Metal parçaların çeşitli şekillerde nasıl büküldüğünü hiç merak ettiniz mi? Bu büyüleyici makalede, metal damgalamada bükme sanatı ve bilimini inceleyeceğiz. Uzman makine mühendisimiz, hassas bükülmüş bileşenlerin oluşturulmasında yer alan temel kavramlar, zorluklar ve teknikler konusunda size rehberlik edecek. Her gün etrafımızı saran kavisli metal parçaların arkasındaki gizli dünyayı keşfetmeye hazır olun!
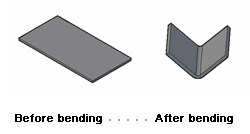
Bükme, istenen açısal şekli oluşturmak için bir iş parçasının kontrollü deformasyonunu içeren temel bir metal şekillendirme işlemidir. Bu işlem tipik olarak bir abkant pres veya benzer bir makinede özel takımlar kullanılarak gerçekleştirilir. İşlem, malzemeye lokalize stres uygulayarak kesit profilini korurken doğrusal bir eksen boyunca plastik olarak deforme olmasına neden olur.
Bükmenin kilit yönleri şunlardır:
Aletler: Belirli büküm açıları ve yarıçapları elde etmek için hassas mühendislik ürünü zımba ve kalıp setleri kullanılır.
Malzeme özellikleri: İş parçasının kalınlığı, akma dayanımı ve tane yönelimi, bükme işlemini ve nihai ürün kalitesini önemli ölçüde etkiler.
Geri yaylanma telafisi: Bükme işleminden sonra malzemenin elastik geri kazanımı, takım tasarımında ve proses parametrelerinde hesaba katılır.
Bükme payı: İstenen büküm geometrisini elde etmek için düz modelde gereken malzeme miktarı dikkatlice hesaplanır.
Kuvvet kontrolü: Çatlama veya aşırı bükme gibi kusurları önlemek için bükme kuvvetinin doğru uygulanması çok önemlidir.
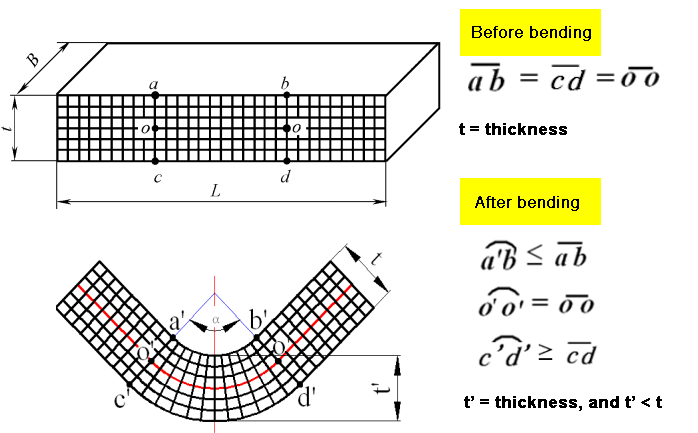
Eğilme deformasyon bölgesinin deformasyon özellikleri:
