Kaynak mühendislerinin alanlarındaki en yaygın sorunların üstesinden nasıl geldiklerini hiç merak ettiniz mi? Bu makale, kaynak kusurlarını anlamaktan farklı malzemeler için en iyi tekniklerde ustalaşmaya kadar her kaynak profesyonelinin bilmesi gereken 80 temel SSS'yi kapsamaktadır. Kaynak becerilerinizi geliştirecek ve projelerinizde yüksek kaliteli sonuçlar elde etmenizi sağlayacak pratik çözümleri ve ipuçlarını öğrenmek için bu kapsamlı kılavuzu inceleyin. İster alttan kesmelerle uğraşıyor, ister doğru kaynak yöntemini seçiyor ya da güvenliği sağlıyor olun, bu kaynakta her şey var.
1. Kaynak sırasında oluşan gözeneklerin tehlikeleri nelerdir?
Bir kaynaktaki gözeneklerin varlığı, etkili çalışma bölümünü zayıflatarak kaynağın plastisite, bükülme ve darbe tokluğu gibi mekanik özelliklerinde azalmaya neden olabilir.
Gözeneklerin şiddetli olduğu durumlarda, metal yapı, özellikle su darbesi gibi değişken gerilmelerin olduğu ortamlarda, çalışma sırasında hasar görebilir, mekanik titreşimsıcaklık değişiklikleri vb.
2. Kaynak yüzey boyutunun gerekliliklere uygun olmamasının nedenleri ve önleme yöntemleri nelerdir?
Sebepler: Kaynak parçasının yanlış oluk açısı, düzensiz montaj boşlukları, uygun olmayan kaynak hızı veya yanlış elektrot taşıma yöntemleri ve uygun olmayan elektrot ve açı seçimi veya değişimi aşağıdakilere yol açabilir kaynak sorunlari.
Önleme yöntemi: Bu sorunları önlemek için uygun yiv açısını ve montaj boşluğunu seçmek çok önemlidir.
Ek olarak, doğru seçim kaynak süreci parametreleri, özellikle kaynak akımı değeri ve uygun şerit taşıma yöntemleri ve açılarının benimsenmesi düzgün bir kaynak oluşumu sağlayacaktır.
3. Alttan kesme nedenleri ve önleme yöntemleri nelerdir?
Nedenler: Kaynak işlemi parametrelerinin yanlış seçimi, aşırı kaynak akımı, uzun süreli ark, yanlış şerit taşıma hızı ve elektrot hızı ana nedenlerdir.
Önleme yöntemi: Bunu önlemek için uygun kaynak akımını ve hızını seçmek, aşırı uzun arklardan kaçınmak ve doğru şerit taşıma yöntemine ve açısına hakim olmak önemlidir.
4. İlaç derisinin işlevleri nelerdir?
Kaynak çekirdeğinin yüzeyine bastırılan kaplama tabakasına kaplama denir.
İşlevi:
(1) Kaynak arkının stabilitesini artırın.
(2) Erimiş metali dış havadan koruyun.
(3) Geçiş alaşım elementleri gerekli kaynak özelliklerini elde etmek için eklenir.
(4) Kaynak işlemi performansını ve üretkenliğini artırın.
5. Söndürmenin amacı nedir?
Isıl işlem süreci, çelik parçaların Ac3 veya Ac1'in üzerindeki bir sıcaklığa ısıtılmasını, belirli bir süre korunmasını ve ardından martensit veya beynit elde etmek için uygun bir hızda soğutulmasını içerir. Bu işlem genellikle su verme olarak adlandırılır ve çeliğin sertliğini, mukavemetini ve aşınma direncini artırmak için kullanılır.
6. Çelik tavlamanın amacı nedir?
Kesme ve soğuk deformasyon işlemlerini kolaylaştırmak için çelik sertliği plastisitesini artırırken azaltılması gerekmektedir.
Tahıl çelik boyutu rafine edilmesi ve özelliklerini iyileştirmek veya gelecekteki ısıl işlemlere hazırlamak için yapısal bileşiminin homojenize edilmesi gerekir.
Artık iç stres Deformasyon ve çatlamayı önlemek için çelikteki deformasyonun giderilmesi gerekir.
7. Oluk seçimi için genel prensipler nelerdir?
Uygun iş parçası penetrasyonunu (manuel ark kaynağında genellikle 2 mm-4 mm arasında) sağlayabilir ve kaynak işlemlerini daha kolay hale getirebilir.
Oluk şeklinin işlenmesi kolay olmalıdır.
Kaynak verimliliğini artırabilir ve kaynak çubuklarının kullanımını en aza indirebilir.
Kaynak sonrası iş parçası deformasyonunu en aza indirmeyi amaçlar.
8. CO2 gaz korumalı kaynağın özellikleri nelerdir? Sıçramanın nedeni nedir?
Şu özelliklerle karakterize edilir:
(1) CO2 gazı oksidasyonu;
(2) Hava akışının soğutma etkisi, erimiş havuz hızla katılaştığı için kaynakta gözenekler oluşturur. Bununla birlikte, bu işlem ince kaynaklar için faydalıdır. plaka kaynağı ve kaynak sonrası daha az deformasyona neden olur.
(3) Düşük hidrojen içeriğine sahip kaynaklı bağlantılar CO2'de yüksek soğuk çatlak direnci sergiler gaz korumalı kaynak.
(4) Karbondioksit gaz korumalı kaynak genellikle sıçrama ile ilişkilendirilir ve bu da ana dezavantajıdır.
9. Kaynaklı konteynerlerin hava sızdırmazlığı amonyak muayene yöntemi ile nasıl kontrol edilir?
Basınç elemanını 1% amonyak ile karıştırılmış basınçlı hava ile doldurun ve kaynağın dışına 5% merkürik nitrat sulu çözeltisine batırılmış bir kağıt veya bandaj yapıştırın. Alternatif olarak fenolftalein reaktifine batırılmış beyaz kağıt da kullanılabilir.
Bir sızıntı varsa, kağıt şeridin veya bandajın ilgili konumunda siyah noktalar (veya fenolftalein kağıdı kullanıldığında kırmızı noktalar) görünecektir.
Bu yöntem, özellikle düşük ortam sıcaklıklarında kaynağın sızdırmazlığını doğrulamak için son derece doğru ve etkilidir.
10. Kaynak yöntemleri nelerdir?
Kaynak, benimsenen enerji ve işlem özelliklerine göre üç gruba ayrılır: eritme kaynağı, basınçlı kaynakve sert lehimleme. Bu kategorilerin her biri ayrıca çeşitli kaynak yöntemlerine ayrılır.
Füzyon kaynağı altı türe ayrılır: ark kaynağı, gaz kaynağı, termit kaynağı, elektroslag kaynağı, elektron ışını kaynağı ve lazer kaynağı.
Basınçlı kaynak yedi türe ayrılır: direnç nokta kaynağı, dikiş kaynağı, direnç alın kaynağı, ultrasonik kaynak, patlayıcı kaynak, difüzyon kaynağısürtünme kaynağı ve yüksek frekanslı kaynak.
LehimlemeDiğer yandan, alevle sert lehimleme, indüksiyonla sert lehimleme, fırınla sert lehimleme, tuz çözeltisiyle sert lehimleme ve elektron ışınıyla sert lehimlemeyi içerir.
Ark kaynağının dört alt kategorisi vardır: elektrot ark kaynağı, saplama kaynağı, gaz korumalı kaynak, tozaltı kaynağı ve plazma arkı kaynak. Gaz korumalı kaynak ayrıca aşağıdakilere ayrılır argon ark kaynağıtitanyum dioksit ark kaynağı ve atomik hidrojen kaynağı.
Metal termal kesme, püskürtme ve karbon ark oluk açma kaynak tekniklerine benzer metal işleme yöntemleridir. Genellikle kaynak uzmanlıklarının teknik kapsamına girerler.
11. Oluk açısı, kök boşluğu ve küt kenarın etkileri nelerdir?
Oluk açısı, bir oluğun iki yüzeyi arasında bulunan açıdır.
Kök boşluğu, kaynaktan önce bir bağlantının kökü arasında bırakılan boşluktur. İşlevi, destek kaynağı sırasında kök nüfuziyetini sağlamaktır.
Künt kenar, kaynak eğimlendirildiğinde kaynak parçasının birleştirme oluğunun kökü boyunca uç yüzün düz kenarını ifade eder. Kökün yanmasını önlemek için kullanılır.
12. AC ark kaynak makinesinin kullanımı ve bakımında nelere dikkat edilmelidir?
Kaynak makinesi, nominal kaynak akımına ve yük süresine göre kullanılmalı ve aşırı yüklenmemelidir.
Kaynak makinesi uzun süreli bir kısa devreye maruz bırakılmamalıdır.
Akım regülatörü yüksüz olarak çalışmalıdır.
Sağlam olduklarından emin olmak için kablo kontaklarını, sigortaları, topraklamayı ve ayar mekanizmasını sık sık kontrol etmek önemlidir.
Toz ve yağmurun istilasını önlemek için kaynak makinesini temiz, kuru ve iyi havalandırılmış halde tutmak önemlidir.
Çalışmadan sonra kaynak makinesi sabit bir şekilde yerleştirilmeli ve güç kesilmelidir.
Kaynak makinesi düzenli olarak bakımdan geçirilmelidir.
13. Manuel ark kaynağının güvenli çalışma teknolojisi?
(1) Yüksüz voltajın AC 60V veya DC 90V olan nominal değeri aşmaması gerektiğini lütfen unutmayın.
(2) Kaynak cürufunu temizlemek için koruyucu gözlük sağlanmalıdır.
(3) Çok sayıda insanın bulunduğu inşaat alanlarında evsel ark radyasyonunu önlemek için panjurlar bulunmalıdır.
(4) Kaynak çubukları ile kaynak maşaları rastgele yerleştirilmemelidir.
(5) Kaynak çubuğu Kafalar dikkatsizce atılmamalı, bunun yerine ortalanarak istiflenmelidir. Yangının önlenmesine özel dikkat gösterilmelidir.
(6) Demir dışı metallerin, galvanizli boruların veya alaşımların kaynağı yapılırken çinko oksitin solunmasını önlemek için maske takılmalıdır.
(7) Saha, aletler ve ekipman temizlenmeli ve iş bitiminde güç kaynağı bağlantısı kesilmelidir.
(8) Kaynak makinesinin gövdesi topraklanmalıdır.
(9) Isı yalıtımı ve yavaş soğutma için bitki külüne ihtiyaç duyulduğunda, yangını önlemek için çevredeki nesnelere dikkat edin.
(10) Kaynak makinesini hareket ettirmeden veya kabloları değiştirmeden önce güç kaynağının bağlantısını kesin.
(11) Kaynak, dışarıda denetlenirken geminin içinde yapılmalıdır.
(12) Yanıcı ve patlayıcı madde içeren kaplar veya borular kaynaklanırken ve onarılırken değiştirilmeli, kalifiye edilmeli ve tüm kapakları açılmalıdır.
14. Kaynak işleminde flaksın fonksiyonları nelerdir?
Kaynakta akı, aşağıdakileri sağlamak için ana faktördür kaynak kali̇tesi̇.
Aşağıdaki işlevlere sahiptir:
(1) Erimenin ardından, erimiş havuzu korumak ve atmosferde bulunan zararlı gazların neden olduğu erozyonu önlemek için erimiş metalin yüzeyine akı yükselir.
(2) Flux, oksijensizleştirme ve alaşımlandırmaya yardımcı olur ve kaynak teli ile birlikte kaynak metalinin gerekli kimyasal bileşimini ve mekanik özelliklerini elde eder.
(3) İyi biçimlendirilmiş bir kaynak elde edilmesine yardımcı olur.
