Bir makine metal bükmede yüksek hassasiyet ve verimliliğe nasıl ulaşır? Elektro-Hidrolik Servo Abkant Presin arkasındaki sırları keşfedin. Bu makale, bu gelişmiş makinenin karmaşık mekaniğini, kurulum prosedürlerini ve operasyonel yönergelerini inceleyerek performans ve güvenliği en üst düzeye çıkarmak için gerekli bilgileri sağlar. Çeşitli endüstriyel uygulamalarda optimum çalışmayı sağlamak için bu ekipmanın bakımının nasıl yapılacağını ve sorunlarının nasıl giderileceğini öğrenin.
Elektro-Hidrolik Servo Nümerik Kontrollü Abkant Pres, sac metal bükmede yüksek verimliliği ve hassasiyeti ile bilinir.
Alt kalıp üzerindeki V oluğunun boyutu sacın kalınlığına göre ayarlanmalıdır. Tipik olarak sac kalınlığının 8 katından daha büyüktür.
Farklı tipte üst ve alt kalıplar kullanılarak çok çeşitli iş parçaları bükülebilir.
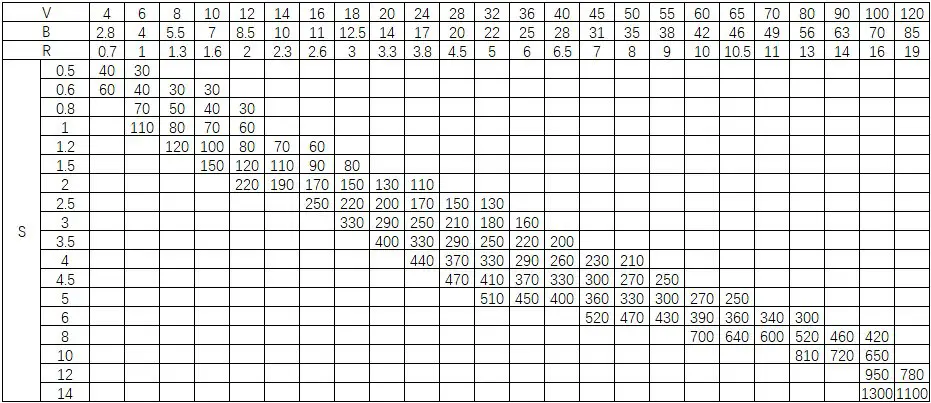
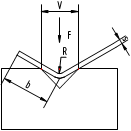
İstenilen için bükme kuvvetiPres fren makinesinin gövdesindeki Sac Bükme Tablosuna bakın veya hesaplamak için bükme formülünü kullanın.
Kaydırıcının bir geçişi sacda bir bükülmeye neden olur ve karmaşık şekiller iş parçasını birden fazla kez bükerek elde edilebilir.
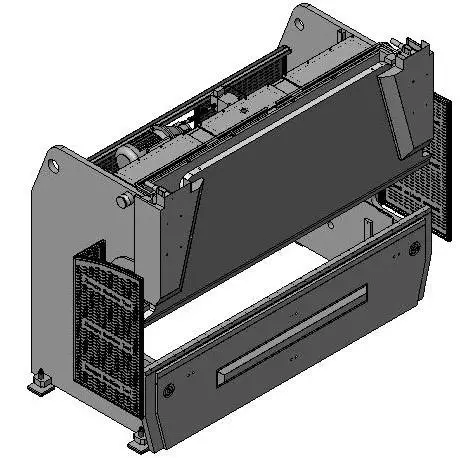
Bu Hidrolik Abkant Pres gerekli mukavemet ve sağlamlığı sağlayan çelik plakalarla inşa edilmiştir.
Hidrolik tahriki, sac kalınlığındaki değişiklikler veya yanlış alt kalıp seçiminde bile makinenin ciddi aşırı yük kazaları yaşamasını önler.
Ayrıca bu abkant pres, çalışma sırasındaki stabilitesi, kullanım kolaylığı ve güvenilir güvenlik özellikleriyle bilinir.
Üst kalıba bağlantı, bükme sırasında çalışma tablası ve kaydırıcıdaki herhangi bir sapmayı telafi eden ve yüksek hassasiyet sağlayan bir dengeleme cihazı içerir.
Hidrolik elektrik kontrolü ve ayarlanabilir kaydırıcı hareketleri ile donatılmıştır, bu da deneme ve ayarlama amaçları için uygun hale getirir.
Bu basın fren makinesi teknoloji açısından gelişmiş ve performans açısından güvenilir olması onu ideal bir şekillendirme aracı haline getirmektedir.
Yüksek üretim verimliliği nedeniyle uçak, otomobil, gemi yapımı ve makine endüstrilerinde yaygın olarak kullanılmaktadır.
