CNC Makineleri için Eksiksiz Kılavuz: Bilmeniz Gereken Her Şey
Dinamik üretim dünyasında CNC makineleri, hammaddelerden karmaşık tasarımlar yaratma şeklimizi değiştirdi. Bu blog, CNC işlemenin büyüleyici dünyasına girerek modern endüstrideki önemli rollerini vurguluyor. CNC makinelerini yüksek kaliteli üretim için gerekli kılan hassasiyet, otomasyon ve çok yönlülük hakkında bilgi edinin. Nasıl çalıştıklarına dair temel bilgilerden geleneksel aletlere göre avantajlarına kadar, CNC teknolojisinin neden günümüz üretim süreçlerinin bel kemiği olduğunu keşfedin. Endüstriyel üretimin geleceğini yönlendiren en son yenilikleri keşfetmeye hazır olun.
Takım tezgahları, sadece makine üretmek için değil, aynı zamanda takım tezgahlarının kendilerini üretmek için de kullanılmaları bakımından diğer makinelerden farklıdır.
Sonuç olarak, "endüstriyel takım tezgahları" veya "takım makineleri" olarak da adlandırılırlar.
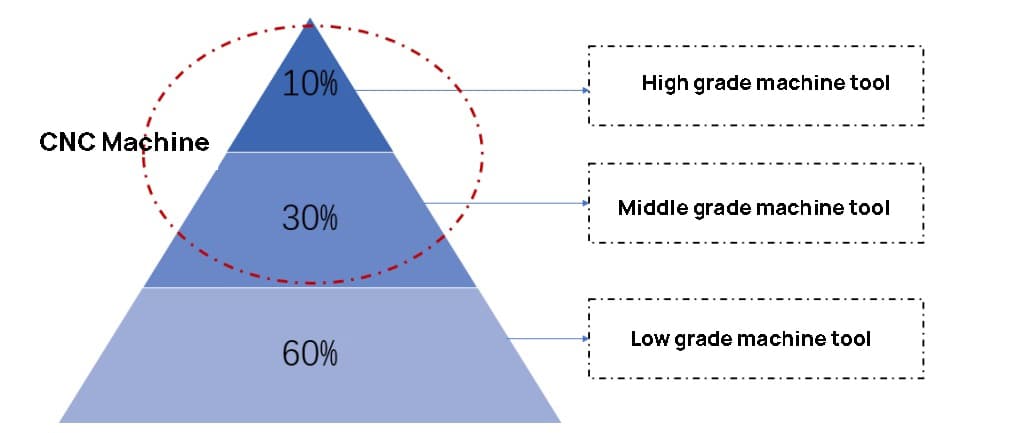
Üçten az eksene sahip olanlar düşük dereceli takım tezgahları, üç ila beş eksene sahip olanlar orta ila yüksek dereceli takım tezgahları ve beşten fazla eksene sahip olanlar yüksek dereceli takım tezgahları olarak kabul edilir.
Endüstride, geleneksel ve modern üretim ekipmanları arasındaki ayrım genellikle geleneksel makine aletleri ile CNC takım tezgahları.
Takım tezgahları, imalat endüstrisi için üretim ekipmanı sağlar.
Yüksek işleme hassasiyeti ve ince işleme gerektiren tüm parçalar yüzey pürüzlülüğü takım tezgahları tarafından işlenmelidir, bu da onları imalat sanayinin ve ulusal ekonominin büyümesinde çok önemli bir faktör haline getirmektedir.
Bireysel takım tezgahlarının, özellikle de CNC takım tezgahlarının entelektüelleştirilmesi ve otomasyonu takım tezgahı endüstrisi. Yüksek hassasiyet, incelik, hız, çok yönlülük ve zeka, modern endüstrinin sembollerini temsil eder.
Modern ekipman endüstrisi, şu özelliklerle karakterize edilen aşırı üretime doğru ilerliyor:
Artan boyut,
Azalan boyut ve
Son derece entegre üretim süreçleri ile artan karmaşıklık.
Elektronik bilgi teknolojisinin ilerlemesiyle, takım tezgahı endüstrisi, CNC takım tezgahlarının temsilci ürünleri olarak hizmet verdiği bir elektromekanik entegrasyon çağına girmiştir.
Bir CNC takım tezgahı, karmaşık, hassas, küçük parti ve çok çeşitli parçalar için işleme sorunlarını çözebilen bir program kontrol sistemi ile donatılmış otomatik bir makinedir.
Modern takım tezgahı kontrol teknolojisinin gelişim yönünü somutlaştıran esnek ve verimli bir otomatik makinedir.
CNC makinesi nedir?
Bir program kontrol sistemi ile donatılmış bir takım tezgahı, Bilgisayarlı Sayısal Kontrol (CNC) makinesi olarak adlandırılır.
Kontrol sistemi, ilgili programları kontrol kodları veya diğer sembolik talimatlarla işler, bunları kod çözme yoluyla kodlanmış sayılara dönüştürür ve bir bilgi taşıyıcı kullanarak sayısal kontrol cihazına girer.
Sayısal kontrol cihazı daha sonra hesaplamalar ve işlemler gerçekleştirir ve takım tezgahının hareketlerini kontrol etmek için çeşitli kontrol sinyalleri göndererek parçaları çizimde belirtilen gerekli şekil ve boyuta göre otomatik olarak işlemesini sağlar.
CNC takım tezgahları, karmaşık, hassas ve küçük partili parçaların işleme sorunlarını çözmek için makine, otomasyon, bilgisayar, mikroelektronik ve diğer teknolojileri entegre ederek onları esnek ve verimli bir otomatik takım tezgahı haline getirir.
CNC takım tezgahlarında kullanılan sensörler arasında fotoelektrik kodlayıcılar, doğrusal ızgaralar, yakınlık anahtarları, sıcaklık sensörleri, hall sensörleri, akım sensörleri, voltaj sensörleri, basınç sensörleri, sıvı seviye sensörleri, çözücüler, indüktosinler, hız sensörleri vb. bulunmaktadır. Bu sensörler temel olarak konum, doğrusal ve açısal yer değiştirme, hız, basınç, sıcaklık vb. algılamak için kullanılır.
CNC makineleri, işleme nesnelerine güçlü bir şekilde uyarlanabilir, yüksek işleme doğruluğu, istikrarlı işleme kalitesi, yüksek verimlilik, yüksek güvenilirliğe sahiptir ve çalışma koşullarını iyileştirebilir.
CNC takım tezgahlarının temel özellikleri
CNC ünitesi, CNC takım tezgahlarının çalışmasından ve izlenmesinden sorumludur ve beyni olarak görev yapar.
CNC takım tezgahları, geleneksel takım tezgahlarına göre aşağıdakiler de dahil olmak üzere çeşitli avantajlara sahiptir:
İşleme nesnelerine güçlü uyarlanabilirlik, kalıpların ve diğer ürünlerin tek parça üretimi için ideal
Yüksek işleme hassasiyeti ve istikrarlı işleme kalitesi
Sadece NC programını değiştirerek işleme parçalarını değiştirme yeteneği, üretim hazırlık süresinden tasarruf sağlar
Yüksek hassasiyet, rijitlik, uygun işleme tüketimi ve yüksek verimlilik (genellikle geleneksel takım tezgahlarının 3-5 katı)
Yüksek derecede otomasyon, emek yoğunluğunun azaltılması
Dijital bilgi, standart kod ve bilgisayar kontrol yöntemlerinin kullanımı yoluyla modern üretim yönetiminin kolaylaştırılması
Operatörler için daha yüksek kalite gereksinimleri ve bakım personeli için daha yüksek teknik gereksinimler
Yüksek güvenilirlik.
CNC makine geleneksel takım tezgahlarına karşı
Son derece esnek
CNC takım tezgahlarında parçaların işlenmesi esas olarak işleme programına bağlıdır ve bu da onu sıradan takım tezgahlarından ayırır. CNC ile birden fazla kalıp ve fikstür üretmeye veya değiştirmeye ya da takım tezgahlarını sık sık ayarlamaya gerek yoktur. Sonuç olarak, CNC takım tezgahları tek parçaların veya küçük partilerin üretimi ve yeni ürünlerin geliştirilmesi için idealdir, üretim hazırlık döngüsünü kısaltmaya ve proses ekipmanı maliyetlerini azaltmaya yardımcı olur.
Yüksek işleme hassasiyeti
NC takım tezgahının işleme hassasiyeti genellikle 0,05-0,1 mm'ye ulaşabilir. Dijital sinyaller ile kontrol edilir. NC cihazı tarafından verilen her bir darbe sinyali, takım tezgahının hareketli parçalarını genellikle 0,001 mm olan bir darbe eşdeğeri ile hareket ettirir. NC cihazı, takım tezgahının besleme iletim zincirinin ve vida adımının ters boşluğunun ortalama hatasını telafi edebilir, böylece nispeten yüksek konumlandırma doğruluğu sağlar.
İstikrarlı ve güvenilir işleme kalitesi
Aynı takım tezgahında, aynı işleme koşulları altında, aynı takımlar ve prosedürler kullanılarak aynı parça grubu işlendiğinde, takım yolu tutarlı olacak, bu da iyi parça tutarlılığı ve istikrarlı kalite ile sonuçlanacaktır.
Yüksek verimlilik
CNC takım tezgahları, parçalar için işleme ve yardımcı süresini etkili bir şekilde azaltabilir. Geniş bir iş mili hızı ve ilerleme hızı aralığına sahiptirler ve yüksek kesme hacmi ile güçlü kesim sağlarlar. CNC takım tezgahları artık yüksek hızlı işleme çağındadır ve hareketli parçaların hızlı hareketi ve konumlandırılması verimliliği artırır. Bir işleme merkezinde bir takım magazini ile birlikte kullanıldıklarında, tek bir makinede birden fazla işlemin sürekli olarak işlenmesini sağlayabilir, yarı mamul ürün işlemleri arasındaki devir süresini azaltabilir ve böylece üretkenliği artırabilirler.
Çalışma koşullarının iyileştirilmesi
CNC takım tezgahı kurulduktan sonra, programın girilmesi ve başlatılmasıyla tamamlanana kadar sürekli olarak işleyebilir. Operatörlerin yalnızca programı girmesi, düzenlemesi, parçaları yüklemesi ve boşaltması, takımları hazırlaması, işleme durumunu izlemesi, parçaları incelemesi vb. gerekir. Bu, emek yoğunluğunu büyük ölçüde azaltır ve takım tezgahı operatörünün işini daha bilişsel olmaya doğru kaydırır. Ayrıca, takım tezgahları genellikle entegre olup temiz ve güvenli bir ortam sağlar.
Üretim yönetiminin modernizasyonundan faydalanmak
CNC takım tezgahlarının işlenmesi, işlem süresinin doğru tahmin edilmesine ve kullanılan takım ve fikstürlerin standartlaştırılmasına olanak tanır. Ayrıca, bilgisayar destekli tasarım ve üretim (CAD/CAM) ile kolayca entegre olarak modern entegre üretim teknolojisinin temelini oluşturur.
CNC makinesi nasıl çalışır?
Geleneksel metal işleme endüstrisinde, parçaların üretimi döküm, dövme ve kıvılcımların uçuştuğu kaynak işlemlerinin yanı sıra tornalama, frezeleme, planyalama ve taşlama işlemlerini de içerir. Günlük hayatta gördüğümüz en ufak şekle sahip herhangi bir metal nesne, biz onu görmeden önce bir fabrikada çok sayıda ısıtma ve su verme işleminden geçmiştir.
Metal parçalar makineler tarafından yapıldığına göre, makineler nasıl yapılır? Başlangıçta, makine aleti tarafından tamamlanır.