(4) Erimiş metalin soğuma hızını azaltır, böylece gözenekler ve cüruf kalıntıları gibi kusurları en aza indirir.
(5) Ayrıca, sıçramayı önler, kaybı azaltır ve bağlanma katsayısını artırır.
15. Manuel ark kaynağının avantajları ve dezavantajları nelerdir?
Advantage:
(1) Süreç esnek ve son derece uyarlanabilirdir;
(2) Yüksek kaliteli çıktı sağlanır;
(3) Deformasyon kolayca kontrol edilebilir ve süreç ayarlamaları ile stres iyileştirilebilir;
(4) Ekipman basit ve kullanımı kolaydır.
Dezavantajlar:
(1) Kaynakçılar için gereklilikler katıdır ve kaynak işlemi teknolojisi ve deneyimi ürünün kalitesini doğrudan etkiler. (2) Çalışma koşulları vasatın altında olabilir ve (3) verimlilik düşük olabilir.
16. Kaynak termal döngüsünün anlamı ve etkileyen faktörler nedir?
Kaynak işlemi sırasında ısı kaynağı kaynak parçası boyunca hareket ederek zaman içinde farklı noktalarda sıcaklık değişikliklerine neden olur. Bu fenomen, kaynak kaynak termal döngüsü Noktanın.
Etkileyen faktörler:
(1) Kaynak işlemi parametreleri ve doğrusal enerji;
(2) Ön ısıtma ve ara geçiş sıcaklığı; plaka kalınlığı, bağlantı şekli ve malzemelerin termal iletkenliği.
17. Sıcak çatlakların nedenleri ve önleme yöntemleri nelerdir?
Sebepler:
Erimiş havuz soğuyup kristalleştiğinde oluşan çekme gerilmesinin ve katılaşma sırasında düşük erime noktalı ötektik tarafından oluşturulan sıvı ince tabakanın sonucudur.
Önleme yöntemleri:
Erimiş havuzda alt erime noktasında ötektik oluşumunu azaltmak için kaynaktaki karbon, kükürt ve fosfor gibi zararlı kirliliklerin içeriğini kontrol edin.
Soğuma hızını azaltmak ve gerilme durumunu iyileştirmek için malzemeyi önceden ısıtın.
Alkali elektrotlar kullanın çünkü cüruflarında güçlü kükürt giderme ve fosfor giderme yetenekleri vardır.
Kaynak şeklini kontrol edin ve derin ve dar kaynaklar oluşturmaktan kaçının.
Ark çukurunu kaynak parçasının dışına yönlendirmek için el ark plakaları kullanın. Bu, ark çukuru çatlaklarının kaynak parçasını etkilemesini önlemeye yardımcı olur.
18. Kaynak şekillendirme faktörü ile kaynak kalitesi arasındaki ilişki nedir?
Eritme kaynağı sırasında, ф= B / h olarak gösterilen tek bir kaynağın kesitindeki kaynak genişliği (b) ile hesaplanan kaynak kalınlığı (H) arasındaki oran, kaynak şekillendirme faktörü olarak bilinir.
Daha küçük bir kaynak şekillendirme faktörü daha dar ve daha derin bir kaynağa işaret eder, bu da kaynakta gözenek, cüruf kalıntıları ve çatlak olasılığını artırabilir. Bu nedenle, kaynak şekillendirme faktörünün uygun bir seviyede tutulması önemlidir.
19. Kaynak sırasında oluşan gözeneklerin nedenleri ve önleme yöntemleri nelerdir?
(1) Manuel ark kaynağı için, kaynağın her iki tarafında 10 mm'lik bir boşluk gömülü bırakılmalıdır. Otomatik ark kaynağı için, kaynağın her iki tarafında 20 mm içindeki pas ve diğer yüzey kirleri dikkatlice temizlenmelidir.
(2) Kaynak yapmadan önce, kaynak çubuğu ve eritken, yönetmeliklere uygun olarak kesinlikle kurutulmalı ve kolay kullanım ve erişim için bir yalıtım varilinde saklanmalıdır.
(3) Uygun kaynak işlemi parametrelerinin benimsendiğinden emin olun. Kaynak için bir alkalin elektrot kullanıldığında, kısa ark kaynağı yapılmalıdır.
20. Kaynak metali alaşımlama yöntemleri nelerdir?
Kaynak metalinin alaşımlandırılması, gerekli alaşım elementlerinin kaynak malzemesi aracılığıyla kaynak metaline (yüzey kaplama metali) aktarılması ve böylece kaynağın metal bileşimi gerekli gereksinimleri karşılamalıdır.
Nedenleri soğuk çatlaklar temel olarak aşağıdaki üç hususu içermektedir:
(1) Sertleştirilmiş çeliğin sertleşme eğilimi ne kadar yüksekse, daha hassas malzemeler karbon içeriği 16MnR çeliğinden daha fazla soğuk çatlamaya maruz kalmaktadır.
(2) Hidrojenin rolü: Kaynak sırasında, kaynak metali daha fazla hidrojen emer ve kaynağın hızlı soğuma hızı nedeniyle, kaynak metalinde bir miktar hidrojen kalabilir.
(3) Kaynak gerilimi: Hidrojen, sertleşmiş yapı ve stres soğuk çatlamanın ana nedenleridir.
Düşük alaşımlı yüksek mukavemetli çelik, orta karbonlu çelik, alaşımlı çelik ve diğer çeliklerin kaynağında soğuk çatlama meydana gelme olasılığı daha yüksektir. çeli̇k türleri̇Ancak düşük karbonlu çelik ve östenitik paslanmaz çeliğin kaynağında daha az yaygındır.
22. Karışık gaz korumalı kaynakta darbeli ark kullanmanın avantajları nelerdir?
Darbe arkı, gaz korumalı ark teknolojisinde önemli bir gelişmeye işaret ederek karışık gaz korumalı ark kaynağında benimsenmiştir. Bu yenilik, gazaltı kaynağı için uygulama kapsamını genişletmektedir. elektri̇k kaynaği ve aşağıdaki avantajları sunar:
(1) Teknik, hem kısa devre geçişinin hem de jet geçişinin avantajlarını sunarak ince ve kalın plakaların kaynağı için uygun hale getirir ve tüm pozisyon kaynaklarına uygulanabilir.
(2) Ana metale ısı girişinin etkili bir şekilde kontrol edilmesini sağlar, böylece ana metalin performansını artırır. kaynaklı bağlantılar.
(3) Geniş bir akım düzenleme aralığına ve güçlü bir uyarlanabilirliğe sahiptir.
23. Asit elektrot ile alkali elektrot arasındaki fark nedir?
Asit elektrot mükemmel proses performansı, çekici bir görünüm sunar ve pas, gres, nem vb. maddelere karşı duyarsızdır. Ayrıca, düşük nem emilimine sahiptir ve hem AC hem de DC güç kaynakları ile kullanılabilir.
Bununla birlikte, Asit elektrotun eksik kükürt giderme ve hava giderme, fosfor giderme, zayıf çatlak direnci ve düşük mekanik özellikler gibi çeşitli dezavantajları vardır.
Öte yandan, Alkali elektrot iyi çatlak direncine, tam hava giderme özelliğine, kolay cüruf giderme özelliğine, güzel kaynak oluşumuna ve yüksek mekanik özelliklere sahiptir. Başlıca dezavantajları güçlü nem emilimi ve zayıf gözenek direncidir.
Genel olarak, Alkalin elektrot sadece DC güç kaynağını kullanabilir. Ancak kaplamaya uygun miktarda ark dengeleyici eklenirse hem AC hem de DC kullanabilir.
24. Bindirmeli bağlantıların bağlantı mukavemeti nasıl artırılır?
Bindirmeli bağlantıların bağlantı mukavemetini artıracak önlemler şunlardır:
(1) Yapı izin verdiğinde, bindirmeli bağlantılar her iki tarafı köşe kaynaklari ve ön köşe kaynakları, gerilim yoğunlaşmasını azaltmak ve gerilim dağılımını iyileştirmek için mümkün olduğunca kullanılmalıdır.
(2) Bindirme kaynağına tapa kaynakları ve oluklu kaynaklar eklenmelidir.
(3) Düz dikişli tek taraflı bindirme bağlantısı testere dişli bindirme şeklini kullanabilir.
25. Manyetik önyargı üflemesi nedir? Nasıl üstesinden gelinir?
DC ark kaynağı sırasında, kaynak devresindeki elektromanyetik kuvvetin etkisiyle oluşan ark kısmi darbesine manyetik kısmi darbe denir.
Manyetik önyargı patlamasını önlemeye yönelik tedbirler genellikle şunları içerir:
Küçük akımla kısa ark kaynağı kullanın.
Topraklama kablosunu kaynak üzerinde uygun şekilde yeniden konumlandırın ve çift topraklama kablosu kullanın.
Elektrot açısını kısmi üflemenin gerekli olduğu tarafa doğru eğilecek şekilde ayarlayın.
Küçük iş parçalarını kaynaklarken, manyetik öngerilim üfleme manyetik alanının ters yönünde bir manyetik alan oluşturmak için kaynak kablosunu kaynak parçasının etrafına iki veya üç tur sarın.
26. Ön ısıtmanın ana işlevi nedir?
Ön ısıtma, kaynak sonrası soğuma hızını azaltmak için etkili bir önlemdir. Sadece soğutma süresini aşağıdaki aralıkta uzatmakla kalmaz ostenit dönüşüm sıcaklığı ve sertleşme eğilimini azaltır, ancak aynı zamanda maksimum kaynak ısıtma sıcaklığı 100 ℃'ye ulaştığında soğuma süresini uzatır, bu da hidrojenin kaçmasına yardımcı olur.
Ayrıca, ön ısıtma kaynak gerilimini azaltabilir ve soğuk çatlakları önleyebilir.
27. Cüruf inklüzyonunun nedenleri nelerdir? Nasıl önlenir?
Cüruf inklüzyonunun nedenleri şunlardır:
Eklemin kenarında kir mevcuttur.
Oluk çok küçük, elektrot çapı çok kalın ve kaynak akımı çok düşük.
Kaynak sırasında kaynak açısı ve şerit taşıma yönteminin uygun olmaması, cüruf ve erimiş demirin ayırt edilmesini zorlaştırmaktadır. Bu durum erimiş metal ve cürufun karışmasına yol açabilir.
Kaynağın soğuma hızı çok hızlıdır ve cürufun yüzeye çıkmak için yeterli zamanı yoktur.
Ana metalin ve kaynak malzemelerinin uygun olmayan kimyasal bileşimi de inklüzyon oluşumuna katkıda bulunabilir. Örneğin, erimiş havuz yüksek seviyede oksijen, nitrojen ve diğer bileşenleri içerdiğinde, inklüzyon oluşma ihtimali artar.
Cüruf birikimini önlemeye yönelik tedbirler şunları içerir:
Cüruf kabuğunun altındaki ve oluk kenarındaki oksit kalıntılarını temizleyin.
Çubuğu doğru şekilde taşıyın, kaynak çubuğunu düzenli olarak sallayın ve erimiş cürufu erimiş demirden ayırmak için erimiş havuzu karıştırın.
Kaynak metalinin çok hızlı soğumasını önlemek için kaynak hızını yavaşlatarak ve kaynak akımını artırarak cüruf yüzmesi durumunu iyileştirin.
28. Kaynaklı bağlantılardaki gerilim yoğunlaşması nasıl azaltılır?
Kaynaklı bağlantıların stres konsantrasyonunu azaltmaya yönelik önlemler şunlardır:
Mümkün olduğunda alın bağlantıları kullanılmalı ve bu tür bağlantıların takviye değeri aşırı büyük olmamalıdır. Ayrıca, kaynak ucu mümkün olan her yerde düzgün bir şekilde geçiş yapmalıdır.
