Sac Bükme için K Faktörü Hesaplayıcısı (Çevrimiçi ve ÜCRETSİZ)
Doğru sac metal parçalar tasarlamakta zorlanıyor musunuz? Sac metal imalatında çok önemli bir kavram olan K-faktörünün sırlarını çözün. Bu makalede, uzman makine mühendisimiz K-faktörünün gizemini çözüyor, nötr katmanla ilişkisini açıklıyor ve hesaplama için pratik yöntemler sunuyor. K-faktörüne hakim olmanın sac metal tasarımlarınızda nasıl devrim yaratabileceğini ve başarılı bir üretim sağlayabileceğini keşfedin.
Bu makale, sac metal tasarım ve imalatında çok önemli bir kavram olan K-faktörünün derinlemesine incelenmesini sağlar. K-faktörünün tanımı, nötr tabaka ile ilişkisi ve K-faktörünü hesaplama ve kalibre etme yöntemlerini kapsamaktadır.
Makalede ayrıca malzeme özellikleri ve bükme parametreleri gibi K-faktörünü etkileyen faktörler tartışılmakta ve çeşitli uygulamalar için en uygun K-faktörü değerinin belirlenmesine yönelik pratik rehberlik sağlanmaktadır.
K-Faktörü Nedir?
K-faktörü, sac metal tasarım ve imalatında, özellikle SolidWorks gibi CAD yazılımlarıyla çalışırken çok önemli bir kavramdır. Bir büküm içindeki nötr eksenin konumunu temsil eder ve bükümden sonra sac metal parçaların doğru uzunluğunun belirlenmesinde hayati bir rol oynar. Matematiksel olarak K-faktörü, nötr katman ile bükümün iç yüzeyi (t) arasındaki mesafenin sac metalin toplam kalınlığına (T) oranı olarak tanımlanır:
K = t / T
Bu boyutsuz değer her zaman 0 ile 1 arasındadır ve en yaygın malzemeler ve bükme işlemleri için tipik olarak 0,3 ile 0,5 arasında değişir. K faktörü birkaç nedenden dolayı önemlidir:
Bükme payı hesaplaması: Bir bükümde tüketilen malzeme miktarını doğrudan etkileyerek düz desen gelişimini ve nihai parça boyutlarını etkiler.
Malzeme davranışı tahmini: Farklı malzemeler ve kalınlıklar, bükme sırasında K faktörünün ölçülmesine yardımcı olduğu değişen nötr eksen konumları sergiler.
Üretim hassasiyeti: Doğru K-faktörü değerleri, bükülmüş parçaların tasarım özelliklerini karşılamasını sağlayarak üretimde hurda ve yeniden işleme oranını azaltır.
Süreç optimizasyonu: Belirli malzeme-takım kombinasyonları için K-faktörlerinin anlaşılması, daha verimli bükme işlemlerine ve gelişmiş parça kalitesine olanak tanır.
K-faktörünü etkileyen faktörler arasında malzeme özellikleri (akma dayanımı ve süneklik gibi), sac kalınlığı, bükme yarıçapı ve bükme yöntemi (havalı bükme, alttan bükme, kaplama) yer alır. Modern sac metal imalatı, belirli uygulamalar için en uygun değerleri belirlemek amacıyla genellikle ampirik olarak türetilmiş K faktörü tablolarını veya gelişmiş sonlu eleman analizini (FEA) kullanır.
Nötr Katmanı Anlamak
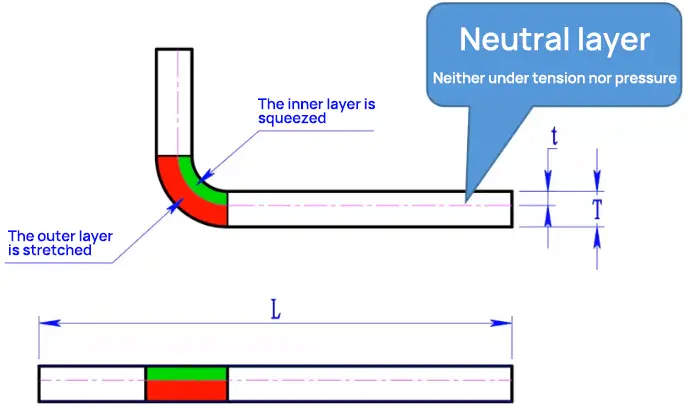
K-faktörünü tam olarak kavramak için nötr katman kavramını anlamak çok önemlidir. Bir sac metal parça büküldüğünde, bükümün iç yüzeyine yakın malzeme sıkıştırmaya maruz kalır ve yüzeye yaklaştıkça şiddeti artar. Tersine, dış yüzeye yakın malzeme gerilmeye maruz kalır ve yüzeye yaklaştıkça şiddeti artar.
Sac metalin ince istiflenmiş katmanlardan oluştuğunu varsayarsak (çoğu metalde olduğu gibi), ortada bükme sırasında ne sıkıştırma ne de gerilmeye maruz kalan bir katman bulunmalıdır. Bu katman nötr katman olarak bilinir. Nötr katman, K faktörünün ve dolayısıyla bir sac metal parçanın bükülme payının ve düz desen boyutlarının belirlenmesinde kritik öneme sahiptir.
Nötr Tabaka, K-Faktörü ve Malzeme Özellikleri Arasındaki İlişki
Nötr katman, sac metal içinde görünmez olsa da, bükme işlemlerinde çok önemli bir rol oynar ve malzemenin özellikleriyle içsel olarak bağlantılıdır. Bu ilişki, sac metal imalatında kritik bir parametre olan K-faktörünü doğrudan etkiler.
