Büyük metal levhaların minimum çabayla nasıl hassas bir şekilde kesildiğini hiç merak ettiniz mi? Bu makalede, hidrolik giyotin makasların büyüleyici dünyasını keşfediyoruz. Güvenlik özellikleri, çalışma yönergeleri ve hassas kesimlerinin ardındaki teknoloji hakkında bilgi edineceksiniz. Bu güçlü makinelerin sırlarını ortaya çıkarmaya ve inanılmaz yetenekleri hakkındaki anlayışınızı geliştirmeye hazır olun.
Hidrolik giyotin makas makinesini çalıştırırken, yangın, elektrik çarpması ve kişisel yaralanma risklerini azaltmak için temel güvenlik protokollerine uymak çok önemlidir. Makineyi çalıştırmadan önce operatörler tüm talimatları iyice incelemeli ve anlamalı, ileride başvurmak üzere saklamalıdır.
Operatörler, Kullanım Kılavuzunda ayrıntılı olarak açıklandığı üzere makinenin yapısı, özellikleri ve çalışma parametreleri hakkında kapsamlı bir anlayışa sahip olmalıdır. Çok operatörlü senaryolarda, uyumlu ve güvenli çalışmayı sağlamak için belirlenmiş bir süpervizör üretimi denetlemelidir.
Makinenin çalışma alanı içinde eller dahil olmak üzere herhangi bir vücut parçası ile makinenin çalıştırılması kesinlikle yasaktır. Ellerin üst ve alt kalıplar arasındaki boşluğa girmesini önlemek için özellikle dikkatli olunmalıdır, çünkü bu ciddi bir yaralanma riski oluşturur.
Yağlama, verilen yağlama şemasına uygun olarak uygulanmalı, uygun makine bakımı ve uzun ömürlülük sağlanmalıdır.
Çevredeki alan ve elektrik izolasyon hatları da dahil olmak üzere temiz ve düzenli bir çalışma alanı sağlayın. Kazaları önlemek ve optimum iş akışını sağlamak için çalışma masası alanının engellerden uzak tutulmasına özel önem verilmelidir.
Potansiyel tehlikeleri büyümeden önce tespit etmek ve ele almak için tüm makine bileşenlerinde düzenli ve kapsamlı denetimler gerçekleştirin.
Makinenin maksimum çalışma basıncı fabrikada 23 MPa olarak ayarlanmıştır. Bu değer, yalnızca kalifiye personel tarafından uygun prosedürler izlenerek özel çalışma gereksinimlerini karşılamak üzere ayarlanabilir.
Elektrik kabinine erişim sadece yetkili personel ile sınırlandırılmıştır. Kabin kapısını açmadan önce, elektrik tehlikelerini önlemek için güç anahtarının KAPALI konumda olduğunu doğrulayın.
Bu uyarı işareti ve Kullanım Kılavuzu makine güvenliğinin ayrılmaz parçalarıdır. Bunları hiçbir koşulda çıkarmayın, tahrif etmeyin veya yerlerini değiştirmeyin.
GİRİŞ
Tüm kullanıcıların ve operatörlerin makineyi çalıştırmadan önce bu Kullanım Kılavuzunu dikkatlice incelemelerini önemle tavsiye ederiz. Bu kapsamlı kılavuz, uzman ve kalifiye personel için tasarlanmıştır ve hidrolik sac kesme makinesinin güvenli kullanımı, doğru kurulumu, verimli çalışması ve etkili bakımını sağlamak için gerekli şemaları ve belgeleri sağlar.
Bu kılavuzda sunulan bilgiler yayın tarihi itibariyle doğrudur. Ancak şirketimiz, sürekli ürün geliştirme taahhüdümüzün bir parçası olarak önceden bildirimde bulunmaksızın değişiklik ve iyileştirme yapma hakkını saklı tutar.
Bu kılavuzda ayrıntılı olarak açıklandığı gibi makinenin doğru şekilde kurulması, optimum performans için çok önemlidir. Makinenin verimliliğini, hassasiyetini ve uzun ömürlülüğünü korumak için düzenli kontroller ve özenli bakım hizmetleri de aynı derecede önemlidir. Bu yönergelere uyulması, makinenin hizmet ömrünü önemli ölçüde uzatacak ve tutarlı, yüksek kaliteli çıktı sağlayacaktır.
Hidrolik sac kesme makinesinin yanlış veya sorumsuzca çalıştırılmasının ekipmanda onarılamaz hasara yol açabileceğini ve daha da önemlisi operatörün ve çevredeki personelin güvenliğini tehlikeye atabileceğini unutmamak gerekir. Bu kılavuzda özetlenen güvenlik protokollerine her zaman kesinlikle uyulmalıdır.
Şirketimiz, uygunsuz servis, yetkisiz modifikasyonlar veya kalifiye olmayan personel tarafından yapılan bağlantılardan kaynaklanan herhangi bir hasar veya yaralanma için tüm sorumluluğu reddeder. Makinenin garantisini korumak ve güvenli çalışmasını sağlamak için, tüm bakım ve modifikasyonlar yetkili teknisyenler tarafından onaylı parçalar ve prosedürler kullanılarak yapılmalıdır.