T bağlantıları (çapraz bağlantılar) için bir oluk açılmalı veya derin nüfuziyet kaynağı tam nüfuz sağlamak için benimsenmelidir.
Kaynak hatalarıÇatlaklar, eksik penetrasyon, alttan kesme vb. en aza indirilmeli veya ortadan kaldırılmalıdır.
Farklı kalınlıktaki çelik plakalar alın birleştirilirken, kalın plakalar inceltilmelidir.
Minimum mesafeyi sağlamak için kaynaklar çok yoğun olmamalıdır.
Bir yapının dönüm noktalarındaki kaynaklardan mümkün olduğunca kaçınılmalıdır.
29. Kaynaklı birleştirmelerin mekanik özelliklerini etkileyen faktörler nelerdir?
Kaynak metalinin mekanik özellikleri, kimyasal bileşimi, füzyon oranı, kaynak tabakası ve kaynak metali de dahil olmak üzere çeşitli faktörlere bağlıdır. kaynak hattı Enerji.
Bu arada, ısıdan etkilenen bölgenin mekanik özellikleri öncelikle kaynak hattı enerjisinden etkilenir.
Ayrıca, kaynaklı bağlantının genel mekanik özellikleri, kaynaktan sonra ısıl işlem uygulanıp uygulanmamasından etkilenebilir.
30. Soğuk çatlakları önlemek için 15CrMo perlit ısıya dayanıklı çelik kaynaklanırken hangi işlem önlemleri alınmalıdır?
15CrMo çeliğinin kaynağı sırasında soğuk çatlakları önlemek için aşağıdaki işlem önlemleri alınmalıdır:
(1) Kaynaktan önce kaynak parçasını 150 ~ 300 ℃'ye kadar ön ısıtın. Bununla birlikte, argon ark kaynağı desteği ve CO2 gaz korumalı kaynak için ön ısıtma azaltılabilir veya ihmal edilebilir.
(2) Kaynaktan sonra yavaş soğumaya izin vermek için kaynağı ve ısıdan etkilenen bölgeyi hemen asbestli bezle örtün.
(3) Kaynaktan hemen sonra 680 ~ 700 ℃'de yüksek sıcaklıkta temperleme gerçekleştirin.
31. Yüzey geçiş tabakası kaynak işlemi neden genellikle birbirine benzemeyen çeliklerin (metal) kaynağında kullanılır?
Çelik gibi farklı metaller kaynaklandığında yüksek kaliteli bağlantı performansı elde etmek için bir geçiş tabakası yüzeylendirme işlemi kullanılır.
Örneğin, östenitik paslanmaz çelik ve bor ile stabilize edilmiş perlit çeliği kaynaklanırken, perlit ısıya dayanıklı çeliğin bir tarafında bir geçiş tabakasının yüzeylenmesi, difüzyon tabakasının boyutunu azaltmaya ve çatlak olasılığını en aza indirmeye yardımcı olur.
Benzer şekilde, çeliği bakır veya alaşımları ile kaynaklarken, çelik veya bakır ve alaşımları üzerinde bir geçiş tabakası oluşturmak penetrasyon çatlaklarını önlemeye ve eklemin genel performansını artırmaya yardımcı olur.
32. Cüruf ve erimiş havuz metali arasındaki metalurjik reaksiyon yoluyla kaynak metalinin kalitesi nasıl iyileştirilir?
Cüruf ve erimiş havuz metalindeki sıcaklığın düzenlenmesi sırasında bir dizi metalurjik reaksiyon meydana gelir. Bu reaksiyonlar arasında deoksidasyon, fosfor giderme, kükürt giderme ve alaşımlama yer alır.
Bu reaksiyonların uygun şekilde kontrol edilmesi kaynak kalitesini önemli ölçüde artırabilir. Örneğin, elektrot kaplamasına yeterli miktarda deoksidizör eklenmesi erimiş havuzu etkili bir şekilde deoksidize edebilir.
Benzer şekilde, elektrot kaplamasına veya fluksa yeterli miktarda alkali oksit eklenmesi, erimiş havuzdan kükürt ve fosforu kısmen uzaklaştırabilir. Ek olarak, alaşım elementlerinin fluksta veya doğrudan kaynak çekirdeği veya telinde kullanılması, eklenen alaşım bileşenlerini kaynağa aktarabilir.
Bu nedenle, bu metalürjik reaksiyonlar eritme kaynağı işleminde geniş kullanım alanı bulmaktadır.
33. Paslanmaz çelik kaynağı yaparken, hangi koruyucu gaz daha mı uygun?
Saf argon, TIG sırasında koruyucu gaz olarak kullanılabilir paslanmaz çeli̇k kaynaği. Bununla birlikte, MIG paslanmaz çeli̇k kaynağisaf argon kullanılması, katot kayması nedeniyle kusurlu bir kaynak görünümüne neden olabilir.
Bunu önlemek için, koruma amacıyla argon bakımından zengin bir karışık gaz kullanılabilir. Örneğin, argona 1-2% oksijen veya 1-2% oksijen ve 5% karbondioksit eklemek kaynak görünümünü iyileştirebilir.
34. Küçük çaplı boru hattının alın bağlantısı için tam nüfuziyetli kaynak gerektiğinde ne tür bir oluk seçilebilir?
Küçük çaplı boruları birleştirirken alın kaynağıiç kaynak yapmak mümkün değildir. Bu nedenle, tek taraflı oluk seçimi, tek taraflı kaynak ve çift taraflı şekillendirme kaynak işlemi ile sınırlıdır.
Çok kalın olmayan duvar kalınlıkları için bir V-oluk seçilebilir. Ancak, duvar kalınlığı kalınsa ve işleme koşulları izin veriyorsa, bir U-oluk daha uygun olabilir.
Gerekirse, bir alt kilitleme mafsalı veya altta bir astar halkası olan bir mafsal seçmek de mümkündür.
35. Kaynak sırasında kaynak akımının seçilmesinin temeli nedir?
Genel olarak, kaynak akımının seçimi aşağıdakilere dayanır:
36. Kaynak elektrotları kullanılmadan önce neden kurutulmalıdır?
Elektrotların performansı genellikle elektrot kaplama bileşimi, hava nemi, depolama modu ve depolama süresi gibi çeşitli faktörlerden olumsuz etkilenebilir, bu da nem emilimine yol açarak kararsız bir ark, artan sıçrama ve gözenekler ve çatlaklar gibi kusurların daha büyük bir olasılıkla ortaya çıkmasına neden olur.
Bu sorunları azaltmak için elektrodun kullanımdan önce kurutulması önemlidir.
37. Alüminyum ve alüminyum alaşımlarının argon ark kaynağının avantajları nelerdir?
Alüminyum ve alaşımları için argon ark kaynağının ana avantajları, argonun bir inert gaz olarak kullanılmasından kaynaklanmaktadır. İyi bir koruma, kararlı bir ark sağlar ve güzel kaynak oluşumları üretir.
Bir AC güç kaynağı kullanıldığında, katot kırma etkisi alümina filmini erimiş havuzun yüzeyinden etkili bir şekilde çıkarabilir.
Kaynak sırasında cüruf oluşmaz ve bu nedenle bağlantıda korozyona neden olacak bir kalıntı oluşmaz.
Argon akışı aynı zamanda kaynak bölgesi üzerinde ovma etkisi yaratarak kaynaklı bağlantının soğuma hızını artırır. Bu, kaynak sonrası kaynak parçasının kalıntı deformasyonunu azaltırken bağlantının mikroyapısını ve özelliklerini iyileştirir.
38. Boruların yatay alın kaynağı için hangi kaynak yöntemi seçilebilir?
Genel olarak, boru cidarının inceliği nedeniyle, tüm pozisyonlarda kaynak yapıldığında, erimiş demirin akması nedeniyle kaynak oluşumu bozulabilir.
Bu nedenle, bu tür durumlarda ideal kaynak yöntemi darbeli argon ark kaynağıdır. Bu, tungsten darbeli argon ark kaynağı veya eriyen elektrot darbeli argon ark kaynağı kullanılarak yapılabilir, ilki şu anda daha olgunlaşmıştır.
Bu yöntemin ana avantajı, kaynak işlemini otomatikleştirmenin kolay olması, bu da emek yoğunluğunu ve kaynakçıların çalışma becerilerine olan gereksinimleri azaltmasıdır. Ayrıca, iyi kaynak kalitesi ve güzel bir görünüm ile tek taraflı kaynak ve çift taraflı şekillendirme elde etmek için faydalıdır.
39. Kaynak kalıntı deformasyonunu azaltmak için rijit sabitleme yöntemi kullanılırken hangi sorunlara dikkat edilmelidir?
Kaynak artık deformasyonunu azaltmak için rijit sabitleme yöntemini kullanırken aşağıdakilere dikkat etmek önemlidir:
(1) Rijit sabitleme yöntemi kaynak kalıntı deformasyonunun sadece bir kısmını azaltabilir ve tamamen ortadan kaldıramaz. Bunun nedeni, dış kısıtlamalar kaldırıldıktan sonra bile kaynak parçasında artık deformasyon oluşabilmesidir.
(2) Rijit sabitleme yöntemi, kaynaklı bağlantılarda önemli kaynak gerilimi yaratabilir ve bu da çatlamaya eğilimli malzemeler için sorun yaratabilir. Bu nedenle, bu tür malzemelerde bu yöntem kullanılırken dikkatli olunmalıdır.
40. Kaynak "eklemi" nedir? Birleştirme işleminin kilit noktaları nelerdir?
Elektrot ark kaynağı sırasında, elektrotun sınırlı uzunluğu nedeniyle bir kaynak genellikle birden fazla elektrot kullanılarak oluşturulur. Ek olarak, kaynak işlemi gereklilikleri nedeniyle, bir kaynak birbirine bağlanan birkaç kısa kaynaktan oluşabilir.
Elektrotlar veya kısa kaynaklar arasındaki bağlantıya kaynağın "birleşme yeri" denir.
Bağlantı yapılırken aşağıdaki işlem esaslarına hakim olunmalıdır:
Elektrot ark kaynağı sırasında, elektrotun sınırlı uzunluğu nedeniyle bir kaynak genellikle birden fazla elektrot kullanılarak oluşturulur. Ek olarak, kaynak işlemi gereklilikleri nedeniyle, bir kaynak birbirine bağlanan birkaç kısa kaynaktan oluşabilir.
Elektrotlar veya kısa kaynaklar arasındaki bağlantıya kaynağın "birleşme yeri" denir.
41. Kaynak akımının kaynak kalitesi üzerindeki etkisi nedir?
Kaynak kalitesi, kaynak akımından doğrudan etkilenir. Kaynak akımının artırılması kaynak nüfuziyetini artırabilir ve kalitesini sağlayabilir. Bununla birlikte, aşırı akım kaynak altının kesilmesine, yanmaya, sıçramaya, kaynak metal yapısının aşırı ısınmasına ve tane boyutunun artmasına neden olabilir.
Ayrıca, kaynak çubuğu kırmızıya dönebilir, kaplama düşebilir ve koruma performansı azalabilir. Öte yandan, akım çok düşükse, cüruf eklenmesi ve eksik kaynak gibi kusurlara neden olabilir.
42. Kaynak ve sert lehim arasında nasıl ayrım yapılır? Her birinin özellikleri nelerdir?
Kaynak, birleştirilen malzemeler arasında atomların birleşmesini içerirken, sert lehimleme malzemeleri lehim adı verilen daha düşük erime noktalı bir dolgu metaliyle birleştirir.
