Göz Ardı Etmemeniz Gereken Yaygın Sıcak Haddelenmiş Çelik Kusurları
Bazı çelik ürünlerde neden yüzey kusurları olduğunu hiç merak ettiniz mi? Bu makale, sıcak haddelenmiş çelikte sık rastlanan, preslenmiş oksit tortusu ve kabarcıklar gibi kusurları ortaya çıkarmaktadır. Bunların nedenlerini ve önlenmesini anlayarak, çelik kalitesini ve üretim verimliliğini artırmaya yönelik içgörüler elde edeceksiniz. Daha fazlasını öğrenmek için içeri dalın!
Çelik haddeleme, dönen merdaneler aracılığıyla sıkıştırma kuvvetleri uygulayarak çelik külçelerin veya kütüklerin şeklini ve boyutlarını değiştiren kritik bir metal şekillendirme işlemidir. Bu işlem iki ana türe ayrılır: her biri farklı özelliklere ve uygulamalara sahip olan sıcak haddeleme ve soğuk haddeleme.
Sıcak haddeleme, tipik olarak 1100°C ile 1250°C (2012°F ile 2282°F) arasındaki yüksek sıcaklıklarda gerçekleştirilir. Bu sıcaklıklarda çelik, nispeten daha düşük enerji girdisiyle önemli şekil değişikliklerine izin veren artan süneklik ve azalan deformasyon direnci sergiler. Bu işlem özellikle büyük ölçekli deformasyon ve plakalar, levhalar ve yapısal şekiller gibi yarı mamul ürünler üretmek için etkilidir.
Sıcak haddelenmiş çelik şeritler, sıcak haddeleme işleminin en önemli uygulamasını temsil eder. Bu şeritlerin üretimi, genellikle sürekli veya yarı sürekli hadde konfigürasyonunda bir dizi hassas kontrollü haddeleme geçişini içerir. Bu işlem sadece çeliği şekillendirmekle kalmaz, aynı zamanda tane yapısını da iyileştirerek mekanik özelliklerin geliştirilmesine katkıda bulunur.
Modern çelik üretiminde, sıcak haddelenmiş şerit üretimi yüksek bir teknolojik gelişmişlik seviyesine ulaşmıştır. Gelişmiş kontrol sistemleri, son teknoloji enstrümantasyon ve sensörlerle birleştiğinde sıcaklık, merdane boşluğu, haddeleme hızı ve soğutma oranları gibi haddeleme parametrelerinin hassas bir şekilde yönetilmesini sağlar. Bu kontrol seviyesi, tutarlı ürün kalitesi ve yüksek üretim hattı verimliliği ile sonuçlanır ve çalışma oranları genellikle 90%'yi aşar.
Bu gelişmelere rağmen, sıcak haddeleme sürecinin doğasında var olan karmaşıklık devam eden zorluklar ortaya çıkarmaktadır. Çeşitli proses parametreleri, ekipman koşulları ve malzeme özellikleri arasındaki etkileşim nihai üründe kalite sorunlarına yol açabilir. Yaygın kusurlar arasında kalınlık değişimleri, yüzey kusurları, şekil kusurları (örn. kenar dalgaları veya orta burkulmalar) ve şerit uzunluğu veya genişliği boyunca mekanik özelliklerde tutarsızlıklar yer alır.
Bu zorlukları azaltmak için modern sıcak şerit haddelerinde model tabanlı öngörücü kontrol, uyarlanabilir sistemler ve gerçek zamanlı kalite izleme gibi gelişmiş proses kontrol stratejileri kullanılmaktadır. Ayrıca, devam eden araştırmalar daha sağlam alaşım tasarımları geliştirmeye, hadde geçiş programlarını optimize etmeye ve kusur tahmini ve önleme için makine öğrenimi algoritmaları uygulamaya odaklanmaktadır.