Hidrolik sac kesme makinesini çalıştırmaya başlamadan önce bu kılavuzu tam olarak anlamanın önemini önemle vurguluyoruz. Makinenin yeteneklerinin, sınırlamalarının ve güvenlik özelliklerinin doğru bir şekilde anlaşılması, güvenli bir çalışma ortamı sağlarken üretkenliği en üst düzeye çıkarmak için gereklidir.
Operatörler bu kılavuzda sunulan yönergeleri izleyerek makinenin uzun ömürlü olmasını sağlayabilir, optimum kesim hassasiyetini koruyabilir ve sac metal imalat operasyonlarında en yüksek işyeri güvenliği standartlarını koruyabilir.
GİYOTİN MAKASLAMA MAKİNESİNİN STANDART ÖZELLİKLERİ
Bu makine, hassas metal kesme işlemlerinde kanıtlanmış güvenilirliği ve yüksek performans özellikleriyle ünlüdür.
Yüksek mukavemetli malzemelerle tasarlanan sağlam çerçeve yapısı, uzun süreli yapısal bütünlük ve uzun çalışma süreleri boyunca tutarlı kesme hassasiyeti sağlar.
Yenilikçi monoblok hidrolik sistem, hidrolik boruları önemli ölçüde azaltarak potansiyel sızıntı noktalarını en aza indirir ve genel sistem güvenilirliğini ve bakım verimliliğini artırır.
Çift pompalı hidrolik sistem, değişken tutma basıncına izin verirken hızlı, bağımsız kesme işlemi sunar ve çeşitli malzeme kalınlıkları ve türleri arasında kesme performansını optimize eder.
Entegre hidrolik aşırı yük koruması, kritik bileşenleri aşırı kuvvetlere karşı koruyarak makinenin uzun ömürlülüğünü ve çalışma güvenliğini artırır.
Yüksek yoğunluklu LED aydınlatma, kesim bölgesinin optimum görünürlüğünü sağlamak, kesim hassasiyetini ve operatör güvenliğini artırmak için stratejik olarak konumlandırılmıştır.
Hassas bıçak boşluğu ayarı, malzeme kalınlığına göre kalibre edilmiş kullanıcı dostu bir gösterge sistemi ile kolaylaştırılır ve çeşitli stok boyutlarında tutarlı kesim kalitesi sağlar.
Hidro-elektrikli tırmık açısı ayarlama sistemi, bıçak açısının ince ayarlanmasını sağlayarak malzeme bozulmasını en aza indirir ve makinenin daha kalın plakalar için etkili kesme kapasitesini en üst düzeye çıkarır.
Kesme bıçakları, üstün sertlik, aşınma direnci ve kesme performansı için yüksek krom ve karbon içeriğine sahip birinci sınıf D2 takım çeliğinden üretilmiştir. Bu bıçaklar, sıkı kalite standartlarına göre İngiltere'de özel olarak üretilmektedir.
Dijital okuma ve ince ayar el çarkı ile donatılmış 750 mm stroklu motorlu bir arka dayama, hassas malzeme konumlandırmasını ve tekrarlayan kesme işlemlerini kolaylaştırır.
Elektrik sistemi, güvenilir performans sağlamak ve elektrik arızalarına karşı koruma sağlamak için dahili motor aşırı yük korumasına sahip endüstriyel sınıf bileşenler içerir.
Entegre ölçekli ve geri çekilebilir durduruculu 1000 mm'lik gönyeleme kolu, malzeme kullanımını geliştirir ve büyük sac metal işlemleri için kesim hassasiyetini artırır.
Makine, kurulumdan sonra hemen çalışmaya olanak tanıyan, tamamen astarlanmış bir hidrolik sistemle teslim edilir.
Optimum performansı korumak için rutin bakım ve küçük ayarlamaları destekleyen kapsamlı bir bakım araçları seti dahildir.
Hidrolik Giyotin Makaslar KURULUM
Giyotin Makasların Paketlenmesi ve Sevkiyatı
Tüm makineler, taşıma sırasında hareket etmesini önlemek için gönyeleme kolu ve ayak pedalı el korumasına güvenli bir şekilde sabitlenerek sevkiyat için titizlikle hazırlanır. Kapsamlı bir çalışma aletleri seti ve ayrıntılı bir kullanım kılavuzu, varışta kolay erişim için elektrik panosunda güvenli bir şekilde saklanır.
Açıkta kalan tüm metalik yüzeyler, uygun çözücüler veya gazyağı kullanılarak kolayca çıkarılabilen korozyona dayanıklı bir bileşikle korunur.