Kaynak, kalın veya büyük parçaları birleştirirken yüksek mekanik mukavemeti ve verimliliği ile bilinir, ancak aynı zamanda önemli stres ve deformasyona yol açabilir ve ısıdan etkilenen bölgenin mikro yapısında değişikliklere neden olabilir.
Sert lehimleme ise daha düşük sıcaklıklar gerektirir ve daha düşük stres ve deformasyon seviyelerinin yanı sıra çekici bir görünüme sahip düz, pürüzsüz bir bağlantı ile sonuçlanabilir. Ancak aynı zamanda daha düşük bağlantı mukavemetine sahiptir ve montaj sürecinde sıkı toleranslar gerektirir.
43. Elektrot ark kaynağının başlangıcında nelere dikkat edilmelidir?
Kaynak işleminin başlangıcında, kaynak parçasının sıcaklığı düşüktür ve ark vurulduktan sonra hızla yükselemez. Bu da sığ bir nüfuziyet derinliği ile sonuçlanır ve bu da kaynağın mukavemetini azaltabilir.
Bu sorunun üstesinden gelmek için, bir asit elektrot kullanıldığında, ark vurulduktan sonra hafifçe uzatılmalı, kaynağın ucu ön ısıtmaya tabi tutulmalı ve ardından normal kaynak için ark uzunluğu kısaltılmalıdır.
Öte yandan, alkali elektrot kullanıldığında, ark başlangıç noktasının önüne vurulduktan sonra, elektrot normal kaynak için başlangıç noktasına geri döndürülmelidir. Bu teknik, başlangıç noktasındaki yetersiz nüfuziyetin iyileştirilmesine yardımcı olur ve daha güçlü bir bağlantı ile sonuçlanır.
44. Kaynak bölgesindeki oksijenin kaynak üzerindeki etkisi nedir?
Oksijenin varlığı kaynağın özellikleri üzerinde önemli bir etkiye sahiptir. Oksijen içeriği arttıkça, kaynağın mukavemeti, sertliği ve plastisitesi önemli ölçüde azalır. Bununla birlikte, kaynak metalinin sıcak gevrekleşmesine, soğuk gevrekleşmesine ve yaş sertleşmesine de yol açar.
Ayrıca oksijen, kaynak metalinin iletkenliğini, manyetik iletkenliğini ve korozyon direncini azaltarak fiziksel ve kimyasal özelliklerini etkiler. Erimiş havuzdaki çözünmüş oksijen karbon monoksit gözenekleri oluşturabilir, kaynak metalindeki faydalı alaşım elementlerini yakabilir. kaynak malzemesive kaynağın genel performansını bozar.
Buna ek olarak, damlacıktaki aşırı miktarda oksijen ve karbon sıçramaya neden olabilir ve kaynak işleminin dengesini bozabilir. Bu nedenle, yüksek kaliteli kaynaklar sağlamak için kaynak sırasında oksijen seviyelerini kontrol etmek çok önemlidir.
45. Sac kaynağındaki ana zorluklar nelerdir? Bu zorlukların üstesinden nasıl gelinir?
İnce levha kaynağı, yanma, kaynak sonrası deformasyon, zayıf kaynak oluşumu ve gözeneklilik gibi çeşitli zorlukları beraberinde getirir.
Gözenekliliği önlemek için kaynaktan önce birleştirme alanını iyice temizlemek, kir ve su lekelerini çıkarmak çok önemlidir. Yanmaya neden olabilecek yanlış hizalamayı önlemek için plaka kenarları da doğru şekilde işlenmelidir. Yanlış hizalama 0,5 mm'yi geçmemelidir. Ayrıca, yanma, zayıf şekillendirme veya eksik nüfuziyet gibi kusurları önlemek için kaynak işlemi parametreleri doğru bir şekilde kontrol edilmelidir. Kaynak parametrelerindeki büyük dalgalanmalardan kaçınılmalıdır.
Rijit sabitleme ve kaynak deformasyonunu azaltmak için ince levha kaynağında pres atları, demir veya sabit kaynak çevresi kullanılabilir. Uzun kaynaklar için, atlama kaynak yöntemi gibi parçalı kaynak yöntemleri benimsenmelidir. Tack kaynak aralığı küçük olmalı ve her bölüm yaklaşık 10 ~ 15 mm uzunluğunda olacak şekilde yoğun punta tack kaynağı kullanılmalıdır.
Kısa ark hızlı doğrusal kaynak boncuğu ile DC ters bağlantı yöntemi önerilir. Üretim koşulları izin verdiğinde, kaynak hızını artırmak, yanmayı önlemek ve deformasyonu azaltmak için yokuş aşağı kaynak için kaynak parçası 15 ° ~ 20 ° eğilebilir. Aralıklı ark söndürme veya dikey aşağı dikey kaynak da kullanılabilir.
Son olarak, en iyi sonuçları elde etmek için makul bir kaynak sırasını kesinlikle takip etmek çok önemlidir.
46. Kaynak kalıntı deformasyonunu önlemek için alınacak önlemler nelerdir? Kaynak işlemi parametreleri nelerdir?
47. Kaynak öncesi oluk temizliği için gereklilikler nelerdir?
(1) Yiv, belirtilen şekil ve boyuta göre işlenmelidir.
(2) Kaynaktan önce, oluk yüzeyindeki ve çevresindeki tüm pas, yağ lekeleri, su, boya ve diğer kalıntılar dikkatlice temizlenmelidir. Karbon ark oluk açma işleminin bıraktığı kalıntılar da temizlenmelidir.
(3) Kaynak işlemi temizlikten hemen sonra yapılmalıdır.
Kaynak dışındaki nedenlerle oluk nemlenir veya paslanırsa, kaynaktan önce tekrar temizlenmelidir.
Çok nemli bir iklimde kaynak yapıldığında veya oluk yüzeyinde veya çevresinde çiğ ve don varsa, kaynaktan önce kurutulmalıdır.
48. Kaynak sırasında neden gerilmeler ve deformasyonlar meydana gelir?
Kaynak işlemi sırasında, kaynak parçası lokalize ve düzensiz ısıtma ve soğutmaya maruz kalır, bu da değişen derecelerde metal termal genleşmesi ve kaynaklı bağlantının farklı kısımlarında daralma.
Kaynak birleşik bir birim olduğundan, tüm parçaları birbirine bağlıdır ve karşılıklı olarak kısıtlayıcıdır, bu da onları serbestçe uzatmayı veya kısaltmayı imkansız hale getirir. Bu kısıtlama, kaynak işlemi sırasında gerilime ve deformasyona yol açar.
49. Alkali elektrot, kaynak soğuk çatlağını ve sıcak çatlağı önlemek için neden faydalıdır?
Alkali elektrot iyi kükürt giderme (De-S) ve fosfor (P) özelliklerine sahiptir, bu da onu kükürt giderme işlemine direnç göstermede avantajlı kılar. sıcak çatlaklar.
Kaplama, belirli miktarda deoksidizör ve alaşım maddesi ile birlikte önemli miktarda alkali cüruf oluşturucu malzemeden oluşur.
Yüksek sıcaklıklarda hidrojenle reaksiyona girerek hidrojen siyanür (HF) üretir ve böylece kaynaktaki hidrojen içeriğini azaltır. Bu reaksiyon soğuk çatlaklara karşı direnç göstermede faydalıdır.
50. Radyografik hata tespiti ile karşılaştırıldığında ultrasonik hata tespitinin özellikleri nelerdir?
(1) İnce parçalara ve yüzeye yakın kusurlara karşı duyarsızdır ve kalın parçalara daha fazla uygulanabilir.
(2) Kusur tespit döngüsü kısadır ve ekipman basittir, düşük maliyetlidir ve insan vücuduna zarar vermez.
(3) Ancak, kaynak hatalarının niteliği ultrasonik muayene ile doğrudan değerlendirilemez.
51. Eksik penetrasyonun nedenleri nelerdir?
Kaynak sırasında sorunlara neden olabilecek çeşitli faktörler vardır. Bunlar arasında çok büyük küt kenarlı bir kaynak oluğu, çok küçük bir oluk açısı, temizlenmemiş bir kaynak kökü, çok küçük bir boşluk, yanlış elektrot veya kaynak teli açısı, düşük akım, yüksek hız, aşırı uzun ark uzunluğu ve kaynak sırasında manyetik önyargı üflemesi yer alır.
Ayrıca, çok fazla akım kullanılması, kaynak çubuğunun kaynak metalinin tamamen ısınmasından önce çok hızlı bir şekilde erimesine neden olabilir.
Kaynak sorunlarına katkıda bulunabilecek diğer faktörler arasında katmanlar arasında veya ana metalin kenarında çıkarılmayan pas, oksit ölçeği ve yağ lekeleri yer alır. Kötü kaynak konumu ve erişilebilirlik de sorunlara yol açabilir.
52. Elektrot ileri kaynağı neden sac kaynağı için uygundur?
Öne doğru eğildiğinde, kaynak oluşum katsayısı artar, bu da sığ bir penetrasyon derinliği ve daha geniş bir kaynak ile sonuçlanır. Bu yöntem ince plakaların kaynağı için idealdir.
Bununla birlikte, öne eğme, ark kuvvetinin erimiş havuzun arka sıra metali üzerindeki etkisini zayıflatır ve erimiş havuzun dibinde daha kalın sıvı metal oluşmasına neden olur. Bu da arkın ana metal üzerindeki ısıtma etkisini engeller ve kaynak kalınlığını azaltır.
Aynı zamanda, arkın erimiş havuzun önündeki erimemiş ana metal üzerindeki ön ısıtma etkisi güçlenir ve kaynak genişliğinde bir artışa ve takviyede bir azalmaya neden olur. Bu yöntem ince plakaların kaynağı için de uygundur.
53. Hava deliklerini önlemeye yönelik tedbirler nelerdir?
Önleyici tedbirler şunları içerir:
(1) Kaynak yüzeyindeki pas ve diğer kirleri manuel ark kaynağı kaynağının her iki tarafında 10 mm ve otomatik tozaltı kaynağının her iki tarafında 20 mm içinde dikkatlice temizleyin.
(2) Kaynak yapmadan önce kaynak çubuğunu ve eritkeni yönetmeliklere uygun olarak kurutun ve kolay erişim için bir yalıtım varilinde saklayın.
(3) Uygun kaynak işlemi parametrelerini kullanın. Topraklama için bir alkalin elektrot kullanıldığında, kısa ark kaynağı kullanılmalıdır.
54. Argon ark kaynağı ve karbondioksit gaz korumalı kaynağın avantajları ve dezavantajları nelerdir?
Argon ark kaynağı, küçük kaynak nüfuziyeti ve minimum çalışma deformasyonu ile karakterize edilir. Bu yöntem yüksek kaynak yoğunluğu üreterek cüruf katılması, hava delikleri, alttan kesme ve diğerleri gibi kusurlara daha az eğilimli hale getirir. Elde edilen kaynak, sıkı tahribatsız test gereksinimlerini karşılar ve mükemmel mukavemet, tokluk ve plastisite sergiler.
Ayrıca çekme, eğme ve darbe indeksleri açısından mekanik özellikleri diğer kaynak tekniklerinden daha üstündür. Argon ark kaynağı özellikle tek taraflı kaynak, çift taraflı şekillendirme ve ince duvar kaynağı için uygundur.
Bununla birlikte, dezavantajları arasında düşük iş verimliliği ve piyasa koşullarına göre önemli ölçüde değişebilen yüksek işleme maliyetleri bulunmaktadır.
