FANUC CNC Torna Komutları (G/M Kodu): Eksiksiz Bir Kılavuz
Bu blog yazısında, deneyimli bir makine mühendisi Fanuc CNC torna komutlarında uzmanlaşmak için içeriden ipuçları ve teknikler paylaşıyor. CNC programlama becerilerinizi nasıl optimize edeceğinizi, üretkenliği nasıl artıracağınızı ve işleme projelerinizi nasıl bir üst seviyeye taşıyacağınızı keşfedin.
X (U) ve Z (W) değerleri, iş parçası koordinat sistemi içinde bitişik AD ve DE çizgileri arasındaki varsayımsal kesişme noktasının koordinatlarını temsil eder; burada X ve Z mutlak koordinat değerleridir ve U ve W artımlı koordinat değerleridir. C değeri, pah kırma başlangıç noktasına göre mesafeyi belirtir. R değeri, köşe yayının yarıçapını belirtir.
G02: Saat Yönünde Yay Enterpolasyonu
G02X__Z__R__F__ G02X__Z__ I__K__ F__
R yayın yarıçapını temsil eder. Yayın merkezi açısı 0° ile 180° arasında olduğunda, R pozitif bir değer alır; 180° ile 360° arasındaki bir merkezi açı için, R negatif bir değer alır. I ve K, yayın başlangıç noktasından X ve Z eksenlerine göre yayın merkezinin artan koordinatlarını gösterir, yani merkezin koordinatları başlangıç noktası koordinatlarından çıkarılır (I, yarıçap değeri ile temsil edilir). I ve K sıfır olduğunda ihmal edilebilirler.
G03: Saat Yönünün Tersine Yay Enterpolasyonu
G03 X__Z__R__F__ G03X__Z__ I__K__ F__
G02 ile aynıdır.
G04: Duraklat
G04 X1.5; veya G04 P1500; P ondalık noktası olmadan.
G07.1 (G107): Silindirik Enterpolasyon
G07.1IPr (Yürürlük); G07.1IP0 (İptal);
G10▲: Programlanabilir Veri Girişi
G10 P __X__ Z__R__ Q__
G11: Programlanabilir Veri Girişinin İptali
G12.1 (G112): Kutupsal Koordinat Talimatı
G13.1▲: Kutupsal Koordinatların İptali
G17: XY Düzleminin Seçimi
G18▲: XZ Düzleminin Seçimi
G19: YZ Düzleminin Seçimi
G20: İnç Girişi
G21: Milimetre Girişi
G22: Saklanan Vuruş Algılamayı Etkinleştir
G23: Saklanan Vuruş Algılamayı Devre Dışı Bırak
G27: Referans Noktası Dönüş Kontrolü
G27 X(U) Z(W)
Takım, G00 komutu kullanılarak programda belirtilen X, Z koordinatlarına geri dönüp dönmediği açısından kontrol edilir. Dönüş doğruysa gösterge ışığı yanar. Ancak, tutarsızlıklar makine takımında sistem alarmlarına neden olur.
G28: Referans Noktasına Otomatik Dönüş
G28 X(U) Z(W); X ve Z geri dönüş işlemi sırasında geçilen noktalardır.
G29: Referans noktasına geri dönün
G29 X(U) Z(W)
Referans noktasından, orta noktadan belirtilen X ve Z konumlarına geçerken, orta nokta G28 tarafından belirlenen noktadır, dolayısıyla bu komut yalnızca G28'den sonra görünebilir.
G30: Ayar noktasına geri dönüş
G30 P2/P3/P4 X Z
P2, P3, P4 sırasıyla 2., 3. ve 4. referans noktalarını temsil ederken, X ve Z ara noktalardır.
Anlamı: Alet, 2., 3. ve 4. referans noktalarının konumlarına ulaşmak için ara noktalardan geçer.
G31: Atlama fonksiyonu
G32: Eşit adımlı diş açma
G32X(U)_Z(W)_F_Q_
G32 Z(W) F; (Silindirik dişli)
G32 X(U) F; (Uç yüz dişi)
G32 X(U) Z(W) F; (Konik dişli)
Not:
1. Programlama yaparken, kesme ve kesme segmentleri iplik tornalama programına dahil edilmelidir.
2. Konik dişlerin işlenmesi için, α açısı 45 dereceden küçük veya eşit olduğunda, diş ucu Z ekseni yönünde belirtilir; α açısı 45 dereceden büyük ve 90 dereceden küçük veya eşit olduğunda, diş ucu X ekseni yönünde belirtilir.