(1) Takım tezgahlarından CNC takım tezgahlarına, makineler artık beyinsiz değil
Takım tezgahları diğer makinelerin 'ana makineleridir'. Çelik fabrikaları tarafından üretilen çelik, günlük hayatta gördüğümüz çeşitli şekillerde değil, daha ziyade plakalar, borular, külçeler ve diğer düzenli şekiller şeklindedir. Bu malzemelerin makine aletleri kullanılarak çeşitli şekillerde işlenmesi gerekir. Bazı parçalar ayrıca yüksek hassasiyet ve ince yüzey pürüzlülüğü gerektirir ve karmaşık ve hassas yöntemler kullanılarak takım tezgahlarında kesilmeli veya taşlanmalıdır.
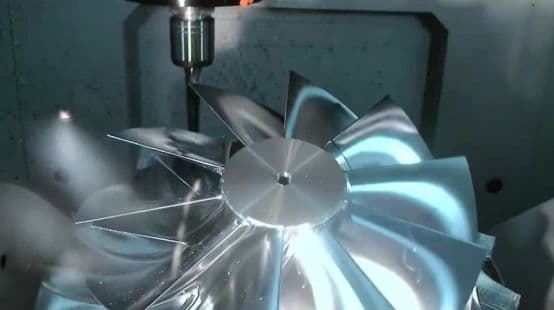
Gaz türbini pervanesi
Diğer makineler gibi, geleneksel takım tezgahı da bir güç kaynağı, bir aktarım mekanizması ve bir yürütme cihazından oluşur. Güç, motorun dönmesiyle sağlanır ve işlenen iş parçası veya takım, aktarım mekanizmasına göre hareket ettirilir. Nerenin kesileceği, ne kadar kesileceği ve ne kadar hızlı kesileceği gibi kesme parametreleri, işleme süreci sırasında operatör tarafından doğrudan kontrol edilir. Geleneksel takım tezgahlarında kullanılan motorun çalışma sırasındaki sabit dönüş hızı nedeniyle, farklı kesme hızlarına ulaşmak için karmaşık iletim sistemleri tasarlanmıştır. Ancak modern tasarımlarda bu tür karmaşık makinelere pek rastlanmaz.
X5032 dikey freze makinesi gibi geleneksel takım tezgahlarının aktarım yapısı çok karmaşıktır. Bununla birlikte, servo motor teknolojisinin gelişmesi ve CNC takım tezgahlarına entegrasyonu ile motor hızının doğrudan kontrolü uygun, hızlı ve verimli hale gelmiştir. Kademesiz hız değişimi ile i̇leti̇m si̇stemi̇ büyük ölçüde basitleştirilmiştir, hatta birçok bağlantı atlanmıştır. Motor artık doğrudan aktüatöre bağlıdır ve doğrudan tahrik modu mekanik tasarımda önemli bir trend haline gelmiştir.
CNC dikey freze makinelerinin aktarım yapısı, bir servo motorun doğrudan tahriki ile büyük ölçüde basitleştirilmiştir. Bununla birlikte, çeşitli şekillere sahip parçaların işlenmesini sağlamak için, takım tezgahının sayısal kontrol sistemi aracılığıyla birden fazla motoru verimli ve doğru bir şekilde kontrol etmesi de gereklidir. Sayısal kontrol sisteminin seviyesi, CNC takım tezgahının karmaşıklığı ve hassasiyetinin yanı sıra değerini ve operatörünün uzmanlığını belirler.
(2) CNC sistemi ne yapabilir? İşlem bilgisi ve kontrol gücü.
Sayısal kontrolör sistemi, sayısal kontrollü takım tezgahlarının beynidir.
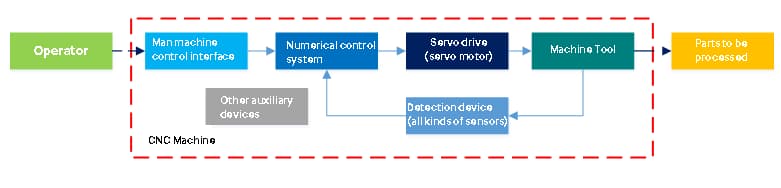
Genel CNC takım tezgahlarının bileşimi
Genel bir CNC takım tezgahı için, tipik olarak bir insan-makine kontrol arayüzü, bir CNC sistemi, bir servo sürücü cihazı, takım tezgahının kendisi ve bir algılama cihazı gibi bileşenleri içerir.
Operatörler, parça program kodlarını kullanarak iş mili hızındaki değişiklikler ve iş parçasının şekli ve boyutu gibi işleme sürecinde gerekli işlemleri ifade etmek için bilgisayar destekli üretim yazılımını kullanır. Bu kodlar daha sonra insan-makine arayüzü aracılığıyla NC makine takımına girilir.
NC sistemi bu bilgileri işler ve hesaplar ve parça programının gereksinimlerine göre takım ile iş parçası arasındaki göreceli hareketi gerçekleştirmek için servo motoru kontrol eder ve böylece parçaların işlenmesini tamamlar.
CNC takım tezgahının işleme süreci
Sayısal kontrol sistemi çeşitli bilgileri depolar ve işler ve işlenen bilgileri kontrol sinyalleri olarak sonraki servo motora iletir. Bu kontrol sinyallerinin etkinliği iki temel teknolojiye dayanmaktadır: eğri ve yüzey enterpolasyon işlemleri ve takım tezgahlarının çok eksenli hareket kontrolü.
(3) Parça şekli çok mu "serbest"? Enterpolasyon ile yapılır.
Sayısal kontrol sistemi, bilgileri kontrol sinyalleri şeklinde işler ve sonraki servo motora iletir. Bu kontrol sinyallerinin performansı iki temel teknolojiye bağlıdır: eğrilerin ve yüzeylerin enterpolasyonu ve makine takımının çok eksenli hareket kontrolü.
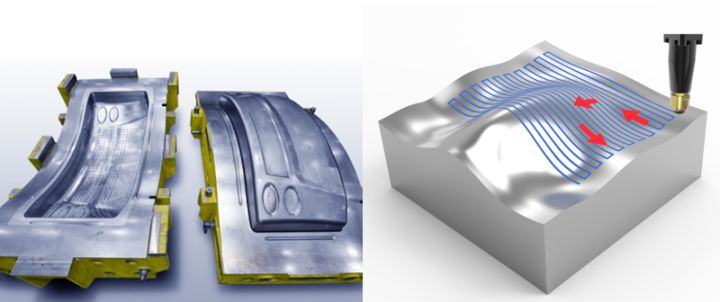
Hareket yörüngesi analitik olarak tanımlanabilirse, tüm hareket birden fazla koordinata sahip bağımsız hareketlerin bileşik hareketine ayrıştırılabilir ve motor doğrudan kontrol edilebilir. Bununla birlikte, üretim sürecindeki birçok parça ne yuvarlak ne de kare olan çok "serbest biçimli" bir şekle sahiptir ve şekilleri bilinmemektedir. Örneğin, arabalar, gemiler, uçaklar, kalıplar ve sanat eserleri gibi ürünler genellikle analitik olarak tanımlanamayan, serbest biçimli eğriler veya serbest yüzeyler olarak adlandırılan eğrilere ve yüzeylere sahiptir.
Serbest biçimli yüzeyler içeren parçalar
Bu "serbest" şekilleri kesmek için takım ve iş parçası arasındaki bağıl hareket buna uygun olarak karmaşıktır. Operasyonda, iş parçası tablasının ve takımın tasarlanan konum-zaman eğrisine göre hareket etmesini ve belirtilen zamanda belirtilen tutumla belirtilen konuma ulaşmasını kontrol etmek gerekir. Takım tezgahı, iş parçası ve takım arasındaki doğrusal segmentlerin, yayların veya diğer analitik spline eğrilerinin göreceli hareketini etkili bir şekilde idare edebilir. Ancak, bu karmaşık "serbest" hareket nasıl ele alınır? Cevap enterpolasyonda yatmaktadır.
Karmaşık yüzey işleme için NC takım tezgahı
Bir CNC takım tezgahında takımın hareket yolunu belirleme işlemi enterpolasyon olarak bilinir. Belirli bir hıza ve yola dayalı olarak yolun bilinen noktaları arasına ara noktalar eklemeyi ve iş parçası tablasını ve takımı bu noktalardan geçecek şekilde kontrol etmeyi içerir. Ara noktalar çizgi segmentleri, yaylar veya spline'lar ile bağlanır ve istenen eğrilere ve yüzeylere yaklaşmak için küçük segmentler ve yaylar etkin bir şekilde kullanılır. Yaygın enterpolasyon algoritmaları arasında noktadan noktaya karşılaştırma yöntemi ve dijital artış yöntemi bulunurken, NURBS spline enterpolasyonu doğruluğu ve verimliliği nedeniyle üst düzey CNC takım tezgahları tarafından tercih edilmektedir.
(4) Bıçağın duruşu yanlış ve işlenemiyor mu? Beş koordinat bağlantısı dakikalar içinde tamamlanacaktır.
Karmaşık yüzeylerin işlenmesi sadece teorik fizibilitenin değil, aynı zamanda takım ile işlenen yüzey arasındaki göreceli konumun da dikkate alınmasını gerektirir. Uygun olmayan takım duruşu, düşük yüzey kalitesine ve işlenen parça yapısıyla takımın etkileşimine neden olabilir ve CNC takım tezgahlarının el becerilerini geliştirmek için daha fazla hareket serbestliği derecesi gerektirir.
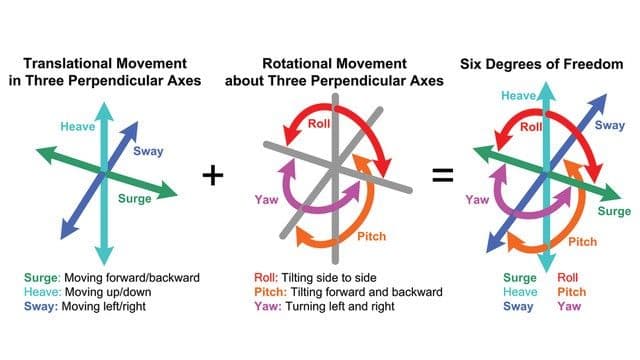
Uzayda altı serbestlik derecesi
Üç boyutlu uzaydaki göreceli hareket, üç öteleme serbestlik derecesi ve üç dönme serbestlik derecesi dahil olmak üzere altı serbestlik derecesine sahiptir. X, Y ve Z yönlerindeki öteleme serbestlik derecelerine ek olarak iki dönme serbestlik derecesi ve takımın kendisini kesmek için dönme serbestlik derecesi ekleyerek, beş koordinatlı bağlantı, takım ve iş parçası arasındaki göreli hareket için altı serbestlik derecesinin tamamını sağlar ve takım ve iş parçasının herhangi bir göreli konumda ve yönde olmasına izin verir.
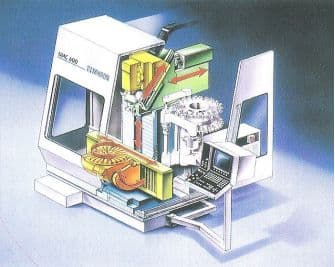
Beş koordinat bağlantılı bir makine takımı
Şekilde gösterildiği gibi, şekil dört öteleme serbestlik derecesine sahip olmasına rağmen, özünde yalnızca X, Y ve Z yönlerinde hareket gerçekleştirir. Bir serbestlik derecesi fazladır, bu da esasen beş koordinatlı bir bağlantı takım tezgahıdır.