Yaygın Sıcak Haddelenmiş Çelik Kusurları
I. Preslenmiş Oksit Ölçeği
Kusur Özellikleri
Sıkıştırılmış oksit tufali, sıcak haddeleme sırasında oksit tufalinin çelik şerit yüzeyine sıkıştırılmasıyla oluşan bir yüzey kusurudur. Nedenine bağlı olarak, fırın kaynaklı (birincil) oksit tufali, haddeleme kaynaklı (ikincil) oksit tufali veya hadde yüzeyinden çıkan ve çelik şeride sıkıştırılan oksit tufali (ikincil) olarak ayrılabilir.
Nedenler
① Çelik kütüğün yüzeyinde ciddi boylamasına çatlaklar;
②Çelik kütüğün yanlış ısıtma işlemi veya ısıtma işlemi, birincil kirecin giderilmesini zorlaştırır;
③ Yüksek basınçlı kireç çözme suyunda düşük basınç veya haddeleme işlemi sırasında nozül tıkanması, çelik şerit yüzeyine sıkıştırılan oksit tufalinin üretilmesine neden olur;
④Çok hızlı haddeleme hızı veya ruloların yetersiz soğutulması, rulo yüzeyindeki oksit filminin soyulmasına ve çelik şerit yüzeyine sıkışmasına neden olur.
Tehlikeler
Çelik şeridin yüzey kalitesini ve kaplama etkisini etkiler.
Önleme ve Eliminasyon Yöntemleri
①Çelik kütüğün kalite kontrolünü güçlendirin. Yüzeyinde ciddi boylamasına çatlaklar olan kütükler kullanılmadan önce temizlenmeli ve kalifiye edilmelidir;
②Çelik kütük için makul bir ısıtma prosesi geliştirin ve spesifikasyonlara göre ısıtın;
③Kireç çözme suyu basıncını sağlamak ve nozul tıkanmasını önlemek için yüksek basınçlı kireç çözme suyu sisteminin ekipmanını düzenli olarak kontrol edin;
④Haddeleme hızını makul bir şekilde kontrol edin, ruloların soğutma etkisini sağlayın ve rulo yüzeyindeki oksit filminin soyulmasını önleyin.
II. Yara izi
Kusur Özellikleri
Yara izi düzensiz şekilli, kabarık bir metal sac Çelik şeridin yüzeyine tutturulmuş, yaprak benzeri, tüy benzeri, çubuk benzeri, balık pulu benzeri, dil ucu benzeri vb.
İki tür yara izi vardır: biri çeliğin gövdesine bağlıdır ve plakanın yüzeyine katlanır, düşmesi kolay değildir; diğeri çeliğin gövdesine bağlı değildir, ancak plakanın yüzeyine bağlanır ve düşmesi kolaydır, düştükten sonra nispeten pürüzsüz bir çukur oluşturur.
Nedenler
① Kütük yüzeyindeki orijinal yara izi veya ağır cilt kusuru temizlenmemiş ve haddeleme sonrasında çelik şerit yüzeyinde kalmıştır;
② Haddeleme sırasında çelik şerit yüzeyine bastırılan kütük yüzeyindeki alev temizleme kalıntıları.
Tehlikeler
Sonraki işlemler ve kullanım sırasında metalin soyulmasına veya deliklere yol açabilir.
Önleme ve Eliminasyon Yöntemleri
Kütüğün kalite kontrolünü güçlendirin ve haddelemeden önce kütüğün yüzeyindeki yara izlerini veya alevle temizleme kalıntılarını temizleyin.
III. Kabarcıklar
Kusur Özellikleri
Kabarcıklar, çelik şeridin yüzeyinde düzensiz olarak dağılmış dairesel veya eliptik çıkıntılardır. Dış kenarları nispeten pürüzsüzdür. Kabarcıklar ezildikten sonra çelik şerit yüzeyinde çatlaklar veya dökülmeler olabilir.
