
Plaka Rulo Bükme Hesaplamaları: Dönüşüm Formülü
Bu devasa çelik yapıların nasıl mükemmel kıvrımlar oluşturduğunu hiç merak ettiniz mi? Rulo bükme bunun arkasındaki sırdır. Bu makalede, bu büyüleyici dünyaya dalacağız...
Dört silindirli bir plaka bükme makinesinin bu kadar hassas eğrileri nasıl elde ettiğini hiç merak ettiniz mi? Bu makale, deneyimli bir makine mühendisinin rehberliğinde yan merdane konum kaymalarının hesaplanmasını inceliyor. Bu makine harikasını mümkün kılan temel ilkeleri ve teknikleri keşfedin.

Üç noktalı bükme prensibine göre, plaka bükme makineleri sürekli elastik-plastik deformasyon elde etmek için iş silindirlerinin dönme hareketini ve göreceli konum değişikliklerini kullanır. Bu işlem, metal levhaların silindirler, yaylar ve hassas iş parçaları gibi önceden belirlenmiş şekillere dönüştürülmesini sağlar.
Plaka bükme makineleri, kazan imalatı, gemi yapımı, petrokimya, metal yapılar ve sac şekillendirme makineleri dahil olmak üzere çeşitli endüstrilerde yaygın bir uygulama alanı bulmaktadır.
Merdane konfigürasyonuna bağlı olarak, plaka bükme makineleri, her biri farklı operasyonel özellikler ve yetenekler sunan iki merdaneli, üç merdaneli ve dört merdaneli tipler olarak sınıflandırılır.
Geleneksel iki silindirli tasarımlarla karşılaştırıldığında, dört silindirli plaka bükme makineleri, gelişmiş iş parçası merkezleme, azaltılmış artık düz kenarlar, gelişmiş dairesel profil doğruluğu ve artan üretim verimliliği dahil olmak üzere çeşitli avantajlar sunar.
Ayrıca, dört silindirli plaka bükme makineleri, çevirmeye gerek kalmadan plaka ucu ön bükme ve sürekli iş parçası haddeleme işlemlerini gerçekleştirebilir, bu da onları gelişmiş sac metal şekillendirme işlemlerinde giderek daha değerli hale getirir.
Makine tipik olarak bir üst silindir, bir alt silindir ve iki yan silindirden (ön ve arka) oluşur. Üst merdane sabit bir konumda dönerek çelik plakayı sürtünme yoluyla besler. Sıkıştırma, ön bükme ve haddeleme işlemleri, alt merdanenin ve iki yan merdanenin konumlarının hassas bir şekilde ayarlanmasıyla kontrol edilir.
Haddeleme hassasiyetini optimize etmek için alt merdane ve yan merdanelerin tam konumlarını belirlemek çok önemlidir. Geleneksel olarak operatörler bu bileşenleri kontrol etmek için deneyime ve yinelemeli ayarlamalara güvenir, sürekli karşılaştırmalar ve model kontrolü yoluyla haddeleme doğruluğunu izler. Bu yaklaşım genellikle optimumun altında doğruluk ve verimlilikle sonuçlanır.
Bu makale, elastik geri kazanım teorisine dayalı olarak geri yaylanma eğrilik yarıçapı için yeni bir hesaplama formülü sunmakta ve çelik levha haddeleme işlemi sırasında alt ve yan merdaneler için optimum konumlandırma gereksinimlerini araştırmaktadır. Hizalama, ön bükme ve bükme işlemleri sırasında bu bileşenlerin hassas konumlarını hesaplamak için kapsamlı bir matematiksel model oluşturulmuştur.
