Hidrolik Pres Makinesi 101: Bilmeniz Gereken Her Şey Açıklandı
Hidrolik preslerin inanılmaz gücünü hiç merak ettiniz mi? Bu mühendislik harikaları muazzam bir güç uygulayabilir ve malzemeleri neredeyse sihirli görünen şekillerde dönüştürebilir. Bu blog yazısında, hidrolik pres makinelerinin büyüleyici dünyasına dalacak, tarihçelerini, türlerini ve çalışma prensiplerini keşfedeceğiz. Bu mekanik harikaların katıksız gücü karşısında hayrete düşmeye hazır olun!
Hidrolik pres, çok çeşitli endüstriyel görevleri yerine getirmek için Pascal prensibinden yararlanarak muazzam bir güç üretmek için akışkan dinamiğinin gücünden yararlanan sofistike bir makinedir. Bu çok yönlü ekipman, sıvı basıncını mekanik kuvvete dönüştürerek malzemelerin hassas ve kontrollü bir şekilde sıkıştırılmasını, şekillendirilmesini ve biçimlendirilmesini sağlar.
Tipik olarak, bir hidrolik pres makinesi üç temel bileşenden oluşur:
Ana çerçeve: Stabilite sağlayan ve çalışan bileşenleri barındıran sağlam bir yapısal tertibat. Yüksek basınçlara dayanacak ve çalışma sırasında hassas hizalamayı koruyacak şekilde tasarlanmıştır.
Güç sistemi: Buna hidrolik pompa, motor ve rezervuar dahildir. Pompa, hidrolik sıvıyı basınçlandırır ve bu sıvı daha sonra presi harekete geçirmek için yönlendirilir.
Hidrolik kontrol sistemi: Sıvı akışını, basıncı ve hareketi düzenleyen ve presin kuvvetinin ve hızının hassas bir şekilde manipüle edilmesini sağlayan valfler, silindirler ve elektronik kontrollerden oluşan bir ağ.
Bu entegre sistemler, kontrollü kuvvet sağlamak için birlikte çalışarak hidrolik presleri otomotiv üretimi ve havacılıktan metal işleme ve malzeme testine kadar çeşitli sektörlerde vazgeçilmez kılmaktadır.
Hidrolik pres makinesi (hidrolik yağ presi olarak da bilinir) metaller, plastikler, kauçuk, ahşap ve toz bazlı ürünler dahil olmak üzere çok çeşitli malzemeleri işlemek için hidrostatik basınç prensibini kullanır. Bu çok yönlü ekipman, malzeme deformasyonu ve şekillendirme için muazzam bir basınç oluşturmak üzere sıkıştırılamaz bir sıvı, tipik olarak hidrolik yağ aracılığıyla kuvvet ileterek çalışır.
İmalat endüstrilerinde yaygın olarak kullanılan hidrolik presler, çeşitli presleme ve şekillendirme işlemleri için vazgeçilmezdir. Bu uygulamalar şunları kapsar:
Dövme: Metallerin yerel basınç kuvvetleriyle şekillendirilmesi
Damgalama: Sac metalden karmaşık şekiller oluşturma
Soğuk ekstrüzyon: Malzemelerin oda sıcaklığında bir kalıptan geçirilmesi
Doğrultma: Metal bileşenlerdeki sapmaların düzeltilmesi
Bükme: Metal levhalarda veya profillerde açısal şekiller oluşturma
Flanşlama: İş parçaları üzerinde flanşlar veya kenar uzantıları oluşturma
Sac çekme: Sac levhayı gererek üç boyutlu formlara dönüştürme
Toz metalurjisi: Metal tozlarının katı bileşenler halinde sıkıştırılması
Presleme: İstenen yoğunluğu veya şekli elde etmek için malzemelerin sıkıştırılması
Hidrolik presin hassas, kontrollü kuvvet sağlama yeteneği, onu modern üretimde önemli bir araç haline getirmekte ve çeşitli endüstrilerde yüksek doğruluk ve tekrarlanabilirlikle karmaşık parçaların üretilmesini sağlamaktadır.
80.000 tonluk kalıpla dövme hidrolik presi 27 metre yer üstünde ve 15 metre yer altında olmak üzere toplam 42 metre yüksekliğe ve 22.000 ton ağırlığa sahiptir ve böylece dünyanın en güçlü ve en sağlam hidrolik presi unvanını kazanmıştır.
Ulusal hazine sınıfı stratejik bir ekipman olan dev kalıp dövme hidrolik presi, ağır sanayinin gücünü temsil etmektedir. Dünyada yalnızca birkaç ülke böyle bir hidrolik dövme presi üretme kapasitesine sahiptir.
Halihazırda sadece Çin, ABD, Rusya ve Fransa'da 40.000 tonun üzerinde kapasiteye sahip kalıpla dövme presleri bulunmaktadır.
Amerika Birleşik Devletleri 1955 yılında dünyanın en büyük 45.000 tonluk kalıpla dövme preslerinden ikisini inşa etmiştir ve bu presler bugün hala çalışmaktadır. 2001 yılında Shultz'da 40.000 tonluk bir kalıpla dövme presi daha kurulmuştur. Çelik Kaliforniya'daki değirmen.
Sovyetler Birliği 1961 yılında iki adet 75.000 tonluk devasa kalıpla dövme presi inşa etmiştir. Fransa 1976 yılında Sovyetler Birliği'nden 65.000 tonluk bir kalıpla dövme presi satın almış ve 2005 yılında Almanya ile işbirliği içinde 40.000 tonluk bir kalıpla dövme presi geliştirmiştir.
Çin'in ilk 30.000 tonluk kalıpla dövme presi 1973 yılında inşa edildikten sonra neredeyse 40 yıl boyunca atıl kalmıştır. Ancak son iki yılda, sadece 2012 yılında 30.000 tonluk, 40.000 tonluk ve 80.000 tonluk kalıpla dövme presleri inşa edilerek birkaç büyük pres hızla geliştirildi.
80.000 tonluk hidrolik pres, daha önce 51 yıl boyunca Sovyetler Birliği'nin elinde tuttuğu dünya rekorunu kırdı.
Kalıp dövme presi öncelikle havacılık, nükleer enerji ve petrokimya gibi endüstriler için yüksek mukavemetli titanyum/alüminyum alaşımlı dövme parçaları üretmek için kullanılır.
Büyük bir kalıp dövme presine sahip olan her ülke, küresel olarak zorlu bir havacılık endüstrisine sahip kabul edilir.
Hidrolik Pres Makinasının Tarihçesi
1795 yılında İngiliz mühendis Joseph Bramah, Pascal'ın prensibini uygulayarak başlangıçta bitkisel yağları preslemek ve paketlemek için kullanılan hidrolik presi icat etti. Bu yenilik, üretim süreçlerinde hidrolik teknolojisinin başlangıcı oldu.
19. yüzyılın ortalarına gelindiğinde İngiltere, metal dövme için hidrolik preslerin kullanılmasına öncülük etmiş ve yavaş yavaş devasa buharlı çekiçlerin yerini almıştır. Bu geçiş, daha hassas kontrol ve daha fazla kuvvet uygulaması sunarak dövme teknolojisinde büyük bir sıçrama anlamına geliyordu.
Amerika Birleşik Devletleri, 19. yüzyılın sonlarına doğru 126.000 tonluk serbest dövme hidrolik presleri inşa ederek endüstriyel gücünü göstermiştir. Bu başarı, hidrolik pres teknolojisindeki hızlı ilerlemeyi ve artan kapasitesini vurgulamıştır.
O zamandan beri küresel üretim, ikisi Çin'de üretilen (Şekil 4'te gösterildiği gibi) 20'den fazla 10.000 tonluk serbest dövme hidrolik makine seti üretti. Bu büyük ölçekli presler havacılık, gemi yapımı ve ağır makine gibi endüstriler için devasa, yüksek bütünlüklü bileşenlerin üretilmesini sağladı.
Şekil 4 Serbest dövme hidrolik makineleri
Elektrikli yüksek basınçlı pompa teknolojisinin evrimi, dövme hidrolik preslerinin daha kompakt ve verimli tasarımlara doğru gelişmesini sağlamıştır. Bu eğilim, metal şekillendirme işlemlerinde daha fazla çok yönlülük ve daha az enerji tüketimi sağlamıştır.
1950'lerde, küçük ve hızlı dövme hidrolik preslerinin piyasaya sürülmesi sektörde devrim yarattı. Bu makineler 3-5 tonluk dövme çekiçlerine eşdeğer görevleri yerine getirebiliyordu, ancak gelişmiş hassasiyet ve enerji verimliliği ile. Bu yenilik, hidrolik preslerin çeşitli imalat sektörlerindeki uygulama alanını genişletti.
Almanya'nın 1940'larda 18.000 tonluk bir kalıp dövme presi üretmesi, hidrolik pres teknolojisinde bir başka dönüm noktası oldu. Daha sonra dünya çapında 18.000 tonluk dövme hidrolik makinelerinden 18 set üretilmiştir. Çin bu teknolojiyi daha da geliştirerek 30.000 tonluk bir pres üretti ve ağır endüstriyel ekipman üretiminde artan yeteneklerini sergiledi.
Hidrolik pres teknolojisindeki bu gelişmeler, metal şekillendirme süreçlerini önemli ölçüde etkileyerek daha büyük, daha karmaşık bileşenlerin gelişmiş doğruluk ve verimlilikle üretilmesini sağlamıştır. Hidrolik preslerin süregelen gelişimi, çeşitli sektörlerdeki modern üretim kabiliyetlerini şekillendirmeye devam etmektedir.
Eğer tonaja göre sınıflandırılmışhidrolik pres olarak ikiye ayrılabilir:
63T hidrolik pres makinesi
100T hidrolik pres makinesi
150T hidrolik pres makinesi
200T hidrolik pres makinesi
250T hidrolik pres makinesi
300T hidrolik pres makinesi
315T hidrolik pres makinesi
500T hidrolik pres makinesi
630T hidrolik pres makinesi
800T hidrolik pres makinesi
Uygulamalara göre, esas olarak aşağıdakilere ayrılır metal şekillendirmebükme, germe, delme, toz (metal, metal olmayan) şekillendirme, presleme, ekstrüzyon vb.
Sıcak dövme hidrolik pres
Dövme endüstrisinde en sık kullanılan ekipmanlardan biri olan büyük hidrolik dövme maki̇nesi̇ çeşitli serbest dövme teknikleri gerçekleştirebilir.
Şu anda, 800, 1600, 2000, 2500, 3150, 4000 ve 5000 ton özelliklerine sahip çeşitli dövme hidrolik pres serileri bulunmaktadır.
Dört kolonlu hidrolik pres
Dört direkli hidrolik pres, toz ürün şekillendirme, plastik ürün şekillendirme, soğuk (sıcak) ekstrüzyon metal şekillendirme, sac çekme, enine presleme gibi plastik malzemelerin preslenmesi için idealdir, bükmedamgalama ve düzeltme işlemleri.
Dört direkli hidrolik pres ayrıca dört direkli iki kirişli hidrolik pres, dört direkli üç kirişli hidrolik pres ve dört direkli dört kirişli hidrolik pres olarak ayrılabilir.
C-çerçeve hidrolik pres
Hidrolik presin çalışma aralığı, maksimum 260 mm-800 mm geri çekilebilirliğe sahip üç taraflı bir alan kullanılarak genişletilebilir.
Ayrıca çalışma basıncını önceden ayarlama özelliğine sahiptir ve bir ısı soyutlama cihazı ile donatılmıştır.
Yatay hidrolik pres
Makine parçaları monte edilebilir, sökülebilir, düzeltilebilir, sıkıştırılabilir, gerilebilir, bükülebilir, delinebilir ve daha fazlası yapılabilir, bu da onu çok yönlü bir makine haline getirir.
Makinenin çalışma masası yukarı ve aşağı hareket edecek şekilde tasarlanmıştır ve kullanımda daha fazla kolaylık sağlamak için makinenin açılma ve kapanma yüksekliğini genişletir.
İki sütunlu hidrolik pres
Bu ürün serisi, girintilerin damgalanması, flanşlama, delme ve küçük parçaların hafif gerilmesi dahil olmak üzere her türlü parçanın preslenmesi, bükülmesi ve şekillendirilmesi için uygundur. Metal tozu ürünlerinin şekillendirilmesi için de uygundur.
Elektrik kontrolü ile basınç gecikme süresine karşı koruma sağlayabilen iş hareketi ve yarı otomatik çevrim özelliklerine sahiptir.
Ayrıca iyi bir kayar blok yönüne sahiptir, kullanımı ve bakımı kolaydır ve ekonomik dayanıklılığa sahiptir.
Kullanıcılar gerektiğinde termal aletler, bir ejektör silindiri, bir hareket göstergesi ve sayma fonksiyonları ekleyebilir. İki sütunlu hidrolik pres Pascal yasasına dayanır ve sıvı basınç iletimini kullanır.
Basıncı aktaran sıvının türüne göre yağ presleri ve su presleri olarak ikiye ayrılabilen iki sütunlu hidrolik preslerin birçok türü vardır.
Su presleri büyük bir toplam basınç üretir ve genellikle dövme ve damgalama için kullanılır.
Dövme presleri ayrıca aşağıdakilere ayrılır kalıp dövme su presleri ve serbest dövme su presleri. Kalıpla dövme su presleri bir kalıp kullanımını gerektirirken, serbest dövme su presleri gerektirmez.
Hidrolik Pres Makinasının Çalışma Prensibi
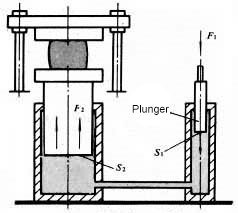
Şekil 5 Hidrolik pres mekanizması
Büyük ve küçük pistonların alanları sırasıyla S2 ve S1, üzerlerindeki kuvvetler ise sırasıyla F2 ve F1'dir.
Pascal prensibine göre, kapalı sıvının basıncı her yerde eşittir, yani F2/S2 = F1/S1 = p; F2 = F1(S2/S1).