Bazı kabarcıklar düzleştirildikten sonra çıkıntı yapmaz ve parlak bir yüzeye sahiptir ve kesilen yüzey katmanlı bir yapı gösterir.
Nedenler
① Yetersiz deoksidasyon veya yanlış nitrojen üfleme nedeniyle kütük içinde çok fazla gaz birikir;
② Kütük uzun süre fırında kalmıştır ve deri altındaki kabarcıklar açığa çıkar ve birikir.
Tehlikeler
Katmanlaşmaya neden olabilir veya zayıf kaynak sonraki işleme ve kullanım sırasında.
Önleme ve Eliminasyon Yöntemleri
① Kütüğün kalite kontrolünü güçlendirin ve açık kabarcık kusurları olan kütükleri kullanmaktan kaçının;
②Bütünü ısıtmak için spesifikasyonlara kesinlikle uyun ve kütüğü fırında çok uzun süre tutmaktan kaçının.
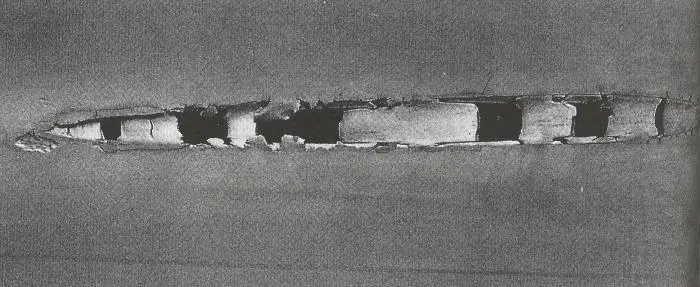
IV. Yuvarlanan Ezilme
Kusur Özellikleri
Çelik şeridin yüzeyinde üst üste binen veya yuvarlanan, delinen, yırtılan vb. birden fazla katman olgusuna haddeleme ezilmesi denir.
Nedenler
① Merdane boşluğunun yanlış ayarlanması veya merdane şekli ile gelen kütük şekli arasında zayıf eşleşme, çelik şeridin eşit olmayan şekilde uzamasına neden olur;
② Kütüğün eşit olmayan yerel ısıtma sıcaklığı veya haddelenmiş parçanın eşit olmayan sıcaklığı;
③ Son işlem yan kılavuz plakasının açılma derecesinin ayarı makul değil;
④ Hassas haddeleme sırasında akış hızı uyumsuz.
Tehlikeler
Bu çelik levha Haddeleme işleminin kesintiye uğraması nedeniyle haddeleme ezilme kusurları ile kullanılamaz.
Önleme ve Eliminasyon Yöntemleri
① Merdane şekillerini makul bir şekilde yapılandırın ve merdane boşluğu ayarına dikkat edin;
② Kütük ısıtma sıcaklığının kontrolünü güçlendirin ve haddelenmiş parçanın eşit sıcaklığını sağlayın;
③Son işlem yan kılavuz plakasının açılma derecesini makul bir şekilde ayarlayın;
④ Sürekli haddeleme sırasında tutarlı akış hızını koruyun.
V. Rulo İşareti
Kusur Özellikleri
Rulo izleri, çelik şerit yüzeyinde periyodik olarak dağılan düzensiz şekillere sahip içbükey dışbükey kusurlardır.
Nedenler
Merdaneler çatlamış, lokal olarak dökülmüş veya yüzeylerine yabancı cisimler yapışmıştır, bu da merdane üzerinde içbükey-dışbükey bir yüzeye neden olur ve haddeleme veya son işlem sırasında çelik şeridin yüzeyine baskı yaparak içbükey-dışbükey kusurlar oluşturur.
Tehlikeler
Dışbükey hadde izleri sonraki haddeleme işlemleri sırasında katlanma kusurlarına neden olabilirken, içbükey hadde izleri sonraki haddeleme işlemleri sırasında deliklere neden olabilir.