Kaldırma ve Kurulum
Kaldırma
Yüksek ağırlık merkezi nedeniyle bükme freni önde ağır, arkada hafiftir. Bu nedenle, makinenin dengesini sağlamak ve devrilmesini önlemek için dikkatli olunmalıdır.
Tutarlılığı korumak için ipek halatlar dar bir geliş açısında kullanılmalıdır.
Şekil 1
Şekil 2
Temizleyin
Çalıştırmadan önce hidrolik pres fren, aşağıdaki hareketli parçalar üzerindeki pas koruma yağından kurtulmalısınız.
-Piston direğinin yüzeyi
-Sürgü raster kılavuz rayının yüzeyi
-Kılavuz rayın yüzeyi, eksen, fırın mastarı üzerinde destek
-Sürgü kılavuz rayının yüzeyi
-Çalışma masası ve kalıp seti yüzeyi
Not: Temizlemek için benzin ve kömür yağı kullanımına izin verin, çözücü yıkama kullanımını yasaklayın.
Tesviye
Not: Hassas ayarlamalar yapmadan önce makine düz bir yüzeye yerleştirilmelidir. Devam etmeden önce elektrikli bileşenler de dahil olmak üzere makinenin tüm parçalarının doğru şekilde bağlandığından emin olun.
Süreç aşağıdaki gibidir:
Kaydırıcı bloğunu üst ölü noktaya yerleştirin.
Sürgü bloklarının her iki tarafına bir gradienter (±0,05 mm/m hassasiyetinde) yerleştirin.
Dikey seviyeyi ayarlayın.
Çalışma masasının ortasına bir gradienter (±0,05 mm/m hassasiyet) yerleştirerek yatay seviyeyi ayarlayın.
Ve tüm bu süreçte alt vida iyi bağlanmalıdır.
Not: 30-50 saat kullandıktan sonra seviye kontrol edilmeli ve tekrar ayarlanmalıdır.
Elektrik bağlantıları
Ana şalteri bağladıktan sonra (güç fazları: R, S, T, PE), kısa bir test çalıştırması yaparak hidrolik pompanın yönünü kontrol edin. Yönlendirme yanlışsa, derhal gücü kapatın ve iki faz hattını değiştirin (hidrolik pompanın yön okuna bakın).
Kablo girişi elektrik kutusunun alt kısmına yerleştirilebilir.
Not:
(1) Voltajların tutarlı olduğundan emin olun.
(2) Makinenin elektrik bağlantısını eğitimli bir elektrikçinin veya kılavuz hakkında bilgi sahibi birinin yapması önerilir.
Çalışma teorisi
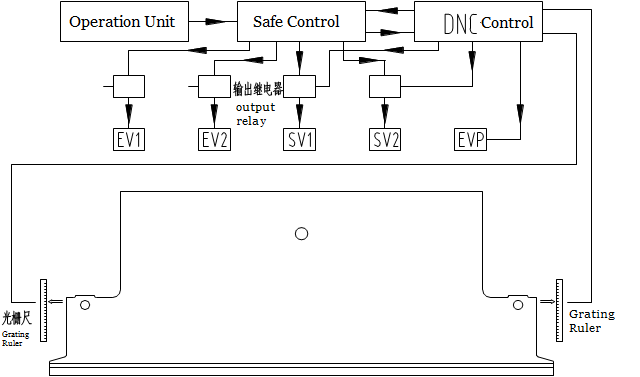
Elektro-Hidrolik Servo Pres Fren, sayısal teknoloji, servo ve hidrolik sistemleri entegre eder. Kontrol valfinin hareketi, makinenin her iki tarafındaki rasterler tarafından alınan hareket ölçümü ile üst kirişin periyodik olarak yukarı ve aşağı hareket etmesine neden olur.
DNC, sol ve sağ yağ silindirlerindeki iki valfin açılıp kapanmasını kontrol eder. Gerekirse servo, yağ silindirindeki akışı yeniden tahsis ederek üst çapraz kirişin dikey olarak hareket etmesine neden olabilir. Hareket ölçümü yeni darbe sayısı ile belirlenir. (Şekil 3)
Şekil 3
DNC kontrolöründen gelen sinyal servo valfe iletilir, servo valf sinyali hidrolik basınç sinyaline dönüştürür ve valfin hareketini kontrol eder. Hidrolik sistemdeki her silindir, servo valf ve doldurma valfini içeren kendi bağımsız kontrol döngüsüne sahiptir.