Çalışma, çelik levha haddeleme işlemi boyunca alt merdane ile ön ve arka yan merdanelerin gerekli yer değiştirmelerini doğru bir şekilde belirleyerek dijital kontrol sistemleri için hassas besleme verileri sağlar. Üretim denemeleri, bu yöntemin pratik uygulamalarla tutarlılığını doğrulamış, haddeleme doğruluğu ve operasyonel verimlilikte önemli gelişmeler olduğunu göstermiştir.
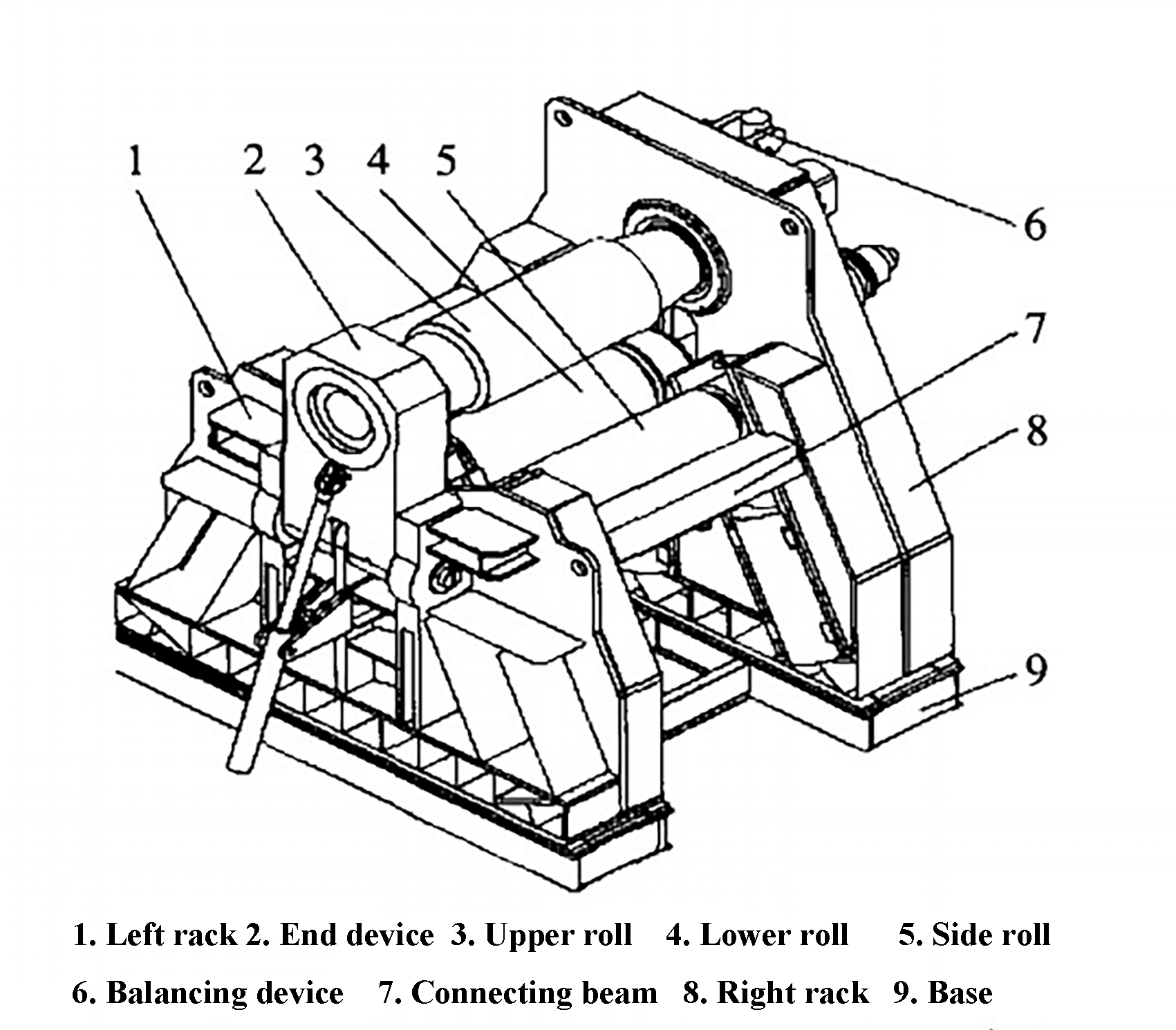
Dört merdaneli plaka bükme makinesi, her biri hassas ve verimli çalışmasına katkıda bulunan birkaç kritik bileşenden oluşur. Bunlar arasında üst merdane tertibatı, alt merdane tertibatı, yan merdane mekanizmaları, devirme sistemi, alçak ve yüksek raflar, taban yapısı ve hidrolik güç ünitesi yer alır.
Üst silindir, optimize edilmiş bir aktarım sistemi aracılığıyla yüksek hassasiyetli bir servo motor tarafından desteklenen birincil tahrik elemanı olarak işlev görür. Çalışma sırasında konumu sabit kalır ve tutarlı kuvvet uygulaması sağlar. Alt ve yan merdaneler tahrik edilen bileşenler olarak hareket eder, dönüşleri şekillendirilen çelik plakaya sürtünme ile kolaylaştırılır.
Alt merdane, çerçeveye entegre edilmiş hassas işlenmiş bir kayar kılavuz oluğu içinde dikey ayarlamaya izin veren özel olarak tasarlanmış bir yatak yuvasına monte edilmiştir. Bu özellik, makinenin çok çeşitli plaka kalınlıklarına uyum sağlamasına olanak tanıyarak çeşitli üretim senaryolarında çok yönlülüğünü artırır.
Yan merdaneler, bükme işlemi sırasında uygun hizalama ve basınç dağılımını korumak için çok önemli olan özel yatak yuvalarına monte edilir. İstenen silindirik eğriliği yüksek hassasiyetle elde etmek için yan merdane yatak yuvaları, ilgili kayar kılavuz olukları içinde eğimli bir yol boyunca hareket edecek şekilde tasarlanmıştır. Dikey eksene göre belirli bir açıda ayarlanan bu eğimli hareket, bükme yarıçapının ince ayarına olanak tanır ve iş parçasının tüm uzunluğu boyunca eşit eğrilik sağlar.
Makinenin uyarlanabilirliği, alt, yan ve üst merdaneler için hidrolik silindir kontrollü devirme ve sıfırlama mekanizmaları ile daha da geliştirilmiştir. Bu özellik, iş parçalarının kolayca yüklenmesini, boşaltılmasını ve ayarlanmasını kolaylaştırarak operasyonel verimliliği önemli ölçüde artırır ve döngü sürelerini azaltır.
Şekil 1, çeşitli bileşenleri ve sistemleri arasındaki karmaşık etkileşimi göstererek ekipmanın genel yapısının kapsamlı bir görsel temsilini sunmaktadır. Bu entegre tasarım yaklaşımı, metal şekillendirme işlemlerinde optimum performans, hassasiyet ve güvenilirlik sağlar.
Çelik levha haddeleme işlemi tipik olarak hazırlık, besleme, ön bükme, diğer tarafta ön bükme, haddeleme şekillendirme ve ark düzeltme olmak üzere altı adımdan oluşur. Bu süreç Şekil 2'de gösterilmiştir.

