El tipi lazer kaynak makinelerinin imalat sektöründe nasıl devrim yarattığını hiç merak ettiniz mi? Bu blog yazısında, bu son teknoloji araçların inceliklerini ve metal bileşenleri oluşturma ve onarma şeklimizi nasıl dönüştürdüklerini keşfedeceğiz. Uzman makine mühendisimiz, el tipi lazer kaynak makinelerinin faydaları, uygulamaları ve temel özellikleri konusunda size rehberlik edecek ve sizi bu heyecan verici teknolojinin ön saflarında tutacak değerli bilgiler sağlayacaktır.
İlk anlayışa göre, paslanmaz çelik ürünlerin çoğu argon ark kaynağı ve diğer geleneksel kaynak yöntemleriyle üretilmektedir.
Bu yöntemler üretim gereksinimlerinin 80%'sini karşılayabilse de, kaynak ürünlerinde alttan kesme, eksik nüfuziyet, yoğun gözeneklilik ve çatlaklar gibi kusurlara neden olabilir.
Bu kusurlar sadece derzin mukavemetini azaltmakla kalmaz, aynı zamanda çatlak korozyonunun da kaynağı olur.
Bu kaynak süreci sadece kaynakçının teknik yeterliliğini değil, aynı zamanda üretim maliyetlerini artıran yüksek flaks maliyetini de gerektirir. Ayrıca, kaynak sonrası işlem adımları çok yavaştır.
Ayrıca, kaynak sonrası işleme adımları çok yavaştır.
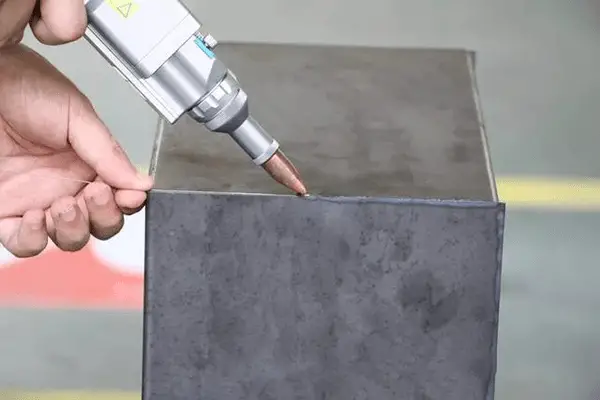
El tipi lazer kaynak teknoloji̇si̇ kaynak bağlantısına etki etmek ve kaynak yapmak için enerji kaynağı olarak lazer ışınlarını kullanır.
İyi kaynak performansına, düşük deformasyona sahip olan ve çeşitli metallerin işlenmesinde ve kaynaklanmasında yaygın olarak kullanılan yeni bir kaynak yöntemidir.
Bu el lazer kaynağı makine, kullanım kolaylığı, güzel kaynak görünümü, hızlı kaynak hızı ve sarf malzemelerinin olmaması gibi avantajlara sahiptir.
Aşağıdakiler gibi geleneksel süreçlerin yerini mükemmel bir şekilde alabilir argon ark kaynağı İnce paslanmaz çelik sacların, demir sacların, galvanizli sacların ve diğer metal malzemelerin kaynağı için elektrik kaynağı.
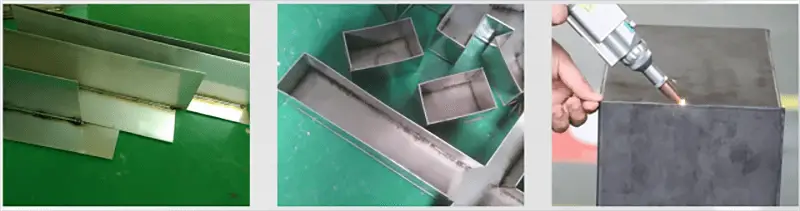
El Tipi lazer kaynağı makineler, dolaplar, mutfaklar, merdivenler, asansörler, raflar, fırınlar, paslanmaz çelik kapılar ve pencereler, korkuluklar, dağıtım kutuları ve paslanmaz çelik evler gibi karmaşık, düzensiz kaynak işlemleri gerektiren çeşitli sektörlerde kullanılabilir.
El tipi lazer kaynak makinesi, geleneksel kaynak yöntemlerinden 2 ila 10 kat daha hızlı bir kaynak hızına sahiptir ve yılda en az iki kaynakçı tasarrufu sağlayabilir.
Lazer kaynağından sonra kaynak dikişi pürüzsüz ve çekicidir, kaynak sonrası taşlama ihtiyacını azaltır, zaman ve maliyet tasarrufu sağlar.
Lazerle kaynaklanmış iş parçalarında deformasyon ve kaynak izi bulunmaz ve güçlü bir kaynak bağı vardır. Ayrıca, el tipi lazer kaynak makinesi daha az sarf malzemesi gerektirir ve uzun bir kullanım ömrüne sahiptir.
Makine, AutoCAD yazılımı kullanılarak oluşturulan noktalar, çizgiler, daireler, kareler veya herhangi bir 2D şekil dahil olmak üzere çeşitli grafikleri kaynaklama yeteneğine sahiptir.
I. El Tipi Lazer Kaynak Makinesi Nedir?
I. El Tipi Lazer Kaynak Makinesi Nedir?
El tipi lazer kaynak makinesi, temassız kaynak tekniklerini kullanan lazer kaynak teknolojisinde en son gelişmeyi temsil eder. Bu yenilikçi cihaz, malzeme yüzeyine yönlendirilen yüksek enerjili bir lazer ışını kullanır ve çalışma sırasında uygulanan basınç ihtiyacını ortadan kaldırır.
Kaynak işlemi, odaklanmış lazer ışını ile iş parçası malzemesi arasındaki hassas etkileşim yoluyla gerçekleşir. Bu etkileşim lokalize ısı üreterek malzemenin hızla erimesine neden olur. Erimiş havuz soğuyup katılaştıkça güçlü ve yüksek kaliteli bir kaynak bağlantısı oluşturur.
Bu taşınabilir sistem, geleneksel sabit konumlu lazer kaynağı paradigmasını dönüştürerek lazer ekipmanı endüstrisinde devrim yaratmıştır. Fiber lazer teknolojisini elde taşınabilir manevra kabiliyeti ile entegre ederek, dış mekanlar ve güç kaynağından uzak mesafeler de dahil olmak üzere çeşitli ortamlarda kaynak işlemlerine olanak sağlar.
El tipi lazer kaynağının temel avantajları şunlardır:
Minimum ısıdan etkilenen bölge (HAZ), iş parçasının bozulmasını, renginin solmasını veya ters tarafın işaretlenmesini önler
Önemli kaynak penetrasyon derinliği, sağlam bağlantı mukavemeti sağlar
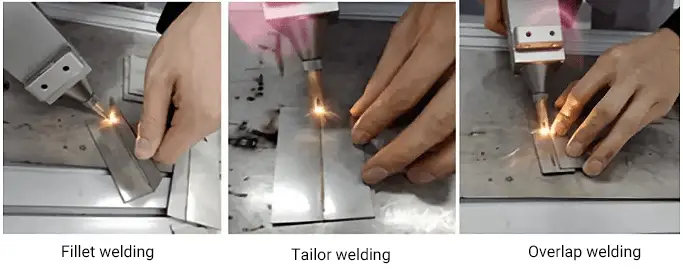
Kaynak tekniklerinde çok yönlülük, örneğin:
Termal iletim kaynağı
Sürekli derin nüfuziyet kaynağı
Punta kaynağı
Alın kaynağı
Örtüşme kaynağı
Conta kaynağı
Dikiş kaynağı
El tipi lazer kaynak makinesi, geleneksel kaynak yöntemlerine göre önemli iyileştirmeler sunar:
Basitleştirilmiş operasyon
Estetik açıdan hoş kaynak boncukları
Yüksek kaynak hızları
Sarf malzemelerinin ortadan kaldırılması
Bu özellikler, özellikle paslanmaz çelik, yumuşak çelik ve galvanizli saclar dahil olmak üzere ince metal malzemeler için çeşitli uygulamalarda geleneksel argon ark kaynağı için ideal bir alternatif olmasını sağlar.
Teknoloji, büyük ölçekli iş parçalarının ve bileşenlerin önemli mesafelerde kaynaklanmasında mükemmeldir ve sabit lazer kaynak sistemlerinin sınırlamalarını etkili bir şekilde ele alır. Bu özellik, otomotiv ve havacılıktan genel metal imalatı ve onarım hizmetlerine kadar çeşitli sektörlerde uygulanabilirliğini genişletmektedir.
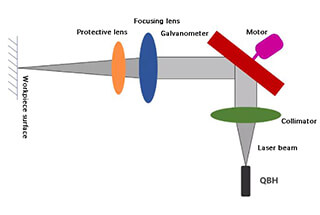
II. El Tipi Lazer Kaynak Makinesi Çalışma Prensibi
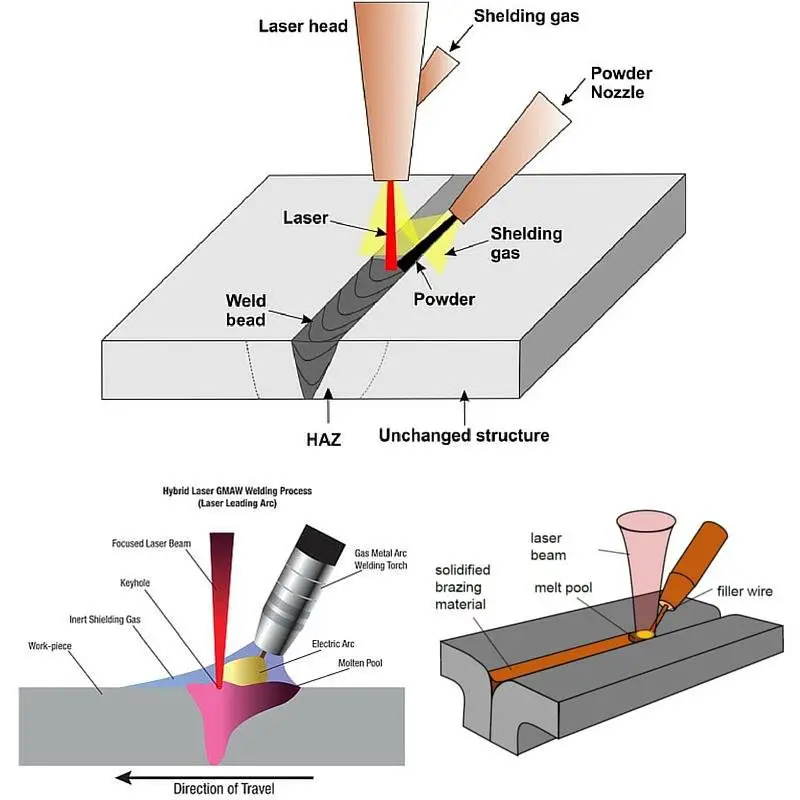
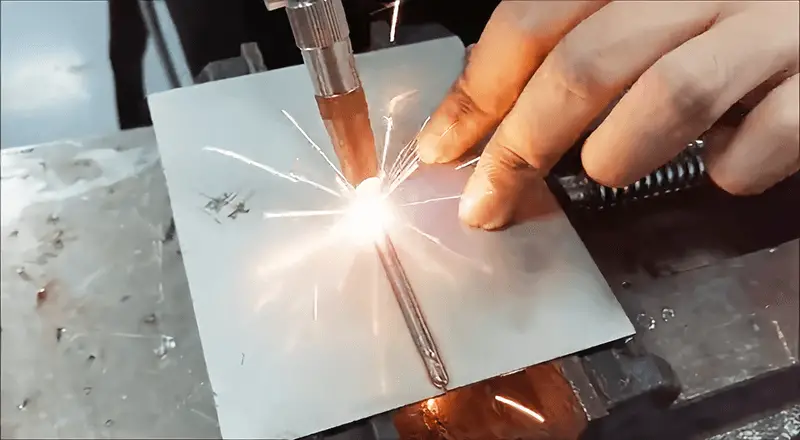
El tipi lazer kaynak makinesinin çalışma prensibi, malzemenin lokalize alanlarına yüksek enerjili lazer darbelerinin hassas bir şekilde uygulanması etrafında döner. Bu konsantre enerji hızla emilir ve malzemenin içine iletilerek lokal erimeye neden olur ve erimiş bir havuz oluşturur.