Beş koordinat bağlantılı takım tezgahı ile karmaşık kavisli yüzeylerin işlenmesi
Farklı CNC makine türleri
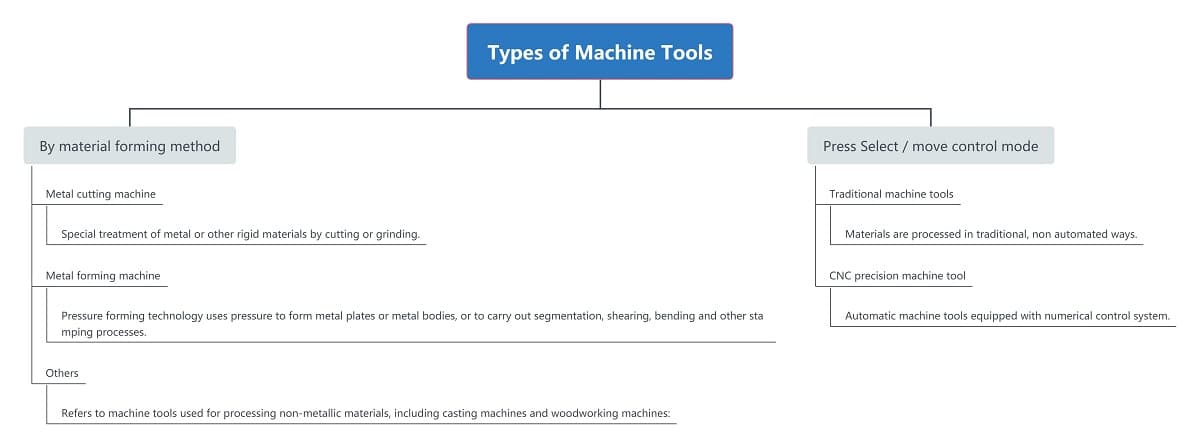
Malzeme şekillendirme yöntemine bağlı olarak, takım tezgahları 8 türe ayrılabilir:
Metal kesme ve şekillendirme makineleri, takım tezgahları alanında nispeten yüksek bir orana sahiptir.
Takım tezgahları, seçim ve kontrol moduna göre iki kategoride sınıflandırılabilir: geleneksel takım tezgahları ve CNC yüksek hassasiyetli takım tezgahları.
CNC yüksek hassasiyetli takım tezgahı, bir CNC program kontrol sisteminin kontrolü aracılığıyla hassas işleme gerçekleştiren bir takım tezgahıdır.
Sınıflandırma standardına göre Çin Makine Takım Tezgahları Derneği'ne göre takım tezgahları, takım tezgahı endüstrisinde toplam 595 alt kategori ile 7 kategoriye ayrılabilir. Aşındırıcılar gibi anahtar olmayan kategoriler hariç tutulduktan sonra, 319'u tüm makine yan sanayisine ait olmak üzere 552 alt kategori kalmaktadır. Bu yedi ana kategori arasında metal kesme makinaları, metal şekillendirme makinaları, döküm makinaları ve ağaç işleme makinalarının yanı sıra aksesuarlar, ölçüm ve teşhir, kesici takımlar ve aşındırıcılar ve CNC sistemleri.
Takım tezgahları ayrıca geleneksel takım tezgahları ve CNC takım tezgahları olarak ikiye ayrılabilir; ikincisi, bir program kontrol sistemi ile donatılmış ve elektromekanik entegrasyonun tipik bir ürünü olan otomatik bir takım tezgahıdır. CNC takım tezgahları, yüksek hassasiyetleri, iyi esneklikleri, yüksek verimlilikleri, karmaşık işlevleri, akıllı kontrolleri ile bilinir ve modern takım tezgahlarının ana akım geliştirme yönü haline gelmiştir.
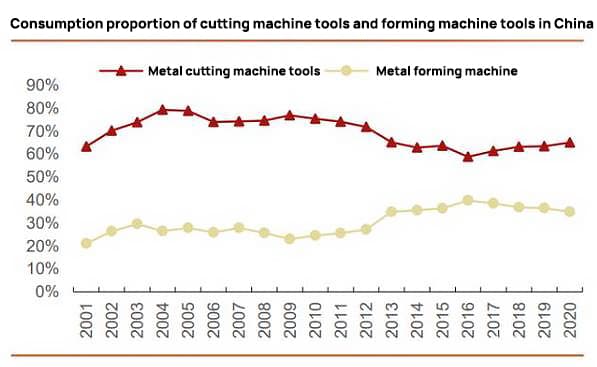
Metal kesme takım tezgahları, sektördeki önemli ürünlerin yaklaşık üçte ikisini oluşturmaktadır. maki̇ne aletleri̇ni̇n çeşi̇tleri̇. Metal iş parçalarını istenen geometrik biçimlere, boyutlara ve yüzey kalitesine getirmek için kesme, taşlama veya özel işleme yöntemleri kullanırlar. Yedi ana süreç metal kesme maki̇nesi̇ takımlar "tornalama, frezeleme, planyalama, taşlama, delik işleme, broşlamadır.
Bükme makineleri, plaka makasları, zımbalar ve dövme makineleri dahil olmak üzere metal şekillendirme makine araçları, güçlü kuvvetler uygulayarak metali fiziksel olarak deforme eder. 2020 yılında, metal şekillendirme metal işleme makinesi Çin'de takım tezgahları $21,31 milyar olarak gerçekleşirken, metal kesme takım tezgahları 65,1% ($13,87 milyar) ve metal şekillendirme takım tezgahları 34,9% ($7,44 milyar) olarak gerçekleşmiştir.
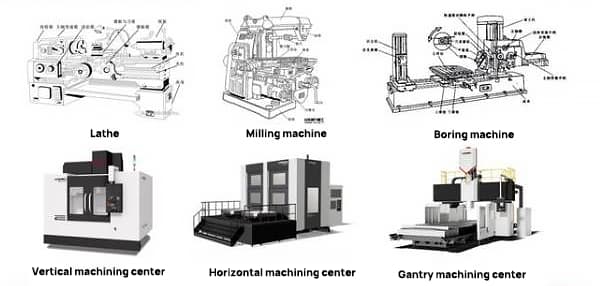
Torna tezgahları, taşlama tezgahları, freze tezgahları, delik işleme tezgahları, işleme merkezleri, delme makineler ve diğer alt kategoriler metal kesme takım tezgahları altında yer almaktadır. 2019 yılında Japonya'nın üretim yapısı, 34,2% (18,4% dikey işleme merkezleri ve 12,8% yatay işleme merkezleri) ile işleme merkezlerinin en yüksek orana sahip olduğunu, bunu 29,8% ile tornaların, 12,6% ile taşlama makinelerinin ve 7,9% ile özel takım tezgahlarının izlediğini gösterdi.
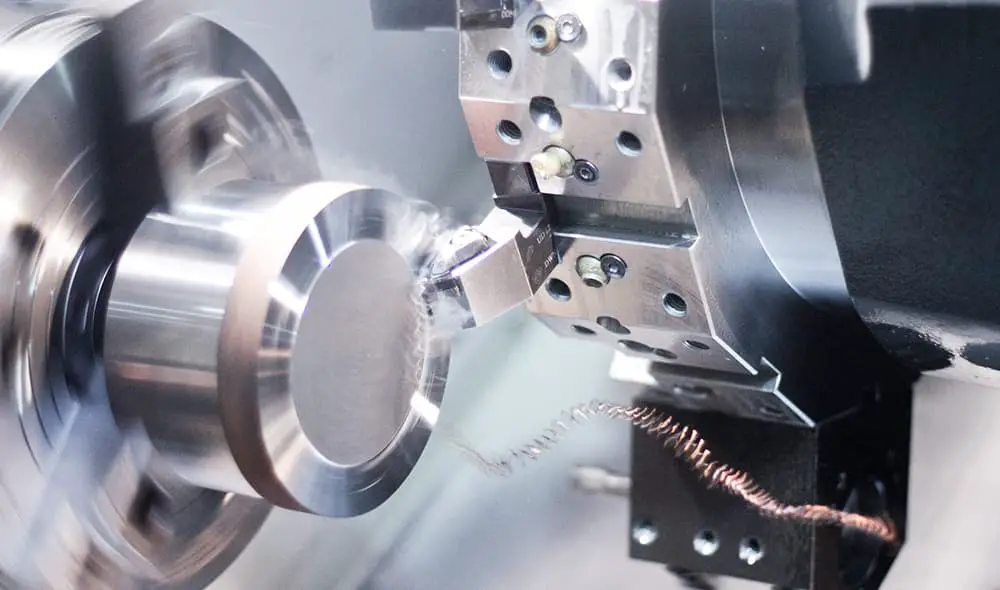
Torna:
Bu tornalama aleti dönen iş parçalarını şekillendirici bir besleme hareketi yaparak işlemek için kullanılır. Öncelikle iç ve dış silindirik yüzeyleri işlemek, dairesel yüzeyler ve oluklar oluşturmak ve çeşitli kesimler ve dişler yapmak için kullanılır. Ayrıca delme, raybalama ve diş açma gibi işlemleri de gerçekleştirebilir.
Taşlama makinesi:
Taşlama aletleri iş parçasının yüzeyini taşlamak için kullanılır. Çoğu taşlama makinesi, taşlama işlemi için yüksek hızlı dönen taşlama taşları kullanırken, birkaçı işleme için gevşek aşındırıcılarla birlikte yağ taşları, aşındırıcı kayışlar ve diğer taşlama araçlarını kullanır.
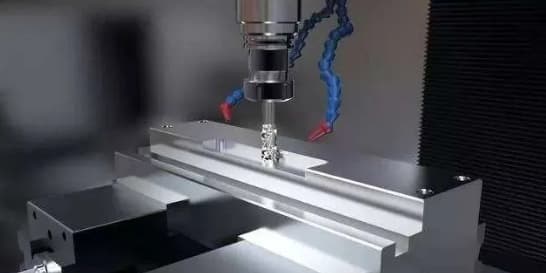
Freze makinesi:
Freze bıçağı, iş parçasının çeşitli yüzeylerini işlemek için kullanılır. Tipik olarak, iş parçası ve/veya kesici bir besleme hareketinde hareket ederken kesici kendi ekseni etrafında döner. Bu takım düz yüzeyleri, olukları, çeşitli kavisli yüzeyleri, dişlileri işlemek ve iş parçası üzerinde delme ve delik açma işlemleri gerçekleştirmek için kullanılabilir.
İşleme merkezi:
İşleme merkezi, üretim verimliliğini ve otomasyonu büyük ölçüde artıran bir takım magazini ve otomatik takım değiştirme cihazı ile donatılmış, yüksek düzeyde otomatikleştirilmiş çok işlevli bir CNC takım tezgahıdır. Kontrol eksenlerinin sayısına göre üç eksenli, dört eksenli ve beş eksenli işleme merkezlerine ve yapıya göre dikey, yatay ve portal işleme merkezlerine ayrılabilir.
Dikey işleme merkezi:
Dik işleme merkezinin iş mili ekseni çalışma tezgahına dik olarak ayarlanmıştır ve esas olarak plakalar, diskler, kalıplar ve küçük kabuklar gibi karmaşık parçaların işlenmesi için uygundur. Kurulumu, çalıştırılması ve işleme durumunun gözlemlenmesi kolaydır ve program hata ayıklama kolaylığı nedeniyle yaygın olarak kullanılır. Bununla birlikte, yükseklik sınırlamaları ve takım değiştirme cihazının kısıtlamaları, çok uzun parçaların işlenmesini engelleyebilir.
Yatay işleme merkezi:
İş mili ekseni çalışma tezgahına paraleldir, bu da kutu şeklindeki parçaların işlenmesi için idealdir. İşleme süreci sırasında talaş kaldırma daha kolaydır, ancak yapı daha karmaşıktır ve maliyet daha yüksektir.
Gantry işleme merkezi:
İşleme merkezinin iş mili ekseni çalışma tezgahına dik olarak konumlandırılmıştır. Makine, çift kolon ve bir üst kirişten oluşan büyük, portal tarzı bir çerçeveye sahiptir. Çift kolonlar merkezi bir kiriş ile birleştirilmiştir, bu da makineyi büyük ve karmaşık şekilli iş parçalarının işlenmesi için ideal hale getirir.
CNC makinesinin avantajları ve dezavantajları
CNC Takım Tezgahlarının Avantajları
Güçlü Uyarlanabilirlik: Bir parçanın işlenmesinden diğerine hızla geçebilme yeteneği, tek parça, küçük parti ve yeni ürünlerin deneme üretimi için büyük kolaylık sağlayarak zamandan ve paradan tasarruf sağlar.