1.2.1 Hazırlık ve besleme
Alt silindir, üst silindirin üst üretim hattı ile alt üretim hattı arasındaki mesafenin iş parçasının kalınlığından biraz daha fazla olduğu bir konuma kaldırılır.
Arka yan merdane, üst jeneratris ile alt merdanenin üst jeneratrisinin aynı yatay düzlemde olduğu bir konuma kaldırılır ve ardından ön yan merdane, merkez çizgisinin üst ve alt merdaneler arasında bulunduğu bir konuma kaldırılır (Şekil 2a'da gösterildiği gibi).
İş parçası, ön ucu ön silindire bastıracak şekilde üst ve alt silindirler arasında yatay olarak beslenir. Alt merdane daha sonra çelik plakayı sıkıştırmak için kaldırılır (Şekil 2b'de gösterildiği gibi).
Bu adımlar tamamlandığında hazırlık ve besleme işlemi bitmiş olur.
1.2.2 Ön bükme
Ön taraftaki merdane orijinal konumuna geri döndürülür ve arka taraftaki merdane çelik plakanın ön bükme eğriliği için işlem yüksekliğine yükseltilir (Şekil 2c'de gösterildiği gibi).
Üst silindir saat yönünün tersine dönerek çelik levhayı ileri doğru hareket ettirir. Çelik plakanın ucu iki silindir arasındaki mesafenin yarısına ulaştığında, gerekli eğriliğe ulaştığından emin olmak için ölçülmelidir.
Diğer ucun ön bükme işlemi yukarıda anlatılanlara benzerdir.
1.2.3 Rulo bükme
Ön yan silindir gerekli eğrilik için işlem yüksekliğine yükseltilirken, arka yan silindir hem ön hem de arka yan silindirler aynı seviyede olacak şekilde alçaltılır.
Üst merdane saat yönünün tersine dönerek çelik plakanın hareketini ileri doğru yönlendirir ve kıvrılmasına neden olur. Aynı zamanda, çıkıntı yapan çelik plakanın eğriliği bir şablon kullanılarak ölçülür ve işlem yüksekliği istenen radyanı elde etmek için gerektiği şekilde ayarlanır (Şekil 2d'de gösterildiği gibi).
Ark düzeltme işlemi rulo düzeltme işlemine benzer bükme süreci.
Şu anda kangalların çoğu soğuk haddeleme yoluyla üretilmektedir. Bu işlemde geri yaylanma olgusu oldukça belirgindir, bu nedenle bunu telafi etmek için yeterli miktarda aşırı sarım gereklidir.
Tipik olarak, geri yaylanma yarıçapı parçaların istenen yarıçapından daha az olmalıdır (önbükülme yarıçapı).
Elastik-plastik mekaniğe dayalı olarak, geri yaylanma sac metal işleme elastik modül, güçlendirilmiş elastik modül, akma sınırı, ön sarma yarıçapı ve sac kalınlığı gibi faktörlerden etkilenir.
Teorik türetme yoluyla, iyileşmeden önceki eğrilik yarıçapı için hesaplama formülü aşağıdaki gibi belirlenebilir:

Formülde:
Analiz sonuçları çelik levha haddeleme Süreç, üst merdanenin konumunun haddeleme sırasında değişmeden kaldığını ve haddelemenin esas olarak alt merdanenin dikey hareketi ve iki yan merdanenin açılı beslemesi yoluyla gerçekleştirildiğini ortaya koymaktadır.
Bu nedenle, çelik levhanın doğru şekilde haddelenmesi, işlem sırasında her bir silindirin konumunun hassas bir şekilde kontrol edilmesiyle sağlanabilir.
Aşağıda, ileri hareket, ön bükme ve sarma gibi temel işlemler sırasında alt merdane ve yan merdanelerin işlem konumlarının matematiksel modellemesi ve hesaplanmasına odaklanılmaktadır.
Hesaplama, haddeleme makinesinin geometrik parametreleri, haddelenmiş çelik levhanın malzemesi ve kalınlığı ve haddeleme yarıçapı gibi faktörleri dikkate alır.
Aşağıdaki semboller tipik olarak arka silindir ve plaka bükme makinesinin her iki tarafı için yer değiştirme formülünü türetmek için kullanılır:
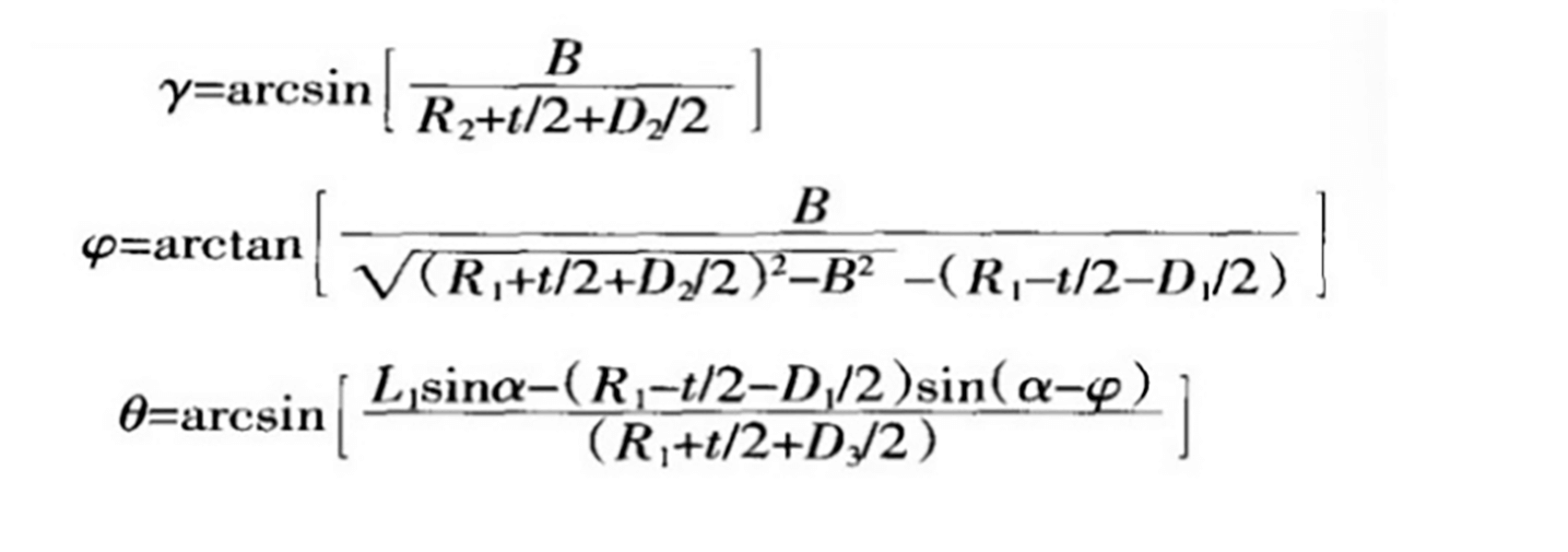
Şekil 2'de gösterildiği gibi, plaka bükme makinesinin hizalama işlemi sırasında, alt silindir ve her iki yan silindir karşılık gelen yer değiştirmeye maruz kalır. Hizalama sırasında her bir merdanenin işlem konumu Şekil 3'te gösterilmiştir.