Alternatif olarak, CO2 gaz korumalı kaynak makineleri son derece verimli ve nispeten düşük maliyetlidir ve genel denetim gereksinimlerini karşılayan birçok yerinde işlem için kullanılabilir. Özellikle el emeği kullanılan işlerin hızına ayak uydurmak için uygundurlar. Bununla birlikte, CO2 gaz korumalı kaynağın dezavantajları da belirgindir. Genellikle sıkı kaynak kalite kontrolünün devlet tarafından zorunlu kılındığı senaryolarda kullanımla sınırlıdır.
55. 55.12cr1mov ve 20 çeliğinin kaynağı için hangi kaynak telleri ve elektrotları kullanılır?
İlk olarak, kaynak yapılması gereken farklı çelik türünü göz önünde bulunduralım. Eğer karbon yapı çeliği ise, düşük mukavemetli kaynak çubukları seçilmelidir. Bu, düşük kaynak mukavemetine sahip kaynak çubuklarının kullanılması gerektiği anlamına gelir.
Eğer birbirine benzemeyen iki çelikten biri alaşımlı çelikkaynak işlemi sırasında alaşım elementlerinin kaybını telafi etmek çok önemlidir. Böyle bir senaryoda, alaşımlı çelik için kaynak elektrodu seçilmelidir.
56. Kaynaklanabilirlik nedir? Karbon çeliğinin kaynaklanabilirliği nedir?
Kaynaklanabilirlik, malzemelerin sınırlı inşaat koşulları altında belirtilen tasarım gereksinimlerine göre bileşenlere kaynaklanabilme ve önceden belirlenmiş hizmet gereksinimlerini karşılayabilme kapasitesini ifade eder.
Kaynaklanabilirlik dört faktörden etkilenir: malzeme, kaynak yöntemi, bileşen tipi ve hizmet gereksinimleri. Karbon çeliği, demir bazlı bir demir-karbon alaşımıdır.
Karbon bir alaşım elementidir ve kütle oranı 1%'den fazla değildir. Ayrıca, manganezin kütle oranı en fazla 1.2% ve silikonun kütle oranı en fazla 0.5%'dir. Bu son iki element alaşım elementi olarak kullanılmaz.
Ni, Cr ve Cu gibi diğer elementler kalıntı miktarları sınırında kontrol edilir ve alaşım elementi olarak kullanılmaz.
S, P, O ve N gibi safsızlık elementleri, çeşitli çelik çeşitlerine ve kalitelerine göre kesinlikle sınırlandırılmıştır.
Bu nedenle, karbon çeliğinin kaynaklanabilirliği esas olarak karbon içeriğine bağlıdır. Kaynaklanabilirlik, karbon içeriğinin artmasıyla kademeli olarak kötüleşir ve Tablo 1'de gösterildiği gibi düşük karbonlu çeliğin kaynaklanabilirliği en iyisidir.
Tablo 1, karbon çeliğinin kaynaklanabilirliği ile karbon içeriği arasındaki ilişkiyi göstermektedir.
isim
Karbonun kütle oranı (%)
Tipik sertlik
Tipik kullanım
Kaynaklanabilirlik
yumuşak çeli̇k
≤0.15
60HRB
Tabaklar, ve
Mükemmel
0.15~0.25
90HRB
Yapısal profiller, plakalar ve çubuklar
iyi
Orta karbonlu çelik
0.25~0.60
25HRC
Makine parçaları ve aletleri
Orta (ısı gerekli, ısı sonrası, düşük hidrojen kaynak yöntemi)
Düşük (ön ısıtma ve son ısıtma gereklidir ve çekirdek için hidrojen kaynağı yöntemi gereklidir)
57. Perlitli ısıya dayanıklı çeliğin kaynak işlemi?
Yüksek sıcaklıklarda yeterli mukavemete ve oksidasyon direncine sahip olan çelik, ısıya dayanıklı çelik olarak bilinir.
Düşük alaşımlı ısıya dayanıklı çelik, temel olarak birincil alaşım elementleri olarak Cr ve Mo'dan oluşur. Matris yapısı perlitten (veya perlit + ferritten) oluşur ve Perlit Isıya dayanıklı çelik olarak adlandırılır. Yaygın olarak kullanılan çelik kaliteleri arasında 15CrMo, 12CrMoV, 12Cr2MoWVTiB, 14mnmov, 18mnmonb ve 13mnnimonb bulunur.
Perlit Isıya dayanıklı çelik belirli miktarda Cr, Mo ve diğer alaşım elementleri içerdiğinden, sert ve kırılgan bir martensit yapısı ısıdan etkilenen bölgede üretilebilir.
Düşük sıcaklıklarda kaynak yaparken veya sert yapıların kaynağında soğuk çatlaklar oluşabilir. Bu nedenle, kaynak sırasında aşağıdaki işlem önlemleri alınmalıdır:
(1) Pyeniden ısıtma
Ön ısıtma, perlit yapısına sahip ısıya dayanıklı çeliğin kaynağında çok önemli bir işlemdir.
Kaynak kalitesini garanti etmek için, iş parçası önceden ısıtılmalı ve punta ve formal kaynak sırasında 80 ila 150 ℃ sıcaklıkta tutulmalıdır.
Destek için argon ark kaynağı veya CO2 gaz korumalı kaynak kullanıldığında ön ısıtma sıcaklığı azaltılabilir veya tamamen atlanabilir.
(2) Skaynak sonrası düşük soğutma
Kaynak işleminden hemen sonra, kaynağı örtün ve ısıdan etkilenen bölge asbestli bez ile yavaşça soğutun.
(3) Post kaynak isil i̇şlemi̇
Gecikmiş çatlamayı önlemek, gerilimi azaltmak ve mikroyapıyı iyileştirmek için kaynaktan sonra hemen yüksek sıcaklıkta temperleme yapılmalıdır.
Kaynak sonrası ısıl işlem sırasında 350 ~ 500 ℃ sıcaklık aralığından kaçınmak önemlidir, çünkü bu aralık Pearlite Isıya dayanıklı çelikte güçlü yangın kırılganlığına neden olabilir.
Tablo 2, yaygın olarak kullanılan birkaç perlitik ısıya dayanıklı çelik için önerilen kaynak sonrası ısıl işlem sıcaklığını göstermektedir.
Kaynak sonrası yüksek sıcaklık temperleme sıcaklığı (℃)
15CxMo12Cx1MoV20CxMo12Cx212Cx3MoVSiTiB
>10> 6 Herhangi bir kalınlık herhangi bir kalınlık
680 ~ 700720 ~ 760720 ~ 760760 ~ kaynak ve kesme bi̇rli̇ği̇ 780740 ~ 780
58. Düşük karbonlu çelik düşük sıcaklıkta nasıl kaynaklanır?
Şiddetli kış koşullarında düşük karbonlu çelik yapıların kaynağı yapılırken, kaynaklı bağlantının hızlı soğuma hızı çatlakların oluşma eğilimini artırır. Bu durum özellikle çatlamaya daha yatkın olan kalın ve büyük bir yapının ilk kaynağı için geçerlidir.
Bu nedenle, aşağıdaki süreç önlemleri alınmalıdır:
Kaynaktan önce metali önceden ısıtın ve kaynak sırasında ön ısıtma sıcaklığından daha düşük olmayan tutarlı bir pasolar arası sıcaklığı koruyun.
Düşük hidrojenli veya ultra düşük hidrojenli kaynak malzemeleri kullanın.
Puntalama kaynağı sırasında kaynak akımını artırın, kaynak hızını yavaşlatın, puntalama kaynaklarının kesit alanını ve uzunluğunu artırın ve gerekirse ön ısıtma yapın.
Kaynağın tamamı mümkünse kesintisiz olarak tamamlanmalıdır.
Oluk yüzeyinin dışındaki ana metal üzerinde ark çarpması yapmayın ve ark söndürme sırasında ark çukurunu doldurun.
Kaynak parçalarını düşük sıcaklıklarda bükmekten, düzeltmekten ve monte etmekten mümkün olduğunca kaçının.
Çeşitli metal yapıların düşük sıcaklıkta kaynağı sırasında gereken ön ısıtma sıcaklığı için lütfen Tablo 3'e ve boruların ve basınçlı kapların düşük sıcaklıkta kaynağı sırasında gereken ön ısıtma sıcaklığı için Tablo 4'e bakın.
Tablo 3 Düşük karbonlu çelik metal yapının düşük sıcaklık kaynağının ön ısıtma sıcaklığı
Kaynak kalınlığı (mm)
Çeşitli sıcaklıklarda ön ısıtma sıcaklığı
<3031~5051~70
30'dan düşük olmadığında ön ısıtma yapmayın; - 30'un altında ön ısıtma yapın; 100 ~ 150 ℃ 10'dan düşük olmadığında ön ısıtma yapmayın; Sıcaklık 10'dan düşük olduğunda ön ısıtma yapın; 100 ~ 150 ℃ 0'dan düşük olmadığında ön ısıtma yapmayın; 0'dan düşük olduğunda 100 ~ 150 ℃ ön ısıtma yapın
Tablo 4 Düşük karbonlu çelik boru hattı ve basınçlı kapların düşük sıcaklık kaynağının ön ısıtma sıcaklığı
Kaynak kalınlığı (mm)
Çeşitli sıcaklıklarda ön ısıtma sıcaklığı
<16173031^4041~50
30 ℃'den düşük olmadığında ön ısıtma yapmayın; 100 ~ 150 ℃'de - 30 ℃'nin altında ve - 20 ℃'nin altında değil ön ısıtma yapın; - 20 ℃'nin altında ön ısıtma yapın; 100 ~ 150 ℃ 10 ℃'den düşük olmadığında ön ısıtma yapmayın; Sıcaklık - 10 ℃'den düşük olduğunda, ön ısıtma sıcaklığı 100c150 ℃'den düşük değildir ve - 0 ℃ olmadığında, ön ısıtma gerekli değildir; 0 ℃'den düşük olduğunda 100 ~ 150 ℃ ön ısıtma yapın
(1) Manuel ark kaynağı söz konusu olduğunda, doğru kaynak çubuğunun seçilmesi çok önemlidir. Yaygın düşük karbonlu çelikler için Q235ortalama çekme mukavemeti 417,5 MPa'dır. Eşit mukavemet prensibine göre, bu çelik kalitesi için önerilen kaynak çubuğu E43 serisi olacaktır.
Farklı kalitelerdeki düşük karbonlu çeliklerin manuel ark kaynağı için elektrot seçimi hakkında daha fazla bilgi için lütfen Tablo 5'e bakın.
Tablo 5 Düşük karbonlu çelik manuel ark kaynağı için elektrot seçimi
Çelik sınıfı
Genel yapı için seçilen kaynak çubuğu modeli
Dinamik yük, karmaşık, kalın levha yapısı, kazan
Kaynak koşulları
Basınçlı kap ve düşük sıcaklık kaynağı için kaynak çubuğu modeli
Q235
E4313,E4303,E4301,E4320,E4311
E4316,E4315(E5016,E5015)
Genellikle önceden ısıtılmaz
Q255
Genellikle önceden ısıtılmaz
Q275
E4316,E4315
E5016,E5015
Kalın plaka yapısının 150 ℃ üzerinde ön ısıtması
08、10、15、20
E4303,E4301,E4320,E4311
E4316,E4315(E5016,E5015)
Genellikle önceden ısıtılmaz
25
E4316,E4315
E5016,E5015
Kalın plaka yapısının 150 ℃ üzerinde ön ısıtması
20g22g
E4303,E4301
E4316,E4315(E5016,E5015)
Kalın levha yapısının ön ısıtması 100 ~ 150 ℃'dir ve kaynak ve kesme ittifakı genellikle önceden yapılmaz
20R
E4303,E4301
E4316,E4315(E5016,E5015)
Not: Tabloda parantez içindeki kaynak çubuğu modeli, bunun yerine kullanılabileceğini gösterir.