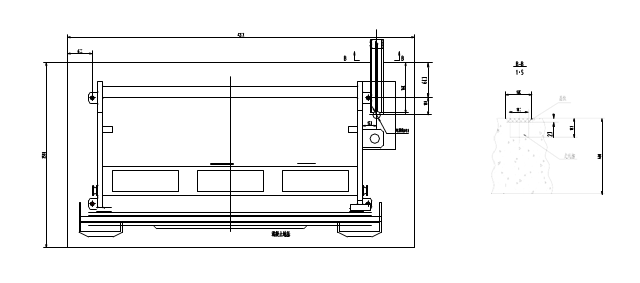
Çalışma masasının yüzeyi(ve arka dayamanın en alt noktası)
Çalışma tezgahının yüzeyi ile arka dayamanın en alt noktası arasındaki mesafe
Z1 arka göstergenin solu
〔soldan sağa〕
Makine gövdesinin solunda
Makine gövdesinin en sol tarafı ile arka dayamanın sol ucu arasındaki mesafe
Z2 arka göstergenin sağı
〔sağdan sola〕
Makine gövdesinin solunda
Makine gövdesinin en sol tarafı ile arka dayamanın sol ucu arasındaki mesafe
Not:
(1) Eksenleri programlamak için DNC kılavuzundaki talimatları izleyin.
(2) Tablodaki "sol" ve "sağ" terimleri, makineye bakarken makinenin ön tarafını ifade eder.
Uyarı:
(1) Operatör arka dayamanın konumu konusunda dikkatli olmalıdır. Kalıp alanına doğru hareket ederse, makinede hasara neden olabilir.
(2) Z eksenini manuel olarak ayarlarken, bunu yalnızca makinenin arkasından yapın.
(3) Alt kalıba çarpmamak için arka dayamayı ayarlarken dikkatli olun.
Arka dayama, makinenin bir tarafından diğer tarafına uzanan, düz hat kılavuzları ve bilyalı rulman kılavuz vidaları ile desteklenen bir kirişten oluşur. Arka dayama için kılavuzlar makine gövdesinin her iki tarafında yer alır ve hareket için geniş bir alan bırakır. X ekseni, DNC kontrolü aracılığıyla arka dayamanın hareketini kontrol eder ve bir servo motor tarafından tahrik edilir.
Abkant pres hidrolik parçaları
Hidrolik basınç yağ kutusu
Hidrolik basınçlı yağ tankı makinenin gövdesinin içine kaynaklanmıştır. Giriş tankın içinde yer alırken, motor, yağ pompası, yüksek basınç valfi, kontrol valfi ve elektronik sistem dışarıda yer alır. Filtreleme çekirdeği ve valf kaidesi üst kısma yerleştirilmiştir ve yağ boşaltma vidası tankın alt kısmında bulunur.
Elektrik motoru
3 fazlı dört dereceli motor
Yağ pompası
Yüksek basınçlı dişli pompa ve ana motor esnek bir kaplin mili ile bağlanmıştır.
İnhaler
Filtreleme seviyesi 10μm ve maksimum basınç 400 bar'dır. Filtre tıkanırsa veya yağın değiştirilmesi gerekirse, filtre değiştirilmelidir.
Senkro servo valf
Servo valf, yağ silindirinin üstüne monte edilmiştir. Akışı DNC sayısal kontrol sistemi ve servo amplifikatör tarafından düzenlenerek kaydırıcı bloğun hızının tüm hareket aralığı boyunca kontrol edilmesini sağlar. Konum ve kontrol şekli aşağıdaki gibidir:
Hızlı hareket
Bükme hızı
Alt ölü nokta
Dönüş yolculuğu
Üst ölü nokta
Doldurma vanası
Servo valf yağ silindirinin üstünde bulunur. Kaydırıcı hızlı hareket ettiğinde, yağ doldurma valfi aracılığıyla yağ kutusundan silindire yağ akar. Valf, hareket sırasında kapalıdır. bükme süreci.
Basınç valfi
Basınç valfi servo valfin içindedir, ayarlanabilir dönüş hareketleri sırasında geri basınç.
Koruma
Aşırı hareket koruması DNC tarafından kontrol edilir. Başlangıçta DNC, yağ basıncı kaçak kontrolü olarak da bilinen aşırı hareket için yağ yolunun zamanını ve basıncını kontrol eder.
NC sistem parametreleri
Not:
İlk olarak, makine takımını sipariş etmeden önce, operasyonel güvenliği sağlamak için tüm parametreler üretici tarafından belirlenmelidir.
2. Takım tezgahı parametrelerindeki değişiklikler ancak üreticinin onayı alındıktan sonra yapılabilir.
3. 2. gereklilik karşılanmazsa ve takım tezgahı parametrelerinde değişiklik yapılırsa, ekipman kazalarına neden olabilir.