Nötr tabakanın konumu çeşitli malzeme özelliklerine göre belirlenir:
Süneklik: Daha sünek malzemeler, iç bükülme yarıçapına daha yakın bir nötr katmana sahip olma eğilimindedir.
Akma dayanımı: Daha yüksek akma dayanımlı malzemeler tipik olarak orta kalınlığa yakın nötr bir katman konumu sergiler.
İş sertleşme oranı: Daha yüksek iş sertleştirme oranlarına sahip malzemeler, bükme sırasında nötr katman konumunda bir kayma gösterebilir.
Anizotropi: Malzeme özelliklerinin yöne bağımlılığı, nötr katmanın farklı yönlerdeki konumunu etkileyebilir.
Nötr tabakanın konumunun bir temsili olan K-faktörü, sonuç olarak aynı malzeme özelliklerinden etkilenir. Genellikle 0 ile 1 arasında bir ondalık olarak ifade edilir; burada 0,5, tabakanın orta kalınlığındaki nötr tabakayı gösterir.
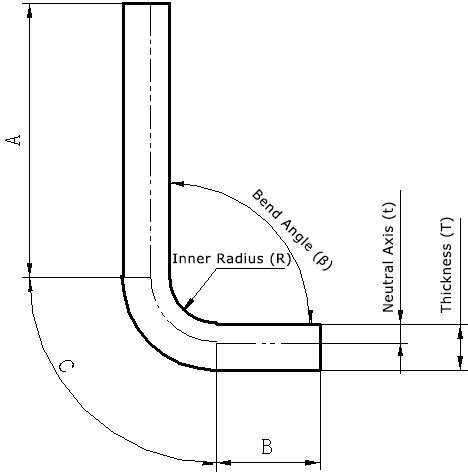
Nötr katman kavramından türetilen temel bir ilke, bükülmüş bir sac metal parçanın açılmış (düz desen) uzunluğunun nötr katmanın uzunluğuna eşit olmasıdır. Bu matematiksel olarak şu şekilde ifade edilebilir:
Katlanmamış uzunluk = düz uzunluk A + düz uzunluk B + yay uzunluğu C
Nerede?
A ve B parçanın düz kesitleridir
C, bükülme bölgesindeki nötr tabaka uzunluğunu temsil eder
Bu ilişki, doğru K faktörü belirleme ve bükülme payı hesaplamalarına dayanan hassas düz desen boyutlandırması için çok önemlidir. Bükülme payı ise şunlardan etkilenir:
Malzeme kalınlığı
Bükülme yarıçapı
Bükülme açısı
Malzeme özellikleri (özellikle elastikiyet ve plastisite)
Bu karşılıklı ilişkilerin anlaşılması mühendislerin şunları yapmasını sağlar:
Malzeme kullanımını optimize edin
Büküm hassasiyetini artırın
Geri yaylanma etkilerini en aza indirin
Genel parça kalitesini ve tutarlılığını artırın
Pratikte, teorik hesaplamalar bir başlangıç noktası sağlarken, belirli malzeme-takım kombinasyonları için K-faktörlerinin ampirik olarak test edilmesi ve ayarlanması genellikle üretim ortamlarında en doğru sonuçları verir.
Çizimlerle K-Faktörünü Anlamak
Aşağıdaki resimler K-faktörü kavramının ayrıntılı bir görsel açıklamasını sunmaktadır:
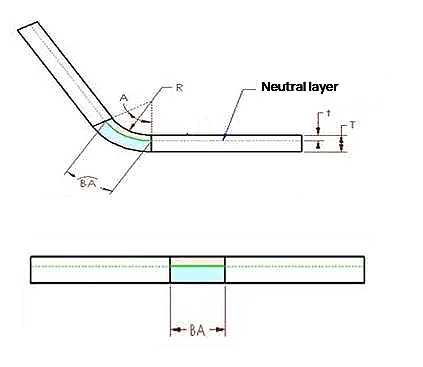
Bir sac metal parçanın enine kesitinde nötr bir katman veya eksen bulunur. Bükme bölgesindeki bu nötr katmandaki malzeme ne sıkıştırma ne de gerilmeye maruz kalır, bu da bükme sırasında deforme olmayan tek alan olmasını sağlar. Diyagramda, nötr katman pembe (sıkıştırma) ve mavi (germe) bölgelerin kesişimi ile temsil edilmektedir.
Nötr tabaka deforme olmadan kalırsa, bükülme bölgesi içindeki nötr tabakanın yay uzunluğunun sac metal parçanın hem bükülmüş hem de düzleştirilmiş durumlarında eşit olması gerektiği önemli bir görüştür. Bu ilke, K-faktörü kullanılarak bükülme paylarının ve düz desen boyutlarının hesaplanmasının temelini oluşturur.
K-Faktörü Kullanılarak Bükülme Payının Hesaplanması
Bu nedenle, bükme payı (BA) sac metal parçanın bükme alanındaki nötr tabaka yayının uzunluğuna eşit olmalıdır. Bu yay Şekilde yeşil olarak gösterilmiştir.