3. Q, ondalık nokta olmadan ipliğin başlangıç açısını temsil eder ve birimi 0,001°'dir.
G34: Değişken Hatveli İplik
G34 X(U) Z(W) F K; (Konik dişli)
K, devir başına hatve artışını (pozitif değer) veya azalışını (negatif değer) temsil eder, geri kalanı G32 ile aynıdır.
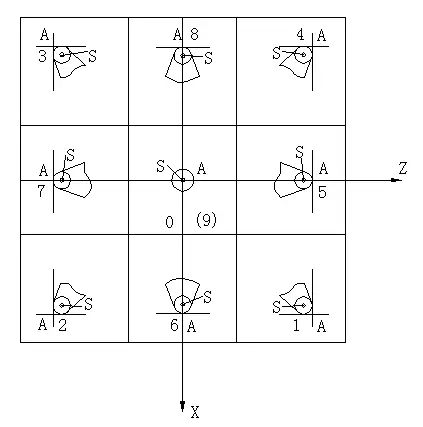
Ön takım tutucu için, dış daire 3 konum numarasıyla G42'dir ve delik delme deliği 2 konum numarasıyla G41'dir. Aşağıdaki şekilde ön takım tutucu için pozisyon numarası gösterilmektedir, arka takım tutucuda pozisyonlar 2 ve 3 ile 1 ve 4 tersine çevrilmiştir, geri kalanlar ise aynı kalmıştır.
G42: Takım ucu yarıçapı için sağ ofset
G50: Koordinat sistemi ayarı veya maksimum hız sınırı
G50 X Z veya G50 S
G50.3: İş parçası koordinat sistemi ön ayarı
G50.2: Poligon dönüş iptali
G51: Poligon dönüşü
G52: Yerel koordinat sistemi
G52 X20 Z20: X\Z değerleri, orijinal iş parçası koordinat sistemi içinde yerel koordinat sistemi orijininin konumunu temsil eder.
G52 X0 Z0 ise: bu, yerel koordinat sistemini iptal ederek orijinal koordinat sistemi orijinini geri yükler.
G53: Takım tezgahı koordinat sisteminin seçimi
İş parçası koordinat sisteminin seçimini kaldırın ve makine takımı koordinat sistemini seçin.
(1) Takım çapı ofseti, takım uzunluğu ofseti ve takım konumu ofseti, G53 komutu atanmadan önce iptal edilmelidir. Aksi takdirde, makine takımı atanan ofset değerlerine göre hareket edecektir.
(2) G53 komutunu çalıştırmadan önce, manuel olarak veya G28 komutunu kullanarak, makine takımını orijine döndürün. Bunun nedeni, makine takımının koordinat sisteminin G53 komutu verilmeden önce ayarlanması gerektiğidir.
G54▲: İş parçası koordinat sistemi seçimi 1
G54; Varsayılan olarak güç açık.
G55-59: İş parçası koordinat sistemlerinin seçimi 2-6
G65: Makro programın modal olmayan çağrısı
Sınıf A, FANUC 0TD sistemini kullanırken Sınıf B, FANUC 0I sistemini kullanır.
Yerel değişkenler #1-#33, paylaşılan değişkenler #100-#149, #500-#549 ve sistem değişkenleri #1000 ve üzeridir.
Makro programları M99 ile biter ve M98 veya "G65 P(program numarası)L(sayı)" ile çağrılabilir.
A Sınıfı programlar için format şöyledir: G65 H(a)P(b)Q(c)R(d), burada a H kodu, b sonuç değişkeni ve c, d iki işlem değişkenidir.
B sınıfı makro program çalıştırma komutu.