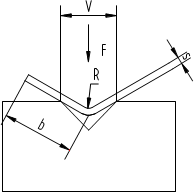
Alt kalıp seçimi (Bkz. Resim 4)
Şekil 4 Alt kalıbın kroki haritası
F: Malzeme gerilme mukavemeti 400 N/mm olduğunda metre başına gerekli eğilme kuvveti (KN/m).
Malzeme çekme dayanımı 800N/mm ise, metre başına gerekli eğilme kuvveti (KN/m) iki katına çıkar. S: Plaka kalınlığı (mm)
S: Plaka kalınlığı (mm)
B: Minimum bükme genişliği (mm)
V: Alt kalıp açıklığının genişliği (mm) R: Bükme yarı çapı (mm)
V: V alt kalıp genişliği, malzeme kalınlığı S'ye göre belirlenmelidir ve genel formül şöyledir: S<3mm V=(6~8) ×S
S<3mm V=(6~8) ×S
S>3mm V=(8~12) ×S
Sadece minimum bükülme genişliğini değiştirerek ve bükme açısı alt kalıbın sınırının genel boyutu bilimsel olarak belirlenebilir.
S
V
F
R
B
0.5
-
-
-
-
-
-
-
-
-8
-28
-1
-4
1
8
110
1
4
8
80
1.2
5
10
70
1.5
6
1.2
8
120
1.2
5
10
100
1.5
6
12
80
1.8
7
1.5
10
150
1.5
6
12
130
1.8
7
16
90
2.4
9.5
2
12
220
1.8
7
18
170
2.4
9.5
20
130
3
12
2.5
18
250
2.5
9.5
20
210
3
12
24
130
3.6
15
3
20
300
3
12
24
250
3.6
15
32
190
4.8
20
4
24
440
3.6
15
32
340
4.8
20
40
270
6
25
5
32
550
4.8
20
40
420
6
25
50
320
7.5
32
6
40
600
6.5
25
50
480
8
32
60
400
9.5
38
8
50
880
8
32
60
720
10
38
80
530
12.5
51
10
60
1100
10
38
80
850
13
51
100
570
16
62
12
80
1200
13
51
100
960
16
62
120
800
19
73
14
100
1310
15
62
120
1090
18
73
140
980
21
85
15
100
1500
15
62
120
1250
18
73
140
1070
21
85
16
120
1420
18
68
140
1230
21
79
160
1070
24
90
18
140
1545
21
87
160
1350
24
100
180
1200
27
112
20
140
1900
25
85
180
1700
28
98
200
1350
38
121
25
180
2550
28
100
200
2100
38
121
250
1700
41
131
30
200
3000
38
125
250
2550
41
131
300
2100
53
143
Bükme işlemi sırasında, bükme kuvveti çalışma tezgahı yüzeyinde yoğunlaşır ve aynı zamanda takım üzerine etki eder. Bu nedenle, takımın taşıyabileceği yük kapasitesini aşmamalıdır.
Örneğin:
S=2mm F=150KN (15t/m)
F=150KN (15t/m)
B min=10mm R=2mm
R=2mm
Alt kalıbı seçerken seçenekler V12, V16 ve V20'dir. V16'yı seçerken plakanın kalınlığını göz önünde bulundurmak en iyisidir.
F=170KN (17t/m)
B min=9,5 mm
R=2,4 mm
Nispeten, yarıçap çok önemli değildir ve bükme genişliği (b) minimum bükme yarıçapından daha büyük olduğunda, farklı kalınlıktaki plakalar aynı alt kalıpla işlenebilir.
V16 S= 1.5mmm, 2mm, 2.5mm
Not: Eğer bu bir kalıplama aleti ise, bükme kuvveti iki veya üç kat daha fazla olmalıdır.
Üst kalıp seçimi de bükme kuvvetine göre yapılmalı ve yük kapasitesi aşılmamalıdır. Ayrıca, müşteriler özel takımlar seçebilirler, ancak standart takımlara kıyasla farklı yük kapasitesinin farkında olmalıdırlar.
