Gaz kaynağının nasıl çalıştığını ve makine mühendisliğinde neden bu kadar önemli olduğunu hiç merak ettiniz mi? Bu makale, gaz kaynağında kullanılan prensipleri, gaz alevi türlerini ve malzemeleri açıklamaktadır. Sonunda, farklı gazların ve kaynak tellerinin kaynak işlemlerinin kalitesini ve güvenliğini nasıl etkilediğini anlayacaksınız.
Oksijen, normal sıcaklık ve basınçta O2 moleküler formülüne sahip bir gazdır.
Oksijenin kendisi yanıcı değildir, ancak diğer yanıcı maddelerin yanmasına yardımcı olabilir ve güçlü bir yanmayı teşvik edici etkiye sahiptir.
Oksijenin saflığı, gaz kaynağının kalitesi, verimliliği ve oksijen tüketimi üzerinde doğrudan bir etkiye sahiptir ve gazlı kesim.
Oksijenin saflığı ne kadar yüksek olursa, gaz kaynağı ve gaz kesme kalitesi de o kadar iyi olur.
(2) Asetilen
Asetilen, kalsiyum karbür ve suyun etkileşimi ile elde edilen, C2H2 moleküler formülüne sahip, özel bir kokuya sahip renksiz bir hidrokarbon bileşiğidir.
Asetilen yanıcı bir gazdır ve hava ile karıştırıldığında oluşan alev sıcaklığı 2350°C iken, oksijen ile karıştırılıp yakıldığında oluşan alev sıcaklığı 3000-3300°C'dir.
Asetilen, belirli basınç ve sıcaklık koşulları altında patlayıcı olan tehlikeli bir gazdır.
(3) Sıvılaştırılmış Petrol Gazı (LPG)
Sıvılaştırılmış Petrol Gazı temel olarak propan (C3H8), bütan (C4H10) ve propilen (C3H6) gibi hidrokarbonlardan oluşur.
Normal basınç altında gaz olarak bulunur, ancak depolama ve taşıma için 0,8-1,5 MPa basınçta sıvılaştırılabilir, bu nedenle Sıvılaştırılmış Petrol Gazı olarak adlandırılır.
Asetilen gibi LPG de hava veya oksijenle karıştırıldığında patlayıcıdır, ancak asetilenden çok daha güvenlidir.
2. Gaz alevlerinin türleri ve özellikleri
(1) Oksi-asetilen alevi.
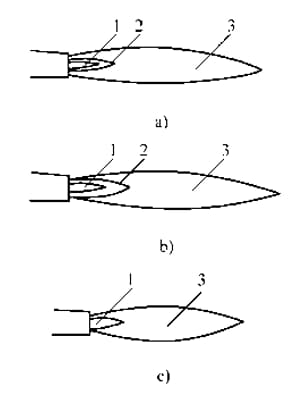
Oksi-asetilen alevinin yapısı ve şekli:
a) Nötr alev b) Karbürleme alevi c) Oksitleme alevi
1- Alev merkezi 2- İç alev 3- Dış alev
Alev tipi
Oksijen ve asetilen karışım oranı
Maksimum alev sıcaklığı/℃
Alev özellikleri
Nötr alev
1.1-1.2
3050-3150
Oksijen ve asetilen tamamen yanar, ne fazla oksijen ne de fazla asetilen vardır. Alev çekirdeği parlaktır, konturları nettir ve iç alev belirli bir derecede indirgenebilirliğe sahiptir
Kömürleşme alevi
<1.1
2700-3000
Asetilen fazladır ve alevde güçlü bir indirgeme etkisine sahip olan ve aynı zamanda belirli bir karbon etkisine sahip olan serbest karbon ve hidrojen vardır. Karbonizasyon alevinin tüm alevi nötr alevinkinden daha uzundur
Oksit alevi
>1.2
3100-3300
Alevde güçlü oksitleyici özelliklere sahip olan fazla miktarda oksijen vardır. Alevin tamamı kısadır ve iç ve dış alev katmanları belirsizdir
Oksijen-Sıvılaştırılmış Petrol Gazı Alevi
Oksijen-Sıvılaştırılmış Petrol Gazı alevinin yapısı temelde Oksi-Asetilen alevi ile aynıdır ve ayrıca oksitleyici alev, karbürleştirici alev ve nötr alev olarak sınıflandırılabilir.
Alev merkezi kısmi ayrışma reaksiyonlarına maruz kalır, ancak daha az ayrışma ürünü ile.
İç alev asetilen kadar parlak değildir ve hafif mavimsi görünür, dış alev ise Oksi-Asetilen alevinden daha net ve daha uzundur.
Sıvılaştırılmış Petrol Gazının tutuşma noktasının daha yüksek olması nedeniyle, tutuşturulması asetilenden daha zordur ve tutuşma için doğrudan alev gerektirir.
Gaz Kaynağı
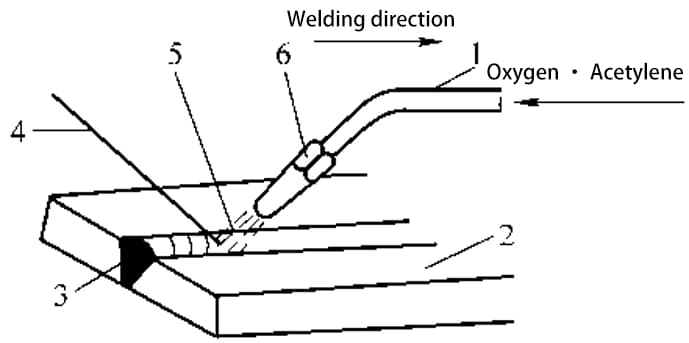
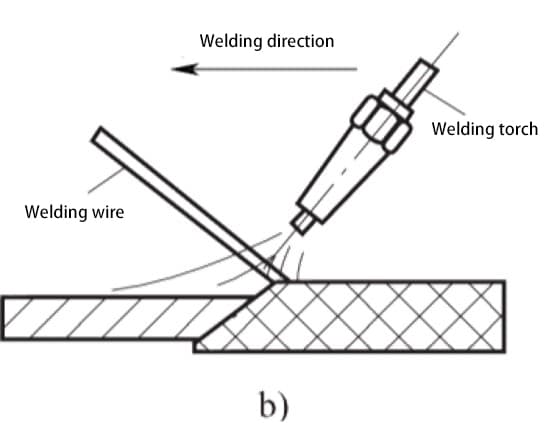
1. Gaz Kaynağının Prensipleri, Özellikleri ve Uygulamaları.
1 - Gaz karıştırma tüpü; 2 - İş parçası; 3 - Kaynak bağlantısı; 4 - Dolgu teli; 5 - Gaz kaynağı alevi; 6 - Kaynak torcu.
(2) Gaz Kaynağının Özellikleri ve Uygulamaları
Gaz kaynağının avantajları basit ekipman gerektirmesi, kullanımının kolay olması, düşük maliyetli olması ve güçlü uyarlanabilirliğe sahip olmasıdır. Uygun kaynak için elektrik kaynağı olmayan yerlerde kullanılabilir.