Lazer ısı kaynakları, çok küçük bir alana büyük miktarda güç odaklayabilen olağanüstü enerji yoğunlukları ile karakterize edilir. Bu da çeşitli avantajlar sağlar: yüksek kaynak hızları, minimum ısıdan etkilenen bölgeler (HAZ), azaltılmış kaynak deformasyonları ve ince plakaları hassas bir şekilde birleştirme yeteneği.
Lazer güç yoğunluğu 10'u aştığında6 W/cm2metal buharlaşma noktasına kadar hızlı bir ısınmaya maruz kalır. Bu, yüzeyde dik bir sıcaklık gradyanına neden olarak metalin buharlaşmasına yol açar. Ortaya çıkan buhar basıncı ek gerilim yaratarak erimiş metalin çökmesine ve lazer odak noktasının altında bir anahtar deliği oluşturmasına neden olur.
Lazer malzemeyi ışınlamaya devam ettikçe, ışın doğrudan anahtar deliğinin tabanına nüfuz ederek bu boşluğu korur ve derinleştirir. Anahtar deliğinin derinliği, metal buharının geri tepme basıncı, sıvı metalin yüzey gerilimi ve yerçekimi kuvvetleri arasındaki dinamik bir denge tarafından yönetilir.
Yüksek güç yoğunluklarında, anahtar deliği tüm plaka kalınlığına nüfuz edebilir ve bu da derin nüfuziyetli bir kaynakla sonuçlanır. Bu anahtar deliği, lazer ışınının iş parçasına göre hareketiyle birlikte kaynak yönü boyunca hareket eder. Anahtar deliğinin önündeki metal erir, etrafından arkaya doğru akar ve kaynak boncuğunu oluşturmak için hızla katılaşır.
Anahtar deliği kaynak modu, yüksek en-boy oranlarına sahip dar, derin kaynakların oluşturulmasını sağlar. Anahtar deliği lazer enerjisini verimli bir şekilde hapsettiğinden, özellikle yüksek termal iletkenliğe veya yansıtıcılığa sahip malzemelerin kaynağı için etkilidir.
El tipi lazer kaynağı öncelikle ince duvarlı malzemeleri ve hassas bileşenleri birleştirmek için kullanılır. Çok yönlülüğü, nokta kaynağı, alın kaynağı, bindirme kaynağı ve hermetik sızdırmazlık dahil olmak üzere çeşitli kaynak konfigürasyonlarına izin verir. Proses, ısı girdisi üzerinde mükemmel kontrol sağlayarak ısıya duyarlı malzemelerin veya dar boyut toleranslarına sahip bileşenlerin kaynağı için idealdir.
Modern el tipi lazer kaynak sistemleri, tutarlı kaynak kalitesi sağlamak için genellikle gerçek zamanlı izleme ve uyarlanabilir kontrol özellikleri içerir. Bunlar arasında dikiş takibi, malzeme kalınlığına göre güç modülasyonu ve kaynak sonrası denetim özellikleri sayılabilir.
III. Neden El Tipi Lazer Kaynakçı Kullanılmalı?
III. Neden El Tipi Lazer Kaynakçı Kullanılmalı?
El tipi lazer kaynak makineleri çok yönlü uygulamalar için tasarlanmıştır ve özellikle büyük ölçekli iş parçalarının ve geniş doğrusal boyutlara sahip bileşenlerin kaynağında mükemmeldir. Bu ileri teknoloji, geleneksel kaynak yöntemlerine göre birçok önemli avantaj sunmaktadır:
Hassas Isı Kontrolü: Kaynak işlemi sırasında ısıdan etkilenen bölge (HAZ) en aza indirilerek iş parçası deformasyonu, yüzeyde renk bozulması ve aşırı boncuk oluşumu riski önemli ölçüde azaltılır. Bu hassasiyet, kaynaklı bileşenlerin yapısal bütünlüğünü ve estetik kalitesini garanti eder.
Üstün Kaynak Kalitesi: Lazer kaynak tekniği, tam füzyon penetrasyonu ile karakterize edilen derin, sağlam kaynaklar üretir. Bu, kaynak boncuğu ile ana malzeme arasında fark edilebilir bir çöküntü olmadan homojen bir bağlantı ile sonuçlanır ve kaynağın hem mekanik özelliklerini hem de görsel görünümünü geliştirir.
Benzersiz Esneklik: El tipi tasarım, sabit kaynak sistemlerine özgü çalışma alanı sınırlamalarının üstesinden gelir. Operatörler karmaşık geometrilere ve dar alanlara erişmek için kaynak kafasını kolayca manevra ettirebilir veya alternatif olarak, sabit bir kaynak pozisyonu korunurken iş parçası manipüle edilebilir.
Gelişmiş Fiber Optik Teknolojisi: 5 metrelik ithal fiber optik kablo ile donatılmış olan kaynak kafası, olağanüstü erişim ve eklemlenme sunar. Bu özellik, çok yönlü dönme kabiliyeti ile birleştiğinde, operatörlere zorlu kaynak senaryolarında bile benzeri görülmemiş bir erişilebilirlik ve kullanım kolaylığı sağlar.
Dış Mekan Uyumluluğu: Birçok geleneksel kaynak yönteminin aksine, el tipi lazer kaynak makineleri dış mekan uygulamaları için çok uygundur ve çeşitli çalışma ortamlarına daha fazla uyum sağlar.
Çok Açılı Kaynak Özelliği: Sistemin tasarımı, herhangi bir açıda ve iş parçasının çeşitli kısımlarında kaynak yapılmasına olanak tanıyarak, karmaşık montajlarda ve özel ekipmanlarda nokta kaynağı için özellikle etkili olmasını sağlar.
Basitleştirilmiş Çalışma: İleri teknolojisine rağmen, el tipi lazer kaynak makinesi kullanıcı dostu kullanım için tasarlanmıştır ve kaynakçıların karmaşık görevleri nispeten kolay ve verimli bir şekilde gerçekleştirmesini sağlar.
Bu özellikler, el tipi lazer kaynak makinelerini modern imalat, üretim ve onarım süreçlerinde paha biçilmez bir araç haline getirmekte ve birçok uygulamada geleneksel kaynak tekniklerini aşan bir hassasiyet, esneklik ve kullanım kolaylığı kombinasyonu sunmaktadır.
Lazer kaynağı ile geleneksel kaynak arasındaki performans karşılaştırması
Yüksek kalite; Tek taraflı kaynak ağırlığı azaltır ve yüksek kaynak mukavemetine sahiptir
Metal
<2
100-1M
Olağanüstü
Çift taraflı kaynak, ağırlığı ve düşük kaynak mukavemetini artırır
Metal
<2
1K-100K
Olağanüstü
Büyük kaynak bağlantısı; Artan ağırlık ve düşük kaynak mukavemeti
Metal, Metal olmayan
<30
1M-100M
Min
Yüksek kalite; Bununla birlikte, süreç karmaşıktır ve vakum ve degaussing gerektirir
IV. El Tipi Lazer Kaynak Makinesinin Avantajları
El tipi lazer kaynak teknolojisi, olağanüstü kullanım kolaylığı, estetik açıdan hoş kaynaklar, yüksek kaynak hızları ve sarf malzemelerinin ortadan kaldırılmasıyla metal birleştirme işlemlerinde devrim yaratmıştır. Bu gelişmiş teknik, özellikle paslanmaz çelik, yumuşak çelik ve galvanizli sacların yanı sıra çeşitli demir dışı alaşımlar da dahil olmak üzere ince ölçülü malzemeler için tungsten inert gaz (TIG) ve manuel metal ark (MMA) kaynağı gibi geleneksel kaynak yöntemlerinin yerini almaktadır.
Modern lazer kaynak sistemlerinin ergonomik, elde taşınabilir tasarımı, pratik uygulamaları için çok önemlidir ve onları küçük ila orta ölçekli imalat atölyeleri ve özel kaynak uygulamaları için ideal hale getirir. Bu taşınabilirlik ve esneklik, dar alanlarda ve karmaşık geometrilerde hassas manipülasyona izin vererek özel imalat ve onarım işlerinin çeşitli ihtiyaçlarını karşılar.
El tipi lazer kaynak makineleri, sabit optik yolları manuel olarak çalıştırılan bir kaynak tabancasıyla değiştirerek geleneksel lazer kaynağı paradigmasını dönüştürmüştür. Bu yenilik sadece kalıplar, tabelalar ve mutfak ekipmanları gibi ürünlerin verimli bir şekilde kaynaklanmasını sağlamakla kalmıyor, aynı zamanda yerinde ve sahada kaynak işlemlerini kolaylaştırarak lazer teknolojisinin uygulama alanını önemli ölçüde genişletiyor.
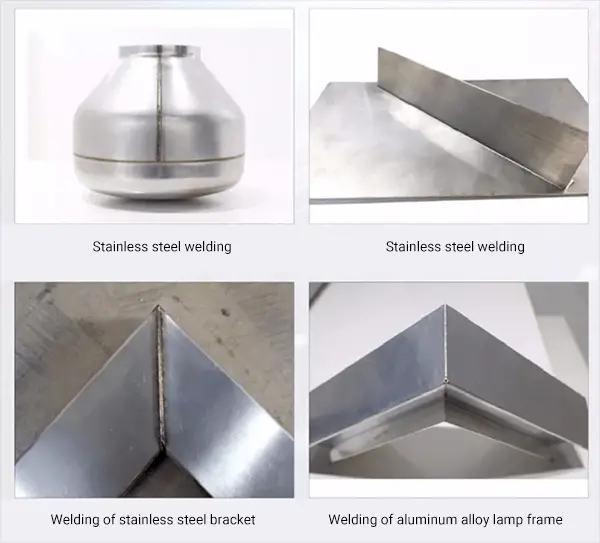
El tipi lazer kaynak sistemlerinin çok yönlülüğü, özellikle karmaşık, düzensiz ve ince duvarlı bileşenlerin birleştirilmesinde mükemmel olmak üzere çok çeşitli endüstrilere ve uygulamalara uzanır. Temel uygulama alanları şunlardır:
Mimari metal işleri: Dolaplar, mutfak armatürleri, asansör bileşenleri, raf sistemleri ve kapı ve pencereler için paslanmaz çelik korkuluklar.
Endüstriyel ekipmanlar: Fırınlar, dağıtım panelleri ve özel paslanmaz çelik muhafazalar.
Sıhhi tesisat ve donanım: Üçgen vanaların, paslanmaz çelik lavaboların, boru bağlantı parçalarının (tees ve dirsekler dahil), yer süzgeçlerinin, kapı donanımlarının ve kilitleme mekanizmalarının hassas kaynağı.
Mücevher ve değerli metaller: Karmaşık mücevher parçaları ve dekoratif eşyalar için paslanmaz çelik, alüminyum, bakır, altın ve gümüşün ince kaynağı.
Teknolojinin minimum ısı girdisi ve bozulma ile yüksek kaliteli, hassas kaynaklar üretme yeteneği, onu özellikle estetik, yapısal bütünlük ve korozyon direncinin çok önemli olduğu bu uygulamalar için uygun hale getirmektedir.
Geniş Kaynak Aralığı:
El tipi lazer kaynak makinesi, operasyonel esnekliği önemli ölçüde artıran 5m-10m orijinal optik fiber ile donatılmıştır. Bu özellik, tezgah alanı kısıtlamalarını ortadan kaldırarak kaynak işlemlerinin açık havada ve uzak yerlerde gerçekleştirilmesini sağlar ve böylece uygulama kapsamını genişletir.
Gelişmiş Hareketlilik için Ergonomik Tasarım:
Makine, ergonomik tutuş ve zahmetsiz manevra kabiliyeti sağlayan hareketli bir kasnak sistemine sahiptir. İstasyonsuz tasarımı, gerçek zamanlı ayarlamalara olanak tanıyarak dar alanlardan büyük ölçekli endüstriyel ortamlara kadar çeşitli çalışma ortamlarına ve senaryolara uyarlanabilir.