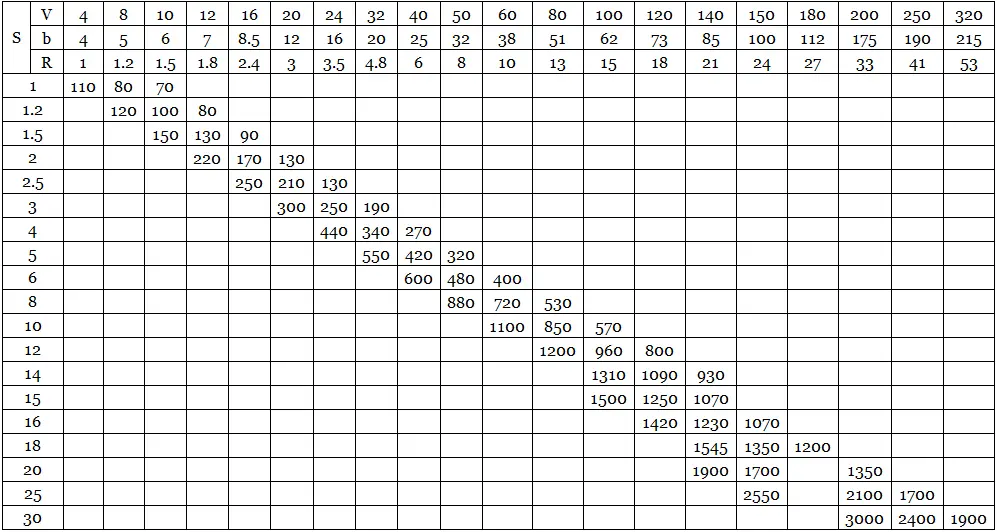
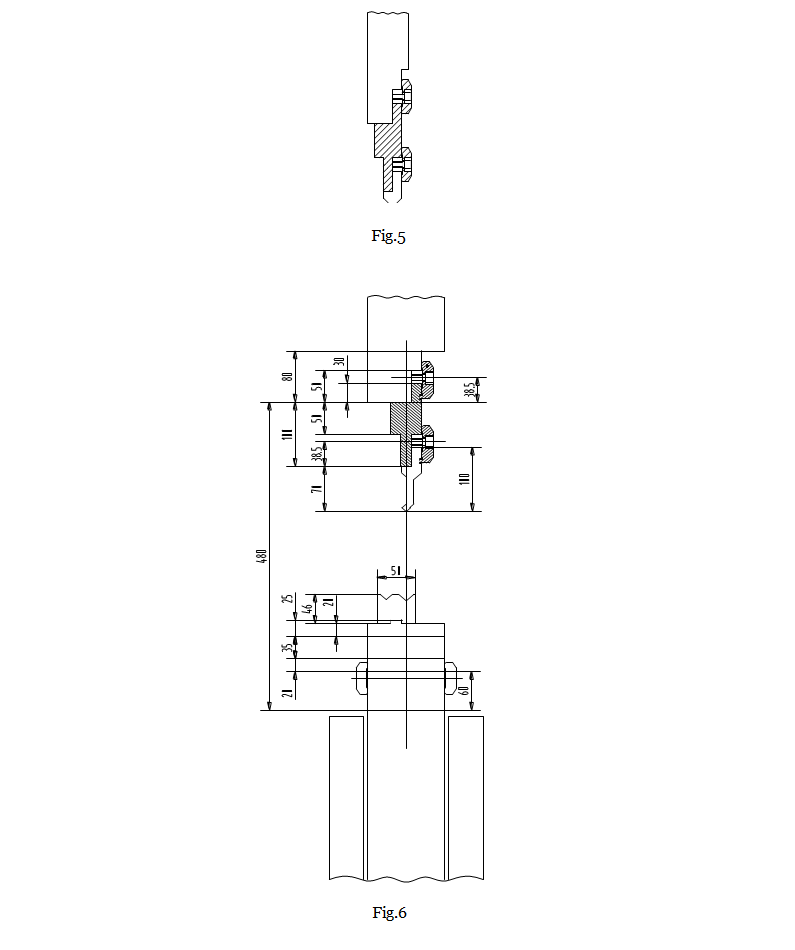
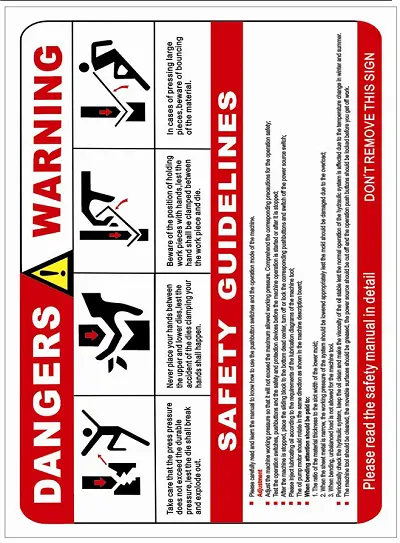
Not: Operatör, Şekil 5 ve 6'da gösterildiği gibi makinenin tehlikeli alanlarında güvenlik ilkelerine uymalıdır.
A. Aletlerin içinden geçmek yasaktır.
B. Kazaları önlemek için, üst ve alt kalıpları takmadan önce, başlatma düğmesi ikinci kontrol konumuna ayarlanmalı ve NC sürüş düğmesi "eksen durdurma" olarak ayarlanmalıdır.
Alt kalıbı takın ve ayarlayın Klempleme Cıvatalar.
