Yaygın Abkant Pres Arızalarını Gidermek Artık Çok Kolay
Abkant presinizin neden düzgün çalışmadığını hiç merak ettiniz mi? Bu makale, motorun çalışmaması, koç sorunları ve yavaş bükme hızları gibi yaygın abkant pres arızalarını incelemektedir. Nedenleri ve çözümleri keşfederek, abkant presinizin sorunlarını etkili bir şekilde nasıl gidereceğinizi ve bakımını nasıl yapacağınızı öğrenecek, optimum performans sağlayacak ve arıza süresini azaltacaksınız. Makinenizin sorunsuz çalışmasını sağlamak için pratik ipuçlarını ve ayrıntılı analizleri keşfedin.
Ana motor çalıştırma devresi, acil durdurma düğmesinin serbest bırakılmaması, gevşek kablo tesisatı veya 24V kontrol güç kaynağı sorunu gibi nedenlerden dolayı arızalanmış olabilir.
Ana motorun marş kısmındaki termik röleler, devre kesiciler veya aşırı yük koruması sağlayan AC kontaktörler gibi bileşenler arızalanmış olabilir.
Bir güç kaynağı sorunu olabilir.
Çözüm:
Ana motor çalıştırma devresinde bir acil durdurma düğmesi olup olmadığını kontrol edin, serbest bırakıldığından emin olun ve gevşek kablo tesisatı ve 24V kontrol güç kaynağı ile ilgili sorunları kontrol edin.
Ana motorun başlatma devresinde aşırı yük koruma bileşenleri olup olmadığını kontrol edin. Bu tür bileşenler varsa, arızanın nedenlerini analiz edin ve herhangi bir hasar olup olmadığını kontrol edin.
Üç fazlı güç kaynağının normal çalıştığını doğrulayın.
Ayak şalterinin, rölenin ve diğer bileşenlerin arızalanması.
Oransal servo valf arızalı olabilir.
Çözüm:
Koç kılavuz rayının uygun olup olmadığını kontrol edin.
Sistemde X'in gerçek konumunda bir imleç olup olmadığını kontrol edin veya arka dayama milinin programlanan değerinin manuel arayüzdeki gerçek değerle tutarlı olup olmadığını onaylayın.
Sistemdeki Y ekseninin durumu "1" olmalıdır. "6" ise, Y ekseninin gerçek koordinatlarını kontrol edin ve değer Y ekseni ile dönüş arasındaki farktan daha az olmalıdır.
Ayak şalterinin, rölenin ve diğer sinyallerin elektrik şematik diyagramına göre normal olup olmadığını kontrol edin.
Oransal servo valfin geri beslemesinin normal olup olmadığını kontrol edin.
Koç bükülmek için hareket ediyor veya bükme hızı çok yavaş
Sebep analizi:
Ram hız dönüştürme noktasına ulaşamayabilir.
Y ekseninin parametre ayarı bükme parçası iyi olmayabilir.
Programlama işlemi, takım tezgahı parametre ayarı, hidrolik basınç vb. gibi yetersiz basınç.
Çözüm:
Y ekseninin durumunun "2 "den "3 "e değişip değişmediğini kontrol edin ve Y ekseninin gerçek değeri hız dönüştürme noktasının değerinden büyük olmalıdır. Değilse, hızlı ileri sarma parametrelerini ayarlayın.
Y ekseni bükmenin bazı parametrelerini yeniden ayarlayın.
Programlama işlemi, parametre ayarı veya hidrolik basınçtan kaynaklanıp kaynaklanmadığını kontrol edin. Manometre ve multimetre yardımıyla, önce ana basınç ve oransal basınç valfinin sinyallerini tespit edin, ardından oransal basınç valfi ve ana basınç düşürme valfinin sıkışıp sıkışmadığını kontrol edin, ardından filtre elemanını ve yağ sıvısını kontrol edin ve son olarak yağ pompasını ve kaplinini kontrol edin.
Bazen koç büküldüğünde geri dönemez
Sebep analizi:
Yüksüz durumda koç, bir parametre sorunu veya hidrolik arıza nedeniyle geri dönemeyebilir.
İşleme sırasında geri dönülemiyor ve iş parçası açısı ayarlanan değere ulaşmıyor.
İşleme sırasında geri dönülemiyor ve iş parçası açısı ayarlanan değeri aştı.
Çözüm:
Y ekseni bükülmesinin bazı parametrelerinde hata ayıklayın. Bükme parametreleri gerçek duruma göre ayarlanmalıdır.