Çok Yönlü Kaynak Yetenekleri:
Bu el tipi lazer kaynak makinesi, her açıda kaynak yapabilen olağanüstü bir çok yönlülük sergiler. Repertuarında diğerlerinin yanı sıra bindirme kaynağı, alın kaynağı, dikey kaynak, düz köşe kaynağı, iç ve dış köşe kaynağı bulunmaktadır. Bu çok açılı işlevsellik, onu özellikle karmaşık, düzensiz şekilli ve büyük iş parçaları için uygun hale getirerek çeşitli endüstriyel uygulamalardaki zorlukları ele alır.
Üstün Kaynak Kalitesi:
Gelişmiş sıcak eriyik kaynak teknolojisini kullanan el tipi lazer kaynak makinesi, geleneksel kaynak yöntemlerine kıyasla daha yüksek enerji yoğunluğu sağlar. Bu, şu özelliklerle karakterize edilen üstün kaynak kalitesi ile sonuçlanır:
Minimum ısıdan etkilenen bölge, malzeme deformasyonu veya renk değişikliği riskini azaltır
Artırılmış kaynak penetrasyon derinliği, tam erime ve sağlam bağlantı bütünlüğü sağlar
Ana metalle karşılaştırılabilir veya onu aşan kaynak mukavemeti, genel yapısal bütünlüğü artırır
Kolaylaştırılmış Kaynak Sonrası İşleme:
Genellikle kaynak sonrası kapsamlı taşlama gerektiren geleneksel kaynak tekniklerinin aksine, el tipi lazer kaynak makinesi tutarlı bir şekilde pürüzsüz, kesintisiz kaynaklar üretir. Balık pulu ve yara izi olmaması, daha sonra parlatma ihtiyacını ortadan kaldırarak işlem süresini ve işçilik maliyetlerini önemli ölçüde azaltır.
Uygun Maliyetli Çalışma:
Sistem, sarf malzemesi kaynak teline ihtiyaç duymadan çalışarak kaynak sürecini kolaylaştırır ve üretim ve işlemede malzeme maliyetlerini azaltır. Bu özellik, genel operasyonel verimliliğe ve maliyet etkinliğine katkıda bulunur.
Gelişmiş Güvenlik Özellikleri:
Makine birden fazla güvenlik mekanizmasına sahiptir:
Yalnızca metal iş parçalarına temas ettiğinde etkinleşen dokunmaya duyarlı bir anahtar
İş parçası çıkarıldığında otomatik lazer kilitleme
Dokunmatik anahtarda sıcaklık algılama özellikleri
Bu özellikler toplu olarak kaynak işlemleri sırasında yüksek düzeyde operatör güvenliği sağlar.
Geliştirilmiş Üretkenlik ve Beceri Erişilebilirliği:
Geleneksel ark kaynağı ile karşılaştırıldığında, el tipi lazer kaynağı işleme maliyetlerini 30%'ye kadar azaltabilir. Sistemin kullanıcı dostu arayüzü ve kullanımı, operatörler için teknik engelleri azaltarak hızlı eğitimi kolaylaştırır ve yüksek kaliteli kaynak sonuçlarının elde edilmesini sağlar. Bu erişilebilirlik, çeşitli endüstriyel uygulamalarda üretkenliğin artmasına ve işçilik maliyetlerinin azalmasına katkıda bulunur.
V. Geleneksel Kaynağa Karşı Elde Taşınabilir Lazer Kaynağı
Ekonominin ilerlemesi ve kaynak teknolojisinin gelişmesiyle birlikte, bireylerin aralarından seçim yapabilecekleri çok sayıda kaynak yöntemi mevcuttur.
Geleneksel kaynak ekipmanlarının aksine, modern imalat endüstrisinde giderek daha fazla tüketici lazer kaynak makinelerini tercih ediyor.
Peki, lazer kaynağı gerçekten o kadar iyi mi? Bu ürünün özelliklerini daha iyi anlamanıza yardımcı olmak için lazer kaynağı ile geleneksel kaynak arasındaki farkları vurgulamak istiyorum.
Lazer kaynağı geleneksel kaynağın yerini alabilir mi? Kaynak yöntemlerini ayrı ayrı inceleyelim.
Geleneksel kaynakta düşük sıcaklık kaynağı, lehimin bir alev torcu ile ısıtıldığı ve birleştirilecek metaller arasındaki boşlukta eritildiği birleşik bir kaynak işlemidir.
Tipik olarak kaynaklı bağlantı gömülmesi ve önceden ısıtılması gerekir.
Bu yöntem zahmetlidir ve deformasyona, lehim bağlantılarının kopmasına, korozyona vb. eğilimli olması gibi çeşitli dezavantajları vardır.
Şu an itibariyle nadiren kullanılmaktadır.
El tipi fiber lazer kaynak makinesi, daha uzun bir kaynak aralığı ile esneklik ve rahatlık sunan bir el tipi kaynak modunda çalışır. Sabit ışık yolu, el tipi bir kaynak tabancası ile değiştirilir.
El tipi fiber lazer kaynağı makine öncelikle büyük iş parçalarına uzun mesafeden lazer kaynağı yapmak için kullanılır. Kaynak sırasında, ısıdan etkilenen alan minimumdur ve iş parçasının arkasında deformasyon, kararma ve işaretlenmeyi önler.
Ek olarak, kaynak derinliği önemlidir, kaynak güçlüdür ve erime yeterlidir, çözünmüş malzemenin dışbükey kısmında veya çözelti havuzunun matris yapısında herhangi bir çöküntü yoktur.
El kaynağını geleneksel kaynaktan ayıran nedir? Lazer kaynağının ilk tanımlayıcı özelliği, iş parçası deformasyonunu en aza indirmesi ve neredeyse hiç bağlantı boşluğu olmamasıdır.
Derinliğin genişliğe oranı yüksektir, yüksek güçlü cihazlar için bu oran 5:1 ve maksimum 10:1'dir.
Kaynak mukavemeti yüksektir, kaynak hızı hızlıdır, kaynak kaynak dikişi dar ve yüzey kalitesi genellikle iyidir, kaynak sonrası temizlik ihtiyacını ortadan kaldırır ve geleneksel kaynağa göre estetik açıdan daha hoş bir görünüm sağlar.
Lazer kaynağı erişilemeyen parçalara kaynak yapabilir ve temassız kaynak yapma özelliğine sahiptir uzaktan kaynak. Bununla birlikte, lazer kaynağı yeterli nüfuziyete sahip olmadığından ince plakalarla sınırlıdır ve şasi ve çerçevenin kaynağında kullanılamaz.
Bu nokta kaynağı ile elde edilebilir, ancak nokta kaynağının kaynak bağlantısı iki ince plakanın bir araya getirilmesini gerektirir, bu da sadece görünümü etkilemekle kalmayıp aynı zamanda aracın ağırlığını da artıran 15 mm'lik bir laminatla sonuçlanır.
Lazer kaynağı şu anda en gelişmiş gövde kaynağı teknolojisi olsa da, tüm aracın lazer kaynağına geçmesi mümkün değildir.
Lazer kaynağı, işlem sırasında basınç gerektirmeyen temassız bir yöntemdir. Hızlıdır, verimlidir ve minimum derinlik ile geniş bir derinliğe sahiptir. artık gerilim ve deformasyon. Kaynak, oda sıcaklığında veya kapalı bir alan gibi özel koşullarda gerçekleştirilebilir ve ekipman basittir ve X-ışınları yaymaz.
Yüksek erime noktalı metaller gibi refrakter malzemelerin ve hatta yüksek erime noktalı olmayan metallerin kaynağında kullanılabilir.metalik malzemeler seramik ve pleksiglas gibi. Özel şekilli malzemelerin kaynağındaki esnekliği, erişilemeyen parçaların temassız, uzun mesafeli kaynağı için idealdir.
Lazer ışını odaklanarak küçük noktalar elde edilebilir ve manyetik alanlardan etkilenmediği ve doğru bir şekilde konumlandırılabildiği için seri otomatik üretimde mikro ve küçük iş parçalarının montajında mikro kaynak için uygundur.
Lazer ışını zaman ve mekanda kolayca bölünebilir ve anahtarlama cihazları aracılığıyla birden fazla iş istasyonuna aktarılabilir, böylece daha hassas kaynak için çok ışınlı eşzamanlı işleme ve çok iş istasyonlu işleme olanağı sağlar.
Temassız bir süreç olarak, takım kaybı veya değiştirme sorunu yoktur ve elektrot kirliliği veya hasarı sorununu önleyerek elektrotlara ihtiyaç yoktur.
Lazer kaynağı, yüksek hızlı kaynak için otomatikleştirilebilir ve dijital veya bilgisayar aracılığıyla kontrol edilebilir.
Deneyimli teknisyenler gerektiren geleneksel kaynak makinelerinin aksine, bazı temel bilgisayar bilgisine sahip sıradan çalışanlar bu makineyi çalıştırabilir. Bu, işletme için önemli miktarda maliyet tasarrufu sağlar.
Lazer kaynağı geleneksel kaynağın yerini alabilir mi? Cevap evet, çünkü lazer kaynağı üç temel alanda geleneksel kaynaktan daha fazla avantaja sahiptir.
Hızlı kaynak hızı
Seri üretim gereksinimlerini karşılayın
Sürekli üretim gereksinimlerini karşılayın
Lazer kaynağı geleneksel kaynaktan 2-10 kat daha hızlıdır ve tek bir makinenin kullanımıyla yılda en az iki kaynakçı tasarrufu sağlayabilir. Özel bir teknik beceri gerektirmez ve basit, sezgisel bir tasarımla genel çalışanlar tarafından kolayca çalıştırılabilir.
Ek bir eğitim veya rehberlik gerekmez, bu da güzel kaynaklı ürünlerin yardım almadan oluşturulmasını sağlar.
Nihai kaynaklı iş parçası, taşlama, parlatma veya kapsamlı son işlemlere gerek kalmadan düz, pürüzsüz ve estetik açıdan hoş olacaktır. Bu, işlemi basitleştirir parlatma işlemi ve hem zamandan hem de maliyetten tasarruf sağlar.
VI. Geleneksel Kaynak VS Elde Taşınabilir Lazer Kaynağı
El tipi lazer kaynak makinesi, geleneksel kaynak yöntemlerine göre birçok önemli avantaj sunar:
Basitleştirilmiş Çalışma: El tipi lazer kaynak makineleri minimum eğitim gerektirir, bu da operatör eğitim maliyetlerini ve üretkenlik süresini önemli ölçüde azaltır. Bu erişilebilirlik, daha geniş bir personel yelpazesinin kaynak görevlerini etkili bir şekilde yerine getirmesine olanak tanır.
Gelişmiş Hız ve Verimlilik: Lazer kaynak teknolojisi üstün işleme hızları ve verimlilik sağlar. Genellikle kaynak sonrası taşlama veya finisaj işlemlerine olan ihtiyacı ortadan kaldıran yüksek kaliteli, pürüzsüz kaynaklar üreterek genel üretim sürecini kolaylaştırır.
Çok Yönlü Malzeme Uyumluluğu: Bu makineler paslanmaz çelik, karbon çeliği, galvanizli çelik ve alüminyum alaşımları dahil olmak üzere çok çeşitli malzemelerin kaynağında mükemmeldir. Bu çok yönlülük, üretimde daha fazla esneklik sağlar ve birden fazla özel kaynak sistemine olan ihtiyacı azaltır.
Benzersiz Esneklik: El tipi lazer kaynak makineleri, ısıdan minimum etkilenen bölgelerle hassas, küçük ölçekli bağlantılar oluşturabilir. Kompakt tasarımları, özel kaynak iş istasyonlarına olan ihtiyacı ortadan kaldırarak uzak veya yerinde operasyonlar için eşsiz bir hareket kabiliyeti sunar. Bu esneklik, geleneksel kaynak yöntemlerinin zorlandığı dar alanlarda veya karmaşık geometrilerde özellikle avantajlıdır.
Azaltılmış Bakım Maliyetleri: Lazer kaynak sistemlerinin basitleştirilmiş tasarımı ve odaklanmış enerji dağıtımı, bileşenlerde daha az aşınma ile sonuçlanır. Bu, gereken minimum sarf malzemesi ile birleştiğinde, geleneksel kaynak ekipmanına kıyasla önemli ölçüde azaltılmış bakım maliyetleri ve arıza süresi anlamına gelir.