Yüksek İşleme Hassasiyeti: Yapıda bir vidalı mil kullanımı, yazılım doğruluğu telafi teknolojisi ve tüm işleme sürecinin program kontrolü, insan faktörlerinin doğruluk üzerindeki etkisini azaltır. Pervaneler gibi karmaşık yapılara sahip iş parçalarını etkili bir şekilde işleyebilir.
Yüksek Üretim Verimliliği
Yüksek Otomasyon Derecesi
İyi Ekonomik Faydalar
Üretim Yönetiminin Modernizasyonunu Destekler
CNC Takım Tezgahlarının Dezavantajları
Yüksek Maliyet: CNC takım tezgahlarının yüksek maliyeti nedeniyle büyük miktarlarda parça işlemek ekonomik açıdan elverişsiz hale gelmektedir.
Yüksek Operatör Maliyetleri: Operatörler özel beceriler ve yüksek maaşlar gerektirir, bu da CNC takım tezgahlarını kullanmanın genel maliyetini artırır.
Karmaşık Sistem: Sistem karmaşıktır, çalıştırmak için özel bilgi ve eğitim gerektirir ve bakım maliyeti yüksektir.
CNC makinesinin parçaları ve fonksiyonları
Yedek parçalar
Fonksiyon
Yapısal üye
Esas olarak dökme demir, çelik ve diğer ürünlerdir. Takım tezgahı yatağı ve kiriş kolonu olarak işlendikten ve rafine edildikten sonra, takım tezgahı için yapısal destek rolü oynar ve hammadde maliyetindeki en büyük oranı oluşturur.
Kontrol sistemi
PLC (programlanabilir kontrolör), CNC sistemi, CO sunucu kontrol modülü, konum algılama modülü vb. programlama yoluyla iş emirleri oluşturmak ve iletmek için takım tezgahlarının "beynidir".
İletim sistemi
Kılavuz ray, vidalı mil, iş mili ve diğer parçaların yanı sıra, esas olarak takım tezgahı hareketine yardımcı olmak için kullanılan hidrolik sistem ve çalıştırma sistemi dahil.
Sürüş sistemi
Yüksek hızlı iş mili, sıradan motor, Hefu motor vb. motorlardan oluşur. Piyasada, sıradan motorlar genellikle 1 milyondan daha az takım tezgahı ürünleri için kullanılır ve Hefu motorları çoğunlukla 1 milyondan fazla takım tezgahı ürünleri için kullanılır. Sıradan motorlarla karşılaştırıldığında, Hefu motorlarının satış fiyatı sıradan motorların 3-4 katıdır, ancak Hefu motorları hassas konumlandırma, yüksek hızlı performans, uyarlanabilirlik, kararlılık, zamanlama vb. açısından sıradan motorlardan çok daha üstündür ve üst düzey CNC takım tezgahlarının ilk tercihi haline gelir.
Şarjör, taret ve bileşenler
Makine takımının kesme işlevini yerine getiren parçası.
Izgara cetveli
CNC takım tezgahlarında kullanılan ölçüm geri besleme cihazı, takım yürüme hatasını gözlemlemek ve izlemek için genellikle takımların ve iş parçalarının koordinatlarını tespit etmek için kullanılır.
Yapısal elemanlar:
Takım tezgahının temeli ve çerçevesinin yanı sıra ana destek parçaları yatak, kolon, kayar koltuk, tezgah, kiriş ve iş mili kutusundan oluşur.
Kontrol sistemi:
CNC takım tezgahı, programlar, giriş/çıkış ekipmanı, bir CNC sistemi, programlanabilir bir kontrolör ve bir servo kontrol Modül.
İş emirleri programlama yoluyla oluşturulur ve iletilir.
Servo sistemi, CNC sisteminden talimatlar alarak, her bir işleme koordinat ekseninin hızını ve konumunu doğru bir şekilde kontrol eder.
Sistemin dinamik tepkisi ve servo hassasiyeti, CNC takım tezgahının işleme hassasiyetini, yüzey kalitesini ve üretim verimliliğini etkileyen çok önemli faktörlerdir.
Servo sistem, açık döngü, kapalı döngü ve yarı kapalı döngü sistemleri gibi farklı kontrol modlarına sınıflandırılabilir ve ayrıca aşağıdakilere göre DC ve AC servo sistemleri olarak kategorize edilebilir motor tipi kullanılmış.
İletim sistemi:
Esas olarak kılavuz raylar, vidalı miller, miller vb. dahil olmak üzere takım tezgahlarının hareketine yardımcı olmak için kullanılır.
Tahrik sistemi:
Yüksek hızlı iş mili ve motor, bir CNC takım tezgahını oluşturan bileşenler arasındadır. Sıradan motorlar genellikle 1 milyondan daha düşük maliyetli takım tezgahlarında kullanılırken, 1 milyondan daha yüksek maliyetli takım tezgahlarında genellikle servo motorlar kullanılır.
Bir servo motorun fiyatı sıradan bir motorunkinden üç ila dört kat daha yüksek olmasına rağmen, hassas konumlandırma, yüksek hızlı performans, uyarlanabilirlik, kararlılık ve zamanlama gibi birçok avantaj sunarak üst düzey CNC takım tezgahları için tercih edilen seçenek haline getirir.
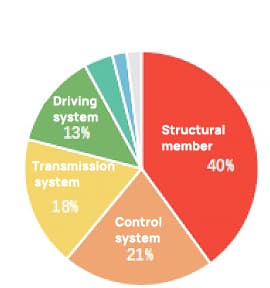
Çerçeve, takım tezgahlarının üretimindeki en pahalı bileşendir.
Üretim maliyetlerinin en büyük kısmını 73,9% ile hammaddeler oluştururken, bunu işçilik (11,9%), amortisman (7,9%) ve diğer üretim giderleri (6,4%) takip etmektedir.
Hammadde maliyetleri arasında yapısal parçalar 40% ile en yüksek orana sahiptir ve fiyatları büyük ölçüde çelikten etkilenmektedir.
Kontrol sistemi, iletim sistemi ve tahrik sistemi sırasıyla hammadde maliyetlerinin 21%, 18% ve 13%'sini oluşturmaktadır.
CNC makinesinin özellikleri
Sayısal kontrol parametreleri, sayısal kontrol sisteminde kullanılan yazılımın ayrılmaz bir parçasıdır ve makine takımının işlevselliğini ve kontrol doğruluğunu belirler.
Bu parametrelerin doğru kullanımı, makine takımının düzgün çalışması ve işlevlerinin optimum performansı için çok önemlidir.
CNC takım tezgahlarının parametreleri, gösterimlerine göre durum parametreleri, oran parametreleri ve gerçek değer parametreleri olarak kategorize edilebilir.
Parametrelerin doğasına bağlı olarak, bunlar sıradan parametreler ve gizli seviye sınıflandırması olan parametreler olarak ikiye ayrılabilir.
CNC makine uygulamaları
(1) Havacılık Sektörü:
Uçak kanadı, gövdesi, kuyruğu, vb. ve motor parçaları için gerekli modeller yüksek hızlı beş modeldir eksen i̇şleme merkezi, portal mobil yüksek hızlı işleme merkezi, hassas CNC torna tezgahı, hassas yatay işleme merkezi, çok koordinatlı eğeleme ve frezeleme merkezi, hassas dişli ve diş işleme ve kontrol tezgahı vb.
(2) Demiryolu lokomotif imalat sanayi:
Yüksek hızlı demiryolu lokomotif gövdesi, aks, tekerlek ve diğer parçalar için büyük ve orta ölçekli CNC takım tezgahlarına ihtiyaç vardır: CNC torna, dikey ve yatay işleme merkezi, beş eksenli işleme merkezi, gantry eğe freze makinesi, yardımcı freze işleme merkezi vb.
(3) Silah imalat sanayi:
Tanklar, zırhlı araçlar, mermiler, silahlar, çekirdek çekme ve diğer ürünlere yöneliktir ve CNC torna tezgahlarına, dikey ve yatay işleme merkezlerine, beş eksenli işleme merkezlerine, portal eğe freze makinelerine, eğe freze işleme merkezlerine, dişli işleme makinelerine vb. ihtiyaç duyar.
(4) Kalıp imalatı:
Yüksek hızlı CNC freze makinelerine, hassas elektrikli işleme makinelerine, yüksek hassasiyetli işleme merkezlerine, hassas taşlama makinelerine ihtiyaç duyan oto panel kalıpları, kalıp döküm kalıpları, ekstrüzyon kalıpları vb.
(5) Elektronik bilgi ekipmanı imalat sanayi:
Üst düzey elektronik ürünlerin kabuğu, motor rotor statoru, motor kabuğu kapağı vb. için küçük hassas CNC takım tezgahlarına ihtiyacımız var: yüksek hızlı freze merkezi, yüksek hızlı işleme merkezi, küçük hassas torna, küçük hassas zımba, hassas ve ultra hassas işleme için özel CNC takım tezgahları ve hassas elektrikli işleme takım tezgahları.
(6) Güç ekipmanı imalatı:
Enerji üretim ekipmanları için, ağır CNC portal eğe freze makinesi, büyük zemin eğe freze makinesi, büyük CNC torna, bıçak kök oluğu ve bıçak için özel freze makinesi CNC işleme makine gereklidir.
(7) Metalürjik ekipman imalatı:
Komple sürekli döküm ve haddeleme ekipmanı seti için büyük portal freze makinesi ve büyük CNC torna gereklidir.
(8) İnşaat makineleri imalatı:
Şanzıman, madencilik kolu, araba gövdesi, motor ve diğer parçalar için küçük ve orta ölçekli CNC takım tezgahlarına ihtiyaç vardır: CNC torna tezgahı, orta ölçekli işleme merkezi, CNC freze tezgahı ve dişli işleme tezgahları.
(9) Gemi İnşa Sanayi:
Dizel motor gövdeleri için ağır ve ultra ağır portal freze ve eğeleme makineleri ve Ağır CNC Yer freze ve eğeleme makinelerinin yanı sıra büyük CNC torna ve torna ve freze merkezleri, büyük CNC dişli taşlama makineleri, krank mili kontrollü freze makineleri, büyük krank mili torna ve freze merkezleri ve krank mili taşlama makineleri gereklidir.
(10) Otomobil üretimi:
Araç bileşenleri için: Motorlar yüksek verimli, yüksek performanslı, özel CNC takım tezgahlarına ve esnek üretim Çizgiler;
Parça işleme için CNC torna tezgahları, dikey ve yatay işleme merkezleri, CNC verimli taşlama makineleri vb. gereklidir
CNC makinesinin fiyatı nedir?
Belirli bir CNC takım tezgahı seçiminin markaya, boyuta ve konfigürasyona göre değişeceğini unutmamak önemlidir.
Tipik olarak, CNC takım tezgahlarının fiyat aralığı Amerika Birleşik Devletleri'nde $10.000 ila $1 milyon arasında değişebilir.
Bir CNC takım tezgahı seçerken, seçimi müşterinin ihtiyaçlarına göre özelleştirmek gerekir. Bu nedenle, belirli fiyat CNC takım tezgahı üreticisi ile görüşülmeli ve onaylanmalıdır.
Şu anda CNC takım tezgahı operatörü olarak sınıflandırılan bireyler arasında talaşlı imalat konusunda bilgi sahibi olan ancak programlama konusunda bilgi sahibi olmayanlar, talaşlı imalat ve programlama konusunda teorik bilgi sahibi olan ancak uygulamalı deneyimi olmayan yeni mezun öğrenciler ve daha önce talaşlı imalat veya programlama konusunda hiçbir deneyimi olmayanlar da dahil olmak üzere çok çeşitli bireyler bulunmaktadır.
CNC takım tezgahlarını yeni öğrenmeye başlayanlar için belirli çalıştırma becerilerini geliştirmek çok önemlidir.
Bu, hasara neden olabilecek takım tezgahı çarpışmalarından kaçınmalarına ve işte yetkin hale gelmek için CNC takım tezgahı çalıştırma becerilerini hızla geliştirmelerine yardımcı olacaktır.
