.1 gibi uluslararası standartlar dikkate alınmalıdır. Bu standartlar malzeme özellikleri, boyut toleransları ve performans gereksinimleri için kılavuzlar sağlar.
Uygun barayı belirlerken, birkaç temel husus dikkate alınmalıdır:
Akım taşıma kapasitesi: Bu, baranın kesit alanından ve malzemenin elektrik iletkenliğinden etkilenir. Bakır genellikle alüminyumdan daha yüksek iletkenlik sunar ve aynı akım değeri için daha küçük kesitlere izin verir.
Sıcaklık artışı: Bara, beklenen maksimum çalışma sıcaklığı altında bütünlüğünü ve performansını korumalıdır. Bu, hem kararlı durum hem de kısa devre koşullarını içerir.
Kurulum yönü: Baraların yerleşimi ısı yayma kapasitelerini önemli ölçüde etkiler. Dikey yerleştirme tipik olarak doğal konveksiyon nedeniyle daha iyi ısı dağılımı sağlar ve yatay yerleştirmeye kıyasla yük kapasitesini potansiyel olarak 10-15% artırır. Bu faktör nihai seçim ve boyutlandırma hesaplamalarına dahil edilmelidir.
Mekanik dayanım: Baralar, arıza koşulları sırasında deformasyon veya arıza olmaksızın elektromanyetik kuvvetlere dayanmalıdır.
Korozyon direnci: Özellikle sert veya dış mekan kurulumlarında çevresel faktörler göz önünde bulundurulmalıdır. Alüminyum doğal bir koruyucu oksit tabakası oluştururken, bakır korozif ortamlarda ek koruma gerektirebilir.
Maliyet etkinliği: Bakır daha iyi iletkenlik sunarken, alüminyum özellikle toplam sistem ağırlığı düşünüldüğünde büyük kurulumlar için genellikle daha uygun maliyetlidir.
Birleştirme ve sonlandırma gereksinimleri: Bağlantı yapma kolaylığı ve bağlantıların zaman içindeki güvenilirliği seçim sürecinde dikkate alınmalıdır.
Yaygın bara boyutlarının ayrıntılı özellikleri ve akım taşıma kapasiteleri için Ek A1'e bakın. Daha küçük akım uygulamaları için veya esnek konektörler olarak uygun olabilecek bakır çekirdekli plastik teller hakkında bilgi Ek A2'de bulunabilir.
Bu kılavuz ilkeler bara seçimi için sağlam bir temel sağlarken, benzersiz çevresel koşullar, alan kısıtlamaları veya müşteri tercihleri gibi özel proje gereksinimlerinin özel çözümler gerektirebileceğini unutmamak çok önemlidir. Bu gibi durumlarda, seçilen baranın tüm performans ve güvenlik kriterlerini karşıladığından emin olmak için ayrıntılı hesaplamalar ve muhtemelen sonlu elemanlar analizi (FEA) kullanılmalıdır.
III. Malzemeler, Ekipmanlar ve Araçlar
1. Bağlantı Elemanları ve Elektrikli Bileşenler:
Cıvatalar: Çeşitli boyutlar ve kaliteler (örn. 5., 8. sınıf veya paslanmaz çelik)
Somunlar: Kilit somunları ve flanş somunları dahil olmak üzere cıvata özelliklerine uygun
Pullar: Uygun boyutlarda düz, ayrık ve kilit pulları
Bakır ve alüminyum bağlantılar: Belirli amperler için derecelendirilmiş pabuçlar, ekler ve konektörler
2. Makine ve El Aletleri:
Metal Şekillendirme Ekipmanları: - Bükme sıralı kesme makinesi: Hassas sac kesme ve bükme için - Zımba presi: Metal levhalarda delikler ve şekiller oluşturmak için - Manuel bükme makinesi: Daha küçük ölçekli bükme işlemleri için
Sondaj Ekipmanları: - Matkap presi: Doğru ve dengeli delme için - Matkap uçları: Çeşitli boyutlarda yüksek hız çeliği (HSS) veya kobalt uçlar