Kaydırıcı bloğu, alt kalıp ile arasındaki mesafe yaklaşık olarak plaka kalınlığına gelene kadar yavaşça hareket ettirin.
Üst kalıbı ve üst kalıp kaidesini sabitleyin ve sürgü bloğunun üzerine yerleştirin. Ardından, sıkıştırma cıvatalarını hafifçe sıkın veya sıkıştırma kısmını kapatın.
Kalıbı hizalamak için az miktarda kuvvet uygulayın. Üst ve alt kalıbın merkezleri düz bir çizgide olmalıdır. Kalıbın bir kenarı tamamen bağlandıktan sonra sıkıştırma kısmını sıkın.
Sac metal malzemesi
Aşağıdaki tablo sadece referans içindir. Herhangi bir sorunuz varsa, lütfen işleme materyaline başvurun.
Tip
Çekme mukavemeti Kg/mm2
Alüminyum
Yumuşak sertlik
10.5
Orta halli
13.3
Yüksek
19.6
Pirinç
Yumuşak
32.9
Mennir yüksek mukavemetli korozyona dayanıklı konstantan
Orta halli
42
Yüksek
59.5
Bakır
Haddelenmiş
25.9
Krom Plaka Alüminyum
Yumuşak
24.5
Isıl işlem
38.5
Demir
Ferforje demir
35
Çelik
0.25%c
46.9
0,5%c
66.5
0,75%c
80.5
1.0%c
91
1.2%c
105
1# Hacim çelik
52.5
Paslanmaz çelik 18-8
66.5
Başlangıç
İmkansız hatalar ve çözüm yöntemleri
Not:
Başlamadan önce, herhangi bir zarara neden olmayacağından emin olun.
Makine aleti, tüm koruyucu önlemler ve güvenlik cihazları yerinde olacak şekilde güvenli ve çalışmaya uygun bir durumda olmalıdır.
Tehlikeli işlemlerden kaçının ve güvenlik önlemlerine uyun.
Bir arıza meydana gelirse, makineyi derhal durdurun ve sorunu giderin.
Arıza çözümü kalifiye bir teknisyen veya uzman gözetiminde gerçekleştirilmelidir.
Makinenin dış yüzeyini düzenli olarak hasar veya arızalara karşı kontrol edin ve gerekirse durdurun.
Operatör kullanım kılavuzunu iyice okumalıdır.
Sorun Giderme
Başarısızlık
Nedenler
Pres motoru hızlı hareket edemiyor
Kılavuz ray hareket çıkıntısı, değişim valfi EV1/2 hasarlı, kontrol valfi SV1/2 hasarlı
Pres motoru basınç üretemiyor
Değişim EV1/2 çalışmadı, dolum vanası V5/6 açıldı, basınç ayarı hasarlı, pompa aşınması ve yıpranması
Pres motoru durma konumunda 5-10 saniye durur ve ardından yavaş hareket eder
EV5/6 valfinde dolum kapalı, yağ silindirinde yağ konumu çok düşük
Pres kafası önce hafifçe geriye hareket eder, ardından yavaşça başlar
Tek valf V11/V12 açıldı, ayar parametreleri yanlış
Bükülme doğru değil
Kontrol vanası arızası, temel ayar yanlış, dönüştürücü iyi ayarlanmıyor veya dönüştürücü hasarlı.
Pres kafası geri gidemiyor, pres kafası yavaşça geri gidiyor
Kontrol valfi SV1/2 hasarlı, değişim valfi Ev1/2 yanıt vermiyor, dolum valfi kapanma konumunda sıkışmış, tek valf EV9/8 kapanma konumunda, basınç ayar valfi EVP hasarlı, yanlış parametre ayarı, kılavuz ray hareket aralığı, strok basıncı çok düşük.
Pres kafası yüksek konumda durur, 2-3 mm'ye kadar geri gider, yavaşça aşağı hareket eder ve hız 2 mm / dakikayı geçmez
Tek yönlü V7/8 açıldı, EV1/2 sızıntısını veya tapasını değiştirin
Not: Olası arızaları gidermek ve denetim ve bakım prosedürlerine uymak için kalifiye bir kişi gereklidir. Garanti süresi boyunca bakım personelini bilgilendirin. Arıza yanlış kullanımdan kaynaklanıyorsa, bakım personeli sorumlu tutulmayacaktır.
Abkant pres makinesinin bakımı
Not:
Makine çalışmadan önce, takımın kontrol programıyla eşleşmesi önemlidir
Çalıştıktan sonra makineyi durdurun
Durmanın iki yolu var:
Alt ölü noktanın ortasında durdu
-Kaydırıcı bloğu alt ölü noktanın ortasına getirin
-Ana motor anahtarını kapatın
-İşlem seçim anahtarını "0" olarak ayarlayın
-Ana şalteri "0 "a ayarlayın
Durdurmak için aynı yükseklikte iki ahşap kullanın (Bakım süresi için kullanın)
-İki tahta parçasını çalışma masasının üzerine yerleştirin
Makine durduktan sonra, kaydırıcı bloğu ahşabı hafifçe birleştirene kadar manuel olarak aşağı hareket ettirin.