İki yan merdanenin ve alt merdanenin yer değiştirmesi, aşağıdaki gibi geometrik ilişkiye dayalı olarak hesaplanabilir:

Bükme makinesinin ön bükme işlemi sırasında, Şekil 2'de gösterildiği gibi, alt silindir ile ön ve arka silindirler karşılık gelen yer değiştirmeye maruz kalır.
Ön bükme işleminin gereksinimlerini karşılamak için, sol ön bükme sırasında her bir merdanenin işlem konumu Şekil 4'te gösterilmiştir. Sağ ön bükme sırasında, ön ve arka silindirlerin konumları basitçe değiştirilirken, alt silindirin konumu değişmeden kalır.
B geometrik parametresinin değeri, asimetrik üç silindirli plaka bükme makinesi için hesaplama formülü kullanılarak hesaplanabilir. Bu makalede, B 2t'ye eşit olarak alınmıştır.

"O "nun geri yaylanmadan önceki eğrilik merkezi olduğunu varsayalım, "y" üst yuvarlanma merkezi ile bükme merkezi çizgisi arasındaki açıyı temsil eder "OO1" ve alt yuvarlanma merkezi ile bükme merkezi çizgisi arasındaki açı "OO2.”
"φ" açısı "O" doğrusu ile "O" doğrusu arasındaki açıyı temsil eder.1O2" üst yuvarlanma merkezi ile alt yuvarlanma merkezi arasında ve üst yuvarlanma merkezi ile bükme merkezi arasındaki çizgi.
"θ" açısı, "AO3" bükme makinesinin merkezi ile yan silindirin merkezi arasında ve "OO3" yan silindirin merkezi ile bükme merkezi arasında.
Bu geometrik ilişkilere dayanarak aşağıdaki sonuç çıkarılabilir:
Formülde geometrik parametre B, alt silindir O'nun merkezinden itibaren değerdir.2 OO'ya1Bu, asimetrik üç silindirli plaka bükme makinesinin formülüne göre hesaplanabilir.
Bu makalede, B = 2t ve diğer parametreler yukarıdaki ile aynıdır.
Varsayalım ki F OO'nun kesişimidir2 ve AO3arasındaki açıdır ve β F ve üst ve alt ruloların orta çizgisi.

İçinde △ AFO2sinüs teoremine göre:

Böylece:

Benzer şekilde, △ AFO'da2:

Böylece:

İçinde △ AFO2:

Böylece:

İşte bu:

Bu nedenle, iki yan silindir ile alt silindir arasındaki yer değiştirme şöyledir:
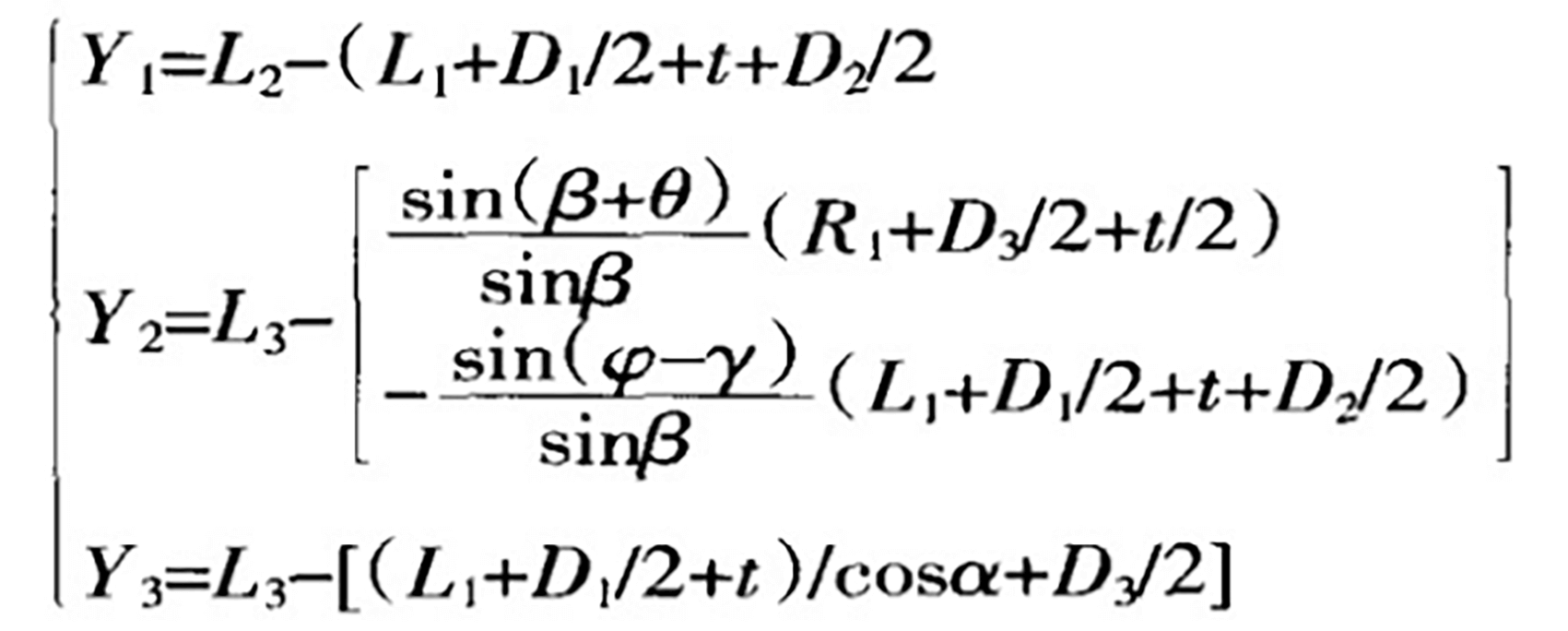
Sağ taraf önceden büküldüğünde, Y1 değişmeden kalır, Y2 ve Y3 değiştirilebilir.
Şekil 2'de gösterilen plaka bükme makinesinin sürekli bükme işleminde, iki yan silindir simetrik olarak konumlandırılır ve alt silindir ile ön ve arka yan silindirler karşılık gelen yer değiştirmelere sahiptir.
Sürekli bükme işleminin gereksinimlerini karşılamak için, işlem sırasında her bir silindirin konumu Şekil 5'te gösterilmiştir.

Geometrik bağıntıya göre, △OAO'da3sinüs teoreminden:

Böylece:

O'nun geri esnemeden önceki eğrilik merkezi olduğunu, λ'nın OO arasındaki açı olduğunu varsayalım.2 ve OO3o zaman:

In △OAO3:

Böylece:

Eğer Y1 değişmeden kalır, Y2=Y3=L3-AO3Bu nedenle her iki taraftaki silindirlerin ve alt silindirin yer değiştirmesi:

W1220 x 2500 plaka kullanılarak deneysel bir çalışma gerçekleştirilmiştir haddeleme makinesiQ235 malzemeden yapılmış 10 mm kalınlığında bir plaka ve 700 mm'lik bir haddeleme yarıçapı ile.
Deney sonuçları, gerçek daire yarıçapı ile gerekli daire yarıçapı arasında 4,8 mm'lik bir mutlak hata olduğunu ve bunun da 0,68%'lik bir bağıl hataya yol açtığını göstermiştir. Bu sonuçlara dayanarak, düzeltmenin doğruluk gereksinimlerini karşılamak için yeterli olduğu belirlenmiştir.
Geri yaylanma yarıçapını ayarlamak için yapılan çok sayıda denemeden elde edilen test verileri analiz edildiğinde, hatanın birincil nedeninin geri yaylanma yarıçapının hesaplanması sırasında plakanın saf bükülmeye maruz kaldığı varsayımı ve ekstrüzyon kuvveti ile sürtünmenin etkisinin hesaba katılmaması olduğu tespit edilmiştir.
Ancak teknik analiz, deplasman hesaplamasının doğru olduğunu ve sürecin gerekliliklerini karşıladığını göstermiştir.
Bu makale, dört merdaneli bir haddeleme prosesinin analizini sunmaktadır. plaka haddeleme makinesi. Makale, geri yaylanma yarıçapı için hesaplama formülünü matematiksel ve mekanik yöntemlerle birleştirerek, makinenin çalışma süreci sırasında her bir silindirin konumunu analiz eder.
Hesaplama sonuçları dört silindirli bir plaka bükme makinesinde test edilmiştir.
Deney sonuçları, bu yöntemin test sayısını önemli ölçüde azaltabileceğini ve haddeleme işleminin doğruluğunu ve verimliliğini artırabileceğini göstermiştir.

MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.