İş parçası bağlama ve montaj aletleri: - Tezgah mengenesi: Güvenli iş parçası tutma için - Lokma anahtar seti: Etkili bağlantı elemanı sıkma için - Kayış anahtarı: Yuvarlak veya düzensiz şekilleri çizmeden kavramak için - İngiliz anahtarı: Belirli somun ve cıvata konfigürasyonları için
Son İşlem ve Ölçüm Araçları: - Eğeler: Çapak alma ve kenarları düzleştirme için düz, yuvarlak ve üçgen - Kazıyıcı: Metal yüzeylerde hassas işaretleme için - Çelik şerit metre (minimum 5m/16ft): Daha uzun ölçümler için - Kare cetvel: Dik açıları kontrol etmek ve işaretlemek için - Çelik cetvel: Doğru kısa mesafe ölçümleri için
Elektrikli İş Aletleri: - Elektrikçi bıçağı: Kablo sıyırma ve genel kesim için - Yalıtımlı tornavidalar: Düz başlı ve yıldız tornavidalar, çeşitli boyutlarda - Tel pensesi: Elektrik kablolarını kesmek, sıyırmak ve kıvırmak için
Tamamlayıcı Araçlar: - El matkabı: Yerinde veya mobil delme ihtiyaçları için - Güvenlik ekipmanları: Güvenlik gözlükleri, eldivenler ve işitme koruması
IV. İşleme Adımları ve Teknik Gereklilikler
1. Bara malzemesi işlenmeden önce harici bir incelemeye tabi tutulmalıdır. Yüzey çatlakları, lekeler, çukurlar veya çeşitli birikintiler bulunursa veya yüzeyde büyük gözenekler varsa (alüminyum bara çapı 5 mm'den büyük, derinliği 0,55 mm'den büyük, bakır bara çapı 5 mm'den büyük, derinliği 0,15 mm'den büyük), o bölüm kesilmelidir.
2. Kesmeden önce tüm bara temelde düz olmalıdır. Eğer belirgin bir düzensizlik varsa veya düzlükdüzeltilmelidir.
3. Çizime veya şablon boyutuna göre kesin (örneğin, kesme makinesinde veya zımba presinde kesin) ve çapakları temizleyin işlem sırasında.
Kesimden sonra, düzensiz, düz olmayan veya bükülmüş olduğu tespit edilirse, tahta çekiç veya benzeri bir aletle düzeltilmelidir. Düzeltmeden sonra, bara üzerinde belirgin çekiç izleri olmamalıdır.
4. Barayı kendi gereksinimlerine veya şalt panosunun özel gereksinimlerine göre bükün. Bara büküldüğünde, çatlamayı önlemek için çok fazla güç veya hız kullanmamaya dikkat edilmelidir. Aynı fazdaki iki paralel baranın bükülme derecesi tutarlı olmalıdır.
(1) Bara bükülmesi için izin verilen minimum yarıçap Ek A3'te gösterilmiştir.
(2) Bara büküldükten sonra hiçbir çatlağa izin verilmez.
(3) Aynı bara grubunun bükülme noktaları montajdan sonra temelde tutarlı olmalıdır.
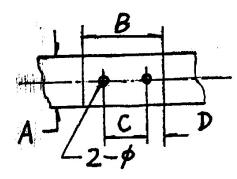
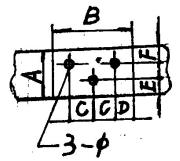
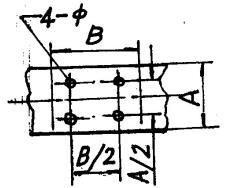
(1) Bara deliği ve cıvata özelliklerinin eşleştirilmesi Ek A4'e göre seçilir.
(2) Kullanılan bara özelliklerine, üst üste binme biçimine ve elektrik kazık başlığı biçimine göre delik boyutunu belirledikten sonra, bir delme makinesinde delik açın veya delin veya zımba presi.
(3) Bara işlendikten sonra, kesikler ve delik kenarları çapaktan arındırılmalı ve pah kırılmalıdır.
6. Hem baralar arasındaki hem de baralar ile elektrik kazık başlıkları arasındaki bağlantı noktaları kalaylanmalı ve kıvrılmalı, kalaylanan bağlantı parçalarına nötr vazelin sürülmelidir. Tesisin teknik koşullarına bağlı olarak, kalaylama yerine iletken macun kullanılabilir.