Hidrolik basıncın kazanç etkisi mekanik kazançla aynıdır, yani kuvvet artar ancak iş kazanılmaz. Sonuç olarak, büyük pistonun hareket mesafesi küçük pistonunkinin S1/S2 katıdır.
Hidrolik presin temel prensibi, bir yağ pompasının hidrolik yağı entegre kartuş valf bloklarına aktarması ve bu yağın daha sonra tek yönlü bir valf ve bir tahliye valfi aracılığıyla silindirin üst veya alt odasına yönlendirilmesidir.
Yüksek basınçlı yağın etkisi altında, yağ silindiri yukarı ve aşağı hareket etmeye başlar.
Hidrolik pres, basıncı aktarmak için sıvıdan yararlanan ve kapalı bir kap içinde basınç aktarımında Pascal yasasını kullanan bir cihazdır.
Dört sütunlu hidrolik presin hidrolik tahrik sistemi güç mekanizması, kontrol mekanizması, yürütme mekanizması, yardımcı mekanizma ve çalışma ortamından oluşur.
Tipik olarak, güç mekanizması olarak bir yağ pompası kullanılır ve aktüatörün çalışma hızı gereksinimini karşılamak için bir veya daha fazla pompa seçilir.
Düşük basınç için dişli pompası (yağ basıncı 2,5mp'den az);
Orta basınç için bıçak pompası (yağ basıncı 6,3mp'den az);
Yüksek basınç için pistonlu pompa (yağ basıncı 32,0MP'den az).
Çalışma Ortamı
Bir hidrolik preste kullanılan çalışma ortamının işlevi sadece basıncı aktarmak değil, aynı zamanda hidrolik pres makinesinin bileşenlerinin hassas, güvenilir, uzun ömürlü ve minimum sızıntıya sahip olmasını sağlamaktır.
Bir hidrolik preste çalışma ortamı için temel gereksinimler şunlardır:
İletim verimliliğini artırmak için iyi akışkanlık ve düşük sıkıştırılabilirlik.
Pas önleyici özellikler.
İyi yağlama performansı.
Mühürlemesi kolay.
İstikrarlı performans ve bozulma olmadan uzun süreli stabilite.
Tarihsel olarak, hidrolik preslerde çalışma ortamı olarak su kullanılmıştır.
Daha sonra, yağlamayı iyileştirmek ve korozyonu azaltmak için suya az miktarda yağ eklenerek emülsifiye sıvı kullanılmaya başlanmıştır.
Mineral yağ daha sonra 19. yüzyılın sonlarında hidrolik preslerde çalışma ortamı olarak kullanılmaya başlandı. Yağın iyi kayganlık, korozyon önleyici özellikler ve orta düzeyde viskoziteye sahip olması hidrolik preslerin performansını artırmıştır.
Yirminci yüzyılın ikinci yarısında, "yağ içinde su" yerine "su içinde yağ" olarak nitelendirilen yeni bir tür su bazlı emülsifiye edici çözelti geliştirilmiştir.
Bu çözelti, iyi yağlama ve korozyon önleyici özellikler de dahil olmak üzere yağa benzer özelliklere sahipti, ancak az yağ içermesi ve daha az yanıcı olması gibi ek faydaları vardı.
Bununla birlikte, su bazlı emülsiyonların yüksek maliyeti yaygın kullanımlarını sınırlamıştır.
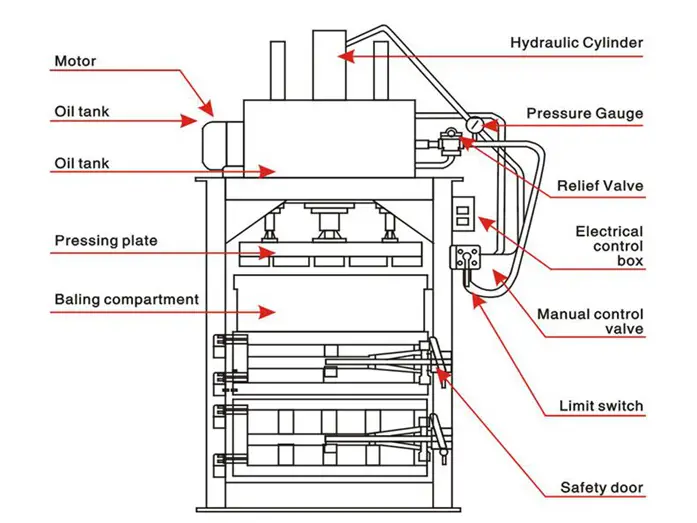
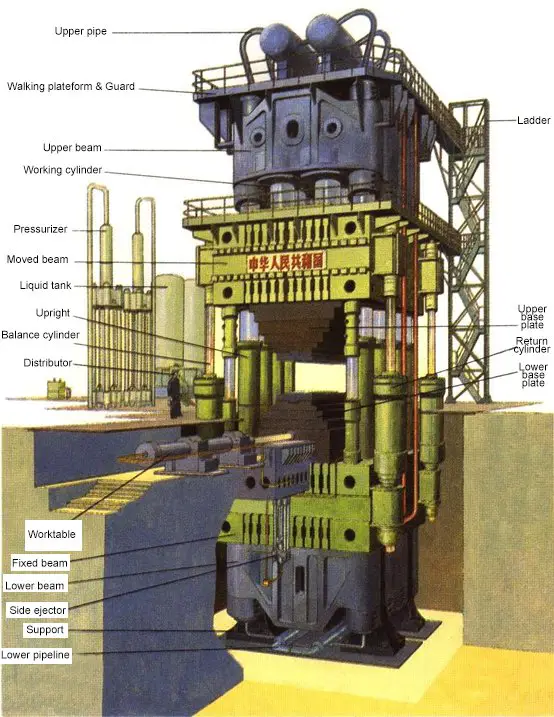
Hidrolik Pres Makinasının Parçaları ve Fonksiyonları (Yapısı)
Tahrik Sistemi
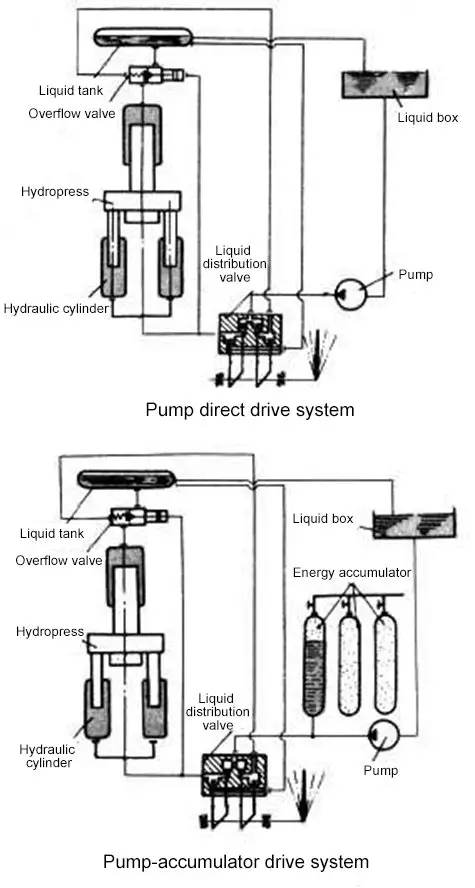
Şekil 6 Hidrolik pres makinesi tahrik sistemi
Hidrolik presin tahrik sistemi temel olarak iki tipten oluşur: pompa doğrudan tahrik ve pompa-akümülatör tahriki.
Pompa Doğrudan Tahrik:
Bu sistemde pompa, hidrolik silindire yüksek basınçlı çalışma sıvısı sağlar ve besleme sıvısının yönünü değiştirmek için bir dağıtım valfi kullanılır.
Taşma valfi sistemin sınırlı basıncını ayarlamak için kullanılır ve bir emniyet taşması görevi görür.
Bu tahrik sisteminin yapısı basittir, daha az işlemi vardır ve basınç, gerekli kuvvete göre otomatik olarak artabilir ve azalabilir, bu da güç tüketimini azaltır.
Bununla birlikte, pompa ve tahrik motorunun kapasitesi, hidrolik presin gerekli en büyük kuvvetine ve maksimum çalışma hızına göre belirlenmelidir.
Bu tip tahrik sistemi esas olarak orta ve küçük ölçekli hidrolik presler için kullanılır ve doğrudan pompa tarafından tahrik edilen büyük (12000T gibi) serbest dövme hidrolik presleri için de kullanılabilir.
Pompa-Akümülatör Tahriki:
Bu sistemde bir veya bir dizi akümülatör bulunur ve pompa tarafından sağlanan yüksek basınçlı çalışma sıvısı fazla olduğunda akümülatör tarafından depolanır.
Arz talebi karşılamakta yetersiz kaldığında, akümülatör tarafından sağlanır.
Pompa ve motorun kapasitesi, bu sistemin benimsenmesi halinde gereken ortalama yüksek basınçlı çalışma sıvısı miktarına göre seçilebilir.
Bununla birlikte, enerji tüketimi yüksektir, sistemde birçok işlem vardır ve sabit çalışma sıvısı basıncı nedeniyle yapı karmaşıktır.
Bu tip tahrik sistemi, büyük hidrolik presler veya birkaç hidrolik presi tahrik etmek için bir tahrik sistemi seti için kullanılır.
Yapı
Kuvvetin yönüne göre, hidrolik presler dikey ve yatay tipler olarak sınıflandırılır. Hidrolik preslerin çoğunluğu dikeydir, ekstrüzyon için kullanılanlar ise yataydır.
Yapı tipi açısından hidrolik presler iki kolonlu, dört kolonlu, sekiz kolonlu olabilir, kaynak çerçeve ve çok katmanlı çelik şerit sarma çerçeve tipleri. Orta ve küçük dikey hidrolik presler genellikle C-çerçeve tipine sahiptir.
C-çerçeveli hidrolik presin üç tarafı açıktır ve kullanımı kolaydır, ancak daha düşük bir sertlik derecesine sahiptir.
Damgalama için kullanılan kaynak çerçeveli hidrolik pres serttir ve ön ve arkada açıktır, ancak sol ve sağda kapalıdır.
Dikey şanzımanlı dört kolonlu serbest dövme hidrolik preste, yağ silindiri üst kirişe sabitlenir ve piston hareketli kirişe sıkıca tutturulur.
Hareketli kiriş, dikey kolon tarafından yönlendirilen çalışma sıvısının basıncı altında yukarı ve aşağı hareket eder.
Hareketli kiriş, ileri geri hareket eden çalışma tezgahlarına sahiptir ve sırasıyla hareketli kirişin altına ve çalışma masasına bir üst örs ve alt örs yerleştirilmiştir.
Çalışma kuvveti, üst ve alt kiriş ve kolonlardan oluşan bir çerçeve tarafından desteklenir.
Tipik olarak bir pompa-akümülatör sistemi tarafından tahrik edilen büyük ve orta ölçekli serbest dövme hidrolik presleri, üç seviyeli çalışma kuvvetleri elde etmek için genellikle üç çalışma silindiri kullanır.
Çalışma silindirlerinin dışında yukarı doğru kuvvet uygulayan dengeleme silindirleri ve dönüş silindirleri de bulunmaktadır.
Hidrolik Pres Makinasının Avantajları
Geleneksel damgalama yöntemleriyle karşılaştırıldığında hidroform, ağırlık azaltma, parça ve kalıp sayısında azalma, gelişmiş sertlik ve mukavemet ve düşük üretim maliyetleri gibi belirgin teknik ve ekonomik avantajlara sahiptir.
Bu teknoloji, başta otomotiv sektörü olmak üzere çeşitli sektörlerde giderek daha fazla kullanılıyor.
Çalışma sırasında yapısal ağırlığı ve enerji tüketimini azaltma hedefi otomobil, havacılık ve uzay gibi sektörlerde uzun vadeli bir hedeftir.
Hidroforming, bu hedefe ulaşmaya yardımcı olan gelişmiş bir üretim teknolojisidir ve gelişmiş üretimin geliştirilmesinde bir trenddir.
Damgalama ile karşılaştırıldığında ve kaynak teknoloji̇leri̇hidroformlamanın birkaç önemli avantajı vardır:
Azaltılmış ağırlık ve malzeme tasarrufu:
Motor braketleri ve radyatör braketleri gibi parçalar için hidroform parçalar, damgalı parçalardan 20-40% daha hafif olabilir. İçi boş basamak mili parçaları için ağırlık azaltma 40-50%'ye ulaşabilir.
Daha az parça ve kalıp sayısı ve daha düşük kalıp maliyetleri:
Hidroform parçalar tipik olarak yalnızca bir kalıp seti gerektirirken, birçok damgalı parça birden fazla set gerektirir.
Hidroformlama, motor braketi parçalarının sayısını 6'dan 1'e ve radyatör braketi parçalarının sayısını 17'den 10'a düşürdü.
Daha düşük müteakip işleme ve montaj kaynağı:
Örneğin, radyatör desteğinde ısı yayma alanında 43% artış, lehimleme noktalarında 174'ten 20'ye düşüş, işlemlerde 13'ten 6'ya düşüş ve üretkenlikte 66% artış görüldü.
Igeliştirilmiş mukavemet ve sertlik, özellikle yorulma dayanımı:
Örneğin, hidroform radyatör braketinin rijitliği dikey yönde 39% ve yatay yönde 50% artabilir.
Daha düşük üretim maliyetleri:
Hidroform parçaların istatistiksel analizi, ortalama üretim maliyetinin damgalı parçalardan 15-20% daha düşük olduğunu ve kalıp maliyetlerinin 20-30% daha düşük olduğunu göstermiştir."
Hidrolik Pres Uygulaması
Hidrolik presler çeşitli amaçlar için kullanılabilir metal sac çekme, tornalama, bükme ve damgalama gibi şekillendirme işlemleri. Ayrıca, kullanıcının gereksinimlerine göre körleme tamponu, körleme ve hareketli tabla cihazlarının eklenmesiyle genel presleme ihtiyaçları için uyarlanabilir.
Dövme ve şekillendirmenin yanı sıra, üç kirişli dört sütunlu hidrolik pres düzeltme, presle takma, paketleme, briketleme ve plaka presleme için de kullanılabilir.
Hidrolik şekillendirme işlemi için uygun malzemeler arasında karbon çeliği, paslanmaz çelik, alüminyum alaşımı, bakır alaşımı ve nikel alaşımı bulunur.
Genel olarak, aşağıdakiler için uygun herhangi bir malzeme soğuk şekillendirme hidrolik şekillendirme işleminde kullanılabilir.
Hidrolik şekillendirme teknolojisi, otomobil fabrikaları, elektronik fabrikaları, elektrikli cihaz fabrikaları, ısıl işlem tesisleri, dişli fabrikaları ve klima parçaları fabrikaları dahil olmak üzere çeşitli endüstrilerde yaygın olarak kullanılmaktadır.
Ayrıca, hidrolik şekillendirme otomobil, havacılık, uzay ve boru hattı endüstrilerinde yaygın olarak kullanılmaktadır. Esas olarak aşağıdakilere uygulanabilir:
Bir otomobilin egzoz sisteminin özel şekilli boru parçaları gibi, bileşenlerin ekseni boyunca değişen dairesel, dikdörtgen veya özel şekilli kesitlere sahip içi boş yapısal parçalar;
Motor braketi, gösterge paneli braketi ve gövde çerçevesi gibi dairesel olmayan içi boş çerçeve (araç kalitesinin 11% ~ 15%'sini oluşturur);
İçi boş mil parçaları ve karmaşık boru bağlantı parçaları vb.
Hidrolik Pres Makinesi için Aksesuarlar
1
Dişli pompa
2
Hidrolik taşma valfi
3
Minyatür kontaktör
4
Yakınlık anahtarı
5
O-ring
6
U halkası
7
Toz önleyici halka
8
Kılavuz halka
9
Merdiven halkası
10
Delik kullanımı YX halkası
11
Kombine conta halkası
12
Dişli pompa
Hidrolik Pres Makinesi Nasıl Yapılır
DIY 5 tonluk hidrolik pres
Hidrolik Pres Makinesi Çalışması
Farklı tipteki hidrolik pres makineleri farklı şekilde çalışır ve her hidrolik pres üreticisi teslimat sırasında makine ile birlikte bir kullanım kılavuzu sağlayacaktır.
Bu kılavuz, hidrolik presin nasıl kullanılacağına ilişkin kilit noktaları öğrenmek için en iyi eğitim materyali olarak hizmet eder.
Dört sütunlu bir hidrolik pres makinesinin kullanıcısı olarak, daha fazla bilgi için hidrolik pres kullanım kılavuzumuza da başvurabilirsiniz.
Çalışma modu anahtarını "inching move" konumuna getirin ve güç istasyonu üzerindeki basınç kontrol valflerinin ayar kolunu gevşetin.
Gücü açın ve belirtilen dönüşle tutarlı olduğundan emin olmak için dönüşünü kontrol etmek üzere motoru çalıştırın. Bu kontrol tamamlandıktan sonra motor resmi olarak çalıştırılabilir ve yağ pompası en az 5 dakika boyunca boş yükte çalışabilir. Ardından, herhangi bir anormallik olmadığından emin olmak için tüm parçaları inceleyin. Her şey normalse, bir sonraki göreve hazırlanmak için sistem basıncı yaklaşık 6 Mpa'ya yükseltilebilir.
Ana silindirin pistonunun alçalmasını sağlamak için "bas" düğmesine basın. Piston kafası sürgünün üst düzlemine temas etmelidir. Ardından, flanş uç yüzü ile sürgünün üst düzlemi arasındaki mesafenin 5 mm olduğundan emin olarak büyük flanşı takın. Basınç önceden ayarlanan 6 Mpa değerine yükselip durduğunda, hala basınç altındayken bir anahtar kullanarak bağlantı cıvatasını sıkın.
Sürgüyü üst ölü noktaya kaldırmak için "geri dön" düğmesine basın ve test örsünü (metal ped) çalışma masasının ortasına yerleştirin. Test örsünün yüksekliği 500 mm'den az olmamalı, uzunluğu ve genişliği 600 mm'den az olmamalı, üst ve alt yüzeylerinin paralelliği 0,02/500 mm'den az olmalı ve tam yükü taşımak için yeterli güce sahip olmalıdır.
Uygunluk belgesinde belirtilen doğruluk standardına göre ayarlayın. Tipik olarak, sürgünün alt düzlemi ile çalışma masası arasındaki paralellik, basınç eklendikten sonra üst kirişin altındaki dört ayar somunu ayarlanarak önce ayarlanır. Geçtikten sonra, yukarıdaki dört kilit somununu sıkın.
Pilot valf "F2", yukarıda açıklandığı gibi test çalışması sırasında sürgüyü herhangi bir konumda durduracak şekilde ayarlandığında, kayma olmamalıdır. Ancak basınç değerinin yeterli geri dönüş kuvveti sağlaması gerektiğine dikkat edilmelidir. Yavaşça alçalırken, pilot valf "F3 "ü ana silindirin üst boşluğuna ayarlayın ve basınç değeri 1 Mpa'dan az olmalıdır.
Basınç aralığı tipik olarak 5 Mpa ila 25 Mpa veya 60T ila 315T'dir. Elektrikli kontak basınç göstergesi "F12" ayarlanırken, pilot valf "F1" de buna göre ayarlanmalıdır. Genel olarak, sistem basıncı "F12" kontak basınç göstergesinin önceden belirlenmiş basıncından yaklaşık 1 Mpa daha yüksek olmalıdır. Basınç 5 Mpa'dan düşükse, "F12" tablosunda bir yukarı itme kuvveti olabilir.
Çizim yaparken, basınç tarafı kuvvetinin ayarı 25 Mpa'da sabitlenmesi gereken pilot valf "F7" ile yapılır. Sistem basıncının ayarlanması, genellikle 25 Mpa'da sabitlenen pilot valf "F1" ile yapılır.
Her bir hareket strokunun hızını gerektiği gibi ölçün ve hareket sınırlayıcının her bir biriminin hareketinin güvenilir olduğundan emin olun.
Basınç koruma performansını test ettikten sonra, aracı basınç altında durdurun ve 10 dakika içinde basınç düşüşü 2 Mpa'dan fazla olmamalıdır.
Makine hassasiyetini tekrar ölçün.
Not: Her hidrolik pres makinesi farklı çalışır ve üretici makine ile birlikte bir kullanım kılavuzu sağlayacaktır. Bu kılavuz, makinenin nasıl kullanılacağını öğrenmek için en iyi eğitim materyali olacaktır.
Bu noktada, hidrolik pres makinesinin tüm devreye alma işlemi tamamlanır ve üretime alınabilir.
Hidrolik Pres Makinesi Bakımı
Hidrolik pres makineleri için önerilen yağlayıcı, optimum çalışma sıcaklığı aralığı 15°C ila 60°C (59°F ila 140°F) olan ISO VG 32 veya ISO VG 46 aşınma önleyici hidrolik yağıdır. Bu yağlar, yüksek basınçlı sistemler için mükemmel aşınma koruması ve termal stabilite sağlar.