Görevlendirme
#i=#j
Zemin fonksiyonu
#i=FUP[#j]
İlave
#i=#j+#k
Doğal logaritma
#i=LN[#j]
Çıkarma
#i=#j-#k
Üstel fonksiyon
#i=EXP[#j]
Çarpma İşlemi
#i=#j*#k
Ya da
#iOR#j
Bölüm
#i=#j/#k
Özel veya
#iXOR#j
Sinüs
#i=SIN[#j]
Ve
#iAND#j
Ters Sinüs
#i=ASIN[#j]
BCD'den BIN'e dönüştürme
#i=BIN[#j]
Kosinüs
#i=CON[#j]
BIN'den BCD'ye dönüştürme
#i=BCD[#j]
Ters Kosinüs
#i=ACON[#j]
Eşittir
EQ
Teğet
#i=TAN[#j]
Eşit değil
NE
Ters Tanjant
#i=ATAN[#j]/[#k]
Daha büyük
GT
Kare Kök
#i=SQRT[#j]
Daha büyük veya eşit
GE
Mutlak Değer
#i=ABS[#j]
Daha az
LT
Yuvarlama
#i=ROUND[#j]
Daha az veya eşit
LE
Tavan
#i=FIX[#j]
Kontrol komutu: GOTO n - Koşulsuz atlama
IF [koşul ifadesi] GOTO n - Koşullu atlama ifadesi
WHILE [koşul ifadesi] DO m (m=1, 2, 3...) - Döngü komutu
...
END m;
G66: Makro Programı Modal Çağırma
G67: Makro Program Modal Çağırma İptali
G70: İç ve Dış Silindirik İnce Tornalama Bileşiği Sabit Çevrim
Programlama Formatı: G70 P(ns) Q(nf)
Nerede?
ns, hassas işleme sürecinin başlangıç program segment numarasını temsil eder;
nf, hassas işleme sürecinin son program segment numarasını belirtir;
Notlar:
(1) G70 komutu bağımsız olarak kullanılamaz; hassas işleme sabit döngüsünü tamamlamak için G71, G72, G73 komutlarıyla birleştirilmelidir, yani iş parçasını G71, G72, G73 komutlarıyla kaba tornaladıktan sonra, kaba işleme tarafından bırakılan payı kaldırarak hassas tornalama sabit döngüsünü belirlemek için G70 kullanılır.
(2) Bu durumda, G71, G72, G73 program segmentlerindeki F, S, T komutları geçersizdir; yalnızca ns~nf program segmentlerindeki F, S, T etkilidir. F, S, T komutları ns~nf program segmentlerinde belirtilmediğinde, kaba tornalama çevriminin F, S, T'si etkilidir.
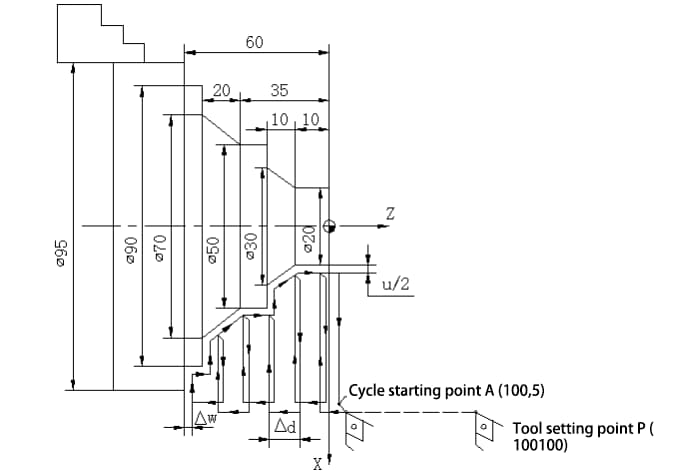
G71: İç ve Dış Silindirik İnce Tornalama Bileşiği Sabit Çevrim
Programlama Formatı: G71U (△d) R(e);
G71 P(ns) Q(nf) U (△u) W(△w) F S T ;
Nerede?
ns: Hassas işleme segmentinin başlangıç program numarasını ifade eder;
nf: Hassas işleme segmentinin son program numarasını ifade eder;
△u: Radyal yönde (X ekseni yönünde) hassas işleme için bırakılan payı temsil eder (çap değeri);
△w: Eksenel yönde (Z ekseni yönü) hassas işleme için bırakılan payı temsil eder;
△d: Zaman başına kesme derinliğini temsil eder (yarıçap değeri);
e, takımın geri çekilmesi sırasında radyal geri çekme miktarıdır
F: Kaba işleme sırasında ilerleme hızını temsil eder; S: Kaba işleme sırasında iş mili hızını temsil eder;
T: Kaba işleme sırasında kullanılan takım numarasını temsil eder:
(1) Yukarıdaki talimat iş parçasının iç kontur işlemesi için kullanıldığında, △u negatif bir değer olmalıdır.