(1) Ayrıntılı bara kalaylama prosedürleri için "Kalaylama İşlemi Yönergeleri "ne bakın. İletken macun uygulaması için "İletken Macun Uygulama Yönergeleri "ne bakın.
(2) Bara sıkma işlemi, zımba presinde özel bir sıkma kalıbı kullanılarak yapılmalıdır.
(3) Sıkma işleminden önce, sıkma sınırı işaretlenmelidir (genellikle bağlantı kenarından 20 mm uzakta).
7. Tüm baralar siyaha boyanmalıdır. Boyalı kenarlar, eksik boya, damlama izleri, yabancı cisimler veya diğer izler olmaksızın temelde tek bir çizgi üzerinde olmalıdır. Üst üste binen yüzey boyanmamalı ve boyalı kenar ile üst üste binen kenar arasındaki mesafe 5-10 mm arasında olmalıdır.
V. Bakır Çekirdekli Plastik Telli Bara
200A'in altındaki akımlar için derecelendirilmiş baralar, esnek ve uygun maliyetli bir alternatif sunan bakır çekirdekli plastik yalıtımlı tellerle etkili bir şekilde değiştirilebilir. Bu değişim, telin her iki ucuna kıvrılmış bakır veya alüminyum konektörler kullanılarak hassas sonlandırma gerektirir.
Özel sıyırma uzunluğu ve uygun konektör seçimleri de dahil olmak üzere doğru kurulum için kritik parametreler Ek A5'te ayrıntılı olarak açıklanmıştır. Optimum elektrik iletkenliği ve bağlantının mekanik mukavemetini sağlamak için bu spesifikasyonlara uymak zorunludur.
Sıkma işleminden sonra, sonlandırma noktasındaki açıkta kalan iletken alan yüksek kaliteli elektrik yalıtım bandı ile iyice sarılmalıdır. Bu adım, yalıtım sisteminin bütünlüğünü korumak, kısa devreleri önlemek ve elektrik güvenliği standartlarına uygunluğu sağlamak için çok önemlidir. Yalıtım bandı 50% üst üste bindirme ile uygulanmalı ve tam kapsama ve çevresel faktörlere karşı koruma sağlamak için her iki tarafta en az 10 mm kıvrımlı alanın ötesine uzanmalıdır.
Bu bara alternatifini uygularken, ortam sıcaklığı, kurulum yöntemi ve voltaj düşüşü gereksinimleri gibi faktörleri hesaba katarken, seçilen kablonun orijinal baranın akım taşıma kapasitesini karşıladığından veya aştığından emin olmak için amper kapasitesini dikkate almak önemlidir.
VI. Bara Montajı
1. Barayı monte etmeden önce, baranın ve aksesuarlarının kalitesini kontrol edin. Kalifiye olmayan parçaların monte edilmesine izin verilmez.
2. Bara uzun olduğunda (genellikle alçak gerilim kabini >0.8M, GCK >0.4M), ortada sabitlemek için uygun bir bara kelepçesi ve izolatör kullanılmalıdır.
3. Ana bara üst üste bindiğinde, üç faz katman katman kademelendirilmeli ve çaprazlanmamalıdır. Aynı faz için iki veya daha fazla bara paralel olarak kullanıldığında, ikisi arasında bir sıra kalınlığında boşluk olmalıdır (ısı yayma alanını artırmak için).
4. Montaj sırasında, bara ile bara ve bara ile elektrik kazık başlığının üst üste binen yüzeyleri doğal olarak düz olmalıdır. Düz bir şekilde bastırmak için harici bir güç kullanılmamalıdır, bu durum bara üzerinde gerilime neden olur, anahtar bileşenlerini ve baranın dinamik termal stabilitesini etkiler.
5. Cıvataları sıktıktan sonra, üst üste binen yüzeyler arasında yeterli temas basıncı olmalıdır. Temas sıkılığı 0,05x10 mm'lik bir kalınlık ölçer ile kontrol edilebilir.