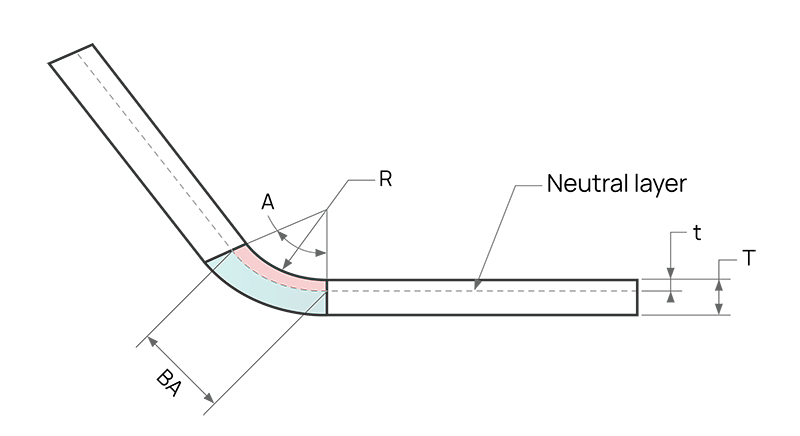
Sac metaldeki nötr tabakanın konumu, spesifik özelliklere bağlıdır malzeme özelliklerisüneklik gibi.
Nötr sac metal tabaka ile yüzey arasındaki mesafenin "t" olduğu varsayıldığında, yani sac metal parçanın yüzeyinden saca kadar olan derinlik metal malzeme kalınlık yönünde t'dir.
Bu nedenle, nötr sac metal katman yayının yarıçapı (R+t) olarak ifade edilebilir.
Bu ifadeyi kullanarak ve bükme açısınötr tabaka arkının (BA) uzunluğu olarak ifade edilebilir:
Sac metaldeki nötr tabakanın tanımını basitleştirmek ve tüm malzeme kalınlıklarına uygulanabilirliğini göz önünde bulundurmak için k-faktörü kavramı tanıtılmıştır. Spesifik olarak, k-faktörü, nötr tabaka pozisyonunun kalınlığının sac metal parçanın toplam kalınlığına oranıdır, yani:
Bu nedenle, K değeri her zaman 0 ile 1 arasındadır. Bir k faktörü 0,25 ise, nötr tabakanın sac metal malzemenin kalınlığının 25%'sinde yer aldığı anlamına gelir ve 0,5 ise, nötr tabakanın tüm kalınlığın yarı noktasında yer aldığı anlamına gelir ve bu böyle devam eder.
Yukarıdaki iki denklemi birleştirerek aşağıdaki denklemi elde edebiliriz:
A, R ve T gibi bazı değerler gerçek geometrik şekil tarafından belirlenir.
K Faktörü Hesaplayıcı
K-faktörü değerini doğru bir şekilde belirlemek için, farklı girdi senaryoları için tasarlanmış iki hassas hesaplayıcı sunuyoruz. Sonuçlar küçük farklılıklar gösterse de, her iki hesaplayıcı da özel metal şekillendirme gereksinimlerinize göre uyarlanmış güvenilir sonuçlar sağlar.
Hesaplayıcı 1: Bilinen Bükülme Payları ve İç Bükülme Yarıçapı
Bu hesap makinesi, bükme payı ve iç bükme yarıçapının kesin ölçümlerine sahip olduğunuz durumlar için optimize edilmiştir. Doğru sac bükme hesaplamaları için gerekli olan K-faktörünü ve iç yüzeyden nötr eksene (t) olan kritik mesafeyi hesaplamak için bu parametreleri kullanır.
Girişler:
Malzeme Kalınlığı (T): Sac metal iş parçasının tipik olarak milimetre veya inç cinsinden ölçülen düzgün kalınlığı.
İç Yarıçap (R): Malzemenin iç yüzeyinden ölçülen büküm yarıçapı, genellikle kullanılan takım tarafından belirlenir.
Bükülme Açısı (A): Derece cinsinden ölçülen bükümün dahil edilen açısı. Bu açı, malzeme deformasyonunun derecesini belirlemek için çok önemlidir.
Bükme İzni (BA): Bükme sırasında malzemenin gerilmesini ve sıkışmasını hesaba katan, nötr eksendeki bükme boyunca yay uzunluğu.
Çıkışlar:
K-faktörü: Malzeme kalınlığı içindeki nötr eksenin konumunu temsil eden boyutsuz bir değerdir. Doğru bükülme kesintisi hesaplamaları ve malzeme geri yaylanmasını telafi etmek için çok önemlidir.
Nötr Eksen Ofseti (t): Bükümün iç yüzeyinden nötr eksene kadar olan mesafe, burada ne sıkıştırma ne de gerilim meydana gelir. Bu değer, hassas büküm payı ve gelişmiş uzunluk hesaplamaları için gereklidir.
Hesaplayıcı 2: Bilinen İç Bükülme Yarıçapı ve Malzeme Kalınlığı
Yalnızca iç bükülme yarıçapını ve malzeme kalınlığını biliyorsanız, K-faktörünü belirlemek için bu hesaplayıcıyı kullanın.
Girişler:
Malzeme Kalınlığı (T)
İç Yarıçap (R)
Çıkışlar:
K-faktörü
Nötr Eksen Ofseti (t)
Bu hesaplayıcılar, sac metal tasarım projeleriniz için K-faktörünü ve nötr eksen konumunu hızlı bir şekilde belirlemek için uygun bir yol sağlar.
K-Faktörü Hesaplama Formülü ve Örnek
Önceki hesaplamalara dayanarak, K-faktörünü hesaplamak için formülü türetebiliriz:
Nerede?