Olağanüstü Maliyet-Performans Oranı: El tipi lazer kaynak makineleri, hem mobil kaynak üniteleri hem de konumlandırma sistemlerine monte edildiğinde kalıp onarımı için yüksek hassasiyetli araçlar olarak hizmet vererek çift işlevsellik sunar. Bu çok yönlülük, onları küçük ve orta ölçekli üreticiler için ideal bir yatırım haline getirir ve daha büyük, sabit lazer sistemleriyle ilişkili yüksek maliyetler olmadan gelişmiş kaynak yetenekleri sunar.
Gelişmiş Proses Kontrolü: Birçok el tipi lazer kaynak makinesi, gerçek zamanlı izleme ve uyarlanabilir kontrol sistemlerine sahiptir, bu da tutarlı kaynak kalitesi sağlar ve operatör becerisine olan bağımlılığı azaltır. Bu özellik hataları en aza indirir ve genel ürün kalitesini artırır.
Çevre Dostu: Lazer kaynağı, geleneksel ark kaynağı yöntemlerine kıyasla minimum duman ve sıçrama üreterek daha temiz, daha güvenli bir çalışma ortamı yaratır ve kapsamlı havalandırma sistemlerine olan ihtiyacı azaltır.
VII. El Tipi Lazer Kaynak Makinesi ve Argon Ark Kaynağı
Enerji Tüketimi: Geleneksel ark kaynağı ile karşılaştırıldığında, bir el tipi lazer kaynak makinesi yaklaşık 80% ila 90% elektrik enerjisi tasarrufu sağlayabilir ve işleme maliyetini yaklaşık 30% azaltabilir.
Kaynak Etkisi: El tipi lazer kaynağı, benzer olmayan çelik ve benzer olmayan metalleri etkili bir şekilde kaynaklayabilir. Avantajları arasında yüksek hız, düşük deformasyon ve ısıdan etkilenen küçük bir bölge bulunmaktadır. Ortaya çıkan kaynak bağlantısı temiz, düz, hava deliksiz veya çok az delikli ve kirlenmesizdir. Makine mikro kaynak ve hassas kaynak yapabilmektedir.
Sonraki Süreçler: Kaynak işlemi sırasında düşük ısı girdisi nedeniyle, bir el tipi lazer kaynak makinesi iş parçasının deformasyonunu en aza indirir ve minimum veya hiç son işlem gerektirmeyen güzel bir kaynak yüzeyi ile sonuçlanır. Bu, büyük ölçekli parlatma ve tesviye işlemleriyle ilişkili işçilik maliyetini önemli ölçüde azaltır.
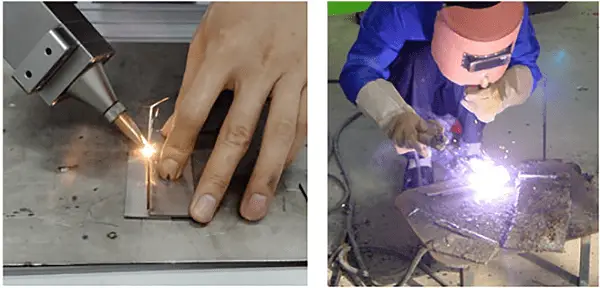
Farklı Parçalar için Kaynak İşlemi: Argon Ark Kaynağı: Bu, iş parçasının bir kaynak izi ve örtüşme ile birleştirildiği bir nokta kaynağı türüdür. Isı girdisi yüksektir ve iş parçası, izi gidermek için parlatma gibi önemli bir son işlem gerektirir. Yardımcı bir kaynak teli de gereklidir.
Elde Taşınabilir Lazer Kaynağı: Bu işlemde, iş parçası ile doğrudan temas olmadan sürekli bir lazer ışığı kullanılır. Lazer, metali anında eriterek erimiş bir havuz oluşturan yüksek sıcaklıkta ışık üretir. Gaz, kaynağın içine eşit olarak doldurulur ve onu soğutur. Sonuç, minimum ısı etkisi ile anında sıcak veya soğuk bir kaynaktır ve herhangi bir yara izi olmadan güzel bir kaynak oluşturur. Müşterinin gereksinimlerine bağlı olarak, kaynak parçasının daha fazla taşlanmasına gerek olmayabilir.
Argon ark kaynağı, yüksek ısı etkisine sahip olduğundan ve kaynak yapamadığından ince plakaların kaynağı için uygun değildir sac metal 1 mm'den az.
El tipi lazer kaynağı ise 3 mm dahilindeki ince plakaların kaynağı için uygunken, sac kalınlığı 4 mm'nin üzerindeyse argon ark kaynağı yöntemi kullanılmalıdır.
Uygun Süreç ve İşlev:
Argon ark kaynağı, 4 mm+ levha veya boru, yatak gövdesi kaynağı gibi takviyeler veya bağlantı elemanları için uygundur.
Doğruluk ve güzellik gerektirmeyen takviye ve taşıma amaçları için uygundur. Nokta kaynağı, istifleme kalınlığı ve iş parçasının kendisini güçlendirebilir ve görünüme odaklanmaya gerek yoktur.
Ürünün katma değeri bu durumda da farklıdır ve lazer kaynağı tercih etmeye gerek yoktur.
El tipi lazer kaynağı, güzel bir görünüm gerektiren parçalar, destek parçaları ve yapısal parçalar için uygundur.
Eksik veya Hatalı Kaynak durumunda:
Argon ark kaynağı: Orijinal kaynak iş parçası üzerinde tekrar nokta kaynağı yapılırsa, çukurlar olacaktır. Kaynak ne kadar çok onarılırsa, çökme olasılığı o kadar artar ve özellikle büyük parçalar için yüksek maliyetlere neden olur.
El tipi lazer kaynağı: Öte yandan, esnek kaynak onarımlarına izin verir ve iş parçası buna göre kaynaklanabilir. Kaynak teli de gerçek talebe göre doldurulabilir ve daha sonra hafif parlatma yapılabilir.
dolgu teli ile kaynak
Termal Etkiler:
Argon Ark Kaynağı: yüksek ısı üretir ve yavaş ısı dağılımı, kaynak noktasının kırmızı sıcak olmasına neden olur.
Elde Taşınabilir Lazer Kaynağı: ısı etkisi yoktur ve hızlı ısı dağılımı sağlar.
Hareketlilik:
Argon Ark Kaynağı: 3 metre uzunluğunda ve taşınması kolay olmayan bir motor kutusu (tabanca gövdesi) ile birlikte gelir.
Elde Taşınabilir Lazer Kaynağı: 5-20 metre kablo uzunluğuna sahiptir, bu da taşınmasını kolaylaştırır.
Risk Faktörü:
Argon Ark Kaynağı: Vücuda ve yüze sıçrayabilecek büyük kıvılcımlar üretir.
Elde Lazer Kaynağı: Lazer koruyucu gözlük kullanımı sayesinde risksizdir ve kıvılcım çıkarmaz.
İşçi Gereksinimleri:
El Tipi Lazer Kaynağı: Kullanımı kolaydır ve sıradan işçilerin kaynak yapmaya başlaması için yalnızca 3 saatlik eğitim gerektirir.
Verimlilik Karşılaştırması:
El Tipi Lazer Kaynağı, Argon Ark Kaynağından 10 kat daha hızlıdır.
Kaynak Yükü veya Gerilimi:
Farklı kalınlıklara karşılık gelen farklı güçler aşağıdakilerle birleştirilebilir kaynak kalınlığı ve iş parçasına tam penetrasyon elde etmek için güç.
Penetrasyon kaynağı, ısıtıldıktan sonra kesildiği için malzemenin kendisinden daha güçlü olacak ve ikinci ısıtma ve dövme işleminden sonra aşınmaya karşı daha dayanıklı hale gelecektir.
Müşteriler kendi çekme testi numunelerini yapabilirler ve kaynak olmayan yer önce kırılırken kaynak yerinin kırılmadığını görebilirler.
Salıncak kafalı el lazer kaynak makinesi
Kaynak Sıcaklığı: Maksimum kaynak sıcaklığı 4000°C'ye ulaşabilir ve ısı kontrol edilebilir ve anında dağıtılabilir, bu da minimum ısı etkisi ile sonuçlanır.
Tek ve Çift Taraflı Kaynak: Tipik olarak, tek taraflı kaynağın gücü çift taraflı kaynak kadar güçlü değildir. Çift taraflı kaynağın yüzeyi daha eşit şekilde ısıtılır, bu da daha iyi bir görünüm ve daha az ısı etkisi ve deformasyon ile sonuçlanır. Tek taraflı kaynakta daha fazla mukavemet elde etmek istiyorsanız, işlem yavaşlatılmalıdır, bu da daha fazla ısı ve daha fazla ısı etkisi ile sonuçlanır.
El tipi lazer kaynağı vs argon ark kaynağı vs katı YAG kaynak masası
El tipi lazer kaynak makineleri, kullanıcı dostu çalışma ve gelişmiş teknolojik yeteneklerin bir kombinasyonunu sunarak modern metal imalatında paha biçilmez bir varlık haline gelir. Bu cihazlar kullanım kolaylığı için tasarlanmıştır ve minimum eğitime sahip operatörlerin yüksek kaliteli kaynaklar elde etmesine olanak tanıyarak genel eğitim maliyetlerini azaltır ve iş gücü esnekliğini artırır.
Bu makinelerin verimliliği, yüksek kaynak kapasiteleri ve yüksek kaynak hızları ile dikkat çekicidir. Genellikle kaynak sonrası taşlama veya finisaj işlemlerine olan ihtiyacı ortadan kaldıran hassas, estetik açıdan hoş kaynaklar üretirler, böylece üretim iş akışlarını düzene sokar ve işçilik maliyetlerini azaltırlar.
El tipi lazer kaynak teknolojisinin en önemli avantajlarından biri, malzeme uyumluluğundaki çok yönlülüğüdür. Paslanmaz çelik, karbon çeliği, galvanizli çelik ve alüminyum alaşımları dahil ancak bunlarla sınırlı olmamak üzere çok çeşitli metallerin kaynağında mükemmeldir. Bu uyarlanabilirlik, onu çeşitli üretim ortamları ve çok malzemeli uygulamalar için ideal bir çözüm haline getirir.
Lazer kaynak işlemi, yüksek oranda odaklanmış bir enerji ışını üreterek ısıdan etkilenen bölgenin (HAZ) küçük olmasına ve termal bozulmanın minimum düzeyde kalmasına neden olur. Bu hassasiyet, yapısal bütünlükten ödün vermeden ince malzemelerin ve karmaşık bileşenlerin kaynaklanmasına olanak tanır. Kaynak noktasının kompakt yapısı da dar veya ulaşılması zor alanlarda kaynak yapılmasını sağlayarak özel kaynak tezgahlarına olan ihtiyacı ortadan kaldırır ve değerli atölye alanından tasarruf sağlar.
Değiştirilebilir lazer kaynak kafaları ile donatılmış bu el tipi cihazlar, çeşitli kaynak görevlerinin üstesinden gelmede olağanüstü esneklik sunar. Modüler tasarım, aksesuarların uygun maliyetli bir şekilde değiştirilmesine ve farklı kaynak gereksinimlerine kolayca uyarlanmasına olanak tanıyarak makinenin uzun ömürlülüğünü ve çok yönlülüğünü artırır.
Ayrıca, lazer teknolojisindeki son gelişmeler, geleneksel kaynak yöntemlerine kıyasla enerji verimliliğinin artmasına ve güç tüketiminin azalmasına yol açmıştır. Bu sadece işletme maliyetlerini düşürmekle kalmaz, aynı zamanda sürdürülebilir üretim uygulamalarıyla da uyumludur ve el tipi lazer kaynağını modern üretim tesisleri için çevreye duyarlı bir seçim haline getirir.
IX. El Tipi Lazer Kaynak Uygulamaları
El tipi lazer kaynağı, geleneksel kaynak yöntemlerine göre önemli avantajlar sunarak yeşil yeniden üretimde dönüştürücü bir teknoloji olarak ortaya çıkmıştır. Yüksek hızlı çalışması, hassas yetenekleri ve enerji verimliliği, onu mikroelektronik, otomotiv üretimi, havacılık mühendisliği ve endüstriyel makine üretimi dahil olmak üzere küresel ekonominin çeşitli sektörlerinde vazgeçilmez bir araç haline getirmektedir.