Gaz kaynağının dezavantajları, alev sıcaklığının düşük olması, ısıtmanın dağınık olması, ısıdan etkilenen bölgenin geniş olması, iş parçasının kolayca deforme olması ve aşırı ısınması ve gaz kalitesinin düşük olmasıdır. kaynak bağlantıları sağlamak elektrot ark kaynağında olduğu kadar kolay değildir.
Verimlilik düşüktür ve kalın metalleri kaynaklamak zordur. Otomasyona ulaşmak da zordur.
2. Gazaltı Kaynak Malzemeleri
(1) Gazaltı Kaynak Teli
Tablo 3-2 Yaygın Çelik Kaynak Tellerinin Sınıfı ve Kullanımı.
Karbon yapısal çelik kaynak teli
Alaşımlı yapısal çelik kaynak teli
Paslanmaz çelik kaynak teli
Sınıf
amaç
Sınıf
amaç
Sınıf
Amacımız:
H08
Genel düşük karbonlu çelik yapıların kaynağı
H10Mn2
HO8Mn ile aynı amaç
H03Cr21Ni10
Ultra düşük karbonlu paslanmaz çeliğin kaynağı18-8 tipi paslanmaz çeliğin birleştirilmesi
H08Mn2Si
H08A
Önemli düşük ve orta karbonlu çeliklerin ve bazı düşük karbonlu çeliklerin kaynağı alaşımlı çelik yapılar
H10Mn2MoA
Sıradan düşük alaşımlı çelik kaynağı
H06Cr21Ni10
18-8 tipi paslanmaz çelik kaynağı
H08E
H08A ile aynı amaç, iyi proses performansı
H10Mn2MoVA
Sıradan düşük alaşımlı çelik kaynağı
H08Cr21Ni10
18-8 tipi paslanmaz çelik kaynağı
H0SMn
Kazanlar, basınçlı kaplar vb. gibi önemli karbon çeliği ve sıradan düşük alaşımlı çelik yapıların kaynağı
Erime noktası 650°C'dir ve alkali bir reaksiyona sahiptir. Silikatlaşma özelliğine sahiptir ve gaz sırasında oluşan silikatları ve oksitleri etkili bir şekilde giderebilir. dökme demi̇r kaynaği. Ayrıca metallerin erimesini hızlandırma işlevi de vardır.
Dökme demir parçaların gaz kaynağı için kullanılır
CJ301
Bakır Gaz Kaynak Flaksı
Bor bazlı bir tuzdur, erimeye yatkındır ve erime noktası yaklaşık 650 ℃'dir. Asidik bir reaksiyona sahiptir ve bakır oksit ve bakır oksitleri etkili bir şekilde çözebilir.
Gaz için kullanılır bakır kaynağı ve bakır alaşımları
CJ401
Alüminyum Gaz Kaynak Flaksı
Erime noktası yaklaşık 560 ℃'dir, asidik bir reaksiyona sahiptir ve alüminyum oksit filmi etkili bir şekilde yok edebilir. Bununla birlikte, güçlü higroskopikliği nedeniyle, aşağıdakilere neden olabilir alüminyum korozyonu havaya karışır. Kaynaktan sonra cüruf iyice temizlenmelidir.
Alüminyum ve alüminyum alaşımlarının gazaltı kaynağı için kullanılır. alümi̇nyum alaşimlari
Gaz kaynağı flaks kaliteleri CJ ve ardından üç rakamla temsil edilir ve kodlama yöntemi şöyledir: CJxxx.
3. Gazaltı Kaynak Ekipmanları ve Aletleri.
Gaz kaynağı ekipmanının bileşimi:
1. Oksijen hortumu
2. Kaynak torcu
3. Asetilen hortumu
4. Asetilen silindiri
5. Asetilen regülatörü
6. Oksijen regülatörü
7. Oksijen tüpü
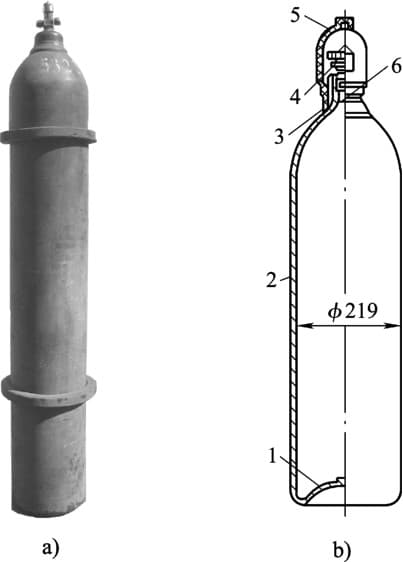
1. Oksijen Tüpü
a) Görünüm b) Yapı
1. Şişe tabanı
2. Silindir gövdesi
3. Şişe kasnağı
4. Oksijen tüpü valfi
5. Şişe kapağı
6. Silindir kapağı
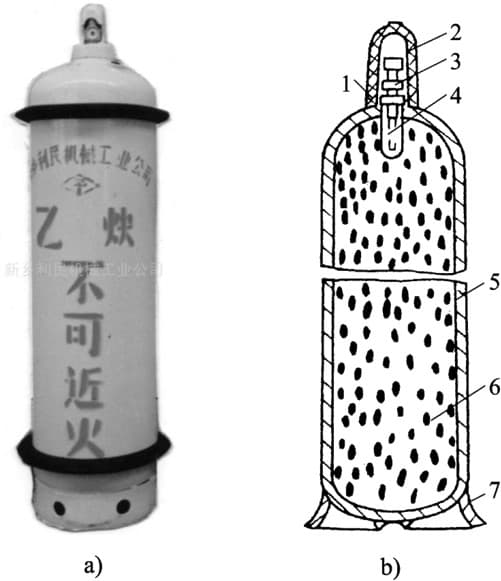
2. Asetilen Silindir
a) Görünüm b) Yapı
1. Şişe ağzı
2. Şişe kapağı
3. Silindir valfi
4. Asbest
5. Silindir gövdesi
6. Gözenekli dolgu malzemesi
7. Şişe tabanı
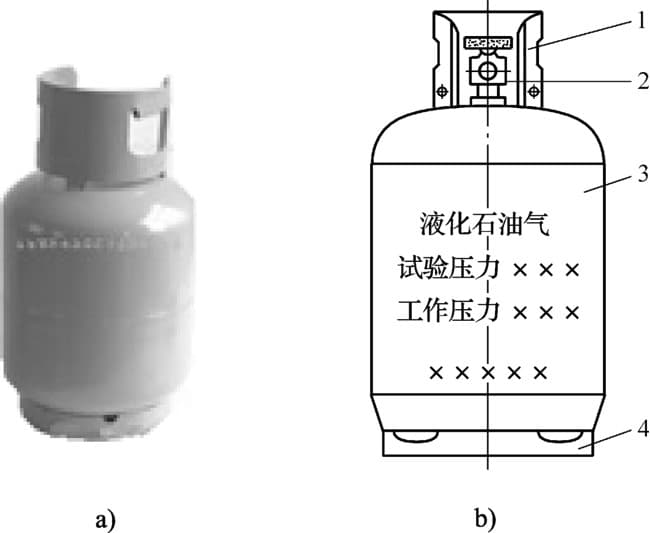
3. Sıvılaştırılmış Petrol Gazı Tüpü (LPG Tüpü)
a) Görünüm b) Yapı
1. Koruyucu kalkan
2. Silindir valfi
3. Silindir gövdesi
4. Taban
4. Basınç Regülatörü
(1) Basınç Regülatörlerinin İşlevleri ve Türleri
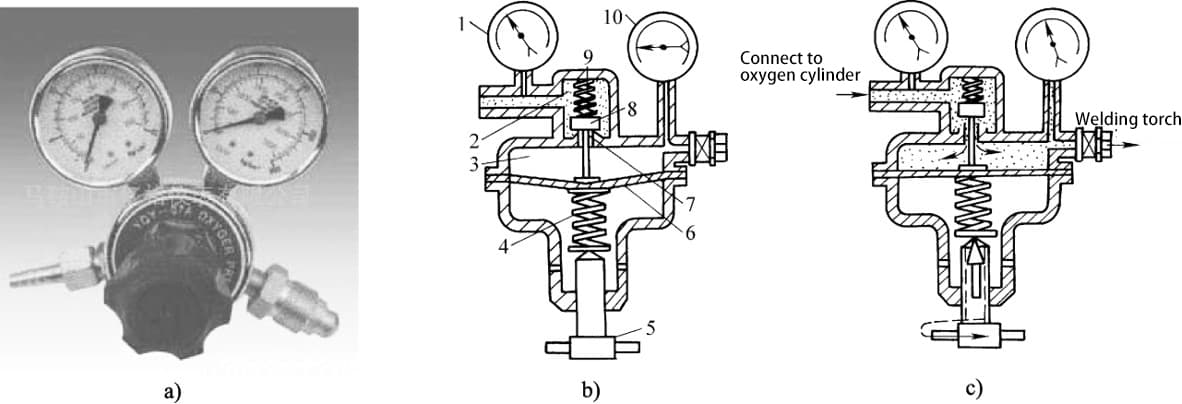
Bir basınç regülatörünün işlevi, silindirdeki yüksek basınçlı gazı çalışma için gerekli basınca düşürmek ve çalışma sırasında sabit bir basıncı korumaktır.
