Mühendislerin sac metalin katlanmamış boyutunu nasıl doğru bir şekilde belirlediğini hiç merak ettiniz mi? Bu işlem, bükme işleminden sonra hassas boyutlar sağlamak için üretimde çok önemlidir. Bu makale iki ana yöntemi incelemektedir: bükme telafisi ve bükme çıkarma algoritmaları. Bu teknikleri anlayarak sac metal imalatının arkasındaki bilime dair içgörüler kazanacak ve tasarım doğruluğunuzu artıracaksınız. Sac metal açılma boyutlarını verimli bir şekilde hesaplama sanatında nasıl ustalaşabileceğinizi keşfetmek için makaleye dalın.
Sac metal bükme ve genişletme için, sacın bir tarafı uzarken diğer tarafı sıkıştırılacaktır. Bu süreci etkileyen faktörler arasında malzemenin türü, kalınlığı, ısıl işlem ve bükme açısı yer alır.
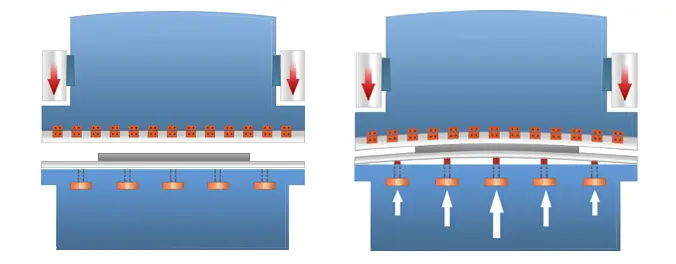
Bir abkant pres kullanarak son bükme işleminden sonra parçaların istenen boyutta olmasını sağlamak için, sac metal parçaların tasarımında, katlama koşulu altında sac metalin gerçek uzunluğunu hesaplamak için çeşitli algoritmalar kullanılır. En yaygın kullanılan yöntemlerden biri, hesaplamada kişisel deneyime dayanan basit "sıkıştırma kuralı "dır.
Ancak bilgisayar teknolojisinin gelişmesi ve yaygınlaşmasıyla birlikte daha fazla insan bilgisayar destekli tasarım yöntemlerine yönelmektedir. Genel olarak, aşağıdakiler için iki popüler algoritma vardır sac metal Günümüzde yaygın olarak benimsenen bükme. Bunlardan ilki bükülme telafisi algoritmasına, ikincisi ise bükülme çıkarımı algoritmasına dayanmaktadır.
Eğilme telafi yöntemi
Bükme telafisi algoritması, düzleştirmeden sonra parçanın her bir bölümünün uzunluğunu ve "bükme telafisi" değeri (BA) olarak adlandırılan düzleştirilmiş bükme alanının uzunluğunu ekleyerek bir parçanın genişleme uzunluğunu (LT) hesaplar. Tüm parçanın uzunluğu için formül aşağıdaki gibidir: LT = D1 + D2 + BA.
Bükme alanının bükme işlemi sırasında deforme olduğu varsayılır. Katlanmamış parçaların geometrisini belirlemek için aşağıdaki adımlar atılmalıdır:
Genişletilmiş parçaları elde etmek için düzleştirilmiş büküm alanını iki düz bölüm arasında birleştirin.
Bükme kesintisi yöntemi
Viraj kesintisi ters büküm miktarını ifade eder ve sac metal bükme işlemini tanımlamak için kullanılan basit bir algoritmadır.
Bu yönteme göre, parçanın düzleştirme uzunluğu (LT), "keskin noktaya" (iki düz bölümün hayali kesişimi) kadar uzanan iki teorik düz bölümün uzunluğunun toplamından viraj kesintisi (BD) değeri.