Önleme ve Eliminasyon Yöntemleri
①Valslerin yüzey kalitesini düzenli olarak kontrol edin ve dökülme veya yabancı cisim bulunan valslerle zamanında ilgilenin;
②Haddeleme işlemi sırasında, çelik sıkışması, kuyruk atma ve haddeleme ezilmesi gibi anormal durumlar meydana geldiğinde merdanelerin yüzey kalitesini zamanında kontrol edin ve merdane yüzeyinin hasar görmesini veya yabancı cisim yapışmasını önleyin;
③ Merdane izleri bulunduğunda merdanelerin yüzey kalitesini kontrol etmek için makineyi derhal durdurun.
VI. Düzleştirme
Kusur Özellikleri
Çelik bobinlerin oval şekilli görünmesi olgusuna yassılaşma denir.
Nedenler
①The çelik bobin taşıma sırasında aşırı darbeye maruz kalır;
② Bobinleme sırasında çelik bobinin gerilimi çok düşüktür ve bobinler yatay olarak veya birden fazla katmanla istiflenir.
Tehlikeler
Çelik bobinlerin paketlenmesini ve taşınmasını etkiler ve ciddi şekilde düzleştirilmiş bobinler kullanılamaz.
Önleme ve Eliminasyon Yöntemleri
①Çelik bobinleri dikkatli kullanın;
②Sarma gerilimini makul bir şekilde ayarlayın, yatay istifleme katmanlarının sayısını kontrol edin ve gerekirse dikey istifleme kullanın.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Çelik projenizin ağırlığını mı merak ediyorsunuz? Başka yere bakmanıza gerek yok! Bu blog yazısında, çelik ağırlık hesaplamasının ilgi çekici dünyasını keşfedeceğiz. Deneyimli bir makine mühendisi olarak...
022Cr19Ni10 paslanmaz çelik sınıfını öne çıkaran nedir? Düşük karbon içeriği ve korozyona karşı yüksek direnci ile bilinen bu çok yönlü alaşım, çeşitli endüstrilerde çok önemlidir. Bu makalede...
Projeleriniz için çelik veya metal ağırlığını doğru bir şekilde nasıl hesaplayacağınızı hiç merak ettiniz mi? Bu blog yazısında, çelik ağırlığı hesaplamanın büyüleyici dünyasını keşfedeceğiz...
Çeliğin neden bazen beklenmedik şekilde arızalandığını hiç merak ettiniz mi? Bu aydınlatıcı blog yazısında, çelik kusurlarının büyüleyici dünyasının derinliklerine dalacağız. Deneyimli bir makine mühendisi olarak...
S30408 ve 304 paslanmaz çelik arasındaki farkları hiç merak ettiniz mi? Bu blog yazısında, yaygın olarak kullanılan bu iki malzeme arasındaki temel farkları inceleyeceğiz. Bizim...
Paslanmaz çeliğin neden normal çelik gibi paslanmadığını hiç merak ettiniz mi? Bu blog yazısı, paslanmaz çeliğin büyüleyici dünyasını, benzersiz özelliklerini ve paslanmaz çeliğin kritik rolünü keşfedecek...
Farklı çelik türleri neden bu kadar çeşitli özelliklere sahiptir ve Çin'de nasıl kategorize edilirler? Bu makale çeliğin sınıflandırılmasını ve standartlarını inceleyerek sistematiğini açıklıyor...
Sıcak haddelenmiş çeliğin soğuk haddelenmiş çelikten neden farklı göründüğünü hiç merak ettiniz mi? Bu blog yazısı, bu iki temel malzeme arasındaki büyüleyici farkları inceliyor. Sıcaklığın çeliği nasıl etkilediğini keşfedeceksiniz...
Bu makale, demir ve demir dışı metallerin büyüleyici dünyasını keşfederek benzersiz özelliklerini ve sınıflandırmalarını ortaya koyuyor. Sonunda, bu önemli metallerin temel farklılıklarını ve uygulamalarını anlayacaksınız...