Basınç regülatörleri kullanım alanlarına göre oksijen basınç regülatörleri, asetilen basınç regülatörleri, sıvılaştırılmış petrol gazı basınç regülatörleri vb. olarak sınıflandırılabilir.
Yapılarına göre tek kademeli ve iki kademeli regülatörler olarak sınıflandırılabilirler. Çalışma prensiplerine göre doğrudan etkili ve ters etkili regülatörler olarak sınıflandırılabilirler.
(2) Oksijen Regülatörü
Tek Kademeli Ters Etkili Oksijen Regülatörü a) Görünüş b) Çalışmama durumu c) Çalışma durumu
Sıvılaştırılmış Petrol Gazı Regülatörünün işlevi, gaz tüpündeki basıncı çalışma basıncına düşürmek ve eşit gaz beslemesini sağlamak için çıkış basıncını stabilize etmektir.
Genel olarak, ev kullanımı için regülatörler, genel kesim için kullanılmak üzere biraz değiştirilebilir çelik levha kalınlığı.
Ayrıca, Sıvılaştırılmış Petrol Gazı Regülatörü doğrudan bir propan regülatörü ile de kullanılabilir.
Bir kaynak torcunun işlevi, yanıcı gaz ve oksijeni belirli bir oranda karıştırmak ve bunları yanma için belirli bir hızda püskürtmek, böylece belirli bir enerji, bileşim ve kararlı şekle sahip bir alev üretmektir.
Yanıcı gaz ve oksijeni karıştırmanın farklı yollarına göre, kaynak torçları enjeksiyon tipi kaynak torçlarına (düşük basınçlı kaynak torçları olarak da bilinir) ayrılabilir.basınçlı kaynak torçlar) ve eşit basınçlı kaynak torçları.
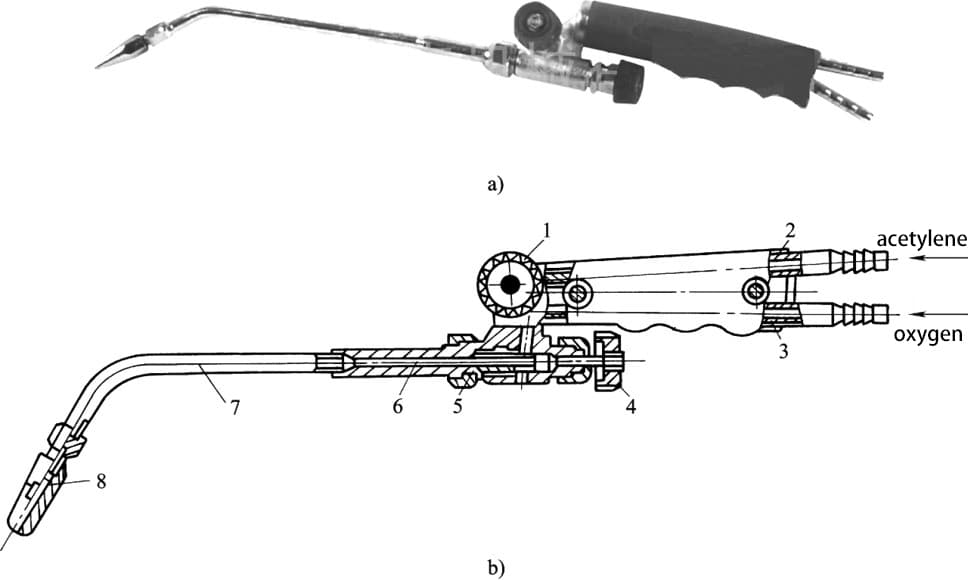
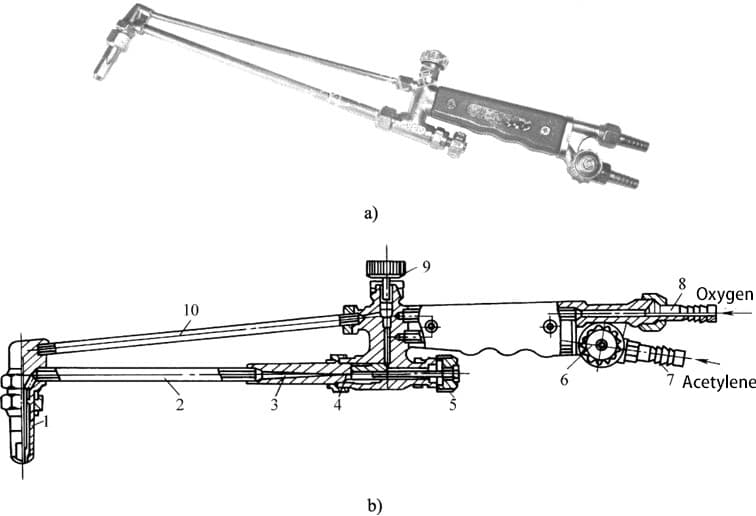
(2) Enjeksiyon Tipi Kaynak Torcunun Yapısı ve Prensibi
Enjeksiyon Tipi Kaynak Torcu a) Görünüm b) Yapı
1. Asetilen valfi
2. Asetilen kanalı
3. Oksijen kanalı
4. Oksijen valfi
5. Nozul
6. Enjeksiyon tüpü
7. Karışık gaz kanalı
8. Kaynak nozul çifti
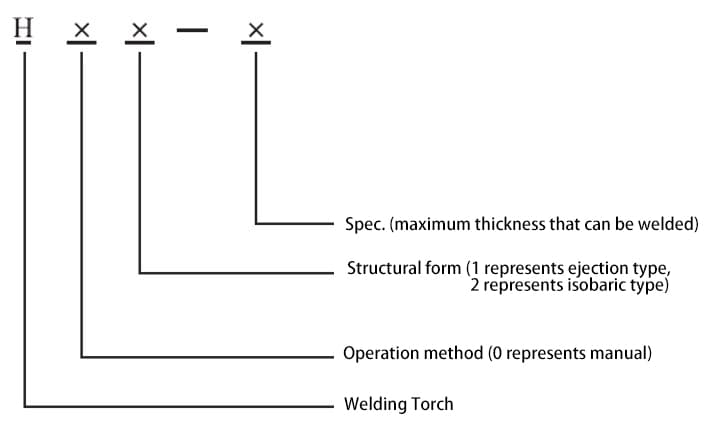
(3) Kaynak Torcu Modelinin Gösterimi
Kaynak torcu modeli, Pinyin "H" harfinin ardından seri numarası ve yapısal formu ve çalışma modunu temsil eden spesifikasyondan oluşur.