-Ana motoru kapatın
-İşlem seçim anahtarını "0" olarak değiştirin
-Ana şalteri "0 "a ayarlayın
Acil durdurma düğmesini kullanın
Bu düğme etkinleştirildiğinde, tüm eksenler duracak ve pompa kapanacak, ancak kontrol sistemi aktif kalacaktır. Makineyi yeniden başlatmak için:
-Acil durum düğmesini bırakın
-Yeşil "ana motor çalıştırma" düğmesine basın. Makine takımını yeniden başlatmaya gerek yoktur.
Kaydırıcı bloğunu düzeltin
Bir durma durumunda, kaydırıcı bloğun bir tarafı eğik veya seviye konumundan daha düşükse, manuel olarak ayarlanabilir, ancak makine kapatılmalı ve normal koşullar altında yeniden başlatılmalıdır.
Not: Kaydırıcı bloğu düzeltilemiyorsa veya konumlandırma işlevi tekrar tekrar başarısız oluyorsa, bu durum kontrol sisteminde veya hidrolik sistemde bir arıza olduğunu gösterebilir.
Bakım Talebi
Bakım ve testten sorumlu kişi kullanım kılavuzunu iyice okumalı ve yeterli deneyime sahip olmalıdır.
Bu makinenin üreticisine bir kontrol yaptırmanız tavsiye edilir.
Makine operatörü, olası sızıntılar veya gevşek parçalar için günlük bir inceleme yapmalıdır.
Kullanıcı bir arızayı çözemezse, derhal üreticiye haber vermelidir.
Makine parçalarının bakım talimatı.
Haftalık Bakım Kontrol Listesi:
Kızak yağlama
Arka dayama yağlaması
Tahrik kayışının sıkılığının kontrolü
Paralel hizalamanın doğrulanması
İndeks plakasının temizlenmesi
Tahrik bileşenlerinin kontrolü
Küf temizliği ve hasar tespiti.
Hidrolik sistemin bakım talimatı
Hidrolik Yağ Dolumu:
Sürgü bloğu en üstteyken yağ seviyesini her gün kontrol edin. Yağ seviyesi göstergesini gözlemleyin ve gerekirse yeniden doldurun.
Yağ seviyesi yağ deposunun kapasitesinin 10%'sini aşarsa, yağ deposunun kapasitesine ve hidrolik pompanın frekansına bağlı olarak hesaplanan bir süre boyunca hidrolik yağın tek yönde dolaşmasına izin verin.
Kaydırıcı blok üst ölü noktaya geldiğinde, yağ seviyesi göstergesinin ortasına kadar yağ ekleyin (yağ deposunun arkasından görülebilir).
T = V /Q*5
T--Dolaşım süresi (dakika)
V--Yağ kutusu küpü (litre)
S-- Yağ pompasının sirkülasyon frekansı
Yüksek güçlü filtre
Filtre Çekirdeği Değiştirme Programı:
Filtre çekirdeğini 200 saatlik çalışmadan sonra ve ardından her 6 ayda bir veya 1000 saatlik çalışmadan sonra veya sarı "filtreyi değiştirin" gösterge ışığı yandığında değiştirin.
Filtre 10 mikron değerinde olmalıdır. Çekirdeği değiştirdikten sonra, yukarıda açıklandığı gibi yağın en az bir saat boyunca dolaşmasına izin verin.
Not: Sarı "filtreyi değiştir" gösterge ışığı yanarsa, çekirdek 8 saatlik çalışma süresi içinde değiştirilmelidir.
Arka gösterge
Gerekirse, makinedeki tüm eksenlerin sıfır konumu (arka dayama konumlandırıcısı olmadan) haftalık olarak kontrol edilmeli veya DNC'den telafi alınmalıdır.
Makine fonksiyonunun incelenmesi
Düzenli Denetim Maddeleri:
Taşıyıcı ölçüm sistemi denetimi
Makine ayarı bileşen denetimi
Vida bağlantısı ve ray denetimi
Dönüştürücü sinyal aktarım denetimi
Kaydırıcı blok sıkma bileşeni kontrolü
Arka gösterge tahrik bileşeni denetimi
Arka dayama sıkma bileşeni denetimi
Kalıp ayar denetimi
Farklı bükme plakalarının kalınlığının incelenmesi.