Rezervuarı doldurmadan önce, sistem performansını ve bileşen ömrünü tehlikeye atabilecek kirleticileri ortadan kaldırmak için hidrolik sıvısı titiz bir filtrelemeden geçirilmelidir. Minimum Beta oranı β10 ≥ 200 olan bir filtreleme sistemi uygulayın.
Hidrolik yağını yılda bir kez değiştirin, ilk değişim devreye alındıktan en geç üç ay sonra yapılmalıdır. Kontaminasyon seviyelerini ve yağ bozulmasını izlemek için düzenli yağ analizi yapılmalıdır.
Yüksek kaliteli lityum bazlı gres kullanarak kayar blokların uygun şekilde yağlanmasını sağlayın. Dikey kolonları temiz tutun ve kalıntılardan arındırın. Aşınmayı en aza indirmek ve sorunsuz çalışmayı sağlamak için her çalışma döngüsünden önce tüm hareketli parçalara makine yağı uygulayın.
Nominal kapasitesi 500 ton olan bir pres için, merkezi yükün izin verilen maksimum eksantrikliği 40 mm'dir. Bu sınırın aşılması, potansiyel olarak yanlış hizalanmaya, düzensiz aşınmaya veya yapısal hasara yol açabilecek ard gerilme etkilerine neden olabilir. Aşırı yüklemeyi önlemek için yük algılama sistemleri uygulayın.
Basınç göstergelerini sertifikalı ekipman kullanarak iki yılda bir kalibre edin ve inceleyin. Gelişmiş doğruluk ve gerçek zamanlı izleme özellikleri için dijital basınç transdüserleri kullanmayı düşünün.
Uzun süre kullanılmadığında, açıkta kalan tüm yüzeyleri iyice temizleyin ve yüksek kaliteli, uzun ömürlü bir pas önleyici kaplama uygulayın. Korozyon risklerini en aza indirmek için makineyi mümkün olduğunca iklim kontrollü bir ortamda saklayın.
Contaların, hortumların ve elektrikli bileşenlerin düzenli kontrollerini içeren kapsamlı bir önleyici bakım programı uygulayın. Ayrıntılı bakım günlükleri tutun ve olası sorunları arızaya yol açmadan önce tespit etmek için titreşim analizi ve termografi gibi kestirimci bakım tekniklerini kullanın.
Birinci sınıf bakım
Hidrolik pres makinesi için birincil bakım, 500 saat çalıştıktan sonra, sorumluluk öncelikle operatörlere ait olmak üzere ve bakım çalışanlarının desteğiyle yapılmalıdır.
Bakıma başlamak için önce güç kaynağını kapattığınızdan emin olun, ardından aşağıdaki tabloda özetlenen bakım programına göre ilerleyin.
Hayır.
Pozisyon
Bakım detayları ve gereksinimleri
1
Harici bakım
1. Hidrolik presin dış yüzeyini temizleyin, içini ve dışını temiz tutun, paslanma yapmayın.
2. Eksik vidaları, somunları, düğmeleri, işaretleri vb. tamamlayın.
2
Kiriş, kolon kılavuzu
1. Üst ve alt kirişlerin ve hareketli kirişlerin dış yüzeyinin yanı sıra sütun, kılavuz ray, kayar blok ve baskı plakasını temizleyin. Yağ, sarı elbise ve pas lekesi olmadan temizleyin.
2. Hareketli kirişin alt yüzeyindeki ve alt kirişin üst yüzeyindeki, ayrıca sütundaki, kılavuz raydaki ve sürgüdeki çapakları temizleyin.
3. Kiriş ve kolon kılavuz raylarının bağlantı elemanlarını kontrol edin ve sıkın.
3
Hidrolik, yağlama
1. Yağ pompası, valf, yağ tankı ve boru hattının yüzeyini silin ve kontrol edin, temiz, passız, yağsız, sarı elbise yok, sızıntı yok.
2. Yağ kabını, filtre süzgecini temizleyin, yağ yolunu tarayın, yağ işareti temizdir.
3. Yakıt deposundaki yağ kalitesini ve miktarını kontrol edin, yağ ekleyin yağlama yaği uygun şekilde.
4. Göstergeyi kontrol edin
5. Kolonların ve kılavuz rayların yağlanmasını kontrol edin.
4
Elektrik
1. Elektrik kutusunu kir veya yağ olmadan temizleyin.
2. Hattın bütünlüğünü kontrol edin, hortum koruma bağlantısı güvenilir, iyi performans.
3. Hareketli kirişin hareket anahtarını kontrol edin, hareketin hassas ve güvenilir olup olmadığını kontrol edin.
4. Güvenlik koruyucu kapağı, sütun koruyucu kapağı eksiksiz ve kullanımı kolay, ayak pedalı anahtarı koruyucu kapağı sağlam, güvenli ve güvenilir.
5. Sıfır bağlantı cihazını kontrol edin ve sıkın.
İkinci sınıf bakım
Hayır.
Pozisyon
Bakım detayları ve gereksinimleri
1
Kiriş, kolon kılavuzu
1. Düzgün hareket elde etmek ve teknik gereksinimleri karşılamak için kirişin yatay düzlemini, kılavuz rayı, kılavuz manşonu, kayar bloğu ve kolonun baskı plakasını kontrol edin ve ayarlayın.
2. Arızalı parçaları onarın veya değiştirin.
2
Hidrolik, yağlama
1. Sökme ve onarım solenoid valfvalf ve valf çekirdeği taşlama.
2. Yağ pompasını, silindiri ve pistonu temizleyin ve inceleyin, çapakları onarın ve yağ keçesini değiştirin.
3. Basınç göstergelerini kontrol edin.
4. Kötü aşınmış parçaları onarın veya değiştirin.
5. Her silindirin ve pistonun hareketinin düzgün olup olmadığını kontrol etmek için hidrolik pres makinesini çalıştırın, sürünme yok. Destek valfinin hareketli kirişi herhangi bir konumda doğru bir şekilde durdurup durduramadığını ve basınç düşüşünün proses gereksinimlerini karşılayıp karşılamadığını kontrol edin.
3
Elektrik
1. Motoru temizleyin, yatağı kontrol edin ve gresi değiştirin.
Ekipmanı yalnızca hidrolik pres makinesinin yapısı, performansı ve çalıştırma prosedürleri hakkında kapsamlı bilgiye sahip yetkili personel çalıştırmalıdır.
Makine çalışır durumdayken asla revizyon yapmaya, ayarlamaya veya kurcalamaya çalışmayın. Bakımdan önce daima presin tamamen durdurulduğundan ve enerjisinin kesildiğinden emin olun.
Ciddi yağ sızıntısı, güvenilir olmayan çalışma, yüksek ses, aşırı titreşim veya diğer anormal koşullar meydana gelirse, operatör sorunu çözmeden önce makineyi derhal kapatmalı ve temel nedeni araştırmalıdır.
Makineyi aşırı yük koşulları altında veya maksimum eksantriklik aşıldığında çalıştırmayın. Presin nominal kapasitesine ve yük dağılımı özelliklerine her zaman uyun.
Sürgünün maksimum strok limitine kesinlikle uyun. Presin hasar görmesini önlemek ve operatör güvenliğini sağlamak için kalıbın minimum kapanma yüksekliği 600 mm'den az olmamalıdır.