Hesaplama Prensibini Genişletin:
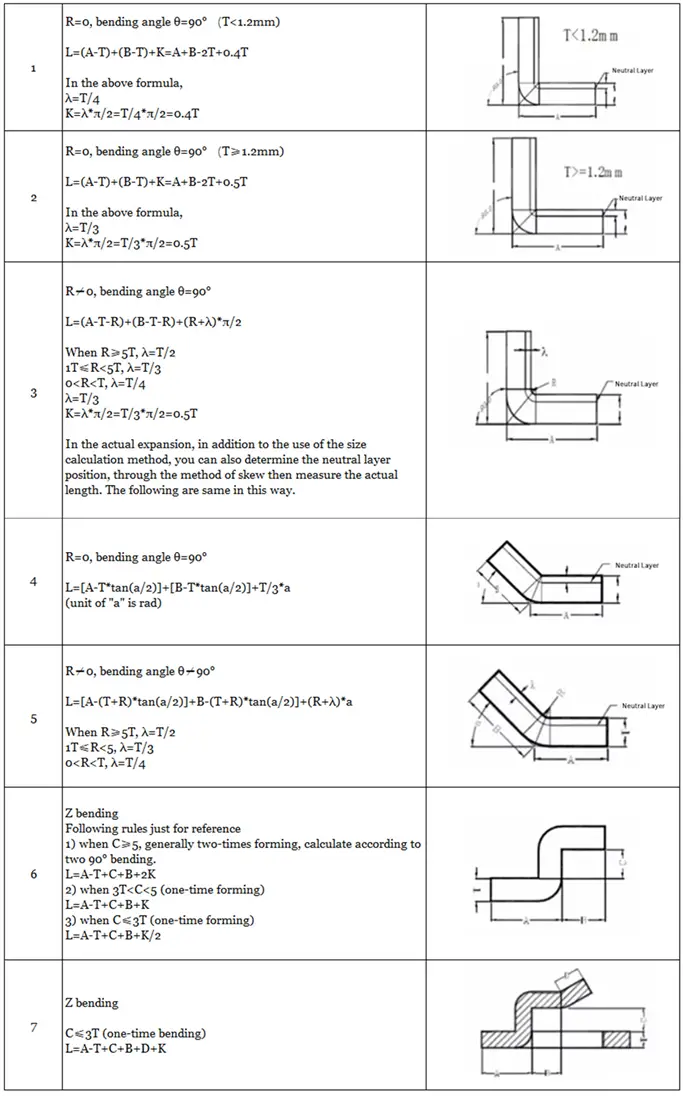
sırasında bükme sürecidış katman çekme gerilimi yaşarken, iç katmanlar basınç gerilimi yaşar. Ne çekme ne de basma gerilimi olmayan bir katman vardır, buna nötr katman denir ve bu katman gerilimden basmaya geçiş yapar. Nötr katmanın uzunluğu bükme işlemi sırasında değişmeden kalır ve bükülmeden önceki uzunluğuyla aynıdır, bu da bükme parçasının genleşme uzunluğunu hesaplamak için temel oluşturur.
Nötr tabakanın konumu deformasyonun derecesine bağlıdır.
Ne zaman bükülme yarıçapı büyük ve bükülme açısı küçükse, deformasyon derecesi minimumdur ve nötr tabaka levha kalınlığının merkezine yakındır.
Tersine, bükülme yarıçapı azaldığında ve bükme açısı arttıkça, deformasyon derecesi artar ve nötr tabakanın konumu kademeli olarak bükülme merkezinin iç kısmına doğru hareket eder.
Nötr tabakadan tabakanın iç kısmına olan mesafe λ ile gösterilir.
Genleşme Hesaplaması için Temel Formül:
Genişleme uzunluğu = iç katman + iç katman + telafi miktarı
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Sac metal parçaların nasıl tasarlandığını ve hassas bir şekilde üretildiğini hiç merak ettiniz mi? Bu blog yazısında, bükülme payının büyüleyici dünyasına dalacağız - çok önemli bir...
Farklı malzemelerin sac metal bükmeyi nasıl etkilediğini hiç merak ettiniz mi? Bu aydınlatıcı makalede, deneyimli bir makine mühendisi, malzeme türlerinin, kalınlıklarının ve malzemelerin bükme üzerindeki etkisine ilişkin uzmanlığını paylaşıyor.
Tüm sac metal imalatçılarının ve tasarımcılarının dikkatine! Projeleriniz için en uygun bükme yarıçapını belirlemekte zorlanıyor musunuz? Başka yere bakmanıza gerek yok! Bu blog yazısında, sac metal...
Metal levhaları karmaşık formlara dönüştürmenin ardındaki sanat ve bilimi hiç merak ettiniz mi? Bu büyüleyici blog yazısında, sac şekillendirmenin büyüleyici dünyasının derinliklerine dalıyoruz...
Sac metal projelerinizin neden bazen garip bir şekilde büküldüğünü veya çatladığını hiç merak ettiniz mi? Bu makale, sac metal bükmede imalat deliklerinin önemli rolünü açıklamaktadır. Bu deliklerin nasıl açıldığını öğreneceksiniz...
Tek bir iz veya çizik bırakmadan sac büktüğünüzü hayal edin. Bu makalede, sürtünme, malzeme sertliği ve çizik gibi zorlukları ele alarak iz bırakmadan sac bükme için yenilikçi teknikleri keşfediyoruz...
Sac bükmenin bu kadar karmaşık olabileceğini hiç düşünmüş müydünüz? Sac metal işlemede kritik bir teknik olan kapalı bükme, profesyonel bir ustaya ihtiyaç duymadan hassas, dayanıklı bükümler elde etmek için özel yöntemler kullanır...
Herhangi bir iz veya leke olmadan mükemmel sac metal bükümleri elde ettiğinizi hayal edin. Bu makalede, metal bükme işlemlerinde bozulmamış yüzey kalitesi sağlayan gelişmiş teknikler ele alınmaktadır. Yenilikçi yöntemler hakkında...
Lokomotiflerdeki devasa çelik yapıların hassas kavislerini nasıl elde ettiklerini hiç merak ettiniz mi? Bu makalede.... sac parçalarda büyük bükülme yarıçapları oluşturmanın ardındaki sırları açıklıyoruz.