BA bükülme payıdır
R iç bükülme yarıçapıdır
K, K faktörüdür (t / T)
T malzeme kalınlığıdır
t, iç yüzeyden tarafsız eksene olan mesafedir
A bükülme açısıdır (derece cinsinden)
Örnek hesaplama:
Aşağıdaki bilgileri kullanarak örnek bir hesaplama yapalım:
Sac kalınlığı (T) = 1 mm
Bükülme açısı (A) = 90°
İç bükülme yarıçapı (R) = 1 mm
Bükülme payı (BA) = 2,1 mm
K faktörünü hesaplamak için formül şöyledir:
Adım 1: Verilen değerleri K-faktörü formülünde yerine koyun:
K = (2.1 × 180/(3.14 × 90) - 1)/1
Adım 2: Denklemi sadeleştirin:
K ≈ 0.337
Bu nedenle, verilen parametreler için K-faktörü yaklaşık 0,337'dir.
Bu örnek, belirli bir sac bükme senaryosu için K-faktörünü belirlemek üzere K-faktörü hesaplama formülünün nasıl uygulanacağını göstermektedir.
K Faktörü Tablosu
Aşağıda yaygın metal malzemeler için K-faktörleri verilmiştir.
Yumuşak bakır veya yumuşak pirinç: K=0.35
Yarı sert bakır veya pirinç, yumuşak çelik, alüminyum vb.: K=0,41
Aşağıdaki tabloda, çeşitli malzemeler ve kalınlıklar için belirli bir üretici tarafından elde edilen bükülme payı değerleri verilmektedir. Lütfen bu değerlerin yalnızca referans amaçlı olduğunu ve evrensel olarak uygulanamayabileceğini unutmayın.
Malzeme kalınlığı (T)
SPCC
Al
SUS
Bakır
0.8
1.4
1.4
1.5
–
1.0
1.7
1.65
1.8
–
1.2
1.9
1.8
2.0
–
1.5
2.5
2.4
2.6
–
2.0
3.5
3.2
3.6
37 (R3)
2.5
4.3
3.9
4.4
–
3.0
5.1
4.7
5.4
5.0 (R3)
3.5
6.0
5.4
6.0
4.0
7.0
6.2
7.2
6.9 (R3)
Not: Bakır için bükme payı değerleri, iç bükme yarıçapı R3 olduğunda katsayılardır. Bükme için keskin bir zımba kullanırken, alüminyum alaşımı için bükme payına bakın veya deneme bükme yoluyla değeri belirleyin.
K-Faktörü Neden 0,5'i Aşamaz?
K-faktörünün neden 0,5'i geçemeyeceğini anlamak için sac metal bükmede K-faktörü ve nötr tabaka kavramlarını anlamak çok önemlidir.
Sac Metal Bükme İşlemini Anlama
Sac metal bükme, küçük yarıçaplı bir yay oluşturmak için kontrollü bir deformasyon oluşturmayı içerir. Daha büyük yarıçaplar üreten rulo şekillendirmenin aksine, bükme tipik olarak daha dar eğrilerle sonuçlanır. Kullanılan bükme yöntemi ne olursa olsun (havalı bükme, alttan bükme veya coining), malzeme özellikleri ve takım sınırlamaları nedeniyle mükemmel bir dik açı elde etmek fiziksel olarak imkansızdır. İş parçası yarıçapı alt kalıp yarıçapı ile doğrudan ilişkilidir - daha küçük bir kalıp yarıçapı daha sıkı bir bükme yarıçapı üretir ve bunun tersi de geçerlidir.
Nötr Katman
Sac metal bükme işleminde, malzeme hem bükümün iç kısmında sıkıştırmaya hem de dış kısmında gerilime maruz kalır. Bu deformasyon, malzeme kalınlığı içinde ne sıkıştırmanın ne de gerilimin meydana geldiği teorik bir düzlem yaratır - bu, nötr katman veya nötr eksen olarak bilinir.
Bir levha büküldüğünde, dış yüzey boyutları artarken iç yüzey boyutları azalır. Bu boyutsal değişim, hassas büküm hesaplamalarında kritik bir faktör olan büküm payını ortaya çıkarır. Örneğin, 20 x 20 mm dış boyutlara sahip düz bir işlenmemiş malzemeden 90 derecelik bir açı büküldüğünde, malzeme kalınlığından bağımsız olarak katlanmamış uzunluk her zaman 40 mm'den az olacaktır. Bunun nedeni bükme sırasında dış liflerin uzamasıdır.
Nötr Katmanın Kayması
Gelişmiş araştırmalar ve yüksek hassasiyetli üretim gereksinimleri, nötr katmanın konumunun her zaman malzeme kalınlığının tam merkezinde olmadığını ortaya koymuştur. Aslında, küçük bükülme yarıçapları için (tipik olarak iç bükülme yarıçapı malzeme kalınlığının 2 katından az olduğunda), nötr eksen bükülmenin içine doğru kayar.
Bu kayma, bükümün iç tarafındaki sıkıştırma kuvvetlerinin dış taraftaki çekme kuvvetlerinden daha büyük olması nedeniyle meydana gelir ve asimetrik bir gerilme dağılımına neden olur. Örneğin, sıkı bir bükümde, iç boyut 0,3 mm azalırken, dış boyut her iki tarafta eşit 1 mm'lik değişiklikler yerine 1,7 mm artabilir.
K-Faktörü Tanımlandı
K-faktörü, bükme sırasında malzeme kalınlığı içindeki nötr tabakanın konumunu belirlemek için kullanılan boyutsuz bir katsayıdır. Bükmenin iç yüzeyinden nötr tabakaya olan mesafenin toplam malzeme kalınlığına bölünmesiyle elde edilen oran olarak tanımlanır.