(2) Kaba işleme için G71 kullanıldığında, yalnızca G71 program segmentinde bulunan F, S, T fonksiyonları etkilidir. ns~nf program segmentinde bulunan F, S, T fonksiyonları, belirtilmiş olsalar bile kaba işleme döngüsü için etkisizdir. Takım telafisi gerçekleştirilebilir ve takım ucu yarıçapı telafisi G70'ten önce programlanabilir, genellikle başlangıç noktasına yaklaşan harekete dahil edilir. Örneğin G42G00X55Z2; G70P10Q20; G40G00X100Z50;
(3) Bu komut, Z koordinatında monotonik bir artış veya azalma olduğunda ve X koordinatı da monotonik olarak değiştiğinde uygulanabilir. Ns program segmenti X ekseni boyunca ilerlemeli ve Z değerleri görünmemelidir.
G72: Uç Yüz Kaba Tornalama Kompozit Sabit Çevrim
Programlama formatı: G72W (△d) R(e);
G72 P(ns) Q(nf) U (△u) W(△w) F S T ;
2. d: İşaretsiz Z yönü geri kesme miktarı; diğer parametreler G71 ile aynıdır. Ns program segmenti Z yönünde beslenmelidir ve bir X değeri içeremez. Yukarıdaki komut iş parçasının iç kontur işlemesi için kullanıldığında, △u negatif bir değer olmalıdır.
Örnek: Şekilde gösterildiği gibi, program listesi şöyledir:
O4534;
N10 G50 X100.0 Z100.0;
N20 M03 S1000;
N30 G00 X100.0 Z5.0 M08;
N35 G72W3R0.5
N40 G72 P50 Q120 U0.5 W0.2 D3.0 F300;
N50 G00 Z-60.0;
N60 G01 Z-55.0 F200;
N70 X70.0;
N80 X50.0 Z-35.0;
N90 W15.0;
N100 X30;
N110 X20.0 W10.0;
N120 Z5.0;
N130 G00 X100.0 Z100.0 M09;
N140 M05;
N150 M30;
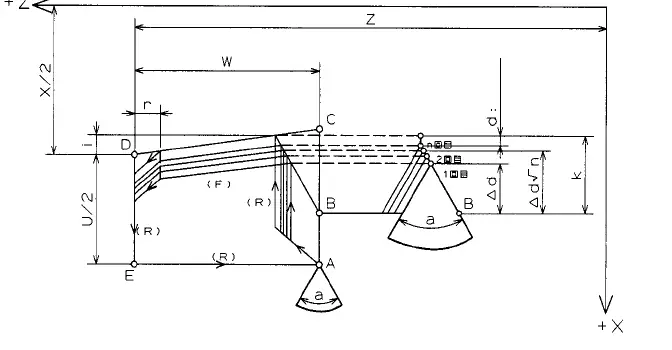
G73: Kontur Çoğaltma Döngüsü
Programlama Formatı: G73 U(△i) W(△k) R (d);
G73 P(ns) Q(nf) U (△u) W(△w) F S T ;
d: Kaba tornalamadaki döngü sayısını temsil eder (katman sayısı);
△i: Kaba tornalama sırasında X ekseni yönünde (takım çekme miktarı) ve doğrultusunda kaldırılacak toplam pay, yarıçap değeri. Yani: ham boyut eksi en küçük iş parçası boyutu bölü 2. Delik negatif bir değerdir.
△k: Kaba tornalama sırasında, Z ekseni yönünde (takım çekme miktarı) ve yönünde kaldırılacak toplam pay; △k genellikle sıfırdır. Geri kalanı G71 komutu ile aynıdır.
m - Hassas işleme tekrarlarının sayısı, 1 ile 99 arasında olabilir, bu modal bir değerdir.
r - Dişin ucundaki pah miktarı (Z yönünde eğik takım çekme mesafesi), diş adımının 0,0 ila 9,9 katıdır, birim 0,1S'dir, 00-99 arasında iki rakamla temsil edilir.
α - Diş ucu açısı (diş diş açısı), aşağıdaki altı seçenekten birini seçebilirsiniz: 80°, 60°, 55°, 30°, 29° ve 0°, iki rakamla belirlenir. Bu modal bir değerdir.