(2) Tozaltı kaynağı için uygun kaynak teli ve eritken seçimi düşük karbonlu çeliktir.
Tozaltı kaynağı için uygun kaynak teli ve eritken seçimi için Tablo 6'ya bakın.
Tablo 6 Düşük karbonlu çelik tozaltı kaynak teli ve flux eşleştirme seçimi
Çelik sınıfı
Kaynak teli
Akı
Q234
HO8A
HJ430HJ431
Q255
HO8A
Q275
HOBMnA
15、20
H08A, HO8MnA
HJ430HJ431HJ330
25
HO8MnA, H10Mn2
20g , 22g
HO8HnA, HO8MnSi, h10Mn2
20R
H08MnA
(3) CO2 kaynak teli seçimi: Kaynak teli kaliteleri katı özlü kaynak teli H08Mn2Si ve H08Mn2SiA'dır ve kaynak sonrası biriken metalin yüksek mukavemetini sağlarlar. Mevcut özlü tel kaliteleri YJ502-1, YJ506-2, YJ506-3 ve YJ506-4'tür.
(4) Kaynak teli ve akının eşleştirilmesi için elektroslag kaynağıElektroslag kaynağının eriyik havuzunun sıcaklığı tozaltı kaynağından daha düşüktür. Bu nedenle, eriyikteki silisyum ve manganezin azaltma etkisi zayıftır. Yüksek manganez ve silikon içerikli kaynak teli seçilmesi tavsiye edilir.
Bu nedenle elektroslag kaynağı için genellikle H10Mn2, H10MnSi kaynak teli ve flux HJ360 veya H10MnSi kaynak teli ve flux HJ431 tercih edilir.
60. Çeliğin kaynaklanabilirliğini değerlendirmek için karbon eşdeğer değerini kullanmanın sınırlamaları nelerdir?
Çeliğin kaynaklanabilirliği genel ve göreceli olarak karbon eşdeğer değerine göre değerlendirilebilir. Ancak, bu değer sadece belirli bir aralıkta olabilir çünkü:
1. Eşit karbon eşdeğer değerlerine ancak farklı karbon içeriklerine sahip iki çelik farklı kaynaklanabilirliğe sahip olacaktır. Daha yüksek karbon içeriğine sahip çelik, kaynak sırasında sertleşmiş bir yapı üretmeye daha yatkındır, bu da çatlama ve zayıf kaynaklanabilirlik için daha büyük bir eğilime yol açar.
Bu nedenle, çeliğin karbon eşdeğer değeri eşit olduğunda, kaynaklanabilirliğin doğru bir göstergesi olarak kabul edilemez.
2. Karbon eşdeğer değeri hesaplaması yalnızca kimyasal bileşimin kaynaklanabilirlik üzerindeki etkisini yansıtır ve farklı yapılar üretebilen farklı soğutma hızlarının potansiyel etkisini hesaba katmaz. Soğutma hızı hızlıysa, kaynaklanabilirlik daha da kötüleşecektir.
Maksimum ısıtma sıcaklığı, kaynak döngüsünde yüksek sıcaklıkta kalma süresi ve kaynak metali yapısı gibi diğer faktörler de kaynaklanabilirliği etkiler, ancak karbon eşdeğer değeri hesaplama formülüne yansıtılmaz.
Bu nedenle, karbon eşdeğer değeri formülü çeliğin kaynaklanabilirliğini yalnızca belirli bir çelik kalitesi aralığında değerlendirebilir ve doğru bir değerlendirme endeksi olarak kullanılamaz.
61. 18MnMoNb çeliğinin kaynak işlemi?
18MnMoNb çeliğinin akma noktası 490 MPa'dır, bu da onu 490 MPa kalite çeliğin bir parçası yapar.
Yüksek karbon ve alaşımlı çelik içeriği nedeniyle 18MnMoNb çeliği, 16Mn çeliğine göre su verme sertleşmesine ve soğuk çatlamaya daha fazla eğilim gösterir.
Kaynak işleminin kilit noktaları:
Elektroslag kaynağının yanı sıra, kaynaktan önce kaynaklara ön ısıtma önlemleri uygulamak gerekir. Ön ısıtma sıcaklığı 150℃ ila 180℃ arasında ayarlanmalıdır. Sert bağlantılar için ön ısıtma sıcaklığının 180℃ ila 230℃'ye yükseltilmesi gerekir. Kaynak veya kaynak kesintisinden sonra, 250 ℃ ila 350 ℃ arasında derhal ısıl işlem yapılmalıdır.
Uygun kaynak malzemelerini seçin.
Birleşimin performansını ve kalitesini garanti etmek için kaynak hattı enerjisi uygun şekilde kontrol edilmelidir. Örneğin, kaynak hattı enerjisi manuel ark kaynağı sırasında 24kJ/cm'nin altında ve tozaltı kaynağı sırasında 35kJ/cm'nin altında kontrol edilmelidir. Bununla birlikte, kaynak hattı enerjisi çok küçük olmamalıdır; aksi takdirde, kaynaklı bağlantı sertleşebilir ve tokluğu azaltabilir. Bu arada, ara katman sıcaklığı ön ısıtma sıcaklığı ile 300°C arasında tutulmalıdır.
Isıl işlem kaynaktan sonra yapılmalıdır. Elektroslag kaynaklı bağlantılar için ısıl işlem yöntemi 900℃ ila 980℃'de normalleştirme ve 630℃ ila 670℃'de temperlemeyi içerir. Manuel ark kaynağı ve tozaltı ark kaynağı için kaynak bağlantılarıKaynak artık gerilimini ortadan kaldırmak için yüksek sıcaklıkta temperleme işlemi gereklidir. Temperleme sıcaklığı genel çelikten yaklaşık 30°C daha düşük olmalıdır.
62. Kaynaklı çelik parçalar için tavlama sıcaklığı ve süresinin seçimi?
Stres giderici tavlama bir malzemenin anormal noktanın altında 450 ila 650 °C arasında belirli bir süre ısıtılmasını ve ardından yavaşça oda sıcaklığına soğutulmasını içerir. Bu işlem etkili bir şekilde ortadan kaldırabilir artık stres kesme, damgalama, döküm ve kaynak sırasında üretilir.
Karbon çeliği için önerilen ısıtma sıcaklığı 625 ± 25 ℃ iken alaşımlı çelik için 700 ± 25 ℃'dir.
Gerekli tutma süresi malzemenin kalınlığına bağlı olacaktır. Karbon çeliği için bekletme süresi 25 mm kalınlık başına 1 saat olmalıdır. Alaşımlı çelik için, 25 mm kalınlık başına 2 saat olmalı ve soğutma hızı 25 mm kalınlık başına saatte 275 ℃'den az olmalıdır.
Isıl işlem sürecinin büyük ölçüde ampirik değerlere bağlı olduğunu ve sadece kopyalama yoluyla çözülemeyeceğini belirtmek önemlidir. Malzeme bileşimi farklı malzeme türleri arasında büyük farklılıklar gösterir.
63. Kaynak alanındaki gaz kaynakları nelerdir?
Kaynak sırasında, kaynak havuzunun etrafında temel olarak aşağıdaki kaynaklardan kaynaklanan çeşitli gazlar bulunur:
(1) Elektrot kaplamasındaki veya flaksındaki gaz üreten madde tarafından üretilen gaz.
(2) Ortam havası.
(3) Eritme sırasında kaynak çekirdeği, kaynak teli ve ana metalden çıkan artık gaz.
(4) Elektrot kaplamasında veya fluxta kalan kristal suyun yüksek sıcaklıkta ayrışmasıyla oluşan gaz.
(5) Pas, nem, boya ve elektrik arkının etkisi altında ayrışan ana metal yüzeyinden çıkarılmamış diğer malzemeler.
64. HJ431 akısının performansı ve uygulaması?
HJ431, eritme tipine ait yüksek manganez ve yüksek silikonlu bir flaksdır.
Tablo 24 akının kimyasal bileşimini göstermektedir.
Akı, kırmızı-kahverengi veya açık sarı renkte mevcuttur ve boyutları 0,45 ila 2,5 mm arasında değişen camsı partiküller şeklindedir.
Güç kaynağı hem AC hem de DC için kullanılabilir, DC güç kaynağı için ters bağlantı gerekir.
Flux, mükemmel proses performansı ve kararlı ark sergileyerek kaynakta güzel balık pulu dalgalanmalarına neden olur. Bununla birlikte, ortalama pas direncine sahiptir. Erimiş metal ile kaynak sırasında meydana gelen ana kimyasal reaksiyonlar aşağıdaki gibidir:
MnO + Fe = FeO + MnSiO2 + 2Fe = 2FeO + SiCaFe + H2O = CaO + 2HF ↑
CaF2 + 2H = Ca + 2HF ↑
İndirgenmiş Mn ve Si kaynak metaline nüfuz ederek mekanik özelliklerini geliştirir.
HF salınımı kaynak metalinin hidrojen içeriğini en aza indirir ve porozite önleme özelliğini geliştirir.
Tablo 7 HJ431'in (%) kimyasal bileşimi (kütle oranı)
Si0
MnO
CaF
Mgo
Ca0
AlO
Fe0
S
P
40~44
34~38
3~7
5~8
≤6
≤4
≤1.8
≤0 .06
≤0.08
HJ431, düşük karbonlu çelik ve düşük alaşımlı çeliğin önemli bileşenlerini kaynaklamak için H08A ve H08MnA kaynak telleri ile birlikte kullanılır.
2) İkinci ve üçüncü rakamlar, 01, 02 ve " şeklinde sıralanan aynı cüruf sistemi tipindeki farklı flaks markalarını temsil eder.
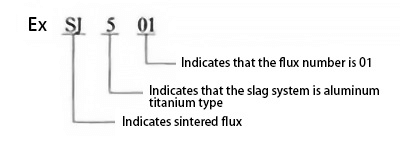
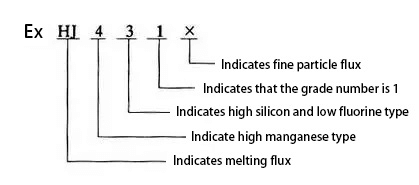
66. Eritme flaksı markasının hazırlama yöntemi?
Kaynak malzemelerinin ürün örneğindeki düzenlemelere göre, erimiş flux, HJ harfi ve ardından üç rakam ile temsil edilir:
1) İlk rakam akıdaki MnO içeriğini gösterir ve seri düzenlemesi Tablo 9'da gösterilmiştir.
Tablo 9 eriyen akı markasının ilk basamak serisi
Flux markası
Akı Tipi
MnO kütle oranı (%)
H sipariş 1 ×× H2 ×× H Ding 3 ×× H Ding 4 ××
Manganez yok; Düşük manganez; Orta manganez; Yüksek manganez
<22~51
2) İkinci rakam akıdaki SiO2 ve CaF2 içeriğini gösterir ve seri düzenlemesi tablo 10'da gösterilmiştir.
Tablo 10 erime akısı markasının ikinci basamak serisi
Flux markası
Akı Tipi
si0caf kütle kesri (%)
× bir × HJ × iki × H × üç × × 4XHJ × beş × H Ding × altı × HJ × yedi × HJ × sekiz × H × dokuz ×
Düşük silikon ve düşük florin; Orta silikon ve düşük florin; Yüksek silikon ve düşük florin; Düşük silikonda florin; Orta silikon ve florin; Yüksek silikonda florin; Düşük silikon ve yüksek florin; Orta silikon ve yüksek florin; diğer
3) Üçüncü rakam, 0, 1, 2 ve " sırasına göre düzenlenmiş aynı tip flaksın farklı derecelerini gösterir. 4) Aynı flaks markası için iki partikül boyutu üretildiğinde, ince partiküller durumunda (flaksın partikül boyutu
0,45 ~ 2,4 mm) akı markası ve ardından" ×" Word.