Matematiksel olarak, K-faktörü = d / t, burada: d = iç bükülme yüzeyinden nötr katmana olan mesafe t = toplam malzeme kalınlığı
Maksimum K-Faktörü Değeri
Nötr katmanın konumu malzemenin fiziksel sınırları tarafından kısıtlanır. Teorik maksimumda, nötr tabaka malzeme kalınlığının tam merkezinde yer alabilir. Bu durumda:
d (maksimum) = t / 2 K-faktörü (maksimum) = (t / 2) / t = 0,5
Bu nedenle, sac metal bükülmesinde K faktörü 0,5'i geçemez, çünkü bu nötr tabakanın malzeme kalınlığının merkez çizgisinin ötesine yerleştirildiği anlamına gelir ki bu fiziksel olarak imkansızdır.
Uygulamada, K faktörleri malzeme özelliklerine, büküm yarıçapına ve şekillendirme işlemine bağlı olarak tipik olarak 0,3 ila 0,5 arasında değişir. K faktörünün doğru belirlenmesi, hassas büküm payı hesaplamaları ve sac metal imalatında sıkı boyutsal toleransların elde edilmesi için çok önemlidir.
K Faktörü ve Nötr Tabaka Değişim Yasası
1. İşleme Teknolojisinin Etkisi
Aynı malzeme için bile, gerçek işlemede K faktörü sabit değildir ve işleme teknolojisinden etkilenir. Sac metal bükmenin elastik deformasyon aşamasında, nötr eksen plaka kalınlığının ortasında yer alır. Bununla birlikte, iş parçasının bükülme deformasyonu arttıkça, malzeme esas olarak plastik deformasyona uğrar ve bu da telafi edilemez.
Bu noktada, deformasyon durumu değiştikçe nötr tabaka bükülmenin iç tarafına doğru kayar. Plastik deformasyon ne kadar şiddetli olursa, nötr tabakanın içe doğru kayması da o kadar büyük olur.
Plaka bükülmesi sırasında plastik deformasyonun yoğunluğunu yansıtmak için R/T parametresini kullanabiliriz; burada R iç bükülme yarıçapını ve T plaka kalınlığını temsil eder. Daha küçük bir R/T oranı, daha yüksek bir plaka deformasyon seviyesini ve nötr tabakanın daha fazla içe doğru kaydığını gösterir.
Aşağıdaki tablo, belirli işleme koşulları altında dikdörtgen kesitli plakalar için verileri göstermektedir. R/T arttıkça, nötr tabaka konum faktörü K da artar.
R/T
K
0.1
0.21
0.2
0.22
0.3
0.23
0.4
0.24
0.5
0.25
0.6
0.26
0.7
0.27
0.8
0.3
1
0.31
1.2
0.33
1.5
0.36
2
0.37
2.5
0.4
3
0.42
5
0.46
75
0.5
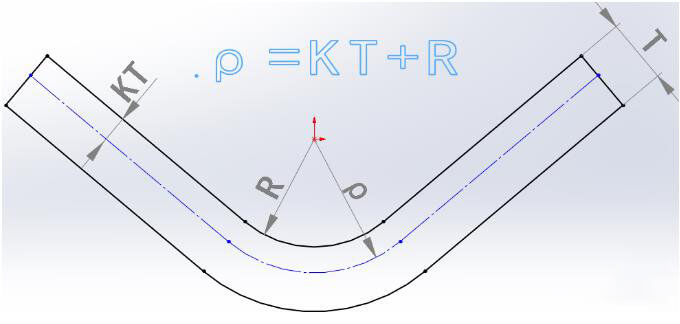
Nötr tabakanın yarıçapı (ρ) aşağıdaki formül kullanılarak hesaplanabilir:
ρ = R + KT
Nerede?
ρ - nötr katmanın yarıçapı
R - büküm iç yarıçapı
K - nötr katman konum faktörü
T - malzeme kalınlığı
Nötr tabaka yarıçapı belirlendikten sonra, gelişmiş uzunluğu geometriye dayalı olarak hesaplanabilir ve ardından tabakanın gelişmiş uzunluğu türetilebilir.
2. Malzeme Özelliklerinin Etkisi
Genel olarak, aynı bükme koşulları altında, daha yumuşak sac metal malzemeler daha düşük K değerlerine ve nötr tabakanın daha büyük içe doğru ofsetlerine sahiptir Makine El Kitabı, aşağıda gösterildiği gibi 90 derecelik bükme için geçerli üç standart bükme tablosu sağlar:
Bu tablolar, malzeme özelliklerinin K-faktörünü ve nötr tabaka konumunu nasıl etkilediğini göstermektedir.
3. Bükülme Açısının K-Faktörü Üzerindeki Etkisi
Daha küçük iç yarıçaplı dirsekler için, dirsek açısı da K-faktöründeki değişimi etkileyebilir. Bükülme açısı arttıkça, nötr tabaka bükülmenin iç tarafına doğru daha büyük bir kayma yaşar. Büküm açısı ve nötr tabaka kayması arasındaki bu ilişki özellikle dar yarıçaplı bükümler için önemlidir ve belirli bir sac metal parça için uygun K faktörü belirlenirken dikkate alınmalıdır.
K-Faktörü Kalibrasyonu Neden Gereklidir?