△d min - Kesme sırasında minimum takım geri yeme miktarı, mikrometre cinsinden, ondalıksız bir yarıçap değeri olarak belirtilir.
d - Milimetre cinsinden ondalık yarıçap değerine sahip bir modal değer olarak temsil edilen hassas işleme payı.
i - İpliğin başlangıç ve bitiş noktaları arasındaki yarıçap farkı. i sıfır olduğunda, standart düz iplik kesimini gösterir.
k - Diş derinliği. Dış dişler için k 649,5P olarak hesaplanır, iç dişler için k 541,3P olarak hesaplanır, mikrometre cinsinden ondalıksız bir yarıçap değeri olarak belirtilir.
△d - Mikrometre cinsinden ondalıksız yarıçap değeri olarak belirtilen ilk kesme derinliği.
X, Z - Mutlak değer programlamasında, iş parçası koordinat sistemi altında diş uç noktasının koordinatlarını temsil ederler. Artımlı programlamada, U ve W ile temsil edilen döngü başlangıç noktasına göre kesme uç noktasının artımlı koordinat değerlerini temsil ederler.
L - Milimetre cinsinden diş aralığı.
G90: Silindirik/Konik Yüzey Tek Sabit Çevrim
G90 X(U) Z(W) R F;
R, başlangıç noktasındaki X-koordinatı ile konik yüzey kesiminin bitiş noktasındaki X-koordinatı arasındaki farkın yarısını gösterir. Negatif olabilir, burada negatif düzenli bir koniyi, pozitif ise ters çevrilmiş bir koniyi gösterir. R olmadan silindirik kesim yapılır. Kesme Hızı: G00 - G01 - G01 - G00.
G92: İplik Kesme Çevrimi
G92 X(U) Z(W) F R;
R = (X başlangıç noktası - X bitiş noktası) / 2. R modal değildir ve her cümleye dahil edilmelidir.
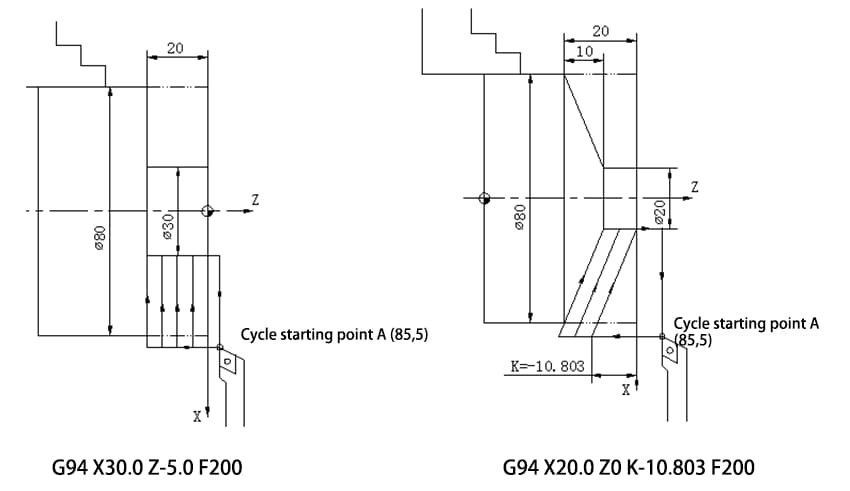
G94: Uç Yüz Kesme Çevrimi
Komut formatı: G94 X(U) Z(W) F;
Konik uç yüzey kesme komut formatı: G94 X(U) Z(W) K F
Burada, X, Z kesme segmenti uç noktasının mutlak koordinat değerini temsil eder;
U, W kesme segmenti bitiş noktasının döngü başlangıç noktasına göre koordinat artış değerini temsil eder; F ilerleme hızını temsil eder. K, kesme segmentinin başlangıç ve bitiş noktaları arasındaki Z koordinat değerlerindeki farkı temsil eder (genellikle negatif bir değerdir), yani K=Z başlangıç noktası - Z bitiş noktası.
G96: Sabit doğrusal hız yürütme
M3S300; İlk hız
G50S1000; Maksimum hız limiti 1000
G96S100; İş mili hızı 100m/dak
…
G97▲: Sabit doğrusal hızın iptali, hız sonlandırma.
G97 S300; Sabit doğrusal hızın iptali, hız 300r/dak
G98: Dakika başına besleme
Birim: mm/dak Örnek: G98 G01 X20 F200
G99▲: Devir başına besleme
Birim: mm/dev Örnek: G99 G01 X20 F0.2;
M00: Tüm eylemler durur.