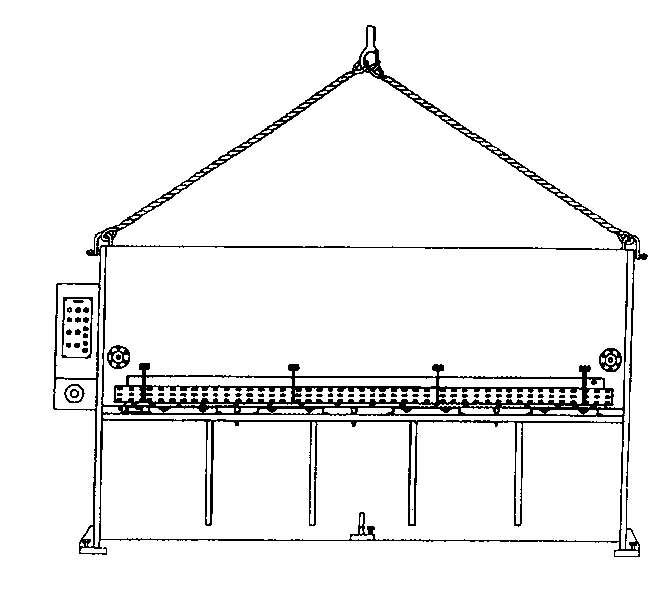
Giyotin Makaslama Makinesinin Kaldırılması
Güvenli kaldırma için, yalnızca yeterli yük kapasitesine sahip sertifikalı tel halatlar veya zincirler kullanın. Bunları her iki tarafta makine çerçevesine entegre edilmiş iki adet tasarlanmış kaldırma noktasına takın. Kaldırma ekipmanının nominal kapasitesinin makinenin ağırlığını uygun bir güvenlik faktörü ile aştığını her zaman doğrulayın.
Temel Gereklilikler
Makaslarımız bağımsız çalışma için tasarlanmış olsa da, optimum performans ve uzun ömürlülük yüksek kaliteli, betonarme bir temel ile elde edilir. Önerilen özellikler şunları içerir:
Minimum kalınlık: 150mm
Beton dayanımı: En az 25 MPa (3600 psi)
Takviye: Yerel bina yönetmeliklerine göre çelik hasır veya inşaat demiri
Yüzey düzlüğü: 3m açıklık üzerinde ±5mm içinde
Kurulum ve Tesviye Prosedürü
Hassas tesviye, optimum kesim hassasiyeti sağlamak ve bileşenlerdeki aşınmayı en aza indirmek için kritik öneme sahiptir. Aşağıdaki adımları izleyin:
Yükü dağıtmak ve zemini korumak için makinenin ayaklarının altına beş adet taban plakası (minimum boyutlar 150 x 150 x 9 mm) yerleştirin.
Plaka tutma alanında hassas bir makinist terazisi (en az 0,02 mm/m hassasiyetinde) kullanın.
Hem uzunlamasına hem de enine eksenleri kontrol ederek tesviye vidalarını sistematik olarak ayarlayın.
Düzleştirdikten sonra, büzüşmeyen, yüksek mukavemetli epoksi harç karışımı kullanarak makineyi sabitleyin. Üreticinin spesifikasyonlarına göre uygun kürlenme süresine izin verin.
Elektrik Tesisatı
Güç bağlantısından önce:
Yerel güç kaynağının makinenin voltaj, frekans ve faz gereksinimlerine uygun olduğunu doğrulayın.
Güç kablosunun amper ve yalıtım için yerel elektrik yönetmeliklerine uygun olduğundan emin olun.
Güç kablosunu elektrik panelinin sol alt kısmında bulunan R.S.T.E. terminaline bağlayın.
Nötr (N) kablosu gerektiren makineler için, bunun doğru şekilde bağlandığından ve topraklandığından emin olun.
Uygun aşırı akım koruması ve yerel yönetmelikler gerektiriyorsa kilitlenebilir bir bağlantı kesme anahtarı uygulayın.
Son bağlantılar ve güvenlik kontrolleri için her zaman lisanslı bir elektrikçiye danışın.
EKİPMAN STANDART KONTROL CİHAZI
Başlat düğmesi
Ana motoru çalıştırmak ve kontrol devresini başlatmak için
Durdur düğmesi
Ana motorun çalışmasını ve kontrol devresini durdurmak için
Otomatik/Man modu
Çalışma modunu seçin
Seçici Anahtar
Otomatik modda: -Tırmık açısı ayarlama fonksiyonu mümkün -Motorlu arka dayama fonksiyonu mümkün -Sadece ayak pedalı ile kesme komutu verebilir Man modunda: -Tırmık açısı ayarı işlevsel değil -Motorlu arka gösterge çalışmıyor -Üst bıçak taşıyıcısını '↑' veya '↓' düğmesiyle yukarı ve aşağı kumanda edin
Ayak pedalı
Kesme bıçağına aşağı komutu vermek için itin ve üst bıçak taşıyıcısının OTOMATİK modda yükselmesi için bırakın.
Aydınlatma ışığı
Kesme bıçağı alanında parlamak için çalışma ışığı, 220V, 50Hz'de tek fazlı güç kaynağında çalışır.
Kare alma kolunu ve ayak pedalını el koruması alanından çıkarın. Kesme kolunu, kesme makinesi tablasına ve iki yan deliğe cıvatalayarak sol tarafa (elektrik paneline yakın) kurun.
MAKASLAMA MAKİNESİNİN ÇALIŞTIRILMASI
'START' düğmesine basın ve bırakın. Motor 'açık' gösterge ışığı yanmalıdır. Ardından, mod seçiciyi 'MAN' konumundan 'AUTO' konumuna ayarlayın. Üst bıçak taşıyıcısı birkaç saniye sonra yükselecektir. Eğer yükselmezse, bu motorun yanlış yönde çalıştığını gösterir. Bu durumda, güç kaynağını kapatın, iki faz kablosundan birini ters çevirin ve motoru tekrar çalıştırın. Üst bıçak taşıyıcı yükselecek ve L/S 2 sınır anahtarına ulaştığında duracaktır.
EĞIM AÇISI AYARI
Seçici düğmeyi 'OTOMATİK' moda getirin. Tırmık açısı ayarı sadece bu modda kullanılabilir.
'Açı +' düğmesine basın, üst bıçak taşıyıcı 3 dereceye kadar yükselmeli (üç ışık yanmalıdır) ve L/S 7 sınır anahtarına ulaştığında durmalıdır.
'Açı -' düğmesine basın, üst bıçak taşıyıcı 1 dereceye kadar alçalmalı (bir ışık yanmalıdır) ve L/S 5 sınır anahtarına ulaştığında durmalıdır.
Yukarıdakiler, eğim açısı ayarlama sisteminin düzgün çalıştığını teyit eder.
KARE ALMA KOLUNUN KURULUMU
Motoru çalıştırın ve OTOMATİK modda tutun.
Eğim açısı 1 dereceye düşene kadar 'açı -' düğmesine basın ve L/S 5 sınır anahtarına basarak durun.
Seçiciyi 'MAN' moduna getirin.
'↓' düğmesine basın, üst bıçak aşağı inecek ve alt bıçakla kesişecektir. Kesişme noktasının kesim başlangıcından (LHS) yaklaşık 300 mm ila 400 mm uzakta olduğunu kontrol edin.
İki yan cıvata ve somunu kullanarak gönyeleme kolunun gönyesini ayarlamak için üst bıçağa karşı ölçüm yapmak üzere güvenilir bir tri-cetvel kullanın.
BIÇAK BOŞLUĞU AYARI
Kesme makinesinin arkasında, makinenin her iki tarafında, her ikisi de sac kalınlığını gösteren iki bıçak boşluğu ayar seviyesi vardır. Fabrika, teslimat sırasında bunları 5 ila 6 mm (1/4 inç) kalınlığındaki yumuşak çelik plakaları kesmek için uygun olan en düşük konuma ayarlar. Ayarları yapmak için kilitleme manşonunu çekin ve 1 mm konumuna yukarı doğru kaldırın. Yay gerginliği nedeniyle üst konuma (1mm) ayarlamak, alt konuma (6mm) ayarlamaktan daha ağır olacaktır. Bıçak boşluğu ayarının her iki tarafı da fabrikada ayarlanmıştır ve benzer gerginliğe sahip olmalıdır.
Seçici anahtarı OTOMATİK moda getirin, motorlu arka dayama sadece bu modda çalışır. Fabrika, motorlu arka dayama okumasını doğru bir şekilde ayarlamıştır ve arka dayama çubuğundan kesme kenarına olan mesafeye karşılık gelmelidir. '+' düğmesine bastığınızda, arka dayama çubuğu arkaya doğru hareket eder, okuma artar ve maksimum hareket sınırı anahtarı L/S 3'e ulaştığında durur. '-' düğmesine bastığınızda, arka dayama çubuğu öne doğru hareket eder, okuma azalır ve minimum hareket sınırı anahtarı L/S 4'e ulaştığında durur. Fabrika arka dayamanın paralelliğini ayarlamıştır, ancak gerekirse kalibre edilebilir. Kesmeden önce pas önleyici kaplamayı çıkarmak için, arka dayama çubuğunu arkaya getirin.
BIÇAK BOŞLUĞU
Bıçak Açıklığı Tablosu
Hızlı bıçak ayarı
Clearance
Fveya malzeme kalınlığı
Blade
Clearance
En üst pozisyon
1 ila 2 mm
( 1/24'' ila 1/12'' )
0,05 mm
(0.002")
2. pozisyon
3 ila 4,5 mm
(1/8" ila 3/16'')
0,3 mm
(0.012")
En düşük pozisyon
5 ila 6,5 mm
(5/24" ila 13/48'')
0,6 mm
(0.023")
Maksimum Açıklığı Kontrol Edin
Bıçak boşluğu kolunu en düşük konuma ayarlayın.
'OTOMATİK' modda eğim açısını 3 dereceye getirin.
Seçiciyi 'MAN' moduna getirin.
Üst bıçak taşıyıcısını bıçağın bitiminden hemen önce üst ve alt bıçak kesişme noktasına sahip olacak şekilde aşağı indirmek için '↓' düğmesine basın (RHS)
Kesişme noktasındaki boşluğu kontrol etmek için bir sentil kullanın, 0,6 mm (0,023") olmalıdır.