Sac bükme işlemlerinde, hassas ve tutarlı sonuçlar elde etmek için K-faktörünün kalibre edilmesi çok önemlidir. Bu kalibrasyon işlemi, metal şekillendirmenin doğasında bulunan çeşitli faktörler nedeniyle gereklidir:
Malzeme Değişkenliği: Farklı sac metal malzemeler (örn. çelik, alüminyum, bakır), bükme sırasında nötr eksen konumunu doğrudan etkileyen farklı derecelerde esneklik ve plastiklik sergiler. Bu tarafsız eksenin konumunu temsil eden K faktörü, bu farklılıkları hesaba katmak için her bir özel malzeme için kalibre edilmelidir.
Kalınlık Hususları: Sac kalınlığı bükülme davranışını önemli ölçüde etkiler. Kalınlık arttıkça, nötr eksenin göreceli konumu kayar ve K faktörü ayarlamaları gerekir. Kalibrasyon, çeşitli malzeme ölçülerinde doğru bükme hesaplamalarını sağlar.
Takımlama Etkileri: Bükme takımlarının tipi ve durumu (örn. kalıp genişliği, zımba yarıçapı) malzemenin deformasyon özelliklerini etkiler. K-faktörü kalibrasyonu bu takım değişkenlerini hesaba katarak belirli ekipman kurulumları için bükme tahminlerini optimize eder.
Proses Parametreleri: Bükme kuvvetleri, hızları ve teknikleri operasyonlar arasında değişiklik gösterebilir ve nihai bükme geometrisini etkileyebilir. K-faktörünün kalibre edilmesi, sürece özgü bu faktörlerin telafi edilmesine yardımcı olarak genel doğruluğu artırır.
CAD Yazılım Sınırlamaları: SolidWorks ve benzeri CAD platformlarında, 90 derece olmayan bükümler için büküm kesintisi değerleri genellikle manuel giriş gerektirir, bu da zaman alıcı ve hataya açık olabilir. Kalibre edilmiş bir K-faktörü kullanmak bu süreci kolaylaştırarak karmaşık sac metal parçaların daha verimli ve doğru bir şekilde modellenmesini sağlar.
Hassas Üretim: Modern sac metal imalatı daha dar toleranslar gerektirdiğinden, hassas K faktörü kalibrasyonu giderek daha önemli hale gelmektedir. Tasarlanan parçanın üretilen bileşenle yakından eşleşmesini sağlayarak montaj sorunlarını ve yeniden çalışmayı azaltır.
Malzeme geri yaylanması: Farklı malzemeler büküldükten sonra farklı derecelerde geri yaylanma sergiler. Uygun şekilde kalibre edilmiş bir K faktörü, bu elastik geri kazanımı hesaba katarak nihai bükme açısının ve genel parça boyutlarının daha doğru tahmin edilmesini sağlar.
Maliyet Verimliliği: Doğru K-faktörü kalibrasyonu malzeme israfını en aza indirir ve deneme-yanılma prototipleme ihtiyacını azaltarak daha uygun maliyetli üretim süreçleri sağlar.
Üreticiler, K faktörü kalibrasyonuna zaman ayırarak sac metal bükme hesaplamalarının doğruluğunu önemli ölçüde artırabilir, ürün kalitesini yükseltebilir ve tasarımdan üretime iş akışlarını optimize edebilir. Bu kalibrasyon süreci başlangıçta biraz çaba gerektirse de, sonuçta sac metal üretim sürecindeki hataları ve yinelemeleri azaltarak zaman ve kaynak tasarrufu sağlar.
K-Faktörü Kalibrasyon Süreci
SolidWorks'te sac metal tasarımı için K-faktörü kalibrasyon sürecinin kapsamlı bir analizini burada bulabilirsiniz:
Bükülme İndirgemesinin Deneysel Olarak Belirlenmesi: Çeşitli sac kalınlıkları için doğru bükülme kesintisi değerlerini belirlemek üzere pratik deneyler yapın. Bu ampirik yaklaşım, sonraki modellemelerde hassasiyet sağlar.
SolidWorks K-faktörü Kalibrasyonu: a. Kalibrasyon amacıyla iç yarıçapı 0,1 mm olarak ayarlayın. K-faktörü açılımı farklı iç yarıçaplarla değiştiğinden bu standardizasyon çok önemlidir. b. Not: Kalibrasyon sırasında 0,1 mm iç yarıçap ayarını koruyun. Kalibrasyon sonrası gerçek parça modellemesi için, iç yarıçapı açılma için gerektiği şekilde ayarlayın.
Kalibrasyon Prosedürü: a. SolidWorks'te aşağıdaki parametrelerle 10 mm x 10 mm'lik bir sac metal parça oluşturun:
Malzeme kalınlığı: 1,5 mm
Bükülme açısı: 90 derece
İç yarıçap: 0,1 mm
Bükülme kesintisi: 2,5 mm (deneysel olarak belirlenmiştir) b. Ortaya çıkan katlanmamış uzunluk 17,5 mm olmalıdır (10 mm + 10 mm - 2,5 mm bükülme kesintisi).
K-faktörü Dönüşümü: a. Tahmini bir K faktörü ile başlatın (örneğin, 0,3). b. Katlanmamış uzunluk tam olarak 17,5 mm ile eşleşene kadar K faktörünü yinelemeli olarak ayarlayın. c. Bu örnekte, 0,23'lük bir K faktörü istenen katlanmamış uzunluğa ulaşır.
Kapsamlı Kalibrasyon: a. Bu kalibrasyon işlemini üretim süreçlerinizle ilgili bir dizi sac kalınlığı için tekrarlayın. b. Kalibre edilmiş K-faktörü değerlerini, belirli malzeme kalınlıkları ve özellikleriyle ilişkilendirerek bir referans tablosunda belgeleyin.