M01: Program seçimi durdurma
Basmak gerekir: Etkili olması için durdurma tuşunu seçin, M00'e eşdeğerdir;
M02: Programın sonlandırılması
İmleç geri dönmüyor.
M03/M04: Mil ileri (saat yönünde) / geri (saat yönünün tersine)
M03 S300;
M05: İş mili durdurma
M08/09: Soğutma sıvısı açık/kapalı
M30: Program sonlandırması
İmleç program başlangıcına döner.
M98: Alt yordam çağırma
Programlama formatı: M98 PxxxxL ;
veya M98 Pxxxxxxxx ;
M99: Ana programa geri dön
Burada, çağrıdan sonra P adresini takip eden dört rakam alt program numarasını, L adresini takip eden çağrı ise çağrı sürelerini temsil eder. Çağrı süreleri 1 olduğunda, atlanabilir ve izin verilen tekrarlanan çağrı süreleri 999'a kadardır. Sekiz rakam P adresini takip ettiğinde, ilk dört rakam çağrı zamanlarını ve son dört rakam alt program numarasını temsil eder. Çağrı süreleri 1 olduğunda, atlanabilir.
M99 P100; ana program N100 program segmentine geri dönmeyi temsil ediyorsa, alt rutin M99 L2 gerçekleştirirse, ana programın kaç kez talep ettiğine bakılmaksızın alt rutinin iki kez yürütülmeye zorlandığı anlamına gelir.
T××××: Araç komutu
T0101'de ilk iki hane takım numarasını, son iki hane ise takım telafi numarasını gösterir.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Helisel dişlilerin modern teknoloji kullanılarak nasıl hassas bir şekilde üretildiğini hiç merak ettiniz mi? Bu makale, dört eksenli bir CNC makinesi kullanarak helisel dişlileri işlemenin karmaşık sürecini incelemektedir. Kapsar...
Bu makalede, birçok endüstriyel yeniliğin arkasındaki isimsiz kahramanlar olan Japon takım tezgahı üreticilerinin dünyasını keşfedeceğiz. En yeni teknolojilerini, zaman içinde test edilmiş uzmanlıklarını ve çeşitli sektörlere yaptıkları önemli katkıları keşfedin...
CNC makine endüstrisinin devlerini hiç merak ettiniz mi? Bu büyüleyici blog yazısında, CNC üretim dünyasına derinlemesine bir bakış atacak ve bu sektörün devlerini keşfedeceğiz...
Hızla gelişen üretim dünyasında CNC makineleri vazgeçilmez hale gelmiştir. Ancak dikkat çekmek için yarışan çok sayıda üretici varken, en iyisini nasıl seçersiniz? Deneyimli bir makine mühendisi olarak...
Makinelere hayat veren gizli dili keşfedin! Bu büyüleyici blog yazısında, makinelere güç veren temel programlama komutları olan G kodu ve M kodunun büyüleyici dünyasına dalacağız...
Modern fabrikaların bu kadar hassasiyeti ve verimliliği nasıl elde ettiğini hiç merak ettiniz mi? Bu makale, Bilgisayarlı Sayısal Kontrol (CNC) sistemlerinin büyüleyici dünyasını keşfederek üretimde nasıl devrim yarattıklarını ortaya koyuyor. Anahtar noktaları keşfedin...
CNC makinenizin neden sürekli arızalandığını hiç merak ettiniz mi? Çarpışma kazalarından elektrik arızalarına kadar, CNC makineleri çok sayıda operasyonel zorlukla karşı karşıyadır. Bu makale yaygın sorunları incelemekte ve pratik çözümler sunmaktadır...
Dünyamızı şekillendiren makinelerin nasıl üretildiğini hiç merak ettiniz mi? Bu makale, en iyi CNC torna üreticilerini inceleyerek, üstün teknolojilerinin ve küresel etkilerinin ardındaki sırları ortaya çıkarıyor. Keşfedin...
CNC takım tezgahınızın hizalamasının bozuk olduğunu düşünün; sadece küçük bir yanlış hesaplama bile maliyetli hatalara yol açabilir. Bu makale, CNC frezelemede doğru takım hizalaması için gerekli yöntemleri açıklamaktadır...