Akıllı üretimin temel sağlayıcılarından biri olan lazer kaynak teknolojisi, özellikle el tipi formunda, geleneksel fikstürlerin pratik olmadığı karmaşık ve düzensiz kaynak senaryolarında mükemmeldir. Bu çok yönlülük özellikle sac metal imalatı, şasi yapımı, sıvı muhafaza sistemleri, elektrik muhafazaları, modüler mutfak üniteleri ve kapı ve pencereler için mimari metal işleri gibi uygulamalarda değerlidir.
Bu teknoloji, paslanmaz çelik, yumuşak çelik ve alüminyum alaşımları gibi malzemeler için geleneksel argon ark ve elektrik kaynağı yöntemlerinin yerini alarak ince metal birleştirme işlemlerinde hızla ilgi görmeye başlamıştır. Minimum ısıdan etkilenen bölgelerle yüksek kaliteli, hassas kaynaklar üretme kabiliyeti, üstün yüzey kalitesi ve yapısal bütünlük gerektiren endüstriler için özellikle cazip hale getirmiştir.
Elektrikli araç (EV) pazarının katlanarak büyümesi, özellikle gelişmiş batarya sistemlerinin üretiminde el tipi lazer kaynağının benimsenmesini daha da hızlandırdı. Teknolojinin hermetik contalar oluşturma kapasitesi ve otomasyonla uyumluluğu, kaynak kalitesinin araç performansını ve güvenliğini doğrudan etkilediği EV batarya üretiminde kritik bir süreç olarak konumlandırmıştır.
Sektör analistleri, kilit sektörlere girmeye devam eden el tipi lazer kaynağı için parlak bir gelecek öngörüyor. Devam eden standardizasyon çalışmalarıyla birlikte teknoloji, demiryolu taşımacılığı, havacılık ve uzay mühendisliği, otomotiv üretimi ve tıbbi cihaz üretimi gibi kritik sektörlerde yaygın entegrasyona hazırlanıyor. Üretkenliği artırma, kaynak kalitesini iyileştirme ve çevresel etkiyi azaltma potansiyeli, sürdürülebilir ve verimli üretim uygulamalarına yönelik küresel çabayla uyumludur.
Teknoloji olgunlaştıkça, ışın dağıtım sistemlerinde, gerçek zamanlı kalite izlemede ve işbirlikçi robotlarla entegrasyonda daha fazla yenilik görmeyi, uygulamalarını daha da genişletmeyi ve gelişmiş üretimin geleceğindeki rolünü sağlamlaştırmayı bekleyebiliriz.
X. El Tipi Lazer Kaynak Makineleri Kaynak Pazarını Neden Etkileyebilir?
El tipi lazer kaynak teknolojisinin gelişimi önemli ilerlemelere yol açmıştır ve dördüncü nesil makineler artık piyasada mevcuttur. Bu son teknoloji cihazlar, kaynak endüstrisini yeniden şekillendiren bir hassasiyet, verimlilik ve çok yönlülük kombinasyonu sunuyor.
Modern el tipi lazer kaynak makinelerinin en önemli avantajlarından biri uyarlanabilir olmalarıdır. Kaynak gücüne ince ayar yapılabilir ve kaynak kordonunun hem boyutu hem de genişliği çeşitli malzemelere ve bağlantı konfigürasyonlarına uyacak şekilde ayarlanabilir. Bu esneklik sadece kolaylığı artırmakla kalmaz, aynı zamanda malzeme kullanımını optimize ederek ve yeniden çalışmayı azaltarak önemli maliyet tasarruflarına da katkıda bulunur.
Bu makinelerde kullanılan lazerler, yüksek kaliteli optik bileşenleriyle tanınan saygın üreticilerden temin edilmektedir. Bu lazerler yüksek enerji verimliliği, istikrarlı ışın çıkışı ve 100.000 saate kadar uzatılmış hizmet ömrü gibi etkileyici özelliklere sahiptir. Bu uzun ömür, makinenin kullanım ömrü boyunca bakım kesintilerini ve değiştirme maliyetlerini önemli ölçüde azaltır.
Bu kaynak makinelerinin tasarımında ergonomi ve taşınabilirlik ön planda tutulmuştur. Şık, kullanıcı dostu form faktörü, çeşitli sektörlerdeki operatörlerden olumlu geri bildirimler almıştır. Kaynak tabancasını ana üniteye bağlayan 10 metrelik fiber optik kablonun entegrasyonu, olağanüstü manevra kabiliyeti sağlar. Bu genişletilmiş erişim, dış mekanlar da dahil olmak üzere çeşitli ortamlarda kaynak yapılmasını sağlayarak potansiyel uygulamaları geleneksel atölye ortamlarının ötesine taşır.
Geleneksel ark kaynağı yöntemleriyle karşılaştırıldığında, el tipi lazer kaynağı birçok belirgin avantaj sunar:
Enerji Verimliliği: Lazer kaynağı, enerji tüketimini 80-90% oranında azaltarak önemli ölçüde maliyet tasarrufu ve daha düşük çevresel etki sağlayabilir.
Maliyet Etkinliği: Azalan malzeme atığı, daha yüksek kaynak hızları ve daha düşük enerji tüketimi sayesinde işleme maliyetleri yaklaşık 30% azaltılabilir.
Kullanım Kolaylığı: Bu makinelerin kullanımı için öğrenme eğrisi oldukça kısadır ve çoğu kullanıcı sadece 30 dakikalık bir eğitimden sonra yetkin hale gelir. Bu erişilebilirlik, giriş için teknik engeli azaltarak potansiyel olarak nitelikli operatör havuzunu genişletir ve işçilik maliyetlerini düşürür.
Hassasiyet ve Kalite: Lazer kaynağı, ısıdan etkilenen bölgelerin minimum olduğu yüksek kaliteli, dar kaynaklar üreterek daha güçlü bağlantılar ve gelişmiş estetik sağlar.
Çok yönlülük: Bu makineler, ince folyolardan daha kalın plakalara kadar çok çeşitli malzeme ve kalınlıkları işleyebilir, bu da onları endüstrilerdeki çeşitli uygulamalar için uygun hale getirir.
Makinenin yetenekleriyle birleşen kullanım kolaylığı, el tipi lazer kaynağını fiziksel güç veya önceki kaynak deneyiminden bağımsız olarak daha geniş bir kullanıcı yelpazesi için erişilebilir hale getirmiştir. Gelişmiş kaynak teknolojisinin bu şekilde demokratikleşmesi, sektördeki vasıflı işgücü eksikliğini giderme potansiyeline sahiptir.
Sonuç olarak, el tipi lazer kaynak makineleri kullanıcı dostu kullanımları, uygun maliyetleri ve üstün kaynak kaliteleri nedeniyle kaynak sektöründe yaygın bir beğeni kazanmıştır. Bu teknoloji gelişmeye ve daha erişilebilir hale gelmeye devam ettikçe, üretkenliği artırarak, maliyetleri düşürerek ve çeşitli sektörlerde hassas birleştirme için yeni olanaklar sunarak kaynak pazarını önemli ölçüde etkilemeye hazırlanıyor.
XI. Paslanmaz Çelik Kaynağı için El Tipi Lazer Kaynak Makinesi Seçmenin Avantajları Nelerdir
El tipi lazer kaynak makineleri, paslanmaz çelik kaynağı için önemli avantajlar sunmakta, verimlilikleri ve çok yönlülükleri ile imalat sürecinde devrim yaratmaktadır. Bu sistemler, iş parçası hazırlama gereksinimlerini önemli ölçüde azaltır ve kapsamlı operatör uzmanlığı ihtiyacını en aza indirerek genel kaynak iş akışını kolaylaştırır.
Paslanmaz çelik ürün imalatı yapan işletmeler için kullanım kolaylığı çok önemlidir. Operatörlerin kaynak parametrelerini sadece paslanmaz çelik plaka kalınlığına göre ayarlamaları yeterlidir, böylece ilave dolgu malzemesi veya sarf malzemesi ihtiyacı ortadan kalkar. Bu sadece malzeme maliyetlerini düşürmekle kalmaz, aynı zamanda envanter yönetimini basitleştirir ve israfı azaltır.
El tipi lazer kaynak makinesi, yüksek kaliteli, estetik açıdan hoş ve yapısal olarak sağlam kaynaklar üreterek penetrasyon yetenekleriyle öne çıkar. Verimliliği özellikle geleneksel yöntemlere kıyasla daha düşük lazer gücü gerektiren kapılar, pencereler ve tırabzanlar gibi paslanmaz çelik mimari elemanların kaynağında dikkat çekicidir. Bu düşük güç gereksinimi, enerji verimliliğini ve operasyonel güvenliği artırır.
Uygulamada esneklik, kaynak kafasının 5 metrelik ithal optik fiberiyle kolaylaştırılan önemli bir avantajdır. Bu özellik, açık havada sorunsuz kaynak işlemlerine olanak tanıyarak olası çalışma ortamları ve uygulama yelpazesini genişletir. El tipi kaynak tabancasının ergonomik tasarımı, karmaşık geometrilerde çok açılı kaynak yapılmasına olanak sağlarken, akıllı anahtarlama ve tek tip zaman bölmeli enerji dağıtımına sahip çift optik yol, konumdan bağımsız olarak tutarlı kaynak kalitesi sağlar.
Sistemin çok yönlülüğü, karmaşık bileşenler ve cihazlar üzerinde nokta kaynağı için uygunluğuna kadar uzanır. Ayrıca, robotik manipülatörlerle entegrasyon yoluyla otomasyon potansiyeli, yüksek hacimli üretim senaryolarında daha fazla üretkenlik ve hassasiyet için olanaklar sağlar.
Bu el tipi lazer kaynak makinesinin malzeme uyumluluğu, sadece paslanmaz çeliği değil aynı zamanda karbon çeliği ve diğer çeşitli alaşımları da kapsayacak şekilde geniştir. Bu geniş uygulanabilirlik, onu aşağıdakiler de dahil olmak üzere çeşitli endüstrilerde paha biçilmez bir araç haline getirir:
Gıda servis ekipmanları imalatı
Ev aletleri üretimi
Reklam ve tabela imalatı
Hassas kalıp yapımı
Mimari metal işleri (örn. paslanmaz çelik kapılar ve pencereler)
Dekoratif metal işçiliği
Tüketici ürünleri imalatı
Mobilya üretimi
Otomotiv parça imalatı
XII. Elde Lazer Kaynağının Zorlukları
El tipi lazer kaynak sistemleri sektörde ilgi görmeye başlasa da bazı zorluklar devam etmektedir. Ekipman üreticilerinin mevcut pazar teklifleri ağırlıklı olarak 200W ila 1500W arasında değişen güç çıkışlarına sahip sürekli fiber lazerlere sahiptir ve taşınabilirlik ile kaynak kabiliyeti arasında bir denge sağlar.
El tipi lazer kaynak işlemlerinde güvenlik en önemli konu olmaya devam etmektedir. Operatörler, yüksek güçlü lazer ışınlarıyla ilişkili riskleri azaltmak için sıkı bir eğitimden geçmelidir. Ciddi yanık veya yangın tehlikesi potansiyeli, lazerin asla insanlara veya çevredeki nesnelere doğru yönlendirilmemesi de dahil olmak üzere güvenlik protokollerine sıkı sıkıya bağlı kalınmasını gerektirir. Bu yüksek durumsal farkındalık gereksinimi, iş akışı verimliliğini ve operatör konforunu etkileyebilir.
Kaynak işlemi, iş parçasına odaklanmasına rağmen, önemli oküler tehlikeler oluşturan yüksek yoğunluklu yansımalar üretir. Sonuç olarak, operatörlerin uygun optik yoğunluk derecelerine sahip özel koruyucu gözlükler takmaları gerekmektedir. Bu gözlükler, hassas kaynak işlemleri için yeterli görünürlüğü korurken lazer tarafından yayılan belirli dalga boylarını etkili bir şekilde filtrelemelidir.
Ek zorluklar şunlardır:
Isı yönetimi: El tipi ünitelerin sürekli çalışması ısı birikimine yol açarak hem lazer kaynağını hem de operatör konforunu etkileyebilir.