Elektrik tehlikelerini ve olası arızaları önlemek için tüm elektrikli ekipmanların güvenli ve güvenilir bir şekilde topraklandığından emin olun.
Her çalışma vardiyasının sonunda, hidrolik basıncı boşaltmak ve beklenmedik hareket riskini en aza indirmek için kaydırıcıyı en alt konuma getirin.
Korumalar, ışık perdeleri ve acil durdurma düğmeleri dahil olmak üzere güvenlik cihazlarını düzenli olarak inceleyin ve bakımlarını yapın. Bu kritik güvenlik özelliklerini asla atlamayın veya devre dışı bırakmayın.
Hidrolik presi çalıştırırken veya yakınında çalışırken güvenlik gözlükleri, işitme koruması ve çelik burunlu ayakkabılar gibi uygun kişisel koruyucu ekipman (KKE) kullanın.
Makinenin kazara çalıştırılmasını veya enerji verilmesini önlemek amacıyla bakım ve onarım faaliyetleri için bir kilitleme/etiketleme prosedürü uygulayın.
Hidrolik pres, endüstri ve hidrolik teknolojisindeki ilerlemeler nedeniyle endüstriyel üretimde giderek daha popüler hale gelmektedir.
Hidrolik pres üreticisi veya kullanıcısı olmanız fark etmeksizin, hidrolik pres tonajının nasıl hesaplanacağını anlamak çok önemlidir.
Profesyonel bir üretici olarak, bir hidrolik pres tarafından uygulanan kuvvet miktarı ve bu bilginin önemi hakkında size bilgi vereceğiz.
Hidrolik silindirin tonajını belirlemek için, hidrolik sistemin çalışma basıncını ve silindir çubuğunun iç çapını ve dış çapını (hidrolik silindirin çekme kuvvetini hesaplarken gerekli olacaktır) bilmek gerekir.
Hidrolik pres tonaj hesaplama formülü için denklem:
Hidrolik silindirin itme kuvveti = Hidrolik silindir iç kesit alanı (veya piston kesit alanı) × çalışma basıncı
Hidrolik silindir iç kesit alanı = π*D2/4 = 3.14 × D2 ÷ 4
Çalışma basıncı: maksimum yük çalışması sırasında basınç göstergesinde gösterilen basınca eşittir
Örneğin:
Hidrolik silindirin iç çapının 10 cm ve çalışma basıncının 16MPa (160kgf) olduğunu varsayalım.
Hidrolik silindirin iç kesit alanı aşağıdaki gibi hesaplanabilir: 3.14×10×10÷4=78.5cm2
Bu nedenle itme kuvveti aşağıdaki gibi hesaplanabilir: 78,5 x 160 = 12560kg = 12,56 ton.
Bunu kolaylaştırmak için bir hidrolik pres tonaj hesaplayıcısı oluşturduk.
Bu formülü kullanarak, satın aldığımız veya satın almak istediğimiz hidrolik presin tonajını hızlı bir şekilde belirleyebilir ve düşük tonajlı ekipman için yüksek bir fiyat ödemekten kaçınabiliriz.
Ayrıca, ekipmanın aşırı yüklenmesini önlemek ve uzun ömürlülüğünü ve performansını artırmak için kendi hidrolik presimizin çalışma basıncını bu formülle hesaplayabiliriz.
Hidrolik Pres Makinesi Satın Alma Rehberi
Bir hidrolik pres makinesi satın almadan önce, ihtiyaçlarınız için en uygun boyutun ne olduğunu merak ediyor olabilirsiniz. Bu sorun, yukarıda özetlenen hidrolik pres tonaj hesaplama formülü kullanılarak kolayca çözülebilir.
Ancak, hidrolik presi nereden satın alacağınızdan emin olamayabilirsiniz. Kararınızı etkileyebilecek birçok faktör vardır ve dünya çapında birçok saygın hidrolik pres makinesi üreticisi bulunmaktadır.
Buna rağmen, en uygun maliyetli hidrolik pres makineleri genellikle Çin'deki üreticiler tarafından üretilmektedir.
İhtiyacınız olan hidrolik pres için gerekli tüm özellikleri ve maliyet bilgilerini size sağlayacak güvenilir ve güvenilir bir hidrolik pres üreticisi bulmak için zaman ayırmak önemlidir.
Hidrolik presle kırma deneylerine duyulan ilgi, aşırı basınç kuvvetleri altında malzeme özelliklerini ve yapısal bütünlüğü anlama arzusundan kaynaklanmaktadır. Bir hidrolik presin kırma potansiyeli, öncelikle uygulayabileceği maksimum kuvvetle doğrudan ilişkili olan tonaj kapasitesine bağlıdır.
Hidrolik presler tipik olarak birkaç ton kuvvet uygulayabilen küçük tezgah üstü ünitelerden binlerce ton üretebilen devasa endüstriyel makinelere kadar çeşitlilik gösterir. Kırılan nesnenin akma dayanımı, basınç dayanımı ve yapısal tasarım gibi malzeme özellikleri, basınç altında deformasyona ve bozulmaya karşı direncini belirler.
Atölyelerinde hidrolik prese erişimi olanlar için kontrollü kırma deneyleri yapmak, malzeme davranışı ve yapısal tasarım ilkeleri hakkında değerli bilgiler sağlayabilir. Ancak doğru makine kullanımı, koruyucu ekipman kullanımı ve kırılan malzemelerin güvenli bir şekilde taşınması dahil olmak üzere sıkı güvenlik protokollerine uymak çok önemlidir.
Bazı yaygın malzemeler ve bunların hidrolik presle ezilmeye karşı genel dirençleri:
Yumuşak metaller (örn. kurşun, alüminyum): Düşük basınçlarda kolayca deforme olur
Sertleştirilmiş çelik: Deforme etmek veya ezmek için önemli güç gerektirir
Seramikler: Genellikle basınç altında aniden kırılır
Polimerler: Elastik deformasyondan gevrek kırılmaya kadar bir dizi davranış sergileyebilir
Kompozitler: Kırılma davranışı elyaf oryantasyonuna ve matris özelliklerine bağlıdır
Gelecekteki deneyler, aşırı basınç yükleri altında malzeme performansı anlayışımızı geliştirmek için gelişmiş malzemeleri, karmaşık geometrileri keşfedebilir ve hatta gerçek dünya senaryolarını simüle edebilir. Bu tür araştırmalar malzeme bilimi, yapı mühendisliği ve üretim süreci optimizasyonu gibi alanlarda pratik uygulamalara sahiptir.
Hidrolik Pres Terminolojisi
Aşağıdaki liste hidrolik pres operasyonlarındaki yedi kritik terimi kapsamaktadır. Deneyimli mühendisler ve operatörler bu kavramları iyi biliyor olsa da, yeni başlayanlar için yabancı olabilirler. Her birini ayrıntılı olarak inceleyelim:
Nominal Basınç: Bir hidrolik sistemin performans veya güvenlikten ödün vermeden dayanmak üzere tasarlandığı maksimum sürekli çalışma basıncıdır. Tipik olarak bar veya PSI cinsinden ifade edilir ve presin yeteneklerini ve sınırlamalarını belirlemede çok önemli bir faktördür.