63mm'den daha geniş baralar için, herhangi bir yöndeki ekleme derinliği 6mm'yi geçmemelidir. 56 mm'den küçük olanlar için yerleştirme derinliği 4 mm'yi geçmemelidir. Cıvata başı somundan 2-5 diş çıkıntı yapmalıdır (sıkıldıktan sonra). Çok kısa veya çok uzun olmamalıdır.
6. Bara düz olarak yerleştirildiğinde, cıvata yukarıdan aşağıya doğru yerleştirilmelidir. Dikey olduğunda, önden arkaya doğru yerleştirilmelidir, yani somun arkaya yerleştirilmelidir.
7. Temas alanında veya yerleşiminde zorluklar varsa, gerektiğinde bir geçiş çubuğu bağlantısı eklenebilir.
8. Ana bara, bir bara kelepçesi ile sıkıca sıkıştırılmalıdır.
9. Özel durumlar dışında, baralar çizim gereksinimlerine göre monte edilmelidir. Yerleşimleri ve kurulumları, bara ile diğer bileşenler ve elemanlar, yardımcı parçalar arasındaki elektriksel boşluğu (≥12mm) ve kaçak mesafesini (≥14mm) sağlamalıdır.
Elektrik boşluğu ve kaçak mesafesi için minimum gereksinimler de Tablo A8'de belirtilen değerleri karşılar. Ayrıca ark püskürtme mesafesi gereksinimlerini de karşılar (bkz. "Elektrikli bileşen, yardımcı kurulum, ayarlama işlemi kuralları").
10. Tüm yatay baralar, dikey baralar, branşman baraları ve çekmece dolaplarındaki ana devre konektörleri arasındaki canlı parçalar ve bunların topraklanmış metal parçalardan elektriksel açıklığı ve kaçak mesafesi için nominal voltaj 380V-660V arasında olmalı ve 20 mm'den az olmamalıdır.
Bara açıklığı gereksinimlerini azaltmak için baranın yalıtım katmanı olarak yalıtım sargısı, yalıtım kılıfı, epoksi toz püskürtme veya diğer yalıtım malzemelerinin kullanılmasına izin verilir, ancak yine de Tablo A8'deki hükümleri karşılamalıdır.
11. Alçak gerilim şalt teçhizatının diğer biçimleri için, dinamik termal kararlılık akımı geçtiğinde ve elektriksel açıklıkta bir azalmaya neden olabildiğinde, ana devre baraları arasındaki elektriksel açıklık ve kaçak mesafesi de Madde 10 hükümlerine atıfta bulunmalıdır.
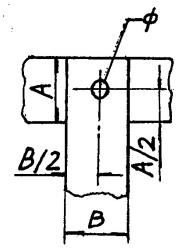
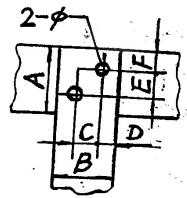
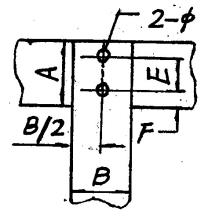
12. Bara bindirmelerinin tipik bağlantı şekilleri ve gereklilikleri için Ek A6'ya bakın.
VII. Sıra İşaretleyicileri Uygulama
Bara kurulduktan sonra, faz sırası işaretleri bara üzerinde belirgin bir konuma yapıştırılmalı veya faz sırasını belirtmek için üç renkli boya blokları boyanmalıdır (Faz A: sarı; Faz B: yeşil; Faz C: kırmızı).
(1) Kabin içindeki baranın faz sırası düzenlemesi için Ek A7'ye bakın.
VIII. Kalite Denetimi
(1) Baranın kıvrımında çatlak olup olmadığını ve yüzeyin pürüzsüz olup olmadığını kontrol edin.
(2) Baranın kalaylama yerinin pürüzsüz, parlak ve düzgün olup olmadığını kontrol edin ve bara üst üste binen yüzeyler arasındaki boşluğun gereksinimleri karşılayıp karşılamadığını kontrol etmek için bir kalınlık ölçer kullanın.
(3) Baranın sıkıca monte edilip edilmediğini ve üst üste bindirilip bindirilmediğini, yerleşimin güzel olup olmadığını ve elektriksel boşluk, kaçak mesafesi ve ark püskürtme mesafesi gereksinimlerini karşılayıp karşılamadığını kontrol edin.