İleri Düzey Değerlendirmeler:
Malzeme Özellikleri: Malzeme türünün (örn. çelik, alüminyum, bakır) K-faktörü değerleri üzerindeki etkisini göz önünde bulundurun.
Tane Yönü: Anizotropik malzemeler için, K-faktörlerini hem taneli hem de taneler arası bükülme için kalibre edin.
Sıcaklık Etkileri: Aşırı sıcaklıkları içeren uygulamalar için, K faktörlerini farklı sıcaklık aralıklarında kalibre etmeyi düşünün.
Validasyon ve Kalite Kontrol:
Kalibre edilen K-faktörlerini fiziksel prototipleme yoluyla periyodik olarak doğrulayın.
Zaman içindeki değişiklikleri takip etmek için K-faktörü referans tablonuz için bir sürüm kontrol sistemi uygulayın.
Bu kalibrasyon sürecini titizlikle takip ederek SolidWorks'te doğru sac metal modelleme sağlar, hassas düz kalıp geliştirme ve optimize edilmiş üretim süreçleri elde edersiniz.
Malzeme Özelliklerine Dayalı Optimum K-Faktörü Değerlerinin Belirlenmesi
Farklı malzeme özelliklerine göre sac metal bükme için en uygun K faktörü değerini belirlemek için, K faktörünün rolünü ve önemini anlamak çok önemlidir. K faktörü, sac metalin çeşitli geometrik parametreler altında nasıl büküldüğünü ve açıldığını tanımlayan bağımsız bir değerdir. Ayrıca farklı malzeme kalınlıkları, bükülme yarıçapları ve bükülme açıları için bükülme telafisini hesaplamak için de kullanılır. Uygun K faktörünün seçilmesi, sac metal parçaların doğru şekilde açılmasını ve bükülmesini sağlamak için çok önemlidir.
Malzeme özelliklerine dayalı olarak optimum K faktörü değerini belirleme süreci aşağıdaki adımlarla özetlenebilir:
Malzeme Özelliklerini Anlama:
Kullanılan malzemenin kalınlık, mukavemet ve elastikiyet modülü gibi özelliklerini kavrayabilme.
Bu özellikler, sac metalin bükme sırasındaki davranışını ve gerekli telafiyi doğrudan etkiler.
Standart veya Varsayılan Değerlere Bakın:
Malzemeye bağlı olarak varsayılan K faktörü değeri için sac metal spesifikasyon sayfasına başvurun.
Bu bir başlangıç noktası olarak hizmet eder, ancak her projenin varsayılan değerlerden farklı özel gereksinimleri olabileceğini unutmayın.
Deneysel Ayarlamaları Gerçekleştirin:
Bir başlangıç K faktörü değeri belirleyin (örn. 0,25) ve gerçek sac metal açma ve bükme testleri yapın.
Açılan boyutlar beklentilerden farklıysa, K faktörü ayar adımına geri dönün ve tatmin edici bir hassasiyet elde edene kadar değeri kademeli olarak ayarlayın.
Viraj Kesinti Tablolarını Kullanın:
SolidWorks gibi yazılımlarda, bir bükme kesintisi tablosu kullanarak sac metal parçalar için bükme kesintisi veya bükme payı değerleri belirleyin.
K-faktörü değerini özel K-faktörü veya bükülme payı bölümünde belirtin.
Bu yaklaşım, sac metal bükme işlemi üzerinde daha hassas kontrol sağlar.
Ek Bükme Parametrelerini Dikkate Alın:
K faktörünün yanı sıra, bükülme yarıçapı, bükülme açısı ve parça kalınlığı gibi diğer faktörleri de dikkate alın.
Bu parametreler, sac bükme için en iyi uygulamaları belirlemek üzere birlikte çalışır.
Bu adımları izleyerek ve malzeme özelliklerini, varsayılan değerleri, deneysel ayarlamaları, bükme kesinti tablolarını ve ek bükme parametrelerini dikkate alarak, özel sac bükme uygulamanız için en uygun K faktörü değerini belirleyebilirsiniz.
SSS
S: Yaygın malzemeler için tipik K-faktörü değerleri aralığı nedir?
C: K faktörü, malzeme özelliklerine ve şekillendirme koşullarına bağlı olarak tipik olarak 0,3 ila 0,5 arasında değişir. Tavlanmış bakır ve alüminyum gibi yumuşak, sünek malzemeler için K faktörleri genellikle daha düşüktür, yaklaşık 0,33 ila 0,38 arasındadır. Yumuşak çelik ve pirinç gibi orta mukavemetli malzemeler tipik olarak 0,40 ile 0,45 arasında K faktörlerine sahiptir. Paslanmaz çelik ve yay çeliği gibi yüksek mukavemetli malzemeler, 0,45 ila 0,50 arasında değişen daha yüksek K faktörlerine sahip olma eğilimindedir. Bu değerlerin sac kalınlığı, bükülme yarıçapı ve tane yönelimi gibi faktörlere bağlı olarak değişebileceğini unutmamak önemlidir.
S: Sac metal tasarımım için uygun K faktörünü nasıl seçerim?
C: Uygun K-faktörünün seçilmesi birden fazla faktörün dikkate alınmasını gerektirir:
Malzeme özellikleri: Akma dayanımı, çekme dayanımı ve süneklik dahil olmak üzere seçtiğiniz malzemenin mekanik özelliklerini anlayın.