6. Gaz Hortumu
Oksijen tüpü ve asetilen tüpündeki gazların kauçuk hortumlar aracılığıyla kaynak veya kesme torcuna taşınması gerekir.
"Gaz kaynağı, kesme ve benzeri işlemler için kauçuk hortum" ulusal standardına göre, oksijen hortumu mavi ve asetilen hortumu kırmızıdır.
Kaynak torcuna bağlanan hortumun uzunluğu 5 metreden az olmamalıdır ancak çok uzun olması gaz akışına karşı direnci arttıracaktır.
Genel olarak 10 ila 15 metre uzunluk tavsiye edilir. Kaynak torcu için kullanılan kauçuk hortum yağ ile kirlenmemeli, gaz sızdırmamalıdır ve hortumların farklı gazlar arasında değiştirilmesi kesinlikle yasaktır.
7. Diğer Yardımcı Araçlar
(1) Kaynak Gözlükleri
(2) Ateşleme Tabancası
Tabanca tarzı bir ateşleme tabancası, kaynak torcunu ateşlemenin en güvenli ve en uygun yoludur.
Ayrıca kaynak aletleri arasında tel fırçalar, çekiçler ve eğeler gibi temizleme aletleri; pense, tel, hortum kelepçeleri, anahtarlar ve kaynak nozulları için temizleme iğneleri gibi gaz geçişlerini bağlamak ve kapatmak için kullanılan aletler de bulunur.
4. Gazaltı Kaynak İşlemi
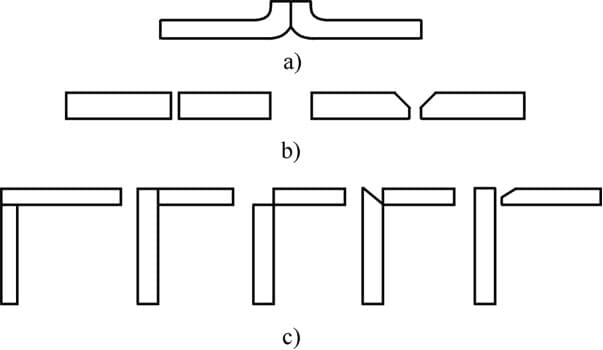
1. Ortaklığın Şekli
Gaz altı kaynağında birleştirme şekilleri
a) Bindirmeli Bağlantı
b) Alın Eklemi
c) Köşe Birleşimi
Tablo 3-7 Düşük Karbonlu Çelik için Bindirmeli Birleşim ve Alın Birleşiminin Şekil ve Boyutları
Ortak form
Plaka kalınlığı/mm
Kıvrık ve küt kenarlar/mm
Boşluk/mm
Yiv açısı
Kaynak teli çapı/mm
Sıkma bağlantı
0.5-1.0
1.5-2.0
gerek yok
I-şekilli oluklu alın bağlantısı
1.0-5.0
1.0-4.0
2.0-4.0
V-oluklu alın bağlantısı
>5.0
1.5-3.0
2.0-4.0
Sol kaynak yöntemi 80°, sağ kaynak yöntemi 60°
3.0-6.0
2. Gaz Kaynağı Parametreleri
(1) Kaynak Teli Tipi, Sınıfı ve Çapı
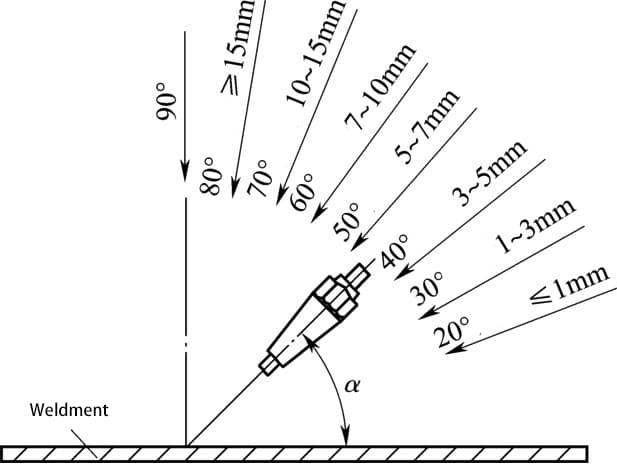
Kaynak kalınlığı/mm
1-2
2-3
3-5
5-10
10-15
Kaynak teli çapı/mm
1-2 veya kaynak teli olmadan
2-3
3-3.2
3.2-4
4-5
(2) Gaz Kaynak Flaksı
Gaz kaynağı eritkeninin seçimi, iş parçasının bileşimine ve özelliklerine göre yapılmalıdır. Genel olarak, karbon yapı çeliği gaz kaynağı için gaz kaynağı eritkenine ihtiyaç duymaz.
Ancak paslanmaz çelik, ısıya dayanıklı çelik, dökme demir, bakır ve bakır alaşımları ile alüminyum ve alüminyum alaşımları gazaltı kaynağı için gazaltı kaynak flaksı kullanılmasını gerektirir.
(3) Alevlerin Özellikleri ve Verimliliği
1) Alevlerin Özellikleri
2) Alevlerin Verimliliği
Tablo 3-9 Çeşitli Metal Malzemeler için Gazaltı Kaynak Alevlerinin Seçimi.
Malzeme türü
Alev tipi
Malzeme türü
Alev tipi
Düşük ve orta karbonlu çelik
Nötr alev
Alüminyum nikel çelik
Nötr alevler veya biraz daha fazla asetilen nötr alevler
Nozul, oksi-asetilen karışık gazın çıkış yeridir. Her kaynak torcu farklı çaplarda bir dizi nozul ile donatılmıştır. Daha kalın iş parçalarını kaynaklarken, daha büyük bir nozul seçilmelidir.