Motive Conta: Bir hidrolik presin kayar bileşenlerinde sıvı bütünlüğünü korumak için çok önemli olan dinamik bir sızdırmazlık mekanizması. Genellikle poliüretan veya PTFE gibi malzemelerden yapılan bu contalar, ileri geri veya dönme hareketini barındırırken sızıntıyı önler ve verimli güç aktarımı sağlar.
Devre Şeması: Pompalar, valfler, silindirler ve bunların ara bağlantıları gibi bileşenleri göstermek için standartlaştırılmış semboller (ISO 1219-1:2012) kullanılarak hidrolik sistemin şematik gösterimi. Bu diyagram sistem tasarımı, sorun giderme ve bakım için gereklidir.
Hidrolik Tahrik Sistemi: Bir hidrolik preste sıvı basıncını mekanik kuvvet ve harekete dönüştüren temel güç dönüştürme ünitesi. Tipik olarak bir hidrolik pompa, kontrol valfleri, aktüatörler (silindirler veya motorlar) ve hassas kuvvet ve hareket sağlamak için birlikte çalışan yardımcı bileşenlerden oluşur.
Hidrolik Güç Ünitesi (HPU): Genellikle hidrolik basınç istasyonu olarak adlandırılan bu ünite, hidrolik sistem için merkezi güç kaynağıdır. Bir rezervuar, hidrolik pompa(lar), elektrik motoru(ları), kontrol valfleri, filtreler, ısı eşanjörleri ve enstrümantasyondan oluşur. HPU, pres işlemlerini yürütmek için hidrolik sıvıyı üretir, koşullandırır ve dağıtır.
Hidrolik Denge: Pres tasarımında, hareketli bileşenlerin ve presin kendisinin ağırlığını dengelemek için sıvı basıncının kullanılmasını içeren kritik bir kavram. Bu denge verimliliği artırır, aşınmayı azaltır ve özellikle büyük ölçekli preslerde daha sorunsuz çalışmayı sağlar.
Yağ Drenajı: Hidrolik sıvının çeşitli sistem bileşenlerinden rezervuara geri döndürülmesi işlemi. Doğru drenaj tasarımı, sistem verimliliği, kavitasyonu önleme ve sıvı temizliğini koruma açısından çok önemlidir. Genellikle stratejik olarak yerleştirilmiş geri dönüş hatları, filtreler ve potansiyel olarak soğutma mekanizmaları içerir.
Hidrolik pres çekme, hidrolik pres çekme sırasında körleme parçasının kalıba yerleştirilmesi işlemini ifade eder. Körleme halkası, içi boş bir iş parçası oluşturmak için metal akışını kontrol eder.
Genel olarak derin çekme, derinliği çapının 1/2'sinden daha büyük olan bir iş parçasını ifade eder.
Bu körleme işlemi Bir delme makinesinde, istenen şekli oluşturmak için plakanın kesilmesi ve delinmesi gerekir. Kullanılan malzeme tek bir tabaka veya sürekli bir şerit olabilir.
Damgalama sadece kesme işlemini değil aynı zamanda şekillendirme, bükme, flanşlama ve delik delme işlemlerini de kapsar.
Bir zımba makinesindeki körleme işlemine çekme işlemi eklenirse, pres hidrolik zımba presi olarak adlandırılabilir.
Genel olarak, delme makineleri basit bir yapıya, hızlı üretim hızına ve yüksek verimliliğe sahiptir, bu da onları yüksek hacimli ve basit kesme şekillendirme için uygun hale getirir.
Öte yandan, hidrolik presler doğruluk, derinlik ve değiştirilebilir bir şekle ihtiyaç duyan orta ila küçük partilerin üretimi için daha uygundur.
Bu preslerin kaydırıcı hızı, basıncı ve konumu için hassas gereksinimleri vardır ve belirli siparişleri karşılamak için özel olarak üretilebilir.
Müşteriler işleme makineleri satın almak istediklerinde, uygun hidrolik veya mekanik pres gerçek işleme ihtiyaçlarını temel alır.
Hidrolik Pres V.S Hidrolik Kriko
5 Tonluk Hidrolik Kriko vs 500 Tonluk Hidrolik Pres
Yanılsama
Yukarıdaki bilgileri okuduktan sonra, artık hidrolik presler hakkında kapsamlı bir anlayışa sahip olmalısınız.
Atölyeniz için bir hidrolik pres satın almak istiyorsanız, bu makale satın alma konusunda size yardımcı olabilir.
Ayrıca şunları da yapabilirsiniz bize ulaşın bir hidrolik pres için teklif almak için.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Büyük metal parçaların nokta hassasiyetiyle nasıl şekillendirildiğini hiç merak ettiniz mi? Dört Kolonlu Hidrolik Pres dünyasına girin. Bu güçlü makine, metal gibi malzemeleri kalıplamak için hidrolik basınç kullanır...
Tencere, bardak ve hatta araba parçaları gibi günlük nesnelerin nasıl bu kadar hassas şekillendirildiğini hiç merak ettiniz mi? Bu makale mekanik ve hidrolik presler arasındaki büyüleyici farkları incelemektedir. Siz...
Bir hidrolik presin kayar bloğunun beklenmedik bir şekilde düştüğü o kalp durdurucu anı hayal edin. Bu makale, bu tür kazaları önlemek, hidrolik preslerin dengesini ve güvenilirliğini sağlamak için önemli güvenlik önlemlerini incelemektedir....
Hırsızlık önleyici kapılardaki karmaşık tasarımların nasıl yapıldığını hiç düşündünüz mü? Bu makale, bu kapıların kabartılmasının ardındaki gelişmiş hidrolik pres teknolojisini incelemektedir. Zorlukları hakkında bilgi edineceksiniz...
Günümüz pazarında en iyi hidrolik pres makinesi üreticilerini birbirinden ayıran nedir? Bu makale, uzmanlık alanlarını ve yeniliklerini vurgulayarak dünya çapında önde gelen şirketleri sıralamaktadır. Bu sektör liderlerinin sunduklarını keşfederek...
Geniş seçenek yelpazesi göz önüne alındığında doğru hidrolik presi seçmek göz korkutucu olabilir. Özel ihtiyaçlarınız için göz önünde bulundurmanız gereken kritik faktörler nelerdir? Bu makale size yol gösterecek...
Büyük metal parçaların nasıl hassasiyetle şekillendirildiğini hiç merak ettiniz mi? Bu makale, hidrolik preslerin büyüleyici dünyasını keşfediyor, uygulamalarını, özelliklerini ve karmaşık işleyişlerini detaylandırıyor. Nasıl olduğunu öğrenin...
Servo pres teknolojisinin üretimde ezber bozan potansiyelini hiç düşündünüz mü? Bu makalede, bu gelişmiş makinelerin sektörde nasıl devrim yarattığını ve benzersiz hassasiyet, verimlilik,...
Dünyamızı şekillendiren makinelerin nasıl yapıldığını hiç merak ettiniz mi? Bu blog sizi en iyi punch pres makinesi üreticileri arasında bir yolculuğa çıkarıyor. Hakkında bilgi edineceksiniz...