Güç kaynağı sınırlamaları: Yüksek güçlü elektrik girişlerine duyulan ihtiyaç, saha uygulamalarında hareketliliği ve kullanımı kısıtlayabilir.
Işın iletim sistemi dayanıklılığı: Fiber optik kablolar ve odaklama optikleri tekrarlanan kullanımlara ve olası darbelere dayanmalıdır.
Proses parametre optimizasyonu: Çeşitli malzemeler ve bağlantı konfigürasyonlarında tutarlı kaynak kalitesi elde etmek, gelişmiş kontrol sistemleri ve operatör uzmanlığı gerektirir.
Mevzuata uygunluk: Gelişen güvenlik standartlarını karşılamak ve el tipi lazer cihazları için gerekli sertifikaları almak üreticiler için karmaşık ve zaman alıcı olabilir.
Teknolojik gelişmeler ve iyileştirilmiş güvenlik önlemleri yoluyla bu zorlukların ele alınması, el tipi lazer kaynak sistemlerinin yaygın olarak benimsenmesi için çok önemlidir. Işın şekillendirme, uyarlanabilir optikler ve akıllı süreç izleme alanlarındaki yenilikler hem güvenliği hem de performansı önemli ölçüde artırabilir. Bu sorunlar çözüldükçe, el tipi lazer kaynak sistemleri pazarı, çeşitli sektörlerde yerinde kaynak işlemlerinde devrim yaratma potansiyelleri nedeniyle hızlı bir büyümeye hazırlanmaktadır.
XIII. Elde Lazer Kaynağı ile Hangi Sorunlar Çözülür?
1. Mutfak eşyaları endüstrisinde uygulama
El tipi mutfak lazer kaynak ekipmanı yaklaşık 80% ila 90% elektrik enerjisi tasarrufu sağlayabilir. Ayrıca ark kaynağına kıyasla yaklaşık 30%'lik bir maliyet düşüşü sunar.
Ayrıca, bu ekipman farklı çelik ve farklı metalleri kaynaklama yeteneğine sahiptir ve kolayca mekanizasyon ve otomasyona ulaşabilir.
Bu alanda sac metal işlemelazer kaynağı, geleneksel argon ark kaynağına kıyasla belirgin avantajlara sahiptir.
Bu avantajlar arasında daha yüksek verimlilik, minimum termal deformasyon, daha çekici bir görünüm, daha fazla mukavemet, kaynak sonrası cilalamaya gerek olmaması, dikişsiz alın kaynağıbükme, damgalama ve kesme.
3. Paslanmaz çelik banyo işleme alanında uygulama
Paslanmaz çelik sıhhi tesisat kaynağı alanında, el tipi lazer kaynağı, musluk ve lavabo çıkışları gibi bağlantı parçalarının parlak ve çekici kaynak dikişleriyle sorunsuz bir şekilde birleştirilmesini sağlar.
Proses, dik açılı filetoların 360 derece kaynaklanmasına olanak tanıyarak kullanımı rahat ve kolay hale getirir.
XIV. El Tipi Lazer Kaynak Makinesi Çalışma Ortamı
Ürünün temel çalışma ortamı aşağıdaki gibidir:
Gerilim
Üç fazlı beş telli 380V ± 10% 50 / 60Hz AC
Güç kaynağı kapasitesi
En az 5KW
Ortamın ayarlanması
Pürüzsüz, titreşimsiz ve darbesiz
Çalışma ortamı sıcaklığı
10℃~40℃
Çalışma ortamı nem oranı
<70%
Ağırlık (paket hariç)
300kg
Uyarı:
Lazeri kullanmadan önce uygun bir topraklama bağlantısı olduğundan emin olun.
Ürün yerleşik bileşenlerle birlikte gelmez, tüm bakım işlemleri şirketin teknik personelinin rehberliğinde yapılmalıdır.
Elektrik çarpmasını önlemek için etiketi kurcalamayın veya kapağı çıkarmayın. Üründe meydana gelebilecek herhangi bir hasar garanti kapsamında olmayacaktır.
Lazerin çıkış kafası bir optik kabloya bağlıdır. Toz veya diğer kalıntılardan kaynaklanan kirlenmeyi önlemek için çıkış kafasını dikkatlice inceleyin.
Çıkış merceğini temizlerken özel mercek kağıdı kullanın.
Anormal çalışma, bu kılavuzdaki talimatlara göre kullanılmazsa lazerde hasara neden olabilir.
Lazer kullanımdayken çıkış kafasının takılması yasaktır.
Doğrudan çıkış kafasına bakmayın. Makineyi çalıştırırken, uygun lazer koruması taktığınızdan emin olun.
Önlemler
(1) Lazer kaynak makinesini AC güç kaynağına bağlamadan önce, doğru 380V AC voltajının kullanıldığından emin olmak önemlidir. Bunun yapılmaması lazerde onarılamaz hasara neden olabilir.
(2) Lazerin bu kılavuzda belirtilen kontrol veya ayar yöntemleri dışında çalıştırılması da hasara neden olabilir.
(3) Lazer çıkışının iyi bir şekilde kolimasyonu için temiz bir çıkış merceğinin muhafaza edilmesi çok önemlidir. Mercekte meydana gelebilecek herhangi bir hasar lazerde onarılamaz hasara yol açacaktır.
(4) Kullanılmadığında, kolimatörün koruyucu kapağı ile kapatılması ve çıkış ucundaki merceğe dokunulmaması önemlidir. Temizlik gerekiyorsa, özel lens kağıdı ve alkol kullanılmalıdır.
(5) Yukarıda belirtildiği gibi yanlış kullanımdan kaynaklanan herhangi bir lazer gücü kaybı garanti kapsamında olmayacaktır.
El tipi lazer kaynak makinesinin teknik parametreleri
Model
Optik özellikler
Test ortamı
Nominal çıkış gücü (W)
1000-2000
Çalışma modu
Sürekli / modülasyon
Çıkış noktası
Döner motor halkası değişken çoklu nokta
Güç düzenleme aralığı (%)
10~100
Merkezi dalga boyu (nm)
1080
Nominal çıkış gücü
Çıkış gücü kararsızlığı
<3%
Nominal çıkış gücü;
Sürekli çalışma süresi: ≥ 5 saat;
Çalışma sıcaklığı: 25 ℃
Modülasyon frekansı (Hz)
50~5k
Nominal çıkış gücü
Kırmızı ışık çıkış gücünü gösterir (mW)
0.5~1
Çıkış kafasının optik çıkış özellikleri
Işın kalitesi (BPP, mm-mrad)
<2
Nominal çıkış gücü
Sayısal diyafram açıklığı
0.2
Fiber çekirdek çapı (μm)
50
25, 100, 200 İsteğe bağlı
Çıkış fiber uzunluğu (m)
10-15
Elektriksel özellikler
Çalışma gerilimi
Üç fazlı beş kablolu sistem 380V±10% 50/60Hz AC
Maksimum güç tüketimi (W)
5000
Kontrol modu
Hiper terminal /RS-232/AD
Diğer özellikler
Boyutlar (G×Y×D)
Ağırlık (kg)
<300
Çalışma ortamının sıcaklık aralığı (℃)
10~40
Çalışma ortamının nem aralığı (%)
<70
Depolama sıcaklığı (℃)
-10~60
Soğutma modu
su soğutma
XV. El Tipi Lazer Kaynak Makinesi Kullanım Öncesi Hazırlık
1) Soğutma sistemi su sıcaklığı ayarı:
Yaz aylarında (ortam sıcaklığı 30 ℃'den yüksek) 29 ± 0,5 ℃.
Kışın (ortam sıcaklığı 30 ℃'nin altında) 25 ± 0,5 ℃.
2) Soğutma sıvısı gereksinimleri:
Soğutma suyu olarak arıtılmış su kullanılmalı ve ayrıca arıtılmış su içilmesi tavsiye edilmektedir.
Soğutucunun suyunda küf oluşumundan kaynaklanan tıkanmayı önlemek için, saf su eklerken 10% etanol eklenmesi önerilir.
Ekipmanın ortam sıcaklığı -10°C ile 0°C arasındayken 30% etanol solüsyonu kullanılmalı ve her iki ayda bir değiştirilmelidir.
Ekipmanın ortam sıcaklığı -10°C'nin altındaysa, ısıtma fonksiyonlu çift sistemli bir soğutucu kullanılmalı ve soğutma sisteminin sürekli çalışması sağlanmalıdır.
Soğutma sisteminin diğer gereksinimleri:
Lazer uzun bir süre kullanılmayacaksa, lazer ekipmanında onarılamaz hasarı önlemek için soğutma sisteminin ve lazerin içindeki soğutma suyunun boşaltılması önemlidir.
Soğutma sisteminin su sıcaklığının ortam sıcaklığına uygun olarak doğru ayarlanması önemlidir.
Su sıcaklığı çok yüksek ayarlanırsa, lazerin arızalanmasına neden olabilir.
Öte yandan, su sıcaklığı çok düşük ayarlanırsa, lazerde veya çıkış kafasında yoğunlaşmış su oluşabilir ve bu da lazer ekipmanında onarılamaz hasara neden olabilir.
Lazeri çalıştırmadan önce, soğutma sisteminin düzgün çalıştığından ve su sıcaklığının uygun seviyeye ulaştığından emin olmak önemlidir.
(Yaz aylarında: 29 ± 0,5°C; Kış aylarında: 25 ± 0,5°C)
Kurulum önlemleri
(1) Ekipmanı yatay bir konuma yerleştirin ve gerektiği gibi sabitleyin.
(2) Gücü açmadan önce, güç kaynağının sabit olduğundan (220-380V AC ± 10%, 50/60Hz) ve topraklama kablosunun iyi durumda olduğundan emin olun.
(3) Güç kapalıyken tüm güç ve kontrol hatlarını bağlayın.
(4) Su giriş ve çıkış tanımlamalarını takip ederek soğutma sistemini lazere ve çıkış kafasına bağlayın.
(5) Lazer çıkış kafasını inceleyin ve gerekirse ekipmana takmadan önce temizleyin. Çıkış kafasında toz bulunursa, temizlenene kadar lazeri kurmayın ve çalıştırmayın.
(6) Jumper montajı sırasında Sarı/metal zırhlı koruyucu kılıfı dikkatli kullanın, üzerine basmayarak, sıkmayarak veya aşırı bükmeyerek optik fibere zarar vermekten kaçının.
(7) Lazer çıkış kafasını takarken veya çıkarırken dikkatli tutun ve titreşimden kaçının.
(8) Çıkış kafasının kirlenmesini önlemek için jumper çıkış kafasının kurulumu sırasında çevrenin temiz olmasını sağlayın. Örneğin, havanın sıcak olduğu yaz aylarında havada büyük miktarda toz oluşmasını önlemek için ısı dağıtımı için elektrikli fanlar kullanmaktan kaçının.
(9) Minimum bükülme yarıçapı Lazer kullanımda değilken taşıma ve depolama sırasında lazer iletim fiberinin minimum bükülme yarıçapı 20 cm'den az olmamalıdır. Lazer çıkış durumundayken, minimum bükülme yarıçapı 30 cm'den az olmamalıdır.
Lazerin tüm kontrol hatları, kontrol hatlarının elektrik yüklü kurulumundan kaynaklanabilecek olası hasarları önlemek için güç kapalıyken bağlanmalıdır.
Lazer çıkış fiberi mümkün olduğunca rahat bir konumda tutulmalıdır ve çıkış fiberinin bükülmesi yasaktır.
Fiberin çapı çok küçükse, lazer çıkışında hasara neden olabilir.
Lazer çıkış kafasını takma ve çıkarma sürecinde, dikkatli bir şekilde tutun ve herhangi bir titreşimden kaçının.
Lazer çıkış kafasını monte etmeden önce, optik lensin ve kesme kafası boşluğunun temiz olduğundan ve herhangi bir kirletici madde içermediğinden emin olun.
Kirlenmeyi önlemek için çıkış kafasının koruyucu kapağına iyi bakın. Aksi takdirde, koruyucu kapak çıkış kafasının dolaylı olarak kirlenmesine neden olabilir.
