İnce metal levhaların nasıl hassas şekillere büküldüğünü hiç merak ettiniz mi? Bu makale sac metal imalatında L, U ve Z bükme tekniklerinin büyüleyici dünyasını keşfediyor. Her seferinde mükemmel bükümler elde etmek için temel faktörleri, formülleri ve pratik ipuçlarını öğreneceksiniz.
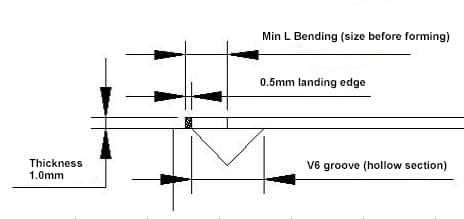
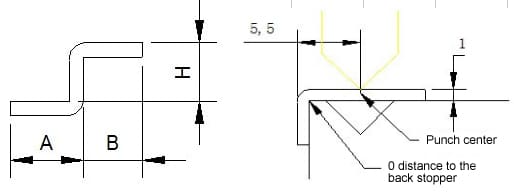
Ortasında olduğu gibi pres freni V oluğu içi boştur, şekillendirilirken kenar kıvrımı içi boş bölümden daha uzun olmalıdır ve belirli iniş kenarı boyutu farklı şirketlerin üretiminde değişiklik gösterir (V oluğunun alt bölümü uzun süre kullanım altındadır, R açısı artar, bu da hurda kenar mesafesinin buna göre artmasına neden olur, aksi takdirde "kayma" olur)
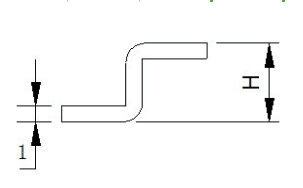
2) İndirgeme formülü (ampirik): 6T/2+0.5+(1.8T/2)
3) Aşağıdaki resimde gösterildiği gibi, T=1, K=1.8*1 olduğunda, minimum L Bükme 3+0.5+0.9=4.4'tür
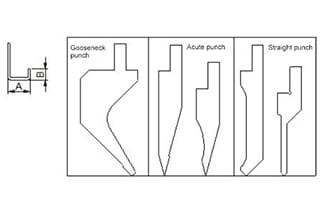
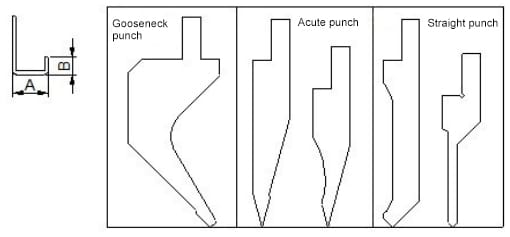
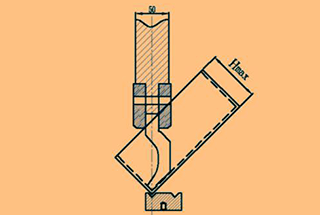
Yaygın zımba kalıbına bakılırsa, U katlama için en iyisi "deveboynu zımba" birçok çeşidi olan ve özellikle çeşitli şirketlerin gereksinimlerine tabi olan.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Flanşlı bir delik duvarı ile bir bükme kenarı arasındaki mesafe metal bir parçanın bütünlüğünü nasıl etkiler? Metal işlemede bu boşluk, bükme sırasında hasarı önlemek için çok önemlidir...
Sac metal imalatı için gereken bükme kuvvetini nasıl doğru bir şekilde hesaplayacağınızı hiç merak ettiniz mi? Bu bilgilendirici blog yazısında, bükme kuvveti hesaplamanın inceliklerini keşfedeceğiz, çizim...
Bu blog yazısında, hava bükmenin büyüleyici dünyasını ve bunu mümkün kılan kuvvet çizelgelerini keşfedeceğiz. Bunun arkasındaki bilimi araştırırken bize katılın...
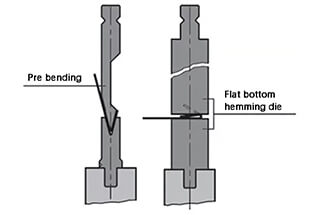
İnce metal levhaları nasıl güçlü, pürüzsüz kenarlı bileşenlere dönüştürebiliriz? Cevap, büyüleyici kıvırma bükme işleminde yatıyor. Bu makalede, düz bükme yönteminden dört etkili teknik...
Sac metalin bükülme sınırlarını doğru bir şekilde nasıl hesaplayacağınızı hiç merak ettiniz mi? Bu makalede, minimum ve maksimum bükme boyutlarını belirlemek için gerekli formüller ve yönergeler incelenmekte, hassas bükme...
Metal bükme işlemlerinizde hassasiyeti nasıl sağlarsınız? Doğru abkant pres takımını seçmek çok önemlidir. Bu kılavuz, kalıp ve zımba seçimini ele alıyor ve bu konuda...
Farklı malzemelerin sac metal bükmeyi nasıl etkilediğini hiç merak ettiniz mi? Bu aydınlatıcı makalede, deneyimli bir makine mühendisi, malzeme türlerinin, kalınlıklarının ve malzemelerin bükme üzerindeki etkisine ilişkin uzmanlığını paylaşıyor.
Metal levhaları karmaşık formlara dönüştürmenin ardındaki sanat ve bilimi hiç merak ettiniz mi? Bu büyüleyici blog yazısında, sac şekillendirmenin büyüleyici dünyasının derinliklerine dalıyoruz...
Sac metalin karmaşık şekillere nasıl ustalıkla büküldüğünü hiç merak ettiniz mi? Bu makalede altı tip abkant büküm prosesi incelenmektedir-katlama, silme, havalı büküm, alttan büküm, coining ve üç noktalı büküm. Siz...