Tablo 3-10 Farklı Kalınlıktaki Kaynaklar için Nozul Seçimi.
Kaynak nozul numarası
1
2
3
4
5
Kaynak kalınlığı/mm
<1.5
1~3
2~4
4~7
7~11
Kaynak Torcunun Eğim Açısı ile Kaynak Kalınlığı Arasındaki İlişki
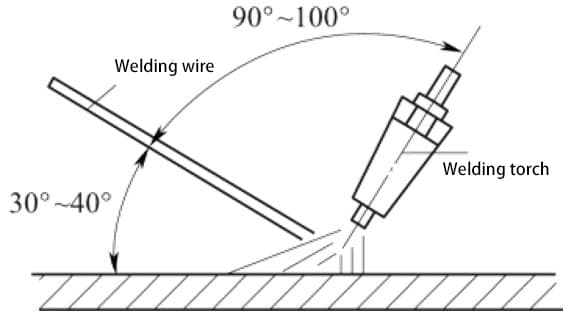
Kaynak Telinin Kaynak Torcuna ve Kaynağa Göre Konumu
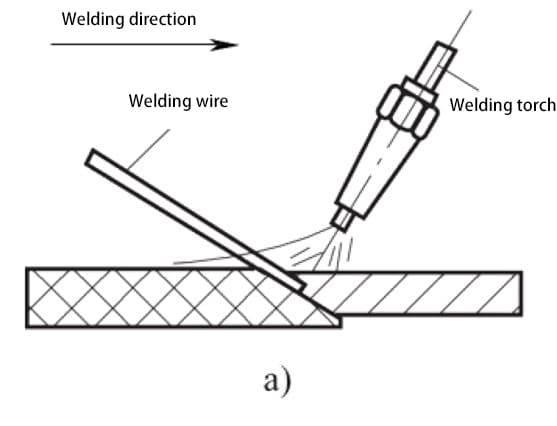
(5) Kaynak Yönü.
a) Sağa Kaynak Yöntemi
b) Sola Kaynak Yöntemi
(6) Kaynak Hızı.
Gazaltı Kaynak Parametrelerinin Kaynak Kalitesi ve Weld Seam Formation.
Çok yavaş, kaynak parçasının aşırı ısınmasına neden olabilir
Kaynak teli çapı:
Çok ince, eksik füzyona neden olması kolay kaynak dikişi
Çok kalın, kaynaklı parçaların aşırı ısınması kolay
Kaynak nozul numarası:
Çok sayıda, yüksek alev verimliliği
Az sayıda, düşük alev enerji oranı
Temel malzemenin yüzey durumu:
Boya veya pas lekeleri olan yüzeylerde kolayca gözeneklilik oluşabilir
Kaynakların eksik temizlenmesi cürufun dahil olmasına yol açabilir.
Kaynak memesi ucundan kaynak parçasına olan mesafe:
Çok büyükse, alev enerji oranı azalacak ve bu da kaynak dikişinin eksik kaynaşmasına neden olabilecektir.
Çok küçük, kaynak parçasının aşırı ısınmasına neden olabilir
3. Gaz Kesme
1. Gazlı Kesme Prensibi, Özellikleri ve Uygulamaları
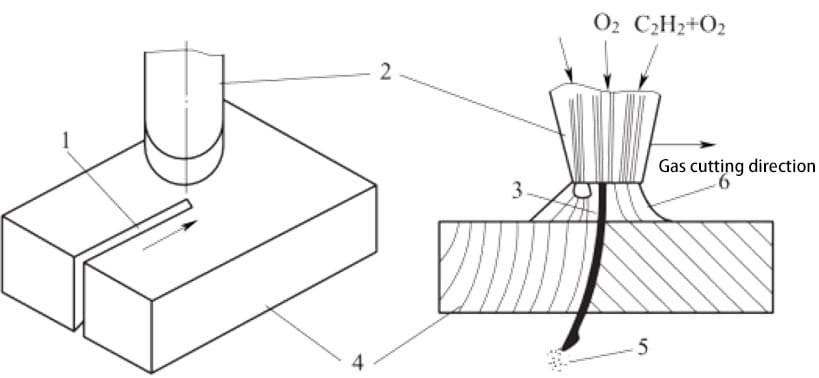
1. Gazlı Kesim Prensibi
Gazlı kesme, bir iş parçasının kesme alanını ateşleme sıcaklığına kadar önceden ısıtmak için bir gaz alevinin termal enerjisini kullanan ve ardından yüksek hızlı bir kesme oksijen akışı püskürterek yanmasına ve ısıyı serbest bırakmasına neden olan ve böylece kesme işlemini gerçekleştiren bir kesme yöntemidir.
Özellikle çelik için üstün kesme verimliliği, hız açısından çoğu mekanik kesme yöntemini geride bırakır.
Mekanik yöntemler için zor olan karmaşık kesit şekilleri ve kalınlıklar için ekonomik olarak uygulanabilir.
Saha operasyonlarına uygun taşınabilir, hafif aletlerle mekanik kesme ekipmanına kıyasla daha düşük ilk yatırım.
Olağanüstü manevra kabiliyeti, küçük yayları veya karmaşık desenleri keserken hızlı yön değişikliklerine izin verir.
Hem manuel hem de mekanize kesim işlemlerinde çok yönlülük, çeşitli uygulamalarda esneklik sunar.
(2) Gazlı Kesimin Dezavantajları:
Daha geniş toleranslarla hassas mekanik kesme yöntemlerine kıyasla daha düşük boyutsal doğruluk.
Yangın riskleri, ekipman hasarı potansiyeli ve yüksek sıcaklıkta ön ısıtma alevleri ve fırlatılan sıcak cüruf nedeniyle operatörün yanma tehlikeleri dahil olmak üzere güvenlik tehlikeleri.
Yanma gazlarını ve metal oksidasyon yan ürünlerini yönetmek, işyeri güvenliğini ve çevresel uyumluluğu sağlamak için sağlam toz kontrol ve havalandırma sistemlerine duyulan ihtiyaç.
Malzeme sınırlamaları, öncelikle kesme sırasında ekzotermik reaksiyonlara giren demirli metaller üzerinde etkilidir.
(3) Gazlı Kesme Uygulamaları
Gazlı kesme, yüksek verimliliği, maliyet etkinliği ve operasyonel basitliği nedeniyle yaygın endüstriyel kullanımını sürdürmektedir. Şu konularda üstündür:
Çelik plakaların kesilmesi ve karmaşık şekilli parçaların çeşitli yönlerde ve konumlarda imal edilmesi.
Yapısal çelik imalatında çok önemli olan sonraki kaynak işlemleri için hassas kaynak eğimlerinin açılması.
Dökümhane operasyonlarında döküm yükselticilerinin verimli bir şekilde çıkarılması, döküm sonrası işlemlerin iyileştirilmesi.
Ağır hizmet tipi kesme uygulamaları, 300 mm veya daha fazla çelik kalınlıklarını kesebilir, bu da onu gemi yapımı, ağır makine imalatı ve büyük ölçekli inşaat projelerinde vazgeçilmez kılar.
2. Metallerin Gaz Kesme Koşulları ve Özellikleri
1. Gaz Kesimi için Koşullar
(1) Metalin oksijen içindeki tutuşma noktası erime noktasından daha düşük olmalıdır. Bu, normal oksitlenme süreci için en temel koşuldur.yakıt kesme.
(2) Oksi-yakıt kesme işlemi sırasında üretilen metal oksidin erime noktası, metalin kendi erime noktasından daha düşük olmalı ve oksitin metalden uzaklaştırılabilmesi için iyi bir akışkanlığa sahip olmalıdır. kerf sıvı halde.
Tablo 3-11 Yaygın Olarak Kullanılan Maddelerin Erime Noktaları Metal Malzemeler ve Oksitleri.
(3) Kesme oksijen jetinde metallerin yanması ekzotermik bir reaksiyon olmalıdır. Bunun nedeni, ekzotermik bir reaksiyonun sonucu olarak üst metal tabakanın yanmasından büyük miktarda ısı üretilmesidir ve bu da alt metal tabaka için bir ön ısıtma rolü oynar.
(4) Metalin ısıl iletkenliği çok yüksek olmamalıdır. Aksi takdirde, ön ısıtma alevi sırasında oksidasyonla açığa çıkan ısı ve gaz kesme i̇şlemi̇ iletilecek ve dağıtılacak, böylece gaz kesmenin yarı yolda başlaması veya durması imkansız hale gelecektir.
2. Yaygın Metallerin Gaz Kesme Özellikleri
(1) Düşük karbonlu çelik ve düşük alaşımlı çelik, gazlı kesimin sorunsuz bir şekilde gerçekleştirilebilmesi için gereksinimleri karşılayabilir.
(2) Dökme demir oksi-yakıt kesimi ile kesilemez.
(3) Yüksek kromlu çelik ve krom-nikel çeliği, yüksek erime noktalı krom oksit ve nikel oksit (yaklaşık 1990℃) üreterek gazlı kesimi zorlaştıracaktır.
(4) Bakır, alüminyum ve alaşımlarının tutuşma noktaları erime noktalarından daha yüksektir ve iyi termal iletkenliğe sahiptir, bu da gazlı kesimi zorlaştırır.
3. Gaz Kesme Ekipmanları ve Aletleri
1. Kesme Meşalesi
(1) Kesme Torcunun İşlevi ve Sınıflandırılması
Bir kesme torcunun işlevi, belirli bir enerji ve şekle sahip bir ön ısıtma alevi oluşturmak için yanıcı gaz ve oksijeni belirli bir oranda ve şekilde karıştırmak ve gaz kesimi için ön ısıtma alevinin ortasına kesme oksijeni püskürtmektir.
Kesme torçları iki tipe ayrılabilir: yanıcı gaz ve oksijeni karıştırmanın farklı yollarına göre enjeksiyon tipi kesme torçu ve eşit basınçlı kesme torçu.
Farklı yanıcı gaz türlerine göre, asetilen kesme torçları, sıvılaştırılmış petrol gazı kesme torçları vb. olarak ayrılabilirler.
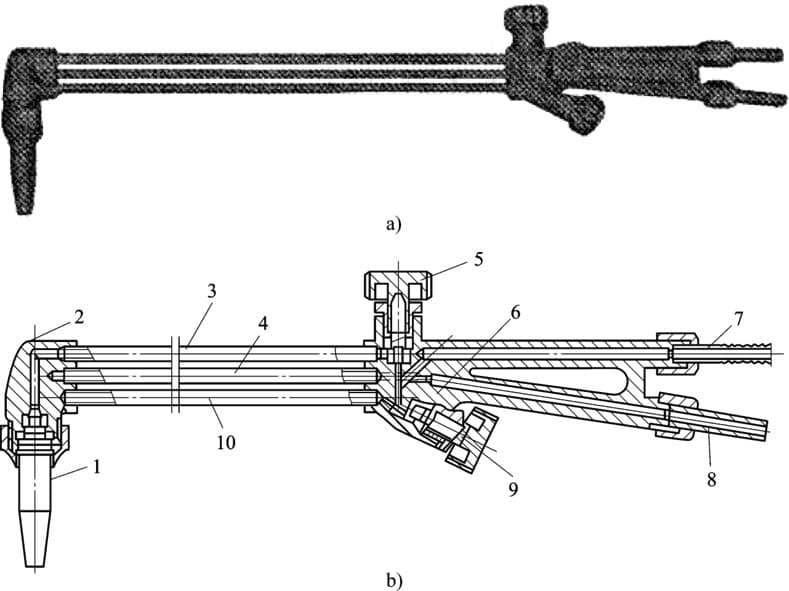
(2) Enjeksiyon Tipi Kesme Torcunun Yapısı ve Prensibi
Enjeksiyon tipi Kesme Torcunun Yapısı.
Enjeksiyon tipi Kesme Torcu a) Görünüm b) Yapı
1. Kesici Nozul
2. Gaz Karıştırma Borusu
3. Enjeksiyon Borusu
4. Nozul
5. Ön Isıtma Oksijen Regülatörü Valfi
6. Asetilen Regülatör Valfi
7. Asetilen Konektörü
8. Oksijen Konektörü
9. Oksijen Regülatör Valfinin Kesilmesi
10. Oksijen Borusunun Kesilmesi.
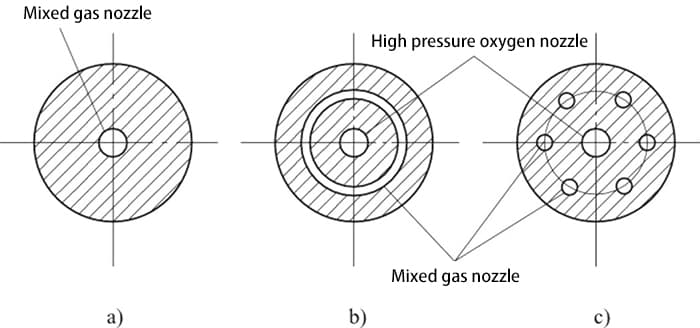
Kesme Nozulu ve Kaynak Nozulu a) Kaynak Nozulu b) Dairesel Kesme Nozulu c) Erik Çiçeği Kesme Nozulu.
Gazlı kesim sırasında, önce ön ısıtma oksijen regülatör valfini ve asetilen regülatör valfini açın ve iş parçasını önceden ısıtmak için bir ön ısıtma alevi üretmek üzere ateşleyin.
İş parçası ateşleme noktasına kadar önceden ısıtıldığında, kesme oksijen regülatör valfini açın.
Bu sırada, yüksek hızlı kesme oksijeni kesme oksijen borusundan akar ve gaz kesimi gerçekleştirmek için kesme nozülünün merkez deliğinden püskürtülür.
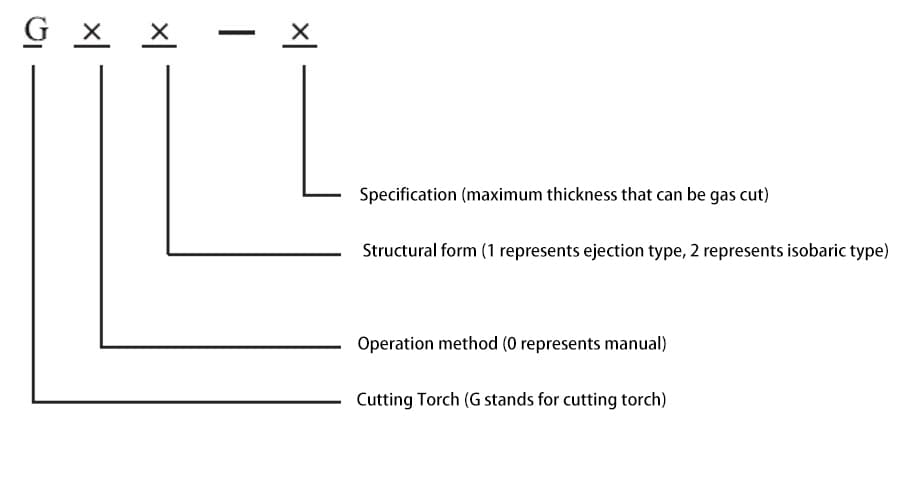
(3) Kesme Meşalesi Modelinin Gösterimi
Kesme torcu modeli, Çince Pinyin G harfinden ve yapıyı, çalışma modunu ve teknik özellikleri temsil eden bir sayıdan oluşur.
(3) Kesme torcu modelinin temsil yöntemi
Kesme torcu modeli, Çin Pinyin harfi G'nin yanı sıra yapısal formu ve çalışma yöntemini temsil eden bir dizi sayı ve özellikten oluşur.
(4) Sıvılaştırılmış Petrol Gazı Kesme Meşalesi
Sıvılaştırılmış petrol gazı kesme torçları için, sıvılaştırılmış petrol gazı ve asetilen arasındaki farklı yanma özellikleri nedeniyle, asetilen için kullanılan enjektör tipi kesme torcu doğrudan kullanılamaz.
Kesme torcunu değiştirmek veya sıvılaştırılmış petrol gazı için özel bir kesme nozulu kullanmak gerekir.
Kendi kendini modifiye etmenin yanı sıra, sıvılaştırılmış petrol gazı kesme torçları özel ekipman olarak da satın alınabilir.
(5) Eşit Basınçlı Kesme Torcu.
Eşit Basınçlı Kesme Torcu a) Görünüm b) Yapı
1- Kesme nozulu
2- Nozul bağlantısı
3- Oksijen hortumunun kesilmesi
4- Asetilen gaz hortumu
5- Oksijen regülatörünün kesilmesi
6- Ana gövde
7- Oksijen bağlantısı
8- Asetilen bağlantısı
9- Ön ısıtma oksijen regülatörü
10- Ön ısıtma oksijen hortumu
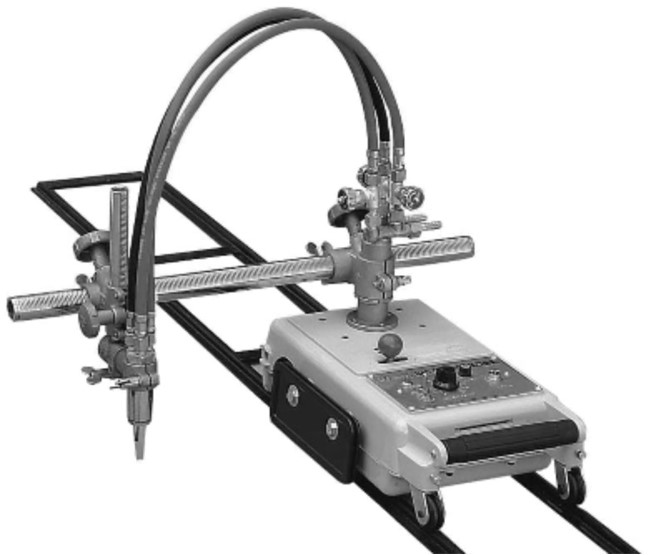
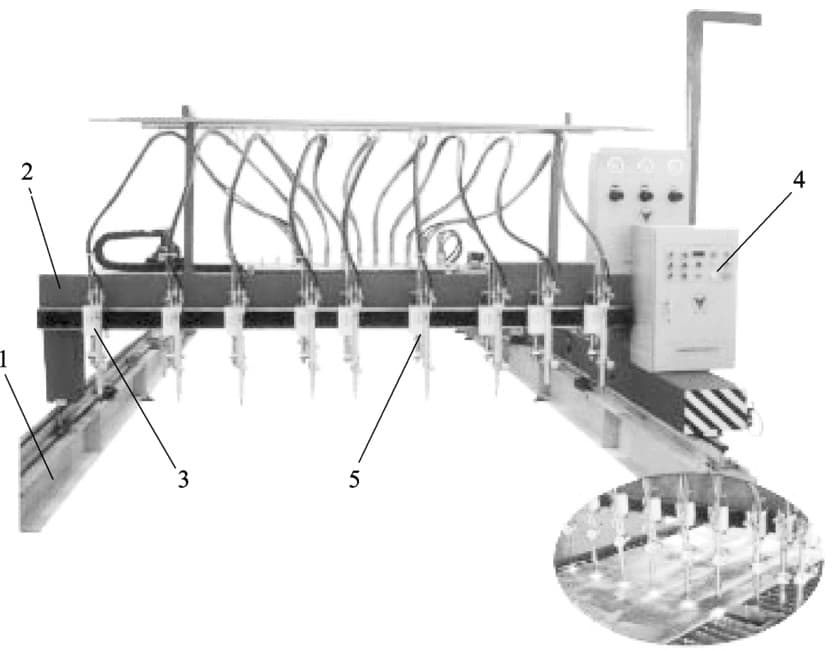
2. Gaz Kesme Makinesi
Gazlı kesme makinesi, gazlı kesme için manuel kesme torçlarının yerini alan mekanize bir ekipmandır.
(1) Yarı otomatik Gaz Kesme Makinesi.
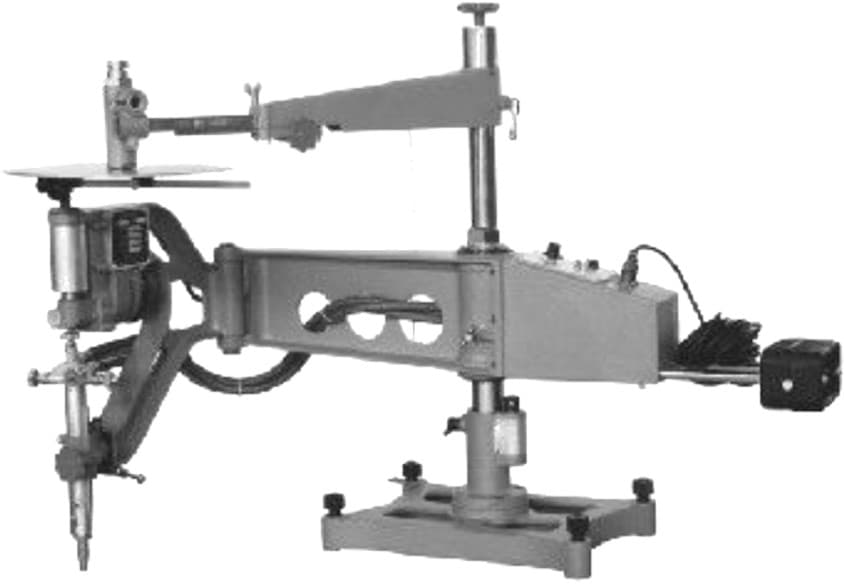
(2) Profil Gaz Kesme Makinesi.
(3) CNC Gaz Kesme Makinesi.
1- Kılavuz ray 2- Gantry 3- Taşıyıcı 4- Kontrol mekanizması 5- Kesme torcu.
4. Gaz Kesme İşlemi
1. Gaz Kesme Parametreleri.
Tablo 3-12: Arasındaki İlişki Çelik Levha Gaz Kesme Kalınlığı, Kesme Hızı ve Oksijen Basıncı.
Ön ısıtma alevinin amacı, metal kesme parçalarını ısıtmak ve oksijen akışında yanabilecek bir sıcaklığı korumak, aynı zamanda çeliğin yüzeyindeki oksit kabuğunun soyulmasına ve erimesine neden olarak oksijen akışının demirle birleşmesini kolaylaştırmaktır.
Ön ısıtma alev verimliliği, saatte tüketilen yanıcı gaz miktarı cinsinden ifade edilir ve kesme parçasının kalınlığına göre seçilmelidir.
Genel olarak, kesme parçası ne kadar kalınsa, ön ısıtma alevi verimliliği de o kadar yüksek olmalıdır.
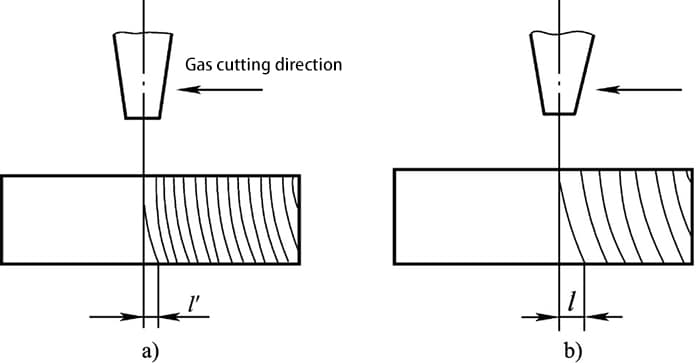
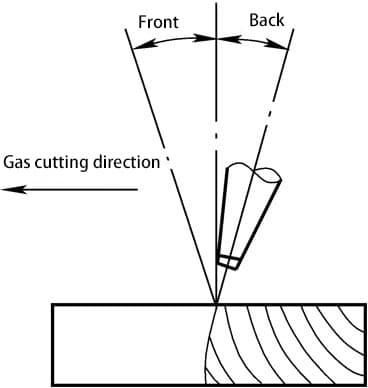
(4) Kesme Nozulunun ve Kesme Parçasının Eğim Açısı.
Kesme Nozulunun Eğim Açısı ile Kesme Parçası Kalınlığı Arasındaki İlişki.
Kesim kalınlığı /mm
<6
6-30
>30
Kesmeye başlayın
Kesip geçtikten sonra
Kesmeyi bırak
Eğim açısı yönü
Geri yatır
Dikey
İleri eğim
Dikey
Geri yatır
Eğim açısı
25°-45°
0°
5~10°
0°
5°~10°
(5) Kesme Nozulu ile Kesme Parçası Yüzeyi arasındaki mesafe.
Kesme nozulu ile kesme parçası yüzeyi arasındaki mesafe, ön ısıtma alevinin uzunluğuna ve kesme parçasının kalınlığına bağlı olarak, genellikle 3 ila 5 mm arasında belirlenmelidir.
Bu ısıtma koşulu optimumdur ve kesme yüzeyinde karbürleşme olasılığını en aza indirir.
Kesme parçası kalınlığı 20 mm'den az olduğunda, alev daha uzun olabilir ve mesafe uygun şekilde artırılabilir.
Kesme parçası kalınlığı 20 mm'den büyük veya eşit olduğunda, alev daha kısa olmalı ve daha yavaş gaz kesme hızı nedeniyle mesafe uygun şekilde azaltılmalıdır.
2. Gaz Kesme (Kaynak) Temperleme.
(1) Gaz taşıma hortumu çok uzun, çok dar veya çok bükülmüş.
(2) Gaz kesme (kaynak) süresi çok uzun veya kesme (kaynak) nozülü iş parçasına çok yakın.
(3) Kesme (kaynak) nozülünün uç yüzü, dışarı sıçrayan çok fazla erimiş metal parçacığına yapışır.
(4) Katı karbon parçacıkları veya diğer maddeler gaz taşıma hortumunun veya kesme (kaynak) torcunun içindeki gaz geçişine yapışır.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Gaz kaynağı ve kesiminde kusursuz kaynakların ve hassas kesimlerin arkasındaki sır nedir? Her şey aleve bağlı. Bu makale kullanılan farklı alev türlerini incelemektedir...
Mükemmel kaynağı nasıl elde edersiniz? Kaynak makinesi akımını ve voltajını ayarlamanın inceliklerini anlamak çok önemlidir. Bu makale, kaynak için ideal ayarları etkileyen temel faktörleri incelemektedir...
Gaz olmadan kaynak yapmayı hayal edin - kaotik ve zayıf. Kaynak gazı, kaynakları kirleticilerden korumak, arkı stabilize etmek ve güçlü bağlantılar sağlamak için gerekli olan sessiz şampiyondur. Bu makale kaynak gazının...
Kaynak makinenizde gaz akışı tıkanıklıkları mı yaşıyorsunuz? Bu yaygın sorun, kaynak kalitesini ciddi şekilde etkileyerek gözeneklilik ve çatlaklar gibi kusurlara neden olabilir. Bu makalede, başlıca nedenleri inceleyeceğiz...
Doğru gaz karışımını seçmek kaynak başarısı için neden çok önemlidir? Bu makalede, uygun gaz karışımının seçilmesinin damlacıkları rafine ederek, sıçramayı azaltarak, kaynak kalitesini nasıl önemli ölçüde artırabileceği...
Kaynak gazlarını bu kadar önemli ama karmaşık yapan şeyin ne olduğunu hiç merak ettiniz mi? Bu makale, çeşitli kaynak gazı türlerini, kaynakların korunması ve stabilizasyonundaki rollerini ve kaynak gazlarının...
CO2 gaz korumalı kaynak neden sıklıkla gözenekliliğe neden olur ve bu nasıl önlenebilir? Bu makale, bu sinir bozucu kaynak hatalarının temel nedenlerini araştırmakta ve uygunsuz kaynak yöntemlerinin nasıl...
Hangi kaynak tekniği zamana karşı gerçekten dayanıklıdır: manuel ark kaynağı mı yoksa CO2 gaz korumalı kaynak mı? Bu makale, bu iki popüler kaynak tekniğinin temel farklılıklarını, avantajlarını ve dezavantajlarını...
Kusursuz bir kaynak elde etmek beceriden daha fazlasını gerektirir; voltaj ve akım arasındaki etkileşimde ustalaşmaya bağlıdır. Bu iki parametre, kaynak işleminin can damarıdır ve kaynak işleminden...