67. Sj501 flux'ın performansı ve uygulaması?
SJ501, Tablo 11'de gösterilen kimyasal bileşime sahip sinterlenmiş bir asit flaksıdır. Güç kaynağı hem AC hem de DC kaynak için uygundur. DC kaynak kullanıldığında, ters bağlantı benimsenir ve maksimum kaynak akımı 1200A'ya ulaşabilir. Eritkenin rengi gümüş beyazıdır. Yüksek hızlı kaynak sırasında gözenekliliğe karşı güçlü bir dirence sahiptir ve az miktarda pasa veya yüksek sıcaklıkta oksit filmine karşı hassas değildir.
SJ501, H08A ve H08MnA kaynak telleri kullanılarak düşük karbonlu çelik ve bazı düşük alaşımlı çelik yapıların kaynağı için uygundur. Ayrıca çok telli hızlı kaynak için, özellikle çift taraflı tek geçişli kaynak için idealdir.
Tablo 11 SJ501'in (%) kimyasal bileşimi (kütle oranı)
Si0+Ti0
Al2O3+MnO
CaF2
S
P
30
59
8.8
0.039
0.041
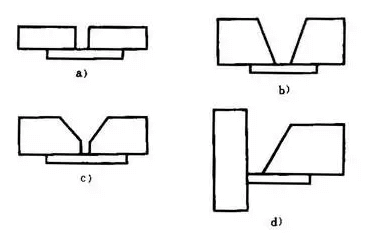
68. Tampon eklemlerin yaygın biçimleri nelerdir? Avantajları ve dezavantajları nelerdir?
Ana metalle aynı bileşimden yapılmış bir destek plakası, kaynak işlemi sırasında kökü yakmadan tam kaynaklı bir bağlantı sağlamak için oluğun arkasına yerleştirilir.
Bu tür bir bağlantı destek plakası bağlantısı olarak bilinir ve destek plakasının yaygın biçimleri şunlardır: I-şekilli kayış destek plakası oluğu, V-şekilli kayış destek plakası oluğu, Y-şekilli kayış destek plakası oluğu, Şekil 6'da gösterildiği gibi tek taraflı V-şekilli kayış destek plakası oluğu.
a) Destek plakalı I-şekilli oluk
b) Destek plakalı V şekilli oluk
c) Destek plakalı Y-şekilli oluk
d) Destek plakalı tek taraflı oluk
Taban plakası birleştirme kaynağı için gereken operasyon becerileri, tek taraflı kaynak ve çift taraflı şekillendirmeye kıyasla daha basit ve ustalaşması daha kolaydır.
Bu teknik genellikle küçük çaplı silindirlerin veya ceketli kapların çevresel dikiĢi gibi arkadan kaynak yapmanın mümkün olmadığı durumlarda kullanılır.
Bununla birlikte, bu yöntemin bir dezavantajı, taban plakasının ve silindirin eliptikliğinin tutarsız olması durumunda, bir araya getirildiklerinde bir boşluk oluşabilmesidir. Kaynak sırasında, erimiş cüruf yukarı çıkmayabilir ve cüruf kapmasına neden olabilir.
Çelik basınçlı kaplar için JB4708-92 kaynak prosedürü yeterliliği şunları öngörmektedir bükme açısı destekli tek taraflı kaynak için çift taraflı kaynağın bükülme açısı standardı esas alınabilir.
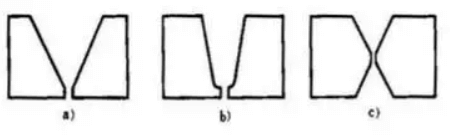
69. Y-şekilli oluk, küt kenarlı U-şekilli oluk ve çift Y-şekilli oluğun avantaj ve dezavantajlarını karşılaştırınız?
Kaynak parçasının kalınlığı aynı olduğunda, üç oluğun geometrisi Şekil 5'te gösterilmiştir.
a) Y-oluk b) Kör kenarlı U-oluk c) Çift Y-oluk
(1) Y-oluk
1) Oluk yüzeyi işleme basittir.
2) Ters çevrilmeden tek taraftan kaynak yapılabilir.
3) Ne zaman alan alanı kaynak oluğu büyüktür, çok sayıda dolgu malzemesi vardır ve kaynak kalınlığı büyüktür, verimlilik düşüktür.
4) Büyük kaynak deformasyonu.
(2) Künt kenarlı U şeklinde oluk
Ters çevrilmeden bir taraftan kaynak yapılabilir.
Kaynak oluğunun yüzey alanı büyük olduğunda, gereken dolgu malzemesi miktarı azdır ve kaynaklı malzemenin kalınlığı önemlidir, bu da Y şeklindeki oluğa göre daha yüksek verimlilik sağlar.
Kaynak deformasyonu daha büyük malzemeler için daha önemlidir.
Yiv yüzeyinin kök yarıçapının işlenmesindeki zorluk, bu yivin popülerliğini ve uygulamasını sınırlamaktadır.
(3) çift Y şekilli oluk
Çift taraflı kaynak, kaynak sırasında kaynak parçasının ters çevrilmesini gerektirir, ancak kaynak deformasyonu minimumdur.
Yiv yüzeyinin işlenmesi Y şeklindeki bir yivinkinden biraz daha karmaşık olsa da, küt kenarlı U şeklindeki bir yivinkinden daha basittir.
Yiv alanı, Y şeklindeki bir yiv ile küt kenarlı U şeklindeki bir yiv arasındadır, bu da Y şeklindeki bir yivden daha yüksek verimlilik ve Y şeklindeki bir yivden daha az dolgu malzemesi gerektirir.
70. Kaynak sembollerinde tamamlayıcı sembollerin temsilini tanımlamaya çalışınız?
Tabloda gösterildiği gibi, kaynakların bazı özelliklerini tamamlamak için ek semboller kullanılır.
İsim
Kroki Harita
Sembol
yorumlayıcı beyan
Destek plakalı sembol
Kaynağın altında bir destek plakası olduğunu gösterir
Üç taraflı kaynak sembolü
Üç tarafta kaynak olduğunu gösterir
Çevreleyen kaynak sembolü
Kaynak parçasının etrafındaki kaynağı gösterir
Alan sembolü
Sahada veya yerinde kaynak yapıldığını gösterir
Kuyruk tesadüfü
Kaynak işlemi ve yöntemi gb185-85 referans alınarak işaretlenebilir
71. Kaynak sembolleri nelerdir? Kaynak sembolü kaç parçadan oluşur?
Bir çizim üzerinde kaynak yöntemini, kaynak formunu ve kaynak boyutunu gösteren sembol kaynak sembolü olarak bilinir.
GB324-88'de özetlenen kaynak sembollerinin gösterimine göre, bir kaynak sembolü tipik olarak bir temel sembol ve bir liderden oluşur. Ek olarak, yardımcı semboller, tamamlayıcı semboller ve kaynak boyutu sembolleri gerektiğinde dahil edilebilir.
72. Kaynak tipini tanımlayınız?
Kaynak sonrası kaynak parçasında oluşan birleşime kaynak denir.
Kombinasyon formuna göre, kaynaklar alın kaynaklarına ayrılabilir, köşe kaynaklari, tapa kaynakları ve uç kaynakları.
(1) Butt kaynak
Alın birleşimini oluşturan kaynaklara alın kaynağı denir. Alın kaynağı, alın eklemi veya T eklemi (çapraz eklem) ile oluşturulabilir; bu, sıfır kaynak ayağı ile kaynağı ifade eder. tam nüfuzi̇yet kaynaği Eğim verdikten sonra.
(2) Fillet kaynağı
Birbirine kaynaklanan iki kaynak parçasının birleşme yüzeyi düz veya düze yakın bir şekilde kaynaklanabilir. Ek olarak, kaynak hem alın kaynağı hem de birleştirme kaynağından oluştuğunda dolgu kaynağıbirleşik kaynak olarak adlandırılır.
Birleşik kaynak, bir T-eklem (çapraz bağlantı) eğimli hale getirildiğinde ve tam nüfuziyetle kaynaklandığında oluşturulur ve belirli bir kaynak ayağına sahip bir kaynakla sonuçlanır.
Bir olukta alın kaynağı oluşturulurken, oluk dışındaki iki kaynağı bağlamak için köşe kaynağı kullanılır.
(3) Ppabuç kaynağı
Biri yuvarlak delik açılmış iki kaynak parçasının üst üste bindirilmesiyle oluşan yuvarlak deliği dolduran ve daha sonra yuvarlak deliğe kaynatılan kaynağı ifade eder
(4) End kaynak
Sonlandırma bağlantılarını oluşturan kaynaklar.
73. Kaynak işlem parametrelerinin kaynak şekli üzerindeki etkisini açıklayınız?
Kaynak sırasında, kaynak kalitesini sağlamak için seçilen çeşitli fiziksel büyüklüklerin (kaynak akımı, ark gerilimi, kaynak hızı, doğrusal enerji vb. gibi) genel adı kaynak işlem parametreleridir.
İşlem parametrelerinin kaynak şekli üzerindeki etkisi aşağıdaki gibidir:
(1) Wakim i̇le i̇lgi̇li̇
Diğer koşullar değişmeden kaldığında, kaynak akımının artmasıyla kaynak kalınlığı ve takviyesi artarken, kaynak genişliği neredeyse değişmeden kalır (veya biraz artar).
(2) Arc voltajı
Diğer koşullar değişmeden kaldığında, ark gerilimi artar, kaynak genişliği önemli ölçüde artar ve kaynak kalınlığı ve takviyesi biraz azalır.
(3) Welding hızı
Diğer koşullar değişmediğinde, kaynak hızındaki bir artış kaynak genişliğinde, kaynak kalınlığında ve takviyede bir azalmaya neden olur.
Kaynak akımı, ark gerilimi ve kaynak hızı, kaynak sırasında üç ana kaynak işlemi parametresidir.
Bu parametreleri seçerken, iyi şekilli bir kaynak elde etmek ve gerekli standartları karşılamak için üçü arasında uygun koordinasyon göz önünde bulundurulmalıdır.
74. Kaynak parçalarının alın kaynağı için teknik gereklilikler nelerdir?
Kaynak parçalarının alın bağlantıları için gereklilikler aşağıdaki gibidir:
1. Farklı kalınlıklara sahip çelik plakalar birleştirilirken, her iki taraftaki plakalar arasındaki kalınlıktaki önemli bir fark, kaynak sonrası bağlantıdaki kesitte önemli bir değişikliğe neden olabilir. Bu değişiklik ciddi gerilim yoğunlaşmasına yol açabilir.
Bu nedenle, basınçlı kaplar gibi kritik kaynaklı yapılar için kalın plakalar inceltilmelidir. İlgili teknik standartlara göre, ince plakanın kalınlığı ≤ 10 mm olduğunda ve iki plaka arasındaki kalınlık farkı 3 mm'yi aştığında veya ince plakanın kalınlığı > 10 mm olduğunda ve iki plaka arasındaki kalınlık farkı ince plakanın kalınlığının 30%'sinden veya 5 m'den fazla olduğunda, kalın plakanın kenarı inceltilmelidir. İnceltilen uzunluk, kalınlık farkının 3 katına eşit veya daha büyük olmalıdır.
2. Düz hatlı bir kaynak, kavisli bir kaynakla birleştirildiğinde, kaynak tam birleşme noktasındadır, bu da önemli kaynak gerilimine yol açar ve tüm yapının zayıf yüzeyi haline gelir. Bu nedenle, alın bağlantısındaki kavisli kaynak düz bir kesite sahip olmalıdır, böylece kaynak düz alın konumunda olur.