(4) Faz sırası işaretinin doğru olup olmadığı.
Ek A1 Tek dikdörtgen bara özellikleri ve akım taşıma kapasitesi.
Bakır Bara TMY
Bara Kesiti(㎜2)
İzin Verilen Maksimum Akım (A)
Yatay Yerleşim
Dikey Yerleştirme
Şartname
Alan
25℃
40℃
25℃
40℃
15×3
45
200
167
210
171
20×3
60
261
212
275
224
25×3
75
323
263
340
277
30×4
120
451
368
475
387
40×4
160
593
483
625
509
40×5
200
665
541
700
570
50×5
250
816
665
860
700
50×6
300
905
738
955
778
60×6
360
1069
893
1125
916
60×8
480
1251
1019
1320
1075
60×10
600
1395
1136
1475
1202
80×6
480
1360
1108
1480
1206
80×8
640
553
1265
1690
1377
80×10
800
17847
1423
1900
1548
100×6
600
1665
1356
1810
1475
100×8
800
1911
1557
2080
1695
100×10
1000
2121
1728
2310
1882
120×8
960
2210
1810
2400
1956
120×10
1200
2435
1984
2650
2159
Ek A3: Bara bükme (düz bükme) için minimum yarıçap (R) (bara kalınlığı b)
MALZEME/Özellikler
TML
LMY
≤5×50
R=2b
R=2b
>5×50
R=2b
R=2.5b
Ek A4: Bara, Cıvata Deliği ve Çap Bağlantısı
Cıvata Çapı
Bara Deliği
Cıvata Çapı
Bara Delik Çapı
M6
¢6.5
M12
¢13
M8
¢9
M16
¢18
M10
¢11
Ek A5
Terminal (mm)
Tel Sıyırma Uzunluğu (mm)
10
10
16
12
25
14
35
16
16
Not: 10 mm'den küçük tek damarlı kablolar doğrudan bükme dairesi yöntemi kullanılarak monte edilebilir.
Ek A7 Kablo faz sırası düzenlemesi
Düzenleme Yöntemi/Faz Sırası
Dikey
Yatay
Ön ve Arka
İşaret Rengi
A
Üst
Sol
Uzak
Sarı
B
Orta
Orta
Orta
Yeşil
C
Alt
Doğru.
Yakın
Kırmızı
Nötr Hat
Çok Alt
Sonunda
En yakın
Not: Yukarıdakiler kabinin ön tarafından gözlemlenmektedir. (Özel durumlar bu tabloya uymayabilir, ancak işaretlenmelidir)
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Ham bakır ve alüminyumu elektrik sistemleri için kritik bileşenlere nasıl dönüştürürsünüz? Bu makale, bara imalatının arkasındaki karmaşık süreçleri incelemekte, gerekli teknikleri ve araçları detaylandırmaktadır...
Kusursuz bir busbar kurulumu için ne gerektiğini hiç merak ettiniz mi? Bu kapsamlı kılavuz, teknik hazırlıklardan son ayarlamalara kadar her adımda size yol gösterecek ve projenizin...
Baraların yanlış montajının maliyetli ve tehlikeli elektrik arızalarına yol açabileceğini biliyor musunuz? Bu makalede, destek braketleri de dahil olmak üzere baraların montajı ve denetlenmesine yönelik kapsamlı standartlar...
Elektrik sistemleriniz için doğru bakır barayı nasıl seçeceğinizi hiç merak ettiniz mi? Bu makale, bakır bara seçimi ve imalatının temellerini açıklayarak elektrik kurulumlarınızın...
Alüminyum alaşım ve bakır iletkenler arasındaki tartışma elektrik endüstrisinde neden bu kadar kritik? İletkenler için malzeme olarak her ikisinin de benzersiz faydaları ve dezavantajları vardır. Bu makale, alüminyum ve bakır...
Tesisinizde otobüs kanallarının güvenli ve verimli bir şekilde kurulmasını nasıl sağlayabilirsiniz? Bu kılavuz, malzeme ve ekipmanların hazırlanmasından kapalı kanalların montajı için ayrıntılı adımlara kadar her şeyi kapsamaktadır...