Kesim başlamadan hemen önce üst bıçak taşıyıcısını kesişme noktasına kadar getirmek için '↑' düğmesine basın
Kontrol etmek için bir sentil kullanın, 0,6 mm (0,023") olmalıdır.
Minimum Açıklığı Kontrol Edin
Seçici anahtarı 'MAN' moduna getirin.
Hızlı bıçak boşluk kollarının 2. konuma (3mm) ayarlandığından emin olun. Üst bıçak taşıyıcı en alt konuma gelene kadar '↓' düğmesine basın.
Hızlı bıçak boşluk kollarını en üst konuma getirin (1mm). Kesimin sonundaki kesişme noktasına kadar '↑' düğmesine basın.
Kalınlık ölçer ile ölçüm yapın, 0,05 mm (0,002") olmalıdır. Kesimin başlangıcındaki kesişme noktasına kadar '↑' düğmesine basın, ölçümü yapın, 0,05 mm (0,002") okumalıdır.
Dikkat
Sadece Deneyimli ve Nitelikli Personele İzin Verilir
Bıçak boşluğu kontrollerinin yalnızca deneyimli ve becerikli kişiler tarafından yapılması önerilir. Ayrıca iki kişinin birlikte çalışması önerilir.
Uygun Prosedür
Başlamadan önce arka gösterge en arka konuma (maksimum dışarı) ayarlanmalıdır.
Önce Güvenlik
Yanlış kullanım, aşırı bıçak hasarına veya personelin yaralanmasına neden olabileceğinden bıçak boşluğunu ayarlarken veya kontrol ederken çok dikkatli olun.
BAKIM
Yağlama ve Hidrolik Yağı
Bu giyotin kesme makinesi 68 kalite hidrolik yağ gerektirir. Yeniden doldurma veya değiştirme için yalnızca aynı sınıf yağı kullanın.
FIAT-HTF 68
ENERGOL HLP 68
ESSO NUTO H68
MOBIL-DTE YAĞ 26
SHELL-TELLUS S68
TOPLAM-AZOLLA 68
Yağlama programı
İlk 1500 çalışma saatinden sonra, makinedeki tüm yağı değiştirin. Montaj sırasında girmiş olabilecek yabancı maddeleri temizlemek için yağ deposundaki tüm yağı boşaltmak önemlidir.
Yağ filtresini aynı sınıf yağ filtresi ile değiştirin.
Daha sonra, her 5000 çalışma saatinde bir yağı değiştirin.
Arka gösterge tertibatındaki tüm gres nipeli noktalarını her iki haftada bir yağlayın.
Arka Gösterge Kalibrasyonu
Makinenin arka göstergesi fabrikada doğru şekilde kalibre edilmiştir. Ancak, gerektiğinde yeniden kalibre edilmesi gerekebilir.
Arka Mastarın Paralelliğini Ayarlama Prosedürü
Herhangi bir ayarlama yapmadan önce daima M14 vidasını gevşetin.
Arka dayamanın boyutunu küçültmek için M8 vidayı vidalayın ve ardından iki M6 vidayı sıkın.
Arka göstergenin boyutunu artırmak için, iki M6 vidayı vidalayın ve ardından M8 vidayı sıkın.
Kalibrasyon tamamlandıktan sonra M14 vidalarını sıkın.
Hem üst hem de alt kesme bıçakları değiştirilebilir ve aynıdır. Bıçak boşluğunu en büyük (en düşük) konumuna ayarlayın.
Kesme makinesini "OTOMATİK" moda getirin ve makine üzerinde çalışırken istenmeyen kesme komutlarını önlemek için terminal bloğundan "F" ve "S" kablolarını çıkarın.
Makineyi kapatın. Önce alt bıçağı, ardından üst bıçağı çıkarın. Üst bıçak taşıyıcısındaki tüm küçük ayar vidalarını serbest bırakın.
Bıçakları ve bıçak yuvasını/yatağını temizleyin. Önce üst bıçağı, ardından alt bıçağı değiştirin.
Bıçak açıklığını azaltmak için gerekirse üst bıçak taşıyıcısındaki küçük ayar vidalarını sıkın.
Minimum boşluğu kontrol etmeyi ve gerektiğinde bıçakları kapatmak için küçük ayar vidalarını ayarlamayı unutmayın.
Makineyi tekrar çalıştırmadan önce "F" ve "S" kablolarını orijinal konumlarına geri takmayı unutmayın.
DİKKAT: Kesme bıçaklarının/makinenin hasar görmesini veya personelin olası yaralanmasını önlemek için bu görevi yalnızca kalifiye ve deneyimli personel gerçekleştirmelidir.
Makas Bıçağının Taşlanması
Makas bıçağı dikdörtgen şeklindedir ve dört kesici kenara sahiptir. Yeniden taşlama yalnızca dört kenar da kullanıldıktan sonra gereklidir.