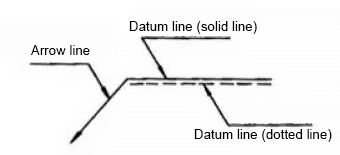
75. Kaynak sembolündeki liderin temsil yöntemini ve uygulamasını tanımlamaya çalışınız?
Lider genellikle Şekil 17'de gösterildiği gibi oklu bir lider (bundan sonra ok çizgisi olarak anılacaktır) ve iki referans çizgisinden (biri düz çizgi ve diğeri noktalı çizgi) oluşur.
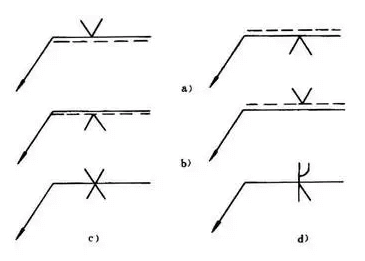
Lider kullanılırken, temel sembol ile eşleşmelidir:
Kaynak bağlantının ok tarafında ise, Şekil 18a'da gösterildiği gibi, temel sembolü referans çizgisinin düz çizgi tarafında işaretleyin.
Kaynak, bağlantının ok olmayan tarafındaysa, temel sembolü Şekil 18b'de gösterildiği gibi referans çizgisinin noktalı çizgisi üzerinde işaretleyin.
Simetrik kaynaklar ve çift taraflı kaynaklar işaretlenirken, Şekil 18c ve Şekil 18d'de gösterildiği gibi noktalı çizgiler gerekli olmayabilir.
a) Kaynak, bağlantının ok tarafındadır
b) Kaynak, bağlantının ok olmayan tarafındadır
c) Simetrik kaynak
d) Çift taraflı kaynak işi
76. Manyetik parçacık kusur tespitinin prensibini ve kalite standardını tanımlamaya çalışınız.
Manyetik parçacık testi, güçlü bir manyetik alana maruz kaldığında ferromanyetik malzemelerdeki yüzey kusurları tarafından üretilen kaçak manyetik alan tarafından çekilen manyetik parçacıklar olgusunu kullanan tahribatsız bir test yöntemidir.
Manyetik parçacık hata tespitinin prensibi, denetlenen kaynağın yerel olarak mıknatıslanmasını içerir ve bu da kaynaktan geçen manyetik kuvvet çizgileriyle sonuçlanır.
Aynı kesit boyutuna ve düzgün iç malzemelere sahip kaynaklar için manyetik kuvvet çizgilerinin dağılımı düzgündür. Bununla birlikte, kaynak yüzeyinde veya içinde çatlaklar, gözenekler ve cüruf kalıntıları gibi kusurların varlığında, manyetik kuvvet çizgileri bu alanları yüksek manyetik dirençle atlayarak Şekil 5A'da gösterildiği gibi bükülmeye neden olacaktır.
Bu noktada, manyetik parçacıklar kaynak yüzeyine serpilir ve manyetik kuvvet çizgileri yüzey kusurları üzerinde bulunan manyetik parçacıkların içinden geçerek "manyetik akı kaçağı" yaratır ve manyetik parçacıkların kusur üzerinde adsorbe olmasına neden olur.
Kusurun boyutu ve konumu, adsorbe edilen manyetik parçacıkların şekli, sayısı ve kalınlığı incelenerek belirlenebilir.
Kaynak yüzeyinden uzakta olan iç kusurların manyetik kuvvet hatları üzerinde manyetik akı sızıntısı yaratmayacağını ve bu nedenle manyetik parçacıkların emilmeyeceğini veya birikmeyeceğini ve kusurları tespit edilemez hale getireceğini belirtmek önemlidir. Bu test yönteminde kullanılan en yaygın manyetik partiküller ferrik oksittir (Fe3O4) ve ferrik oksit (Fe2O3).
Kusurlar şekillerine göre üç tipe ayrılabilir:
(1) Doğrusal bir kusur manyetik izinin uzunluğu, genişliğinin üç katından fazladır.
(2) Dairesel kusurlu manyetik iz, doğrusal olmayan herhangi bir kusurlu manyetik izdir.
(3) Dağınık kusurlu manyetik iz, belirli bir alanda aynı anda ortaya çıkan birkaç kusuru ifade eder.
Kalite standardı: ZBJ04006-87 standardı hükümlerine göre, kusurlu manyetik iz derecesi 7 seviyeye ayrılmıştır.
77. Kaynak sembollerinde temel sembollerin temsilini açıklayınız?
Temel sembol, kaynağın enine kesit şeklini temsil eden bir semboldür. Birkaç yaygın temel sembolik gösterim tabloda gösterilmiştir.
İsim
Kroki Harita
Sembol
I-şekilli kaynak
Y şeklinde kaynak
Künt kenarlı tek taraflı V şekilli kaynak
Künt kenarlı U şeklinde kaynak
Arka boncuk
Dolgu kaynağı
Fiş kaynağı
78. Radyografik muayene prensibi ve kaynak hatalarının görüntü özellikleri.
Radyografik inceleme için sırasıyla X-ışınları ve Y-ışınları kullanılabilir.
Işınlar metal malzemelerden geçerken, enerjilerinin bir kısmı emilir ve ışınları zayıflatır. Zayıflama, nüfuz eden malzemenin kalınlığına bağlı olarak farklılık gösterir. metal malzemeÇatlaklar, gözenekler, eksik penetrasyon veya malzemenin incelmesine neden olan diğer kusurlar gibi kusurlar veya hacim ve kütle farklılıkları (cüruf kalıntıları gibi) nedeniyle değişebilir.
Zayıflama kalın veya büyük nesnelerden geçerken daha belirgindir, bu da alt tabakada daha zayıf yoğunluğa, negatifte daha düşük hassasiyete ve geliştirme sonrasında daha sığ siyahlığa neden olur. Tersine, zayıflama daha az olduğunda siyahlık daha derindir.
Negatif üzerinde farklı siyahlık seviyelerine sahip görüntüler analiz edilerek kusurlar net bir şekilde görüntülenebilir.
79. Ultrasonik hata tespitinin prensibini ve kalite standardını tanımlamaya çalışınız.
Ultrasonik hata tespiti, malzemelerdeki iç kusurları tespit etmek için ultrason kullanan tahribatsız bir test yöntemidir.
Ultrasonik hata tespitinin prensibi, kaynaklardaki hatalar ile normal dokular arasındaki akustik empedans farkından (malzeme hacim kütlesi ve ses hızının çarpımı) ve farklı akustik empedansa sahip heterojen arayüzlerde ses dalgalarının yansıma fenomeninden yararlanarak hataları bulmayı içerir.
Kusur tespiti sırasında, probdaki bir piezoelektrik dönüştürücü, akustik bir bağlantı ortamı (su, yağ, gliserol veya macun gibi) yoluyla kaynak parçasına iletilen darbeli ultrasonik dalgalar yayar.
Kusurla karşılaştıktan sonra ultrasonik dalga yansıyan bir dalga oluşturur. Daha sonra benzer veya aynı başka bir prob, yansıyan ses dalgasını almak için kullanılır ve bu dalga dönüştürücü tarafından bir elektrik sinyaline dönüştürülür.
Elektrik sinyali yükseltilir ve bir floresan ekran üzerinde görüntülenir veya kağıt bant üzerine basılır. Kusur konumu, prob konumuna ve ses dalgasının yayılma süresine (floresan ekrandaki yankı konumu) bağlı olarak belirlenebilir.
Yansıyan dalganın genliği, kusurun boyutunun yaklaşık bir değerlendirmesini sağlayabilir.
Kalite standardı: Ultrasonik ışının kusur düzlemine dik olma olasılığı, kaynakların ultrasonik algılama yönlerinin sayısı ile artar, bu da daha yüksek bir kusur algılama oranı ve daha doğru değerlendirme sonuçları ile sonuçlanır.
GB11345-89'a göre, çelik kaynaklar için manuel ultrasonik hata tespit yöntemleri ve hata tespit sonuçlarının sınıflandırılması, ultrasonik hasarı üç muayene seviyesine ayırır: Kaynakların tespit yönlerinin sayısına bağlı olarak A, B ve C. Denetim kalitesi A seviyesinden C seviyesine doğru artar ve B seviyesi basınçlı kaplar için uygundur.
80. Kaynak alanı neden korunmalıdır? Nasıl korunmalı?
Kaynak alanını korumanın amacı, havanın damlacık ve havuzu istila etmesini önlemek ve kaynak metalindeki nitrojen ve oksijen içeriğini azaltmaktır.
Korunmanın üç yolu vardır:
⑴ Gaz koruması.
Gaz korumalı kaynak sırasında, kaynak alanını çevreleyen havadan izole etmek için bir koruyucu gaz (CO2, H2, Ar) kullanılır.
Öte yandan cüruf koruması, erimiş havuzun metal yüzeyinin hava temasını önlemek için bir cüruf tabakasıyla kaplanmasını içerir. Bu yöntem genellikle elektroslag kaynağı ve tozaltı ark kaynağı gibi kaynak işlemlerinde kullanılır.
Gaz cürufu kombine koruması, erimiş metali aynı anda korumak için hem koruyucu gaz hem de cüruf kullanan başka bir yöntemdir. Bu yöntem genellikle manuel ark kaynağında kullanılır.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Kusursuz bir kaynak elde etmek beceriden daha fazlasını gerektirir; voltaj ve akım arasındaki etkileşimde ustalaşmaya bağlıdır. Bu iki parametre, kaynak işleminin can damarıdır ve kaynak işleminden...
Kaynaklı yapıların sağlam görünümlerine rağmen neden bazen başarısız olduklarını hiç merak ettiniz mi? Bu makale, kaynak yapmanın gizli zorluklarına değinerek, eşit olmayan ısıtma ve soğutmanın nasıl...
Gökdelenlerin nasıl dik durduğunu veya arabaların nasıl birbirine kaynaklandığını hiç merak ettiniz mi? Bu blog elektrikli kaynak makinelerinin arkasındaki sihri ortaya çıkarıyor. Lincoln Electric ve Miller Welds gibi en iyi üreticiler hakkında bilgi edinin,...
Bugün hangi kaynak ekipmanı markalarının sektöre öncülük ettiğini hiç merak ettiniz mi? Bu makale ilk on kaynak makinesi üreticisini inceleyerek yeniliklerini, küresel varlıklarını ve benzersiz güçlerini vurguluyor....
Kaynakçıların zorlu pozisyonlarda nasıl mükemmel bağlantılar elde ettiğini hiç merak ettiniz mi? 6GR kaynağı, 45° açılı bir engel halkasına sahip boru hatlarını kaynaklamak için kullanılan özel bir tekniktir...
Kaynağın parlak kıvılcımlarının ardındaki gizli tehlikeleri hiç merak ettiniz mi? Bu makalede argon ark kaynağının insan vücudu üzerindeki zararlı etkilerini araştırıyoruz....
Kaynak çubuklarının üzerindeki rakam ve harflerin ne anlama geldiğini hiç merak ettiniz mi? Bu makale, karbon ve paslanmaz çelik kaynak çubukları için kodlama sistemini açıklayarak çekme mukavemetlerini,...
Kaynak çubuklarının tüketimini doğru bir şekilde nasıl hesaplayacağınızı hiç merak ettiniz mi? Bu blog yazısında, sektör uzmanları tarafından kaynak çubuklarının tüketimini tahmin etmek için kullanılan yöntem ve formülleri...
Paslanmaz çelikteki kaynak deformasyonu metal imalatında önemli sorunlara yol açabilir. Makalede, bu deformasyonları kontrol etmek ve düzeltmek için bakır plakalar, su kaynağı ve kaynak...