Çek valflerin muayenesi
Valf Kontrol Programı:
V7, V8, V9 ve V10 valfleri her altı ayda bir aşağıdaki prosedürler kullanılarak kontrol edilmelidir:
Kaydırıcı bloğu üst ölü noktaya taşıyın
EV1 ve EV2 tek yönlü pimlerinin bağlantısını kesin
İki manuel kontrol anahtarını çalıştırın
Çek valf, yağ silindirinin altından servo valf aracılığıyla yağ deposuna yağ akmasını önlemelidir (sürgü bloğu üst ölü noktada olacak şekilde)
Kaydırıcı aşağı doğru hareket ederse, valf değişimi için üreticiye başvurun.
Kaydırıcı bloğu üst ölü noktaya taşıyın
Anahtarı kapatın
EV1 ve EV2 tek yönlü valfleri uç kapaktaki pim aracılığıyla çalıştırın
Kaydırıcı blok yaklaşık 10 mm/s hızla hareket etmelidir
Sürgü bloğu hızlı bir şekilde aşağı doğru hareket ederse, ilgili valfi değiştirin
Not: Yukarıda belirtilen çek valfler güvenlik sisteminin bir parçasıdır. Hasar görmüş olabilecek valfleri değiştirmeden önce makine takımını çalıştırmayın.
Basınç Ayar Valfi Kontrolü:
Mekanik basınç ayar vanasının emniyet conta halkası her yıl kontrol edilmelidir.
Not: Yukarıdaki ayarlama yapılamazsa, garanti süresi boyunca kalite sorunları için herhangi bir tazminat talebi geçersiz olacaktır.
Yağın değiştirilmesi
Hidrolik Yağ Değiştirme Programı:
Hidrolik yağını her üç yılda bir veya 6000 saatlik çalışmadan sonra değiştirin.
Sürgü bloğunu üst ölü noktaya taşıyın ve yerine sabitleyin.
Hidrolik yağı boşaltmak için vidayı ayarlayın.
Yeni hidrolik yağını, sürgü bloğu üst ölü noktada olacak şekilde orta seviyeye kadar doldurun.
Makineyi yeniden çalıştırmadan önce, hidrolik yağın yaklaşık bir saat boyunca dolaşmasına izin verin.
Sirkülasyondan sonra 10 mikronluk bir filtre çekirdeği yerleştirin.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
CNC abkant presinizde tutarsız bükümlerle mi mücadele ediyorsunuz? Bu makale, mükemmel senkronizasyon ve hassasiyet için gereken kritik ayarlamaları açıklamaktadır. Elektro-hidrolik servo sisteminde ince ayar yapmaktan...
Bir abkant presin metali nasıl bu kadar hassas bir şekilde şekillendirdiğini hiç merak ettiniz mi? Bu makale, abkant presin büyüleyici parçalarını ve işlevlerini ortaya çıkarıyor ve size önemli rolünü gösteriyor...
Düz bir metal levhanın nasıl karmaşık bir şekle dönüştürüldüğünü hiç merak ettiniz mi? Abkant presler üretim dünyasının isimsiz kahramanlarıdır, metali büker ve şekillendirir...
Bir abkant presin hidrolik sisteminin nasıl çalıştığını hiç merak ettiniz mi? Bu makalede, bu temel bileşenin inceliklerini derinlemesine inceleyeceğiz. Uzman makine mühendisimiz size yol gösterecek...
Tüm mekanik ve mühendislik meraklılarının dikkatine! Bir abkant pres makinesini çalıştırmanın inceliklerini hiç merak ettiniz mi? Bu blog yazısında, abkant makinelerinin dünyasına...
Elektrikli ve hidrolik abkant pres arasında seçim yapmak iş verimliliğinizi ve maliyetlerinizi önemli ölçüde etkileyebilir. Elektrikli abkant presler üstün enerji tasarrufu, çevresel faydalar ve daha yüksek çalışma hızları sunarken...
Doğru hidrolik abkant presin seçilmesi, mevcut seçeneklerin çeşitliliği nedeniyle zor olabilir. NC ve CNC modelleri arasındaki farkları anlamak çok önemlidir. Bu kılavuz önemli noktaları açıklamaktadır...
Bir abkant satın aldığınızı ve ihtiyaçlarınızı karşılamadığını fark ettiğinizi düşünün - pahalı bir hata! Bu kılavuz, abkant pres satın alırken göz önünde bulundurulması gereken kritik ilkeleri ve faktörleri açıklamaktadır. itibaren...
Metali hassasiyet ve verimlilikle şekillendiren, ham sacları karmaşık bileşenlere dönüştüren bir makine hayal edin. Bu makale, metal işlemede hayati bir araç olan abkant presleri incelemekte ve nasıl...











{kind=link}
{kind=link}
{kind=link}