UNUTMAYIN: Bıçağın yüksekliğini değil, sadece kalınlığını taşlayın.
Yeniden taşlama işleminden sonra, kesme bıçaklarının taşlama kalınlığı kaybı nedeniyle hızlı bıçak boşluğu kolunun yanında bulunan gerdirme cıvatasını sıkarak üst bıçak taşıyıcısını kapatmak gerekebilir.
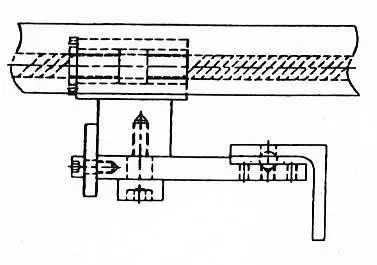
ÇALIŞMA SİSTEMİ
Hidrolik sistem (Bkz. Hidrolik Devre - Drg. 9.1 (b) )
Ayak pedalına basıldığında ve basılı tutulduğunda, C ve D valflerine enerji verilir ve plaka kelepçelerinin inmesine neden olur.
Basınç şalteri, B valfinin enerjilenmesini tetikler, bu da üst bıçağın inmesine ve malzemeyi kesmesine neden olur.
Kesimin sonunda veya kesim sırasında herhangi bir noktada ayak pedalı bırakıldığında, A, D ve G valflerine enerji verilir ve üst bıçağın üst ölü noktaya yükselmesine ve bir sonraki kesim için hazır olmasına neden olur.
Eğim açısını artırmak için D ve F valflerine enerji verilir.
Eğim açısını azaltmak için D ve E valflerine enerji verilir.
Elektrik Sistemi
Otomatik modda, R4 kontaktörü rölanti durumunda enerjilendirilir.
Ayak pedalına basıldığında ve basılı tutulduğunda, R1 kontaktörü plaka kelepçelerine ve bıçağa inme komutu verir.
Yukarı strok için ayak pedalının bırakılması üzerine R2 kontaktörüne enerji verilmelidir.
Kontaktör R3 (tekrarlama önleyici), üst bıçağın ikinci bir strokunu önlemek için üst bıçağın yukarı stroku sırasında ayak pedalına basıldığı sürece enerjilidir.
Kontaktör A1, arka dayamayı kesme kenarından uzaklaştırır.
Kontaktör A2, arka dayamayı kesme kenarına doğru hareket ettirir.
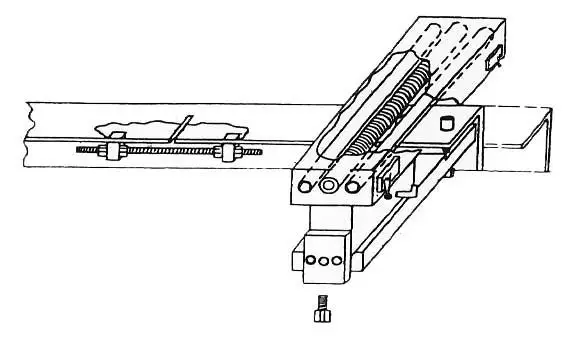
Motorlu arka dayama
Arka mastar, makas içine itildiğinde kesilecek plakayı durduran bir ölçme cihazı olarak işlev görür. Bir çift hassas kılavuz vida kullanılarak elektrikli veya manuel olarak hareket ettirilebilir. RAS serisi makinede, okuma cihazı makinenin önünde yer alır ve 0,1 mm'lik artışlarla ayarlanabilir. Arka durdurma çubuğu da aşağıdakiler için hizalanabilir düzlük ayar cıvatalarını ve karşı cıvatayı çubuğun kendi içinde ayarlayarak. Haftada bir kez aralıklarla düzenli yağlama gereklidir.
HIDROLIK GIYOTIN MAKASLAR SORUN GIDERME
Kesme Makinesi Çalıştırılamıyor
Gelen güç kaynağını kontrol edin
Acil Durdurmanın serbest olduğunu kontrol edin.
Sigortayı kontrol edin - 3 x 32A, 1 x 10A ve 1 x 6A hala sigortalı değil.
Transformatör çıkışını kontrol edin
Kesme Makinesi Kesemiyor
Seçicinin Otomatik modda olduğunu kontrol edin.
Limit şalteri L/S 2'nin devrede olduğunu kontrol edin.
Motorun doğru bir rotasyonda döndüğünü kontrol edin.
Ayak kürek kablosunun kopuk olmadığını kontrol edin.
Ayak pedalının içindeki mikro şalterin çalışıp çalışmadığını kontrol edin.
Aşağı Vuruşta Koç Gevezeliği
Karşı denge ayar basıncı biraz fazla yüksek
Ayarı düşürmek için ayar vidasını biraz serbest bırakın
Makaslama Makinesi Kendi Kendine Çalışır
Ayak pedalının içindeki Mikro şalterin hasar görmediğinden emin olun.
Ayak kürek kablosu birbirine kısa devre yapmış olabilir.