Sac kalınlığı: Daha kalın malzemeler, büküm boyunca artan gerilme dağılımı nedeniyle genellikle daha yüksek K faktörleri gerektirir.
Bükülme yarıçapı: Daha küçük bükülme yarıçapları tipik olarak daha düşük K-faktörleri ile sonuçlanırken, daha büyük yarıçaplar daha yüksek değerlere yol açar.
Bükülme açısı: Bükülme açısının şiddeti K-faktörünü etkileyebilir, daha şiddetli açılar genellikle ayarlama gerektirir.
Tane yönü: Anizotropik malzemeler için, bükülmenin taneye paralel mi yoksa dik mi olduğunu göz önünde bulundurun.
Şekillendirme süreci: Özel bükme yöntemi (havalı bükme, alttan bükme, coining) optimum K faktörünü etkileyebilir.
Endüstri standartları: Endüstri kuruluşları veya malzeme tedarikçileri tarafından sağlanan malzemeye özel K-faktörü tablolarına başvurun.
Ampirik testler: Kritik uygulamalar için, özel malzeme ve şekillendirme koşulları kombinasyonunuz için en doğru K faktörünü belirlemek üzere bükme testleri yapın.
FEA simülasyonu: Malzeme davranışını tahmin etmek ve K faktörü seçimini iyileştirmek için sonlu eleman analiz yazılımını kullanın.
Deneyim ve geçmiş veriler: K-faktörü seçimlerini bilgilendirmek için geçmiş projelerden ve kuruluşunuzdaki bilgi birikiminden yararlanın.
Nihai parçalarda doğruluk ve kaliteyi sağlamak için tam ölçekli üretimden önce seçtiğiniz K faktörünü her zaman prototipleme veya numune üretimi yoluyla doğrulayın.
Toparlayın
Sonuç olarak, K-faktörü sac metal tasarımı ve imalatında kritik bir kavramdır ve bükme işlemleri sırasında malzeme davranışını doğru bir şekilde tahmin etmek için anahtar bir parametre olarak hizmet eder. Tasarımcılar ve mühendisler, nötr eksen konumu, malzeme özellikleri ve şekillendirme koşulları ile ilişkisini anlayarak hassas düz desenler oluşturabilir ve optimum bükme payları elde edebilirler.
K-faktörü seçimi ve uygulamasının inceliklerine hakim olmak, tutarlı boyutsal doğruluk ve performansa sahip yüksek kaliteli sac metal parçalar üretmek için çok önemlidir. Üretim teknolojileri ve malzemeler gelişmeye devam ettikçe, K-faktörü belirleme ile ilgili en son araştırmalar ve sektördeki en iyi uygulamalar hakkında bilgi sahibi olmak, sac metal imalatında rekabet avantajını korumak için çok önemli olmaya devam edecektir.
Daha Fazla Okuma ve Kaynak
Sac metal bükme ve ilgili kavramlar hakkındaki anlayışınızı derinleştirmek için aşağıdaki kaynakları inceleyin:
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Bir sac metal parçayı deneme yanılma olmadan nasıl doğru bir şekilde bükebilirsiniz? Y faktörü anahtarı elinde tutar. Bu makalede, büküm miktarını hesaplamak için kullanılan çok önemli bir sabit olan Y faktörü açıklanmaktadır...
Çeliğin bükme sırasında neden bazen çatladığını hiç merak ettiniz mi? Bu makalede, çelik bükme teknolojisinin büyüleyici dünyasını keşfediyor, köşe ve orta çatlaklar gibi yaygın kusurların arkasındaki nedenleri ortaya çıkarıyoruz...
Sac metal tasarımcılarının tasarımlarının doğruluğunu nasıl sağladıklarını hiç merak ettiniz mi? Bu blog yazısında, sac metal tasarımının büyüleyici dünyasına dalacağız ve sac metal...
Sac metalde mükemmel bükümler elde etmek için hiç zorlandınız mı? Bu makale.... proses sıralamasından bükülebilirliğin analizine kadar her şeyi kapsayan.... sac metal bükmede ustalaşmak için gerekli ipuçlarını ve püf noktalarını ele alıyor.
Ham maddeleri tek bir adımda hassas endüstriyel bileşenlere dönüştürdüğünüzü hayal edin. Bu, abkant pres kalıp imalatının harikasıdır. Mekanik ekstrüzyondan enjeksiyon kalıplamaya kadar birçok yöntem...
Bir abkant satın aldığınızı ve ihtiyaçlarınızı karşılamadığını fark ettiğinizi düşünün - pahalı bir hata! Bu kılavuz, abkant pres satın alırken göz önünde bulundurulması gereken kritik ilkeleri ve faktörleri açıklamaktadır. itibaren...
Neden bazı metaller mükemmel bükülürken diğerlerinin çatladığını veya eğrildiğini hiç merak ettiniz mi? Bu makale, sac metal bükmenin büyüleyici dünyasına dalıyor ve bükme işlemini gerçekleştiren önemli faktörleri...
Bükme için sacın nasıl hassas bir şekilde açılacağını hiç merak ettiniz mi? K-faktörünü anlamak çok önemlidir. Bu makale, mühendislere ve teknisyenlere pratik bir kılavuz sağlayarak hesaplama sürecini açıklamaktadır...
Farklı malzemelerin sac metal bükmeyi nasıl etkilediğini hiç merak ettiniz mi? Bu aydınlatıcı makalede, deneyimli bir makine mühendisi, malzeme türlerinin, kalınlıklarının ve malzemelerin bükme üzerindeki etkisine ilişkin uzmanlığını paylaşıyor.