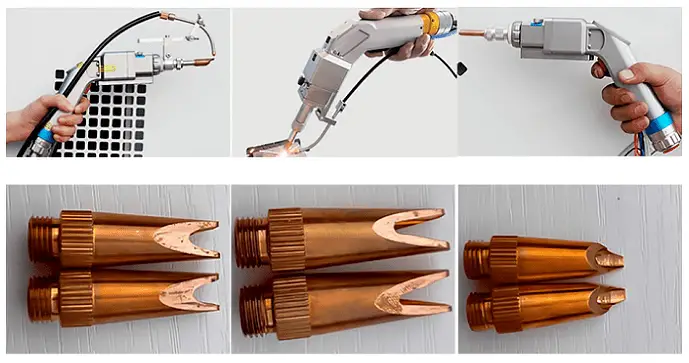
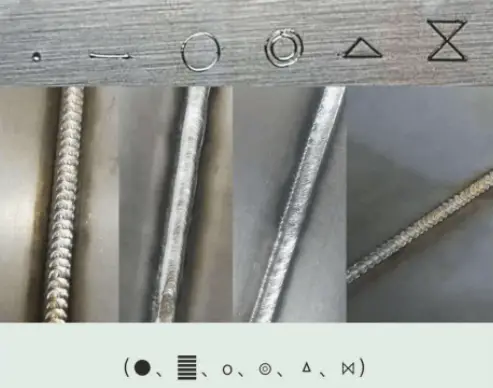
XVI. El Tipi Lazer Kaynağının Altı Nokta Desenleri
(1) Cihaz, iç ve dış köşe kaynağı için farklı ışın şekillerinin ihtiyaçlarını karşılamak üzere özelleştirmeye olanak tanıyan üç yeni ışın şekli ve seçim için altı ışın şekli sunar, düz kaynakve açılı kaynak.
(2) Qilin çift sarkaç, 0,2 ila 5 mm aralığında etkili bir şekilde kaynak yaparak ayarlanabilir enerji yoğunluğuna izin verir.
Hayır.
Model
Avantajlar
1
Spot
Küçük nokta, güçlü enerji, penetrasyon kaynağı ve kesme için uygundur.
2
Hat
Kaynak genişliği ayarlanabilir ve daha kalın plakalara belirli bir ölçüde nüfuz edebilir.
Bu da onu dış köşe kaynağı, terzi kaynağı ve tel besleme kaynağı için uygun hale getirir.
3
Daire
Çap ayarlanabilir, bu da enerji yoğunluğunun eşit bir şekilde dağılmasını sağlar.
İnce plakalar için yüksek frekanslı kaynak kullanmanın faydaları açıktır.
4
Çift O
Ayarlanabilir çap, çukur noktaların azaltılması, nokta boyutunun büyütülmesi ve plaka boyunca daha homojen ışık yayılımının sağlanması gibi temel amaçlara hizmet eder.
Ayarlanabilir genişlik, çukur noktaların azaltılmasına yardımcı olur ve plakanın üç tarafının eşit şekilde ısınmasını sağlar.
Ek olarak, tel besleme kaynağının dahil edilmesi, frekansta bir azalmaya izin verir ve tek salınıma göre önemli bir gelişme olan balık pulu şeklinde bir kaynak noktası üretir. kaynak bağlantıları.
6
8 stil
Üçgen bir tasarım üzerine inşa edilen ışık noktası daha da artırılarak plakanın çoklu ısıtılmasına olanak tanır.
Bu özelliği sayesinde büyük genişlikli kaynaklarda kullanıma uygundur.
Kaynak Sırasında İletken Durum Göstergesi Yok veya Kesintili Işık Çıkışı:
İletken sinyal bağlı olmayabilir.
Kablo gevşek olabilir ve güvenli bir şekilde takılmamış olabilir.
Krokodil klips DT1 sinyali ile bir döngü oluşturmuyor olabilir.
Kesintili ışık, gevşek bir bakır nozul veya kaynak sırasında plakadaki pas nedeniyle de oluşabilir.
Gaz Kontrol Edilemiyor:
Dokunmatik ekran gaz düğmesi kapalı olmayabilir.
Gaz gecikmesi çok yüksek ayarlanmış olabilir.
Gaz vanasının pozitif ve negatif kutupları ters çevrilebilir.
Koruyucu Lens Kolayca Yanar:
Gaz saf olmayabilir veya hava basıncı olmayabilir.
Karter tapa halkası hasar görmüş olabilir.
Kırmızı ışık ofset konumu çok büyük olabilir.
Tabak üzerinde yağ lekeleri olabilir.
Kaynak Torcu Kafası Aşırı Isınmış:
Bunun nedeni koruyucu merceğin yanması olabilir.
Su soğutucusunun sirkülasyon suyu devresi tıkanmış olabilir.
Lazerin fiber çapı çok büyük olabilir.
Dokunmatik Ekran Parametreleri Değiştirilemez:
Bunun nedeni güçlü statik parazit olabilir.
Dokunmatik ekran programı bozuk olabilir.
Programın yeniden başlatılması sorunu çözebilir."
XVIII. El Tipi Lazer Kaynak Makinesinin Bakımı
Kaynak Tabancası Kafasının Temizlenmesi:
Tabanca kafasını su veya aşındırıcı sıvılarla silmeyin.
Tabanca kafasının herhangi bir parçasını üflemek için hava tabancası veya güçlü rüzgar kullanmayın.
Koruyucu Merceğin Değiştirilmesi:
Çevreyi temiz tutun.
Fanı veya klimayı kapatın.
Koruyucu lensi çıkarırken toz girmesini önlemek için tabanca gövdesinin boşluğunu yapışkan bantla kapatın.
Kaynak Tabancası Kafasının Kullanılması:
Kaynak tabancası kafasının içinde birkaç grup yüksek güçlü, kırılgan yansıtıcı mercek vardır.
Kaynak tabancası kafasını çarpmak veya düşürmek kesinlikle yasaktır.
Ürünü Kullanma:
Makinenin tamamı topraklanmalı ve topraklama kablosu düzgün çalışıyor olmalıdır.
Lazer kaynak bağlantısı bir argon ark kaynağı makinesi ile aynı konsolda kullanılmamalıdır ve bir argon ark kaynağı makinesi ile birlikte kullanılamaz.
XIX. El Tipi Lazer Kaynak Makinesi Sorun Giderme
Uyarı
Bakım:
Bakım sertifikasına sahip personel tarafından yapılmalıdır.
Güç bağlandığında tehlikeli voltaj mevcut olduğundan, çevrimiçi elektrik ölçümü yaparken dikkatli olunmalıdır.
Devre kartı ölmüş
Devre kartı göstergesi çalışmıyor
Acil durdurma anahtarı hasarlı mı
Devre kartı sigortası gevşek mi
Devre kartı silindirik bir 5×20
6A akım ile şeffaf cam tüp
Birim bakımı
Ünite her çalışmadan önce, su makinesinin filtre süzgecinin havalandırılıp havalandırılmadığını kontrol edin
Filtre süzgeci, şekilde gösterildiği gibi havadaki toz ve saçları filtreleyecektir
Lütfen kondansatörü uzun süre üfleyin:
Su Deposu Bakımı:
Üniteyi çalıştırmadan önce su seviyesini kontrol edin ve gerekirse doldurun.
Su kalitesini düzenli olarak değiştirin, kalitesini korumak için suyu 62 günde bir değiştirin.
Harici sıvı eklenmesi gerekiyorsa, 4:1 su-alkol oranıyla sadece etanole (endüstriyel alkol) izin verilir. Sıcaklığın 4 ila 5 derecenin altında olduğu daha soğuk bölgelerde, donmayı ve hasarı önlemek için makinenin geceleri kapatılmaması önerilir. Sıcaklık yükseldiğinde suyu boşaltın ve yeniden kullanın.
Uzun süre kullanılmadığında, su deposunu boşaltmak için gideri açın.
Güç Kaynağı Bakımı:
Akım anahtarlarından kaynaklanan hasarları önlemek için voltajı düzenli olarak kontrol edin.
Güvenlik önlemleri
İlk Kurulumdan ve Açılıştan Önce Kablo Bağlantılarını ve Voltajı Doğru Olup Olmadığını Dikkatlice Kontrol Edin
Ünitenin kurulumundan sorumlu personel, elektrik kaçaklarını, su sızıntılarını veya yangını önlemek için doğru kurulumu sağlamalıdır. Ünitenin sökülmesi ve yeniden takılması gerekiyorsa, bir profesyonele başvurulması önerilir.
Kontrol Ünitesinin Anahtar Sistemi Üzerinden Güç Fişini Çekerek Üniteyi Değiştirmeyin. Aşırı akım fişi yakabilir ve devreyi açarak güvenlik tehlikesi oluşturabilir.
Güç kaynağının güvenli bir şekilde bağlandığından ve kablo yalıtımının sağlam olduğundan emin olun. Gevşek veya kopuk kablolar elektrik çarpmasına, kısa devreye veya yangına neden olabilir.
Ünitenin hava çıkışına parmak veya çubuk gibi yabancı cisimler sokmaktan kaçının, aksi takdirde ünite hasar görebilir veya kişisel yaralanmalar meydana gelebilir.
Ünitenin çalışması sırasında yeterli havalandırma sağlayın.
Ünitenin üzerinde durmayın veya üzerine nesne koymayın.
Elektrik çarpmasına neden olabileceğinden, üniteyi ıslak ellerle çalıştırmayın.
Ünite uygun şekilde topraklanmalıdır. Kötü topraklama elektrik çarpmasına neden olabileceğinden, topraklama kablosu gaz borusuna, su borusuna veya telefon hattına bağlanmamalıdır.
Elektrik çarpmasını önlemek için bir akım koruma cihazının takılı olduğundan emin olun.
Herhangi bir olağandışı durum (yanık kokusu gibi) gözlemlenirse, derhal güç kaynağını kesin ve çözümler için ekonomi departmanıyla iletişime geçin.
XX. El Tipi Lazer Kaynak Makinesinin Manuel Kullanımı ve Günlük Bakımı
El tipi lazer kaynak makinelerinin operatörleri, sistem göstergelerinin yorumlanması, kontrol panelinin çalıştırılması ve temel ekipman bilgisini kapsayan kapsamlı bir profesyonel eğitimden geçmelidir. Bu eğitim, sofistike kaynak teknolojisinin güvenli ve verimli bir şekilde kullanılmasını sağlar.
Çalıştırmadan önce, herhangi bir hasar veya maruz kalma belirtisi için makinenin algılama çalışma kanalını ve kablo tesisatını kapsamlı bir şekilde inceleyin. Bu kritik çalışma öncesi kontrol, potansiyel elektrik tehlikelerine karşı koruma sağlar ve optimum performansı garanti eder.
Robot gövdesi, harici şaft, tabanca temizleme istasyonu veya su soğutucusu üzerine yabancı nesnelerin veya aletlerin yerleştirilmesini kesinlikle yasaklayarak açık bir çalışma alanı sağlayın. Bu uygulama hareketli parçalarla etkileşimi önler ve sistem bütünlüğünü korur.
Ameliyathanede yanıcı veya sıvı maddelerin depolanmasına karşı katı bir politika uygulayın. Ortam sıcaklığını 25°C'nin altında tutun ve alanda herhangi bir sızıntı olmadığından emin olun. Bu önlemler yangın önleme ve optimum ekipman işlevi için çok önemlidir.
Potansiyel sorunları büyük sorunlara dönüşmeden önce proaktif olarak tespit etmek ve ele almak için düzenli test ve denetimlerden oluşan titiz bir program uygulayın.
Kaynak makinesindeki cebri hava soğutma sistemi toz birikmesine eğilimlidir. Bunu azaltmak için, makinenin iç bileşenlerindeki tozu periyodik olarak temizlemek üzere temiz, kuru basınçlı hava kullanın. Bu bakım görevi, aşırı ısınmayı önlemek ve tutarlı performans sağlamak için hayati önem taşır.
Güç kablo bağlantılarının bütünlüğünü düzenli olarak inceleyin ve doğrulayın. Gevşek veya aşınmış bağlantılar elektriksel verimsizliklere veya güvenlik tehlikelerine yol açabilir.
Yıllık bakım sırasında kapsamlı bir inceleme yapın. Arızalı bileşenleri değiştirin, hasarlı muhafazayı onarın ve izolasyonu bozulan alanları güçlendirin. Bu proaktif yaklaşım beklenmedik arızaları önler ve ekipman ömrünü uzatır.