Sigorta F2, 10A Sigortalı
Transformatörler arızalı, değiştirin
Sigorta F3, 6A Sigortalı
Doğrultucular arızalı, değiştirin.
Plaka Kelepçesi Aşağı İniyor Ama Üst Bıçak Taşıyıcı Çalışmıyor
Basınç şalteri çalışmıyor.
Basınç şalterine giden kablo kopmuş olabilir.
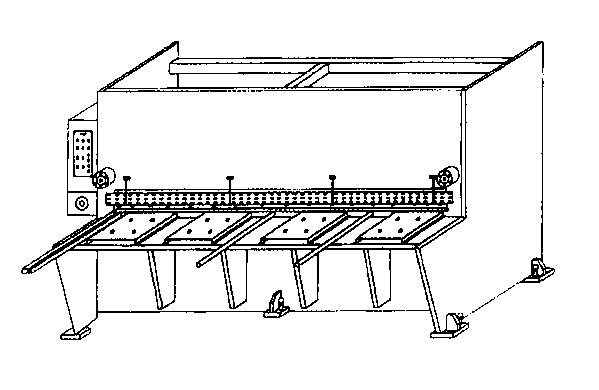
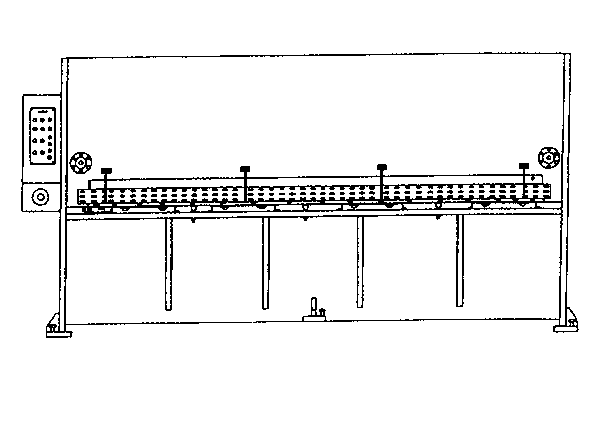
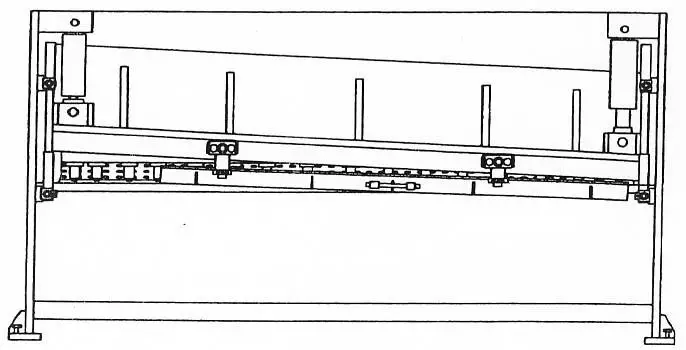
Hidrolik Giyotin Makas Çizimleri ve Yedek Parça Listesi
(A) ÖN GÖRÜNÜM
(B) ARKA GÖRÜNÜM
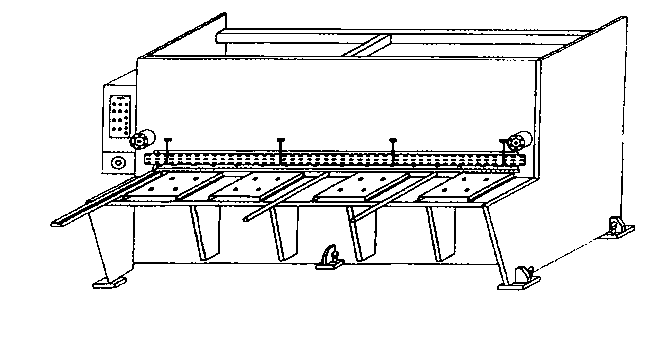
SIDE GÖRÜNÜM
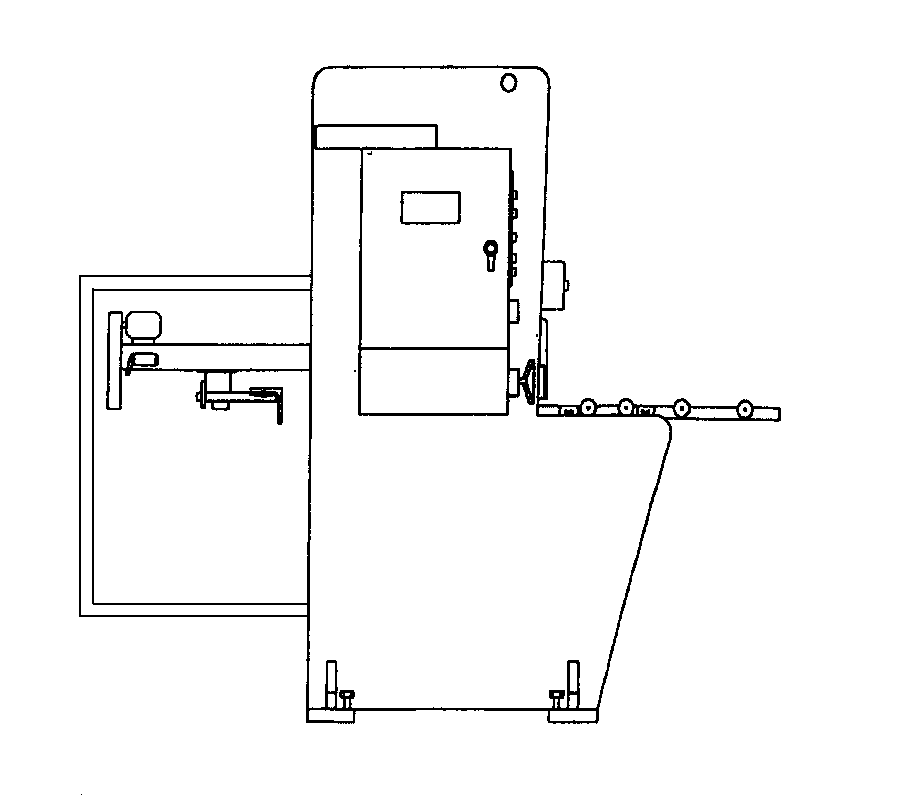
LIFTIHidrolik Giyotin Makaslama Makinesi NG
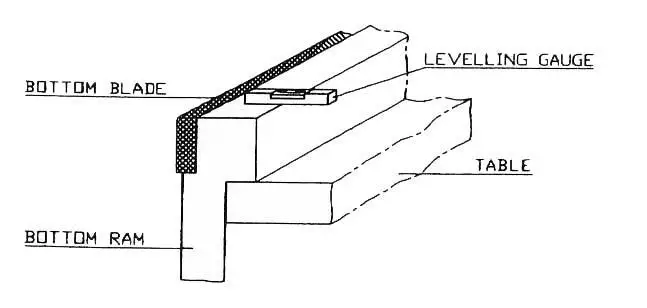
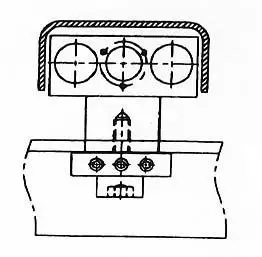
PLSEVİYE GÖSTERGESİNİN TAKILMASI
NOT: Tesviye göstergesinin bıçakla temas etmediğinden emin olun ve yukarıda belirtildiği gibi yerleştirin.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Bazı metal levhalar mükemmel şekilde düz çıkarken diğerlerinin neden eğrildiğini ve deforme olduğunu hiç merak ettiniz mi? Bu makale, döner plaka makaslarındaki kesme kuvvetlerinin ardındaki sırları ortaya koymaktadır. Nasıl olduğunu öğreneceksiniz...
Hiç hidrolik giyotin makas üzerinde bıçak değiştirme zorluğuyla karşılaştınız mı? Bu ayrıntılı kılavuz, her adımda güvenlik ve hassasiyet sağlayarak süreç boyunca size yol gösterir. İlk demontajdan...