CNC takım tezgahlarında yeni olan bu operatörler için, CNC takım tezgahlarının çalışma becerilerine ilişkin aşağıdaki teorik bilgiler yararlı bir referans olarak hizmet edebilir.
İlk olarak, operatörün çalıştıracağı CNC takım tezgahı hakkında kapsamlı bir anlayışa sahip olması gerekir. Bu, makine takımının mekanik yapısını anlamayı, şaft dağılımına hakim olmayı ve basit pnömatik sistem ve hidrolik sistem gibi makine takımının çeşitli parçalarının işlevlerine ve kullanımına aşina olmayı içerir.
Ayrıca operatör, takım magazini, soğutma ünitesi, voltaj regülatörü, elektrik kabini soğutucusu ve güvenlik kapı kilitleri gibi makine takımının her bir yardımcı ünitesinin çalışma prensibi ve işlevi hakkında bilgi sahibi olmalıdır.
Takım tezgahındaki her bir işlem düğmesinin işlevlerini sağlam bir şekilde anlamak önemlidir:
Operatör, bir programı yürütme, programı askıya aldıktan sonra iş parçasının işleme durumunu kontrol etme, programı askıya aldıktan sonra devam ettirme, programı durdurma ve yürütmeden önce programı değiştirme gibi görevlere aşina olmalıdır.
Takım tezgahı tarafından kullanılan işletim sisteminin türünü bilmek ve sistemde kullanılan dil ve takım tezgahı işlemede kullanılan yazılım dahil olmak üzere CNC sisteminin kontrol prensibi ve çalışma yöntemi hakkında temel bir anlayışa sahip olmak da önemlidir.
Operatör dile veya dilin profesyonel kelime dağarcığına aşina değilse, profesyonel eğitim gereklidir. Temel operatör rolünün ötesine geçmek için, eğitim sırasında özenli notlar almak ve takım tezgahı yazılımındaki her kelimenin anlamını ezberlemek önemlidir.
İkinci önemli husus, CNC takım tezgahının manuel veya otomatik çalışmasına ve her bir CNC ekseninin hareketine hakim olmaktır.
Operatör pratik yaparak yeterliliğe ulaşmaya çalışmalı, her durumda serbestçe geri çekebilmeli ve serbest bırakabilmelidir. Bir çarpışma veya arıza durumunda, operatör sorunu hızlı ve doğru bir şekilde ele alabilmeli ve başka sorunları önlemek için kararlı önlemler alabilmelidir.
Buna ek olarak, operatör CNC takım tezgahının işleme programı, süreç ve operasyon ve takım tezgahının gerçekleştirmesi gereken eylemler hakkında kapsamlı bir anlayışa sahip olmalıdır.
Programın yürütülmesi sırasında operatör, makine takımının hareketlerinin doğru olup olmadığını ve herhangi bir önleyici tedbirin alınması gerekip gerekmediğini hızlı bir şekilde belirleyebilmelidir.
Acemi operatörlerin başlangıçta kesici takımlarla çarpışmaktan korkarak makine takımını kullanma konusunda endişeli hissetmeleri yaygındır. Ancak, operatör makine üzerinde ustalık kazandıkça bu korkunun üstesinden gelinebilir. CNC makinesinin çalışması Aletler.
Üçüncü olarak, operatör program düzenlemede ve her işlemdeki parametreleri ve kesici veya taşlama taşının çapını ve uzunluğunu telafi etmede yetkin olmalıdır.
Eğitimden sonra operatör, kullanacağı NC takım tezgahı için programlama diline, programlama yöntemine ve parametre telafi yöntemine hakim olmalıdır.
Operatör temel işlemlerin ötesine geçmek isterse, çoğu gelişmiş CNC makinesi artık programlama veya simülasyon için PC iş istasyonları ile donatılmıştır. Yeni başlayanlar, iş istasyonunda yazılım düzenlemeyi ve takım tezgahı kesim simülasyonunu öğrenerek başlayabilir.
Programlama öğrenirken, sadece simülasyon sonuçlarına odaklanmak değil, aynı zamanda simülasyon işleme sürecini de anlamak önemlidir.
Operatör, iş parçalarının işlenmesi için gereken kesme takımlarını veya taşlama taşlarını ve kesme işlemi sırasında makine takımının NC ekseninin izlediği hareket yolunu anlamalıdır.
Ayrıca, belirli süreçler sırasında makine takımındaki ilgili parçaların konumunun ve yönünün farkında olmalıdırlar.
İşleme sırasında operatör, takımın besleme ve geri çekme işlemi de dahil olmak üzere her bir eksenin hareket yönüne ve kesme yönüne dikkat etmeli ve işleme sürecinin her bir adımı sırasında hızlı ileri hız ve yer değiştirmenin yanı sıra her bir adım sırasındaki hız ve yer değiştirmeye de dikkat etmelidir.
İşleme için simülasyon yazılımı kullanırken, yanlış simülasyon işlemine ve gerçek işleme sırasında olası çarpışmalara yol açarak parçaların ziyan olmasına neden olabilecek dikkatsiz hatalardan kaçınmak için tüm parametreleri dikkatlice girmek önemlidir.
Simülasyon yazılımının bir çarpışma önleme testi özelliği varsa, programlamanın doğruluğunu doğrulamak için kullanılması önerilir.
Simülasyon işleminin yalnızca teorik bir sonuç olduğunu ve makine takımının gerçek kesim sırasında çarpışmayacağını veya kaliteli bir ürün üretileceğini garanti etmediğini unutmamak önemlidir.
Simülasyonun amacı, programlama süresinden tasarruf etmek, makine takımının gerçek kullanımını iyileştirmek ve iş parçalarını işlerken hata ayıklama süresini azaltmaktır. Parçaların gerçekte işleneceğini garanti etmez.
Mükemmel bir iş parçasının üretimi, CNC takım tezgahı operatörünün bilgeliğini ve çabasını gerektirir.
Dördüncü Kilit Nokta: Gerçek işleme süreci için dikkatli bir hazırlık gereklidir.
Operatör, çizimi gözden geçirerek, işlenecek iş parçasının konumunu belirleyerek ve işlenecek parçanın doğruluk toleransını onaylayarak işe başlamalıdır. Ardından, işleme programını düzenlemelidir.
İşlemden önce operatör gerekli iş parçasını, kesici takımları veya taşlama taşını, test aletlerini ve işlem için gereken yardımcı takımları veya fikstürleri hazırlamalıdır.
CNC makinesi kullanımı için ipuçları
Günümüzde, sayısal kontrollü takım tezgahları geleneksel takım tezgahlarına göre birçok avantaja sahiptir ve işleme endüstrisinde yaygın olarak kullanılmaktadır.
Bununla birlikte, ekipman karmaşıktır ve mekanik, elektrik, hidrolik, gaz ve mikroelektronik teknolojilerinin entegrasyonunu içerir, bu da meydana geldiklerinde arızaları gidermeyi zorlaştırır.
Bu nedenle, operatörlerin CNC takım tezgahlarını kullanırken arıza olasılığını azaltmak ve ekipmanın kullanımını artırmak için önleyici tedbirlere öncelik vermesi önemlidir.
1. Kullanmadan önce:
Takım tezgahını kullanmadan önce, NC takım tezgahının kurulumu ve kullanımı için belirtilen teknik gereksinimleri karşılayan sabit sıcaklık ve neme sahip nispeten tozsuz bir ortama yerleştirildiğinden emin olmak önemlidir. Zor olsa da, bu gerekliliklere mümkün olduğunca yakın koşullar yaratılması tavsiye edilir. Ayrıca, kullanım sırasında arıza olasılığını ve bunların üretim üzerindeki etkisini azaltmak için makine takımının kullanım öncesi kontrolünün yapılması önemlidir.
(1) Gücü açmadan önce, CNC takım tezgahının, elektrik boru hatlarının ve harici yardımcı ekipmanın görünümünde herhangi bir anormallik olup olmadığını kontrol edin.
Özellikle harici yardımcı ekipmanlar için: hidrolik sistem pompa istasyonu varsa, hidrolik yağ miktarının yeterli olup olmadığını kontrol edin; hava basınç sistemi olanlar için, aşırı nemin birikmesini ve hava akışı kuvveti altında makine takımına girmesini önlemek için hava kompresörünü ve gaz depolama basınç kabını düzenli olarak boşaltın, bu da korozyona ve parçaların ve bileşenlerin hasar görmesine neden olabilir.
(2) Makine takımını normal sırayla çalıştırın:
CNC sisteminin elektrikli bileşenleri üzerindeki etkiyi en aza indirmek ve hizmet ömrünü artırmak için ana güç kaynağını, ardından CNC sisteminin güç kaynağını, ardından servo sisteminin güç kaynağını açın ve son olarak acil durdurma düğmesini bırakın.
(3) Güç açıldıktan sonra yağlama, hareketli parçaların normal hareket yörüngesini korumak, sürtünmeyi azaltmak ve hizmet ömrünü uzatmak için çok önemlidir.
Yağlama cihazındaki yağlama yağı miktarını kontrol etmek ve yetersiz olduğunda derhal yeniden doldurmak önemlidir.
Ayrıca sıvı filtresi süzgecinin tıkalı olup olmadığını, yağ devresinin düzgün olup olmadığını ve yağın normal çıkışının olup olmadığını düzenli olarak kontrol etmeliyiz. yağlama yaği her çıkışta.
Tespit edilen her türlü sorun derhal ele alınmalıdır.
Takım tezgahı kılavuz rayları ve kılavuz vidaları gibi hareketli parçalar yağlama yağı olmadan çalışırsa, sürtünme direncini, güç tüketimini artıracak ve elektrik enerjisi israfına neden olacaktır.
Ayrıca, hareketli parçaların aşınmasını hızlandıracak, makine takımının hassasiyetini etkileyecek ve iş parçası işleme kalitesini olumsuz yönde etkileyecektir.
2. Kullanımda:
NC takım tezgahının kullanımı sırasında, makinenin hasar görmesini önlemek için çalışma parametreleri dahilinde kontrol edilmesi önemlidir. Örneğin, işleme merkezinin ve NC freze makinesinin tezgahına yerleştirilen iş parçası ve fikstürler, tezgahın maksimum yük kapasitesini aşmamalıdır, aksi takdirde hareketli kılavuz rayına zarar verebilir. Aşırı kesme kuvvetinden kaçınmak da önemlidir, çünkü bu şanzıman mekanizmasına zarar verebilir ve hatta aşırı akım nedeniyle iş mili veya besleme mili motorunu yakabilir.
Ayrıca, aşağıdaki durumlardan kaçınmak çok önemlidir doğal frekans rezonansı önlemek ve işleme hassasiyetini korumak ve ayrıca kesici takımların ve makine bileşenlerinin hasar görmesini önlemek için makine takımının. Takım tezgahlarının kullanımı sırasında, kişinin çevresinin farkında olması ve herhangi bir sorunu hızlı bir şekilde tespit etmek ve çözmek için tüm duyularını kullanması önemlidir.
(1) Sesleri dinleyin.
Takım tezgahı çalışırken beklenen bir ses olacaktır, ancak hava borularının patlaması, yağlama sistemindeki ani değişiklikler gibi anormal sesleri dinlemek de önemlidir. kesici alet Sesler.
Olağandışı sesler duyulursa, daha fazla hasarı önlemek için makineyi derhal durdurmak önemlidir.
(2) Makine takımının sıcaklığını kontrol edin.
Çalışma sırasında sürtünme ve ısı nedeniyle takım tezgahının bir miktar sıcaklık artışı yaşaması normaldir.
Tipik olarak, bir süre çalıştıktan sonra, takım tezgahı yaklaşık 50-60 derecelik bir sıcaklıkla ısı dengesine ulaşacaktır.
Sıcaklık bundan yüksekse, yağlama ile ilgili bir soruna işaret edebilir ve kontrol edilmelidir.
(3) Takım tezgahında zorlu çalışma koşullarına sahip parçaları gözlemleyin. NC takım tezgahında işleme sırasında, iş parçasını ve takımları aynı anda yıkamak ve soğutmak için genellikle soğutma sıvısına ihtiyaç duyulur.
Bu, metal talaşı ve kesme sıvısının varlığı nedeniyle bazı parçalar için kötü çalışma koşullarına neden olur.
Özellikle, NC takım tezgahındaki takım tutucunun hareket anahtarı metal talaşı ile tıkanmaya ve kontaklarının sertleşmesine ve yanıt vermemesine neden olmaya eğilimlidir.
Bu durumda, derhal temizlenmesi önemlidir.
Ayrıca, kısmi kesim sırasında, takımların ve iş parçalarının etrafına kolayca sarılabilen, soğutmayı engelleyen ve takımlara zarar verebilecek ekstrüzyona neden olan demir talaşları birikebilir. Bunların da derhal temizlenmesi gerekir.
3. Kullanımdan sonra:
(1) Makineyi doğru şekilde kapatmak için doğru kapatma sırasını izleyin: acil durdurma düğmesi - servo sistemin güç kaynağı - CNC sisteminin güç kaynağı - makine takımının ana güç kaynağı.
(2) Makineyi temizleyin ve günlük bakımı derhal yapın.
Takım tezgahını kullandıktan sonra hemen temizleyin ve ardından paslanmayı önlemek için takım tezgahının hareketli kılavuz ray yüzeyine ve bazı parçalara motor yağı sürün.
Bunlar CNC takım tezgahlarını kullanırken dikkate alınması gereken önemli hususlardan bazılarıdır. Takım tezgahının verimliliğini en üst düzeye çıkarmak, işleme kalitesini artırmak ve istenen sonuçları elde etmek için süreç boyunca bunlara dikkat etmeliyiz.
CNC makinesinin bakımı
İpuçları Kullanma
CNC Takım Tezgahı için Çalışma Ortamı: Optimum performans için CNC takım tezgahları sabit sıcaklıktaki bir ortama yerleştirilmeli ve güçlü titreşimlere sahip ekipmanlardan (zımba gibi) ve elektromanyetik parazit üreten ekipmanlardan uzak tutulmalıdır.
Güç Gereksinimleri: CNC takım tezgahının güvenli ve verimli çalışması için uygun güçle beslendiğinden emin olun.
CNC Takım Tezgahı için Çalışma Prosedürleri: Arızaları önlemek için düzenli bakım yapılmalı ve kayıtlar tutulmalıdır. Ayrıca, sistem arızasına ve veri kaybına yol açabileceğinden, takım tezgahı uzun süre kapalı tutulmamalıdır.
Eğitim ve Tahsis: CNC takım tezgahının güvenli ve etkili kullanımını sağlamak için operatörlere, bakım personeline ve programcılara uygun eğitim verilmelidir.
Bakım düzenlemeleri
CNC sisteminin bakımı
Çalışma prosedürlerine ve günlük bakım sistemine sıkı sıkıya bağlı kalın.
Sayısal kontrol cihazına toz girmesini önleyin: Toz ve metal tozu, bileşenler arasındaki yalıtım direncinde kolayca azalmaya neden olarak bileşen arızasına veya hasarına yol açabilir.
Isı dağılımını düzenli olarak temizleyin ve Havalandırma Sistemi kontrol kabininin.
CNC sisteminin şebeke gerilimini sık sık izleyin: Şebeke gerilimi aralığı nominal değerin 85% ila 110% arasında olmalıdır.
Yedek pili düzenli olarak değiştirin.
Uzun süre kullanılmadığında CNC sisteminin bakımı: CNC sistemini düzenli olarak açın veya ısınma programını çalıştırın.
Yedek devre kartlarının ve mekanik parçaların bakımını yapın.
Mekanik parçaların bakımı
(1) Takım magazininin ve takım değiştirme manipülatörünün bakımı
Aleti alet magazinine manuel olarak yüklerken, güvenli bir şekilde takıldığından emin olun ve güvenilir olduğundan emin olmak için alet tabanındaki kilidi kontrol edin.
Manipülatörün takımı düşürmesini veya iş parçası, fikstür vb. ile çarpışmasını önlemek için takım magazinine aşırı kilolu veya çok uzun takımların yüklenmesi kesinlikle yasaktır.
Sıralı takım seçme yöntemini kullanırken, takımların takım magazinine yerleştirilme sırasına dikkat edin. Diğer takım seçme yöntemlerinde, yanlış takımın değiştirilmesinden kaynaklanan kazaları önlemek için değiştirilen takım numarasının gerekli takımla tutarlı olduğundan emin olun.
Alet sapını ve kovanı temiz tutmaya dikkat ediniz.
Takım magazininin sıfır dönüş konumunun doğru olup olmadığını ve takım tezgahı milinin takım değiştirme noktasının konumunun yerinde olup olmadığını düzenli olarak kontrol edin, gerekirse hemen ayarlayın. Aksi takdirde, takım değiştirme işlemi tamamlanamaz.
Çalıştırırken, tüm parçaların normal çalışıp çalışmadığını kontrol etmek için önce alet magazinini ve manipülatörü boş olarak çalıştırın, özellikle tüm hareket şalterlerinin ve solenoid valflerin çalışmasına dikkat edin.
(2) Vidalı mil çiftinin bakımı
Ters aktarımın doğruluğunu ve eksenel rijitliği sağlamak için vida ve somun çiftinin eksenel boşluğunu düzenli olarak inceleyin ve ayarlayın.
Şunları sık sık kontrol edin gevşek bağlantılar Kılavuz vida desteği ile yatak arasını kontrol edin ve destek yatağında herhangi bir hasar olup olmadığını inceleyin. Herhangi bir sorun tespit edilirse gevşek parçaları derhal sıkın ve gerekirse destek yatağını değiştirin.
Gresle yağlanan vidalı miller için, her altı ayda bir vidadaki eski gresi temizleyin ve yeni gresle değiştirin. Yağ ile yağlanan vidalı miller, takım tezgahı kullanılmadan önce her gün yağlanmalıdır.
Çalışma sırasında kurşun vidanın koruyucu kapağına sert kalıntıların veya talaşların girmesini önlemeye dikkat edin ve hasar görürse koruyucu cihazı derhal değiştirin.
(3) Ana tahrik zincirinin bakımı
İş mili tahrik kayışının gerginliğini düzenli olarak ayarlayın. Yağ tankına her türlü yabancı maddenin girmesini önleyin ve yağlama yağını yıllık olarak değiştirin. İş mili ile tutamak arasındaki bağlantı parçasının temiz olduğundan emin olun. Hidrolik silindirin ve pistonun yer değiştirmesini gerektiği gibi ayarlayın. Ayrıca, karşı ağırlığı zamanında ayarlayın.
(4) Hidrolik sistem bakımı
Hidrolik sistemdeki yağı düzenli olarak filtreleyin veya değiştirin. Yağın sıcaklığını kontrol edin ve sızıntıları önleyin. Yağ tankını ve boru hattını düzenli olarak kontrol edin ve temizleyin. Günlük nokta denetim sistemi uygulayın.
(5) Pnömatik sistemin bakımı
Basınçlı havadaki kirleri ve nemi giderin. Sistemdeki yağ atomizörünün yağ besleme miktarını kontrol edin. Sistemin sızdırmazlığını koruyun. Çalışma basıncını ayarlamaya dikkat edin. Pnömatik bileşenleri ve filtre elemanlarını temizleyin veya değiştirin.
CNC makinesinde sorun giderme
Düzeltici bakım
CNC takım tezgahlarında, çoğu hata kontrol edilebilecek verilere sahiptir, ancak kontrol edilemeyenler de vardır. Sağlanan alarm bilgileri belirsiz olabilir veya hiç olmayabilir ve arıza uzun, düzensiz bir süre boyunca meydana gelebilir, bu da nedenin araştırılmasını ve analiz edilmesini zorlaştırır.
Bu tür arızalar için durumu dikkatlice analiz etmek ve temel nedeni bulmak gerekir. Bu, kapsamlı makine, elektrik bilgisi gerektirir, hi̇droli̇k si̇stemlerve daha fazlası.
Üretimdeki CNC takım tezgahlarında anormal işleme doğruluğu hataları yaygındır. Bunun nedenleri arasında sistem parametrelerindeki değişiklikler, mekanik arızalar, optimize edilmemiş elektrik parametreleri, anormal motor çalışması, anormal takım tezgahı konum halkası veya yanlış kontrol mantığı sayılabilir. Bu tür hataları çözmek için ilgili sorunları tespit etmek ve bunları derhal ele almak önemlidir.
Üretimde, CNC takım tezgahlarındaki anormal işleme hassasiyeti hataları genellikle gizlidir ve teşhis edilmesi zordur.
Bu tür başarısızlıkların beş ana nedeni vardır:
Makine takımının besleme ünitesi değiştirilir;
Takım tezgahının her ekseninin sıfır ofseti (null ofset) anormaldir;
Eksenel ters boşluk anormaldir;
Anormal motor çalışma durumu, yani elektrik ve kontrol parçası arızası;
Vida, yatak, kaplin ve diğer bileşenler gibi mekanik arızalar.
Yukarıdakilere ek olarak, işleme programının derlenmesi, kesici takım seçimi ve insan faktörleri de anormal işleme hassasiyetine neden olabilir.
Mekanik arıza nedeniyle anormal işleme hassasiyetini ele almak için aşağıdaki adımlar atılmalıdır:
Takım tezgahı hassasiyeti anormal olduğunda çalışan program segmentlerini, özellikle takım uzunluğu telafisini ve işleme koordinat sisteminin kalibrasyonunu ve hesaplamasını (G54 ila G59) inceleyin.
İnç modunda, Z eksenini tekrar tekrar hareket ettirin ve hareket durumunu görme, dokunma ve işitme yoluyla gözlemleyin. Z yönü hareketi sırasında, özellikle hızlı inç hareketi sırasında anormal bir ses varsa, bu mekanik açıdan bir sorun olduğunu gösterebilir.
Sorun Giderme
Başlatma sıfırlama yöntemi:
Genel olarak, sistemdeki geçici bir hata donanım sıfırlamasıyla ya da sistemin güç kaynağının değiştirilmesiyle giderilebilir. Sistemin çalışma depolama alanı elektrik kesintisi, devre kartının fişinin çekilmesi veya düşük pil voltajı nedeniyle bozulmuşsa, sistem başlatılmalı ve temizlenmelidir. Temizlemeden önce verilerinizi yedeklediğinizden ve bir kaydını tuttuğunuzdan emin olun. Başlatma işleminden sonra hata devam ederse, bir donanım tanılaması gerçekleştirin.
Parametre değişikliği, program düzeltme yöntemi:
Sistem parametreleri, sistem işlevselliğini belirlemek için temel oluşturur. Yanlış parametre ayarları sistem arızalarına veya geçersiz işlevlere neden olabilir ve bazı durumlarda kullanıcı programı hataları da arıza süresine neden olabilir. Bunu önlemek için, sistemin blok arama işlevi tüm hataları tanımlamak ve düzeltmek için kullanılabilir ve normal çalışmayı sağlar.
Ayarlama, optimizasyon ayarlama yöntemi:
Sistemi düzenlemek, hataları düzeltmek için en basit çözümdür. Bu, potansiyometreyi ayarlayarak yapılabilir. Örneğin, bir fabrika bakım senaryosunda, sistem görüntüleme ekranı kaos gösteriyorsa, bir ayarlama yapılarak düzeltilebilir. Başka bir örnek olarak, bir fabrikada ana milin kayışı başlatma ve frenleme sırasında kayıyorsa, bu büyük bir yük torkundan ve tahrik cihazının kısa bir rampa süresinden kaynaklanabilir. Bu sorun parametrelerin ayarlanmasıyla çözülebilir.
Optimize edici ayarlama, servo sürücü sistemi ile tahrik edilen mekanik sistem arasında en iyi eşleşmeyi elde etmek için kapsamlı bir yöntemdir. İşlem basittir. Çok satırlı bir kaydedici veya depolama işlevine sahip çift izli bir osiloskop kullanılarak, komut ile hız geri beslemesi veya akım geri beslemesi arasındaki yanıt ilişkisi gözlemlenebilir. Hız regülatörünün oransal katsayısını ve integral süresini ayarlayarak, servo sistem yüksek dinamik tepki ve salınım olmadan en iyi performansı elde edebilir.
Sahada bir osiloskop veya kayıt cihazı mevcut değilse, deneyime göre, motor titreşene kadar parametreleri ayarlayın ve ardından titreşim ortadan kalkana kadar yavaşça ters yönde ayarlayın.
Yedek parça değiştirme yöntemi:
En yaygın sorun giderme yöntemi, arızalı olduğu tespit edilen devre kartını işlevsel bir yedekle değiştirmek ve gerekli başlatma ve başlatma prosedürlerini uygulayarak takım tezgahının normal çalışmasına hızlı bir şekilde devam etmesini sağlamaktır. Ardından, arızalı devre kartı onarılabilir veya değiştirilebilir.
Güç kalitesini iyileştirme yöntemi:
Tipik olarak, güç dalgalanmalarını dengelemek için düzenlenmiş bir güç kaynağı kullanılır. Yüksek frekanslı parazitlerin etkisini azaltmak için, güç kartındaki arızaları önlemek üzere önleyici bir tedbir olarak bir kapasitans filtreleme yöntemi kullanılabilir.
Bakım bilgisi izleme yöntemi:
Büyük imalat şirketleri, gerçek operasyonlarda tasarım hatalarından kaynaklanan beklenmedik arızalara dayanarak sistem yazılımında veya donanımında sıklıkla değişiklikler ve iyileştirmeler yapar. Bu değişiklikler bakım personeline bakım bilgileri şeklinde iletilir. Bu bilgilerin sorun giderme için bir temel olarak kullanılması, hataların doğru ve tamamen ortadan kaldırılmasına yardımcı olabilir.
Teşhis yöntemi
CNC takım tezgahlarının elektrik arıza teşhisi üç aşamadan oluşur: arıza tespiti, arıza değerlendirmesi ve arıza izolasyonu ve yeri.
Arıza tespitinin ilk aşaması, bir arıza olup olmadığını belirlemek için CNC takım tezgahının test edilmesini içerir.
İkinci aşama, arızanın niteliğinin belirlenmesini ve arızalı bileşenlerin veya modüllerin izole edilmesini içerir.
Üçüncü aşama, arızanın değiştirilebilir bir modül veya baskılı devre kartına yerleştirilmesini içerir ve onarım süresini azaltır.
Sistem arızalarını hızlı bir şekilde tespit etmek ve çözmek için arıza teşhis sürecini mümkün olduğunca basit ve verimli tutmak, teşhis için gereken süreyi en aza indirmek önemlidir. Bunu başarmak için aşağıdaki teşhis yöntemleri kullanılabilir:
1. Sezgisel yöntem
Duyularınızı kullanarak, kıvılcım veya ışık varlığı, anormal gürültü, aşırı ısınma veya yanık kokuları gibi arıza sırasında ortaya çıkabilecek belirtileri gözlemleyin.
Her bir potansiyel arızalı baskılı devre kartının yüzey durumunun incelenmesi temel ve yaygın olarak kullanılan bir yöntemdir. İncelemenin kapsamını daha da daraltmak için yanma veya hasar belirtileri olup olmadığına bakın.
CNC sisteminin verileri hızla işleme yeteneği, hatalı parçanın çok kanallı ve hızlı sinyal alımını ve işlenmesini sağlar. Teşhis programı daha sonra sistemde bir hata olup olmadığını belirlemek ve hızlı bir şekilde yerini tespit etmek için bir mantık analizi ve muhakeme gerçekleştirir.
Modern CNC sistemleri iki tür kendi kendine teşhis fonksiyonuna sahiptir:
Açılışta kendi kendine tanılama: Bu, CPU, bellek, veri yolu, I/O ünitesi ve diğer modüllerin, baskılı devre kartlarının, CRT ünitesinin, fotoelektrik okuyucunun, disket sürücüsünün ve diğer ekipmanların çalıştırılmadan önce sistem içindeki tanılama programı tarafından gerçekleştirilen otomatik testini ifade eder. Bu, sistemin ana donanımının normal çalıştığını doğrulamak için her açılış döngüsünün başından itibaren yapılır.
Hata bilgisi istemi: Takım tezgahının çalışması sırasında bir hata meydana gelirse, CRT ekranında hatanın numarası ve açıklaması görüntülenecektir.
Arızanın nedenini belirlemek ve sorunu gidermek için uyarıya bağlı olarak ilgili bakım kılavuzuna başvurun.
Genel olarak, CNC takım tezgahının arıza teşhis fonksiyonu tarafından sağlanan arıza bilgileri ne kadar ayrıntılı olursa, arızayı teşhis etmek o kadar kolay olur.
Bazı arızaların arıza uyarısı ve kılavuza göre doğrudan doğrulanabileceğini, ancak diğerleri için arızanın gerçek nedeninin uyarıdan farklı olabileceğini veya birden fazla arızanın tek bir semptoma neden olabileceğini unutmamak önemlidir. Bu durumlarda, bakım personeli altta yatan nedeni belirlemek için arızalar arasındaki dahili ilişkiyi anlamalıdır.
3. Veri ve durum kontrolü
CNC sisteminin kendi kendine teşhisi sadece CRT ekranında arıza alarm bilgilerini görüntülemekle kalmaz, aynı zamanda çok sayfalı "teşhis adresi" ve "teşhis verileri" şeklinde takım tezgahı parametreleri ve durum bilgileri de sağlar.
Yaygın veri ve durum kontrolleri parametre kontrolü ve arayüz kontrolünü içerir.
Parametre kontrolü NC takım tezgahının makine verileri, takım tezgahının normal çalışmasının garantisi olan bir dizi test ve ayarlama yoluyla elde edilen önemli bir parametredir.
Bu veriler kazanç, ivme, kontur izleme toleransı, ters boşluk telafi değeri ve kılavuz vida hatve telafi değerini içerir.
Dış müdahaleye maruz kaldığında, veriler kaybolacak veya karışacak ve makine aleti normal şekilde çalışmayacaktır.
Arayüz, CNC sistemi ile PLC arasındaki ve PLC ile makine takımı arasındaki giriş/çıkış sinyalleri de dahil olmak üzere CNC sistemi ile makine takımı arasındaki giriş/çıkış arayüz sinyallerini kontrol eder.
CNC sisteminin giriş/çıkış arayüz tanısı, CRT ekranında tüm anahtarlama sinyallerinin durumunu görüntüleyebilir ve sinyalin mevcut olup olmadığını belirtmek için "1" veya "0" kullanabilir.
Durum ekranını kullanarak, CNC sisteminin makine tarafına sinyal çıkışı yapıp yapmadığını ve makine tarafındaki anahtarlama değerinin ve diğer sinyallerin CNC sistemine girilip girilmediğini kontrol edebilirsiniz, böylece hata makine tarafında veya CNC sisteminde bulunabilir.
4. Alarm göstergesi ekran arızası
Kendi kendine teşhis fonksiyonu ve durum göstergesi gibi "yazılım" alarmlarına ek olarak, CNC takım tezgahlarının modern CNC sistemi ayrıca güç kaynağı, servo sürücü, giriş/çıkış ve diğer cihazlara dağıtılmış çok sayıda "donanım" alarm göstergesine sahiptir.
Bu alarm göstergeleri gözlemlenerek arızanın nedeni belirlenebilir.
5. Yedek devre kartı değiştirme yöntemi
Şüpheli arızalı devre kartını yedek bir kartla değiştirmek, arızanın nedenini belirlemek için hızlı ve basit bir yöntemdir ve genellikle CRT modülü ve bellek modülü gibi CNC sistemlerindeki işlevsel modüller için kullanılır.
Yedek kartı değiştirmeden önce, kısa devre nedeniyle sağlam kartın zarar görmesini önlemek için ilgili devreleri kontrol edin. Ayrıca, test kartındaki seçim anahtarının ve jumper kablosunun orijinal şablondakilerle eşleştiğini doğrulayın. Bazı şablonlar için potansiyometrenin ayarlanmasına da dikkat edin.
Bellek kartını değiştirdikten sonra, belleği sistemin gerektirdiği şekilde başlatın, aksi takdirde sistem normal şekilde çalışmayacaktır.
6. Değişim yöntemi
CNC takım tezgahlarında, genellikle aynı işleve sahip modüller veya birimler vardır.
Bu modülleri veya üniteleri değiştirerek ve arızanın geçip geçmediğini gözlemleyerek, arızanın yeri hızlı bir şekilde belirlenebilir.
Bu yöntem sıklıkla servo besleme sürücüsündeki arızaları teşhis etmek için kullanılır ve CNC sistemindeki benzer modülleri değiştirmek için de uygulanabilir.
7. Perküsyon yöntemi
CNC sistemi, her biri çoklu lehim bağlantılarına sahip çeşitli devre kartlarından oluşur. Herhangi bir hatalı lehimleme veya zayıf temas arızaya neden olabilir.
Yalıtım kullanarak devre kartına, konektöre veya arıza şüphesi olan elektrikli bileşenlere hafifçe vurarak, arıza meydana gelirse, muhtemelen vurulan kısımda bulunur.
8. Ölçüm karşılaştırma yöntemi
Algılama kolaylığı için modüller veya üniteler algılama terminalleri ile donatılmıştır.
Multimetre veya osiloskop gibi aletler kullanılarak, bu terminallerde tespit edilen seviyeler veya dalga formları aracılığıyla normal değerler arıza anındaki değerlerle karşılaştırılabilir. Bu, arızanın nedeninin ve yerinin analiz edilmesini sağlar.
CNC takım tezgahları karmaşık ve kapsamlı özelliklere sahiptir, bu da arızalara neden olabilecek birçok faktöre yol açar. Bu nedenle, arızayı kapsamlı bir şekilde analiz etmek ve yerini hızlı bir şekilde belirleyerek çözümünü kolaylaştırmak için birden fazla arıza teşhis yönteminin birlikte kullanılması gerekebilir.
Buna ek olarak, bazı arızaların elektriksel semptomları olabilir ancak mekanik nedenleri veya tam tersi ya da her ikisi de olabilir. Bu nedenle, arıza teşhisi yalnızca elektriksel veya mekanik yönlerle sınırlandırılmamalı, bütünsel olarak ele alınmalıdır.
2019'da Çin'deki ilk 10 takım tezgahı işletmesi (birim: milyon yuan)
Sıralama
Şirket
Gelir
1
Genesis
21.81
2
Qinchuan takım tezgahı
14.3
3
Yawei
14.06
4
HDHM
12.98
5
Haitili Seiko
11.23
6
Shenyang Makine Aracı
10.02
7
Zhejiang Rifa
6.2
8
Kunming Makine Aletleri
4.97
9
Guosheng
4.14
10
Huazhong CNC
4.08
Ulusal İstatistik Bürosu'na göre, Temmuz 2020 itibarıyla Çin'de endüstriyel satış kâr marjı yalnızca 3,95% olan 817 metal kesme takım tezgahı işletmesi bulunuyordu. Ayrıca, Çin'de 4,80% kar marjına sahip 526 metal şekillendirme takım tezgahı işletmesi vardı.
Kasım 2015'ten Temmuz 2020'ye kadar, metal kesme takım tezgahları sektörü ve şekillendirme takım tezgahları sektörü sırasıyla 5,49% ve 7,88% ile en yüksek satış kar marjlarını gördü.
Halihazırda çok sayıda yerli işletme bulunmakla birlikte, bunlar küçük ölçekli, piyasada rekabet gücü olmayan ve düşük karlılığa sahip olma eğilimindedir.
Doğru CNC makinesi nasıl seçilir?
CNC takım tezgahlarının satın alınması için aşağıdaki ilkeler geçerlidir:
Kararlılık ve güvenilirlik.
Seçilen CNC takım tezgahı istikrarlı ve güvenilir bir şekilde çalışamazsa, işe yaramaz hale gelir.
Bu nedenle, bir satın alma işlemi yaparken, ana bilgisayar, kontrol sistemi ve aksesuarlar dahil olmak üzere tanınmış marka ürünleri tercih etmek önemlidir. Bu ürünler teknolojik olarak ileri düzeydedir, kanıtlanmış bir üretim geçmişine sahiptir ve kullanıcılar tarafından başarıyla kullanılmıştır.
Pratiklik.
Amaç, bir veya daha fazla üretim sorununu çözmektir.
Pratiklik, seçilen CNC takım tezgahlarının önceden belirlenmiş hedefleri etkili bir şekilde karşılayabilmesini sağlamayı içerir.
Daha yüksek bir maliyete sahip olsalar bile, pratik olmayan çok fazla fonksiyona sahip aşırı karmaşık CNC takım tezgahları satın almaktan kaçının.
Ekonomi.
Net bir hedefe sahip olmak ve hedefe yönelik takım tezgahı seçimleri yapmak, makul bir yatırımla en iyi sonuçları elde etmemizi sağlar.
Ekonomi, satın alınan CNC takım tezgahı için işleme gereksinimlerini karşılayan en uygun maliyetli fiyatı elde etmeyi ifade eder.
Çalışabilirlik.
Tamamen işlevsel ve gelişmiş bir CNC takım tezgahı seçin.
Ancak, makine aletinin bakım ve onarımını yapacak yetenekli bir operatör veya programcı ya da becerikli bir tamirci yoksa, kalitesi ne olursa olsun etkili bir şekilde kullanılamaz.
CNC takım tezgahlarını seçerken, çalıştırma, programlama ve bakım kolaylığını göz önünde bulundurmak önemlidir. Aksi takdirde, CNC takım tezgahlarının kullanımı, bakımı, onarımı ve diğer yönlerinde zorluklara neden olarak ekipman israfına yol açabilir.
Etraftan alışveriş yapın.
CNC takım tezgahları için yerel ve uluslararası pazarı kapsamlı bir şekilde anlamak için kapsamlı pazar araştırması yapın ve uzmanlardan veya deneyimli CNC takım tezgahı kullanıcılarından teknik tavsiye alın.
Yüksek kaliteli, düşük maliyetli ve güvenilir performansa sahip ekipmanları seçmek ve seçenekleri karşılaştırmak için çeşitli ticari fuarlardan yararlanın.
Birimin gerçek ihtiyaçlarını karşılayan olgun ve istikrarlı ürünlerin seçilmesi önemlidir.
CNC takım tezgahları satın almak için önlemler:
CNC takım tezgahlarının işlevlerini makul bir şekilde belirler.
CNC takım tezgahlarının özelliklerini seçerken, çok sayıda fonksiyona veya aşırı özelliklere öncelik vermemek önemlidir. Çok fazla koordinat eksenine, yüksek güçlü tezgahlara ve motorlara ve yüksek derecede doğruluğa sahip olmak, daha düşük güvenilirliğe sahip karmaşık bir sisteme yol açabilir.
Bu da makinenin satın alma ve bakım maliyetinin yanı sıra işleme maliyetini de artırarak kaynak israfına yol açacaktır.
CNC takım tezgahlarının ürün özelliklerine, boyutlarına ve iş için gereken hassasiyete göre seçilmesi daha tavsiye edilir.
İşlenen parçaları belirleyin.
CNC takım tezgahlarını seçerken, işlenmesi gereken tipik parçaları göz önünde bulundurmak önemlidir. CNC takım tezgahları yüksek esnekliğe ve güçlü uyarlanabilirliğe sahip olmalarına rağmen, yalnızca belirli parçaları belirli koşullar altında işlerken en iyi sonuçları elde edebilirler. Bu nedenle, bir seçim yapmadan önce, işlenecek tipik parçaları belirlemek çok önemlidir.
Makul CNC sistemi seçimi.
Çeşitli performans parametrelerini ve güvenilirlik göstergelerini karşılayan CNC sistemi dikkatle değerlendirilmeli ve kullanım kolaylığı, programlama, bakım ve yönetim gibi hususlar göz önünde bulundurulmalıdır. Mümkün olduğunda, merkezi ve birleşik bir yaklaşımın benimsenmesi tavsiye edilir. Özel bir durum olmadığı sürece, birim gelecekteki yönetim ve bakım amaçları için aynı üretici tarafından üretilen aynı CNC sistemleri serisini kullanmayı hedeflemelidir.
Gerekli aksesuarları ve araçları yapılandırın.
CNC takım tezgahlarının performansını en üst düzeye çıkarmak ve işleme yeteneklerini geliştirmek için gerekli aksesuar ve araçlara sahip olmak çok önemlidir. Yüz binlerce veya milyonlarca yuan'a mal olan bir takım tezgahı satın alıp da on binlerce yuan'a mal olan bir aksesuarın veya kesme aletinin olmaması nedeniyle normal şekilde kullanılamadığını görmeyin. Ana üniteyi satın alırken, bazı hassas parçaları ve diğer aksesuarları da satın almanız önerilir.
Yabancı metal kesme uzmanları, $250.000 CNC takım tezgahının verimliliğinin büyük ölçüde $30 parmak frezenin performansına bağlı olduğuna inanıyor. Bu durum, CNC takım tezgahlarının yüksek performanslı takımlarla donatılmasının maliyetleri düşürme ve maksimum kapsamlı ekonomik fayda elde etme açısından önemini vurgulamaktadır.
Genel olarak, CNC takım tezgahları, işlevlerini tam olarak kullanmak, makinenin çeşitli ürünleri işlemesine izin vermek ve boşta kalma süresini ve israfı önlemek için yeterli araçlarla donatılmalıdır.
CNC takım tezgahlarının kurulumuna, devreye alınmasına ve kabulüne dikkat edin.
Kurulumdan sonra, CNC takım tezgahları dikkatlice devreye alınmalı ve hata ayıklanmalıdır, bu da gelecekteki operasyonları, bakımları ve yönetimleri için çok önemlidir.
CNC takım tezgahlarının kurulumu ve devreye alınması sırasında, teknisyenler tedarikçilerden teknik eğitim ve yerinde rehberlik kabul ederek aktif olarak katılmalı ve dikkatle çalışmalıdır.
Takım tezgahının geometrik doğruluğu, konumlandırma doğruluğu, kesme doğruluğu ve performansının kapsamlı bir kabulü yapılmalıdır.
Birlikte verilen teknik malzemelerin, kullanım kılavuzlarının, bakım kılavuzlarının, ataşman talimatlarının, bilgisayar yazılımlarının ve talimatların iyice kontrol edilmesi ve uygun şekilde saklanması önemlidir, çünkü bunların yapılmaması makine takımının ek fonksiyonlara erişimini engelleyebilir ve bakımı zorlaştırabilir.
Son olarak, CNC takım tezgahı üreticisi tarafından sunulan satış sonrası servis, teknik destek, personel eğitimi, veri desteği, yazılım desteği, kurulum ve devreye alma, yedek parça temini, takım sistemi ve takım tezgahı aksesuarları tamamen dikkate alınmalıdır.
CNC takım tezgahlarının gelecekteki gelişim trendi
CNC takım tezgahlarının gelecekteki gelişim trendi akıllı üretimdir.
Akıllı üretim, yeni nesil bilgi ve iletişim teknolojisini ileri üretim teknolojisiyle birleştiren yeni bir üretim modudur. Tasarım, üretim, yönetim ve hizmet dahil olmak üzere üretimin tüm yönlerine nüfuz eder ve kendi kendini algılama, kendi kendine öğrenme, kendi kendine karar verme, kendi kendine yürütme ve kendi kendine uyarlama özelliklerine sahiptir.
Akıllı bir kimya tesisinin kurulması, akıllı üretimin geliştirilmesinde gerekli bir adımdır. Akıllı bir atölye, akıllı bir fabrikanın önemli bir bileşenidir ve akıllı ekipmanlar akıllı bir atölye için çok önemli bir destektir.
Akıllı üretim, taşıyıcı olarak akıllı bir fabrikanın kullanılması, çekirdek olarak temel üretim süreçlerinin akıllı hale getirilmesi, temel olarak uçtan uca veri akışı ve destek olarak ağ bağlantısı ile karakterize edilir. Akıllı bir kimya tesisinin kurulması, akıllı üretimin ilerlemesi için kilit bir gerekliliktir.
Akıllı takım tezgahları, kendilerini izleyebilen, makine, işleme durumu, çevre ve diğer faktörlerle ilgili çeşitli bilgileri analiz edebilen ve ardından optimum işlemeyi sağlamak için gerekli önlemleri alabilen makinelerdir. Bilgisayar ağları, iletişim ve yapay zeka teknolojilerinin ilerlemesiyle birlikte, sekiz teknolojiye dayanan akıllı takım tezgahı teknolojisi teorisi yavaş yavaş bir sistem oluşturmuştur.
Geleneksel CNC takım tezgahları ile karşılaştırıldığında, veri toplama, kontrol ve iletişim modülleri akıllı takım tezgahlarında çok önemli bir rol oynamaktadır. Veri toplama esas olarak sahada kurulan akıllı sensörler tarafından yapılır ve akıllı sensörlerin türü akıllı makine takımının ana amacına bağlıdır. Bazı yaygın akıllı sensörler arasında güç, sıcaklık, titreşim, ses, enerji, sıvı ve kimlik tanıma sensörleri bulunur.
Kontrol modülü temel olarak NC programları için çevrimiçi ayarlama algoritmalarına, süreç parametreleri için akıllı karar verme ve optimizasyon yöntemlerine, yürütme parçaları için koordinasyon teknolojilerine ve otomatik yükleme ve boşaltma kontrol teknolojilerine dayanmaktadır. İletişim modülü kablosuz iletişim ağı teknolojisine dayanmaktadır.
Geleneksel atölye ile akıllı atölye arasında karşılaştırma.
Geleneksel atölye çalışması
Akıllı atölye
Ekipman
CNC makine
Akıllı makine aleti
İletişim modu
Mobil depolama cihazı kopyalama (USB flash disk vb.)
Kablosuz iletişim teknolojisi (Wifi/Zigbee)
Üretim süreci
Açık döngü / yarı açık döngü Parça işleme; Tek cihazla tek kişi.
Kapalı döngü Makineyi izleyin, birden fazla cihazla bir kişi
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
CNC makinelerinin dünyamızı nasıl şekillendirdiğini hiç merak ettiniz mi? Bu çok yönlü aletler, basit delme işlemlerinden karmaşık frezeleme işlemlerine kadar birçok görevi yerine getirerek üretimde devrim yaratır. Bu makalede, çeşitli CNC makinelerini keşfedeceğiz...
Makinelere hayat veren gizli dili keşfedin! Bu büyüleyici blog yazısında, makinelere güç veren temel programlama komutları olan G kodu ve M kodunun büyüleyici dünyasına dalacağız...
Dünyamızı şekillendiren makinelerin nasıl üretildiğini hiç merak ettiniz mi? Bu makale, en iyi CNC torna üreticilerini inceleyerek, üstün teknolojilerinin ve küresel etkilerinin ardındaki sırları ortaya çıkarıyor. Keşfedin...
Takım tezgahı endüstrisinin devlerinin dünyamızı nasıl şekillendirdiğini hiç merak ettiniz mi? Bu makalede, Amerika Birleşik Devletleri'ndeki en iyi altı takım tezgahı şirketini inceleyeceğiz. Keşfedeceksiniz...
Karmaşık metal parçaların nasıl hassasiyetle üretildiğini hiç merak ettiniz mi? Bu makale, freze makinelerinin büyüsünü ortaya çıkararak çeşitli türlerini ve temel bileşenlerini keşfediyor. Nasıl yapıldığını anlamak için...