İletken nozullar gibi sarf malzemelerini rutin olarak kontrol edin ve gerektiğinde değiştirin. Optimum gaz akışını sağlamak ve kontaminasyonu önlemek için yaylı hortumu periyodik olarak temizleyin ve değiştirin. Ayrıca, izolasyon halkalarını aşınma veya hasar belirtileri açısından inceleyin.
Bu sistematik bakım rejimine uyulması, kaynak hatalarının oluşmasını en aza indirir. Bu prosedürler zaman ve kaynak gerektirse de, kaynak makinesinin hizmet ömrünü önemli ölçüde uzatır, operasyonel verimliliği artırır, tutarlı performans sağlar ve genel güvenliği destekler.
El tipi lazer kaynak makinelerinin çalıştırılması sırasında güvenlik protokollerine titizlikle uyulması gerektiğini vurgulamak zorunludur. Bu, lazere karşı güvenli gözlükler, ısıya dayanıklı eldivenler ve alev geciktirici giysiler gibi uygun kişisel koruyucu ekipmanların (KKE) giyilmesini içerir. Operatörler ayrıca lazer güvenlik prosedürleri konusunda eğitilmeli ve yansıyan lazer ışınları ve dumana maruz kalma gibi potansiyel tehlikelerin farkında olmalıdır.
XXI. El Tipi Lazer Kaynak Kalınlık ve Hız Tablosu
Kaynak hızı, birim zamanda kaynak tarafından emilen enerjiyi önemli ölçüde etkiler ve böylece kaynağın nüfuziyet derinliği ve genişliğinin yanı sıra görünümünü de etkiler. Bu kısa genel bakış, kaynak hızının kaynak kalitesi üzerindeki etkisini tartışmakta ve süreç ayarlamaları için bir referans sağlamaktadır.
Hız, esas olarak doğrusal enerji yoğunluğuyla ilgili olarak penetrasyon derinliğini ve genişliğini etkiler. Genel olarak, lazer kaynak hızı arttıkça, erimiş alan ve genişlik azalır. Bu, lazer kaynak hızındaki artışın lazerin iş parçasının yüzeyinde daha az bekleme süresine yol açması olarak anlaşılabilir. Daha kısa lazer bekleme süresi ile ısı iletim alanı azalır, bu da daha küçük bir füzyon bölgesi ve ısıdan etkilenen bölge ile sonuçlanır.
Kaynak dikişi karakteristik parametreleri ve hız arasındaki ilişki
Hız değişimi metalografik değişim
Ayrıca, kaynak hızı kaynağın görünümünü etkiler ve genellikle yüzeyde pürüzlü, "V şeklinde" balık pulu deseni, renk değişikliği ve minimum veya hiç takviye olmadan dolgusuz bir kaynakla sonuçlanır.
Kaynakların hızında ve görünümünde değişiklikler
Tablo El Tipi Lazer Kaynak Kalınlık ve Hız Tablosu (800W-1500W)
Metaller
Kalınlık (mm)
Kaynak formu
800W kaynak veri̇mli̇li̇ği̇ (mm/s)
1000W kaynak veri̇mli̇li̇ği̇ (mm/s)
1500W kaynak veri̇mli̇li̇ği̇ (mm/s)
Paslanmaz çelik
1
Alın kaynağı
45
55
70
Paslanmaz çelik
2
Alın kaynağı
16
35
45
Paslanmaz çelik
3
Alın kaynağı
/
18
35
Paslanmaz çelik
4
Alın kaynağı
/
/
15
Karbon çeliği
1
Alın kaynağı
40
48
62
Karbon çeliği
2
Alın kaynağı
12
23
35
Karbon çeliği
3
Alın kaynağı
/
18
25
Karbon çeliği
4
Alın kaynağı
/
/
/
1-3 serisi alüminyum alaşım
1
Alın kaynağı
32
40
70
1-3 serisi alüminyum alaşım
2
Alın kaynağı
/
20
35
4-7 serisi alüminyum alaşım
1
Alın kaynağı
18
35
60
4-7 serisi alüminyum alaşım
2
Alın kaynağı
/
/
25
Not: Yukarıdaki performans parametreleri standart test verileridir ve pratik uygulamaların karmaşıklığı nedeniyle verilerde farklılıklar olabilir.
Yanlış hız seçimi, sürekli bir eritme ve katılaştırma işlemi olan lazer kaynağında hatalara yol açabilir. Kaynak hızı arttıkça, erimiş metalin soğuma hızı da artar. Bu hızlandırılmış katılaşma, metalin yayılmasını zorlaştırır ve kamburlaşma kusurlarına neden olur. Bu tümsekler kaynak hızı yükseldikçe artar ve dolaylı olarak kaynak hızını sınırlar.
Aşırı hızdan kaynaklanan kusurlar - Kaynak kamburlaşması
Humping Önleme Çözümleri:
1. Daha küçük çekirdek çapına sahip lazerler kullanın veya spot boyutunu küçültmek ve enerjiyi daha etkili bir şekilde yoğunlaştırmak için kolimasyonlu odaklama başlıkları seçin.
Mekanizma şu şekildedir: daha küçük bir spot çapına sahip lazerler, lazer ısı kaynağı ile sıvı metal akışı yakınsama noktası arasındaki mesafeyi kısaltarak sıvı metalin yayılmasını kolaylaştırır ve kamburlaşmayı bastırır;
Kaynak sıçramasının çift ışınla bastırılması
2. Bir ışının diğerinin önünde olduğu çift ışınlı bir lazer yaklaşımı kullanın veya tek ışınlı lazer hızlarına kıyasla 40%'nin üzerinde kamburlaşmaya neden olmadan maksimum kaynak hızını önemli ölçüde artırabilen halka şekilli noktalar, çok dalga boylu fiber yarı iletken kompozit kaynak kullanın.
Tipik olarak, iki lazer ışınından biri ön ısıtma ve son işlemden, diğeri ise erime derinliğinden sorumludur. Bu, sıvı metalin anahtar deliği etrafındaki soğuma hızını azaltır, sıcaklık gradyanını düşürür, sıvı metalin anahtar deliği etrafındaki yüzey gerilimini düşürür ve sıvı metalin yayılma kabiliyetini artırır, böylece kamburlaşmayı önler.
Dairesel ışık noktası kaynak çapaklarını bastırır
XXII. Lazer Kaynak Makinesi Üreticileri
Güvenilir lazer kaynak makinesi üreticileri ararken, özel üretim ihtiyaçlarınızı ve kalite standartlarınızı karşılayan bir tedarikçi seçtiğinizden emin olmak için çeşitli faktörleri göz önünde bulundurmanız çok önemlidir. İşte arayışınızda size yardımcı olacak kapsamlı bir kılavuz:
Teknoloji ve İnovasyon: Araştırma ve geliştirmeye sürekli yatırım yapan ve en yeni lazer kaynak teknolojilerini sunan üreticileri arayın. Gerçek zamanlı kaynak izleme, uyarlanabilir kontrol sistemleri ve Endüstri 4.0 uyumluluğu gibi gelişmiş özellikler üretim kapasitenizi önemli ölçüde artırabilir.
Makine Yelpazesi ve Özelleştirme: Saygın üreticiler genellikle aşağıdakiler de dahil olmak üzere çok çeşitli lazer kaynak makineleri sunar:
Darbeli ve sürekli dalga (CW) sistemleri
Fiber, CO2 ve diyot lazer seçenekleri
Robotik entegrasyonlu otomatik sistemler
Özel uygulamalar için özelleştirilebilir çözümler
Sektör Deneyimi ve İtibarı: Üreticinin sektörünüzdeki geçmiş performansını değerlendirin. Uzmanlıklarını ve güvenilirliklerini gösteren vaka çalışmalarını, müşteri referanslarını ve sektör sertifikalarını arayın.
Teknik Destek ve Eğitim: Üreticinin aşağıdakiler de dahil olmak üzere kapsamlı teknik destek sağladığından emin olun:
Yerinde kurulum ve devreye alma
Operatör eğitim programları
Uzaktan tanılama ve sorun giderme
Düzenli bakım hizmetleri
Küresel Varlık ve Yerel Destek: Uluslararası alıcılar için, zamanında yardım ve yedek parça bulunabilirliği sağlamak üzere küresel bir varlığı ve yerel destek ağları olan üreticileri göz önünde bulundurun.
Kalite Güvencesi ve Sertifikalar: Üreticinin ISO 9001 gibi uluslararası kalite standartlarına uyduğunu ve ilgili sektöre özgü sertifikalara sahip olduğunu doğrulayın.
Maliyet-Etkinlik ve Yatırım Getirisi: İlk maliyet önemli olsa da, enerji verimliliği, bakım gereksinimleri ve beklenen makine ömrü dahil olmak üzere toplam sahip olma maliyetine odaklanın.
Sürdürülebilirlik Uygulamaları: Çevresel sorumluluğa verilen önemin artmasıyla birlikte, enerji tasarruflu tasarımlara ve sürdürülebilir üretim uygulamalarına öncelik veren üreticileri göz önünde bulundurun.
Bu ve diğer üreticileri değerlendirirken ayrıntılı teknik özellikler talep edin, makine tanıtımları düzenleyin ve mümkünse ekipmanı çalışırken görmek için saha ziyaretleri gerçekleştirin. Ayrıca, sektördeki meslektaşlarınıza danışın ve en son lazer kaynak teknolojileri ve üretici itibarları hakkında ilk elden bilgi toplamak için ticari fuarlara katılın.
Bu faktörleri kapsamlı bir şekilde değerlendirerek, yalnızca mevcut üretim gereksinimlerinizi karşılamakla kalmayıp aynı zamanda uzun vadeli üretim hedeflerinizi ve büyüme stratejilerinizi de destekleyen bir lazer kaynak makinesi üreticisi belirleyebilirsiniz.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
El tipi lazer kaynak makineleri çalışma sırasında ortaya çıkan yoğun ısıyı nasıl yönetebilir? Bu makale, hava soğutma ve su soğutma gibi en son ısı dağıtma teknolojilerini incelemektedir...
Verimlilik, esneklik ve hassasiyeti bir araya getiren bir araçla demiryolu taşımacılığı üretiminde devrim yarattığınızı hayal edin. El tipi lazer kaynağı, sektörün ihtiyaç duyduğu ezber bozan yenilik olabilir. Bu makale lazer kaynağın potansiyelini...
Lazer kaynağı söz konusu olduğunda, el tipi ve otomatik makineler arasındaki seçim iş akışınızı önemli ölçüde etkileyebilir. El tipi lazer kaynak makineleri küçük ölçekli veya çeşitli görevler için esneklik ve hassasiyet sunarken...
El tipi kaynak cihazınızın üzerindeki lazer güç değerinin doğru olup olmadığını hiç merak ettiniz mi? Bu makale, el tipi lazer kaynak cihazlarında yaygın olan yanlış etiketleme sorununu...
Hızla gelişen lazer kaynak dünyasında yenilik çok önemlidir. Üreticiler mümkün olanın sınırlarını zorlarken.... bir avuç şirket bu alanda lider olarak öne çıkıyor.
Kaynak dünyasında doğru yöntemi seçmek verimliliği ve kaliteyi önemli ölçüde etkileyebilir. Lazer kaynağı ve TIG (argon ark) kaynağının her biri benzersiz avantajlar ve dezavantajlar sunar. Lazer kaynağı...
Hassasiyet, minimum termal bozulma ve yüksek hızlı işleme sunan bir kaynak tekniği hayal edin. Lazer kaynağı, imalat endüstrisinde devrim yaratan bu avantajları masaya getiriyor. Bu makale, lazer kaynağının...
El tipi lazer kaynak ekipmanı, son yıllarda lazer uygulama pazarında oyunun kurallarını değiştiren bir ürün haline geldi ve hızla yeşil lazer endüstrisinin büyüme noktası olarak ortaya çıktı. 2018 yılından bu yana...
Modern teknolojinin bu kadar hassas ve temiz kaynakları nasıl elde ettiğini hiç merak ettiniz mi? Bu makalede, lazer kaynak makinelerinin büyüleyici dünyasını keşfedeceğiz. Nasıl çalıştıklarını öğreneceksiniz,...