Hidrolik giyotin makasları döner kirişli makaslardan ayıran nedir ve bu farklar metal işleme projeleriniz için neden önemlidir? Bu makalede, bıçak hareketi, makas hareketi ve kesme hızı gibi temel farklar...
Giyotin makastaki hidrolik sistemin arızalanmasına ne sebep olur? Bu makalede basınç kaybı, valf arızaları ve baskı ayağının otomatik olarak düşmesi gibi yaygın sorunlar ele alınmaktadır....
Bir giyotin kesme makinesinin nasıl bu kadar hassas çalıştığını hiç merak ettiniz mi? Bu makale, hidrolik sisteminin karmaşık işleyişini ortaya çıkarıyor ve motor, yağ pompası ve makas gibi bileşenleri detaylandırıyor...
O devasa çelik plakaların nasıl bu kadar hassas kesildiğini hiç merak ettiniz mi? Metal imalat endüstrisinin isimsiz kahramanları olan hidrolik kesme makinelerinin dünyasına girin....
Giyotin makasınızın güvenli bir şekilde çalışmasını ve daha uzun ömürlü olmasını nasıl sağlayabilirsiniz? Bu makale, giyotin makaslar için günlük kontrollerden yıllık revizyonlara kadar temel bakım uygulamalarını incelemektedir. Önemli bilgileri öğreneceksiniz...
Hidrolik kesme makinesi sektöründe hangi şirketlerin lider olduğunu hiç merak ettiniz mi? Bu makale, dünya çapındaki en iyi 26 üreticiyi tarihçeleri, uzmanlıkları ve küresel erişimlerini detaylandırarak incelemektedir. Köklü şirketlerden...
Güçlü makinelerin ham metali nasıl hassas, kullanılabilir parçalara dönüştürdüğünü hiç merak ettiniz mi? Bu makale, bir mühendislik harikası olan hidrolik kesme makinesinin sırlarını açığa çıkarıyor. Nasıl kestiğini öğrenin...