Kazanç çok küçükse, koç katlanmayacak veya yerinde katlanmayacaktır ve kazanç çok büyükse, koç sallanacaktır. Parametreler, hareket sırasında koçun sallanmayacağı şekilde ayarlanmalı ve kazanç mümkün olduğunca büyük olmalıdır.
Alternatif olarak, sol ve sağ valf ofsetlerinin teşhis programında doğru ayarlanıp ayarlanmadığını kontrol edin. Y ekseni çok küçükse, yerine oturmayacaktır ve Y ekseni çok büyükse, boşaltılmayacaktır.
Hidrolik bir arızaysa, ana basıncı kontrol edin ve PV valfi S5'in her zaman güç açık konumunda olup olmadığına bakın.
Y ekseni bükme parçasının parametre kazancı çok küçük ayarlanmış olabilir ve uygun şekilde artırılabilir. Ya da basınç yeterli olmayabilir. Yetersiz basıncın nedenlerini, programlama nedenlerinden mi yoksa sinyal ve hidrolik parçalardan mı kaynaklandığını analiz edin.
Programlama nedenleri temel olarak kalıp seçimi, plaka kalınlığı, malzeme, iş parçası uzunluğu, bükme modu vb. içerir. Hidrolik nedenler temel olarak yağ pompasının sızıntı yapıp yapmadığını, oransal basınç valfinin kirlenip kirlenmediğini veya hasar görüp görmediğini, filtre elemanının tıkanıp tıkanmadığını ve yağın kirlenip kirlenmediğini içerir.
Temel olarak programlama ve çalışma nedenleriyle, programlanan ve işlenen iş parçalarını kontrol edin.
Zayıf koç hareketi
Sebep analizi:
Koç kılavuz rayının uygun olmayan sıkılığı.
Koçun kilit somunu gevşek.
Takım tezgahı parametrelerinin ayarlanması gerekir.
Oransal servo valf amplifikatörünün kazancının ve sıfır konumunun ayarlanması gerekir.
Geri basınç valfinin basınç ayarı yanlış veya her iki taraf da dengesiz. Geri basınç ayarı çok küçükse, koç yavaşça kayacak ve çalışma sırasında sallanacaktır. Geri basınç her iki tarafta da dengesizse, koç çalışırken dönecektir.
Çözüm:
Kılavuz ray boşluğunu yeniden ayarlayın.
Yeniden kilitleyin. Kilit somunu vidaya çok gevşek oturuyorsa değiştirilmesi gerekir.
Bir referans eğrisi varsa, referans eğrisine göre ayarlayın.
Sadece Bosch ve Rexroth valfleri ayarlanabilir, ancak dikkatli olunması gerekir.
Geri basınç valfinin basıncını ayarlamak ve her iki tarafı da tutarlı hale getirmek için basınç göstergesini kullanın.
Bazen ana motor otomatik olarak durur ve termik röle ve devre kesici ile korunur
Sebep analizi:
Oransal basınç valfi ve ana basınç düşürme valfi sıkışmış ve pres freni her zaman basınçlıdır.
Filtre elemanı tıkalı, yağ çıkışı düzgün değil ve yağ pompasının basıncı her zaman çok yüksek.
Petrol çok uzun süredir kullanılıyor ve kirlenmiş durumda.
Kötü yağ kalitesi.
Devre kesici ve termik röle nominal akıma ulaşamazsa etkinleşecektir.
Sistem kontrol basınç çıkış parçası arızalanır ve oransal basınç valfinin her zaman çalışmasını sağlamak için yanlış sinyaller gönderir.
Çözüm:
Oransal basınç valfini ve ana basınç düşürme valfini temizleyin.
Filtre elemanını değiştirin ve yağ kirliliğinin derecesini kontrol edin.
Yağı hemen değiştirin ve yağ filtresi elemanını değiştirin.
Önerilen yağ ile değiştirin.
Devre kesiciyi ve termik röleyi değiştirin.
Sistem çıkışını kontrol edin.
Herhangi bir valf sıkışmış
Sebep analizi:
Petrol çok uzun süredir kullanılıyor ve kirlenmiş durumda.
Kötü yağ kalitesi.
Yağ deposundaki yağ girişindeki kauçuk kaplamanın eskimiş olup olmadığı.
Çözüm:
Müşteriye yağı zamanında değiştirmesi tavsiye edilir.
Önerilen yağ ile değiştirin.
Yağa dayanıklı kauçuk plakayı değiştirin.
Silindir aşağı kayar
Sebep analizi:
Kirli veya hasarlı geri basınç valfi ve kaldırma valfi.
Küçük geri basınç.
Çile halkası gergin ve aşınmış.
Yağ silindirinin iç duvarı gerilir.
Koç herhangi bir konumda durur ve yavaşça kayarsa, 5 dakika içinde 0,50 mm'den daha az kayması normaldir. Bu fenomen esas olarak hidrolik yağın özelliklerinden kaynaklanır.
Çözüm:
Geri basınç valfini ve kaldırma valfini temizleyin ve hasarlıysa değiştirin.
Geri basınç valfinin basıncını standarda göre yeniden ayarlayın.
Kavrama halkasını değiştirin ve kavrama ve kavrama halkasının aşınma nedenlerini kontrol edin.
Genel olarak, yağ kirliliği nedeniyle silindir kovanını ve sızdırmazlık halkasını değiştirin.
Tedavi gerekmez.
Kalıp preslenirken, her iki tarafın yüksekliği tutarsızdır
Sebep analizi:
Her iki taraftaki geri basınç tutarsızdır ve geri basınç ayarı çok yüksek olabilir.
Çözüm:
Her iki taraftaki geri basıncı belirtilen değere ayarlayın ve tutarlı tutun.
Ram hareket halindeyken hız dönüştürme noktasında bekleme süresi çok uzun
Sebep analizi:
Yağ deposundaki yağ emme portu sızdırıyor.
Şarj valfi arızalanırsa, valf çekirdeği yanlış montaj nedeniyle sıkışmış olabilir veya yay gerginliği yeterli olmayabilir.
Y ekseni iş ilerleme parametreleri düzgün ayarlanmamış.
Çözüm:
Lastik plakanın sızdırmazlığını kontrol edin ve kapak plakasını yeniden takın.
Doldurma valfinin montajını kontrol edin, valf çekirdeğinin hareketini kontrol edin ve yay gerginliğini kontrol edin.
Y ekseninin çalışma ilerleme parametrelerini ayarlayın.
Bükme sırasında iş parçasının uzunluk açısı çok fazla değişiyor
Sebep analizi:
Makinenin atalet parametresi ayarı yanlış.
Bükme malzemesi.
Çözüm:
Makinenin atalet parametrelerini yeniden ayarlayın.
Plakanın malzemesini kontrol edin.
İş parçasının birden fazla bükümü olduğunda, biriken hatanın boyut hatası çok büyüktür
Sebep analizi:
İş parçasında çok sayıda bükülme vardır ve bu da büyük kümülatif hataya neden olur.
Makul olmayan bükme sırası.
Çözüm:
Açıyı mümkün olduğunca negatif ve boyutu mümkün olduğunca doğru yapmak için her bir bükümün doğruluğunu ince ayarlayın.
Mümkün olduğunda bükme sırasını ayarlayın.
Sistem tarafından otomatik olarak hesaplanan basınç, kalıp empedansından daha büyüktür;
Sebep analizi:
Programlama sırasında alt modülün mantıksız seçimi.
Kalıbın empedans ayarı yanlış.
Programlama sırasında bükme modu doğru seçilmemiştir.
Malzeme parametreleri, birim seçimi ve diğer parametreler gibi takım tezgahı sabitlerinin parametreleri değiştirilir.
Çözüm:
Plaka kalınlığı ile kalıp kalınlığı arasındaki ilişkiye göre kalıbı seçin. alt kalıp açılış.
Kalıp empedansını doğru şekilde ayarlayın.
Programı kontrol edin.
Makine sabit parametrelerini kontrol edin.
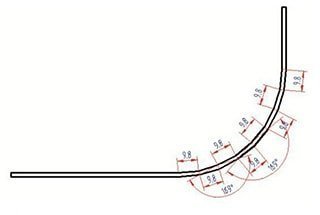
Büyük yay bükme programlanırken, sistem hesaplaması çok yavaş veya çöküyor;
Sebep analizi:
Programlama sırasında ayarlanan X değeri, parametredeki X ekseninin maksimum değerini aşıyor.
Çözüm:
Programı kontrol edin.
Yağ sıcaklığı çok yüksek
Sebep analizi:
Tıkalı filtre elemanı, yağ kirliliği, bozulma vb. gibi hidrolik arızalar.
Uzun süre yüksek baskı altında çalışmak.
Çözüm:
Filtre elemanını ve yağı kontrol edin ve gerekirse değiştirin.
Uzun süreli yüksek voltajlı çalışmanın nedeninin gerçek ihtiyaç mı yoksa başka nedenler mi olduğunu kontrol edin.
İşlenmiş iş parçasının yanlış açısı
Sebep analizi:
Hata çok büyükse, bir programlama hatası, gevşek ram bağlantısı, ızgara cetveli arızası vb. olabilir.
Küçük bir hata varsa ve sistem üzerinde düzeltilebiliyorsa normaldir. Düzeltmeden sonra stabil çalışabiliyorsa normaldir.
Açı kararsızdır ve sık sık değişir, bu da aşağıdakilerle ilgili olabilir gevşek bağlantı koçun, ızgara cetvelinin, malzemenin vb. arızalanması.
Çözüm:
Programdaki kalıp, malzeme, plaka kalınlığı, iş parçası uzunluğu ve bükme modunun gerçek işlemle tutarlı olup olmadığına, koç bağlantısının gevşek olup olmadığına ve ızgara cetvel bağlantısının sağlam olup olmadığına odaklanarak çalışma programını kontrol edin.
Normalde, programlanan malzeme kalınlığı ile gerçek kalınlık arasındaki hata, malzeme homojenliği, kalıp aşınması, çalışma ve diğer nedenler gibi birçok nedenden kaynaklanabilecek küçük bir hata vardır.
Y ekseni tekrarlanan konumlandırma doğruluğunu kontrol edin ve ram bağlantısı ile ızgara cetveli bağlantısının normal olup olmadığını kontrol edin. Normalse, muhtemelen malzeme ile ilgilidir.
İşlenen iş parçasının yanlış boyutu
Sebep analizi:
Boyut kararsızdır ve sık sık değişir, bu da takım tezgahı güç kaynağı, servo sürücü, servo motor kodlayıcı ve ilgili kablolar, sistemler, kılavuz vida mekanik bağlantısı ile ilgili olabilir, senkron kayış (tekerlek), vb.
Boyut sapmalı ancak sabittir, bu da çoğunlukla paralellikle ilgilidir, düzlük, paralellik ve arka dayama kirişinin dikliği.
Bükme kenarı ile konumlandırırken bükme açısı 90°'den büyüktür, bu da küçük bir boyuta neden olur.
Çözüm:
Genellikle 0,02 mm'den az olan arka tutma milinin tekrarlanan konumlandırma doğruluğunu kontrol edin. Fark büyükse, olası faktörleri tek tek kontrol edin. Servo sürücü, servo motor kodlayıcı, sistem vb. nedenlerden kaynaklanıyorsa, üretici tarafından ele alınması en iyisidir.
Önce kirişin paralelliğini ve düzlüğünü kontrol edin ve ardından kirişin paralelliğini ve diklik durdurma parmağının.
Bükme kenarı konumlandırma için kullanılıyorsa, bu bükmeyi 90°'den fazla yapmamaya çalışın.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Tüm mekanik ve mühendislik meraklılarının dikkatine! Bir abkant pres makinesini çalıştırmanın inceliklerini hiç merak ettiniz mi? Bu blog yazısında, abkant makinelerinin dünyasına...
Sac levha projelerinizin neden her zaman planlandığı gibi sonuçlanmadığını hiç merak ettiniz mi? Bu makale, sac metal bükme ve şekillendirme sırasında karşılaşılan, kenar düzensizliklerinden...
Abkant pres kullanırken hassasiyeti ve güvenliği nasıl sağlarsınız? Bu makale, abkant pres performansını optimize etmek için kalıp seçimi, kalıp kurulumu, kalıplama, presleme,...
Abkant pres zımbası ve kalıbı kurulumunda hiç zorlandınız mı? Bu kılavuz, hataları ve arıza süresini en aza indirerek hassas hizalama ve güvenli kurulum sağlamak için adım adım talimatlar sunar. Bunun için gerekli ipuçlarını öğreneceksiniz...
Metal parçaların çeşitli şekillerde nasıl büküldüğünü hiç merak ettiniz mi? Bu büyüleyici makalede, metal damgalamada bükme sanatı ve bilimini inceleyeceğiz. Uzmanımız...
Evimize giden yolu gösteren sokak lambalarını neyin tuttuğunu hiç düşündünüz mü? Bu blogda ışık direklerinin büyüleyici dünyasını keşfedeceğiz, malzemelerinden...
Boruları hassas bir şekilde bükmek, belirli yönergeleri ve parametreleri anlamayı gerektirir. Her seferinde düzgün ve doğru bir bükümü nasıl sağlarsınız? Bu makalede, boru bükme işleminin önemli yönleri, makine tekniği de dahil olmak üzere...
Metal işlemede hassasiyetin nasıl elde edildiğini hiç merak ettiniz mi? Ofset zımba ve kalıp yöntemi, ofsetlerde hassas ayarlamalara olanak tanıyan önemli bir tekniktir ve belirli metal parçaların oluşturulması için...
Sac metalde hassas yayların nasıl oluşturulacağını hiç merak ettiniz mi? Bu makale, ister küçük ister büyük yarıçaplarla çalışıyor olun, süreci açıklamaktadır. Hakkında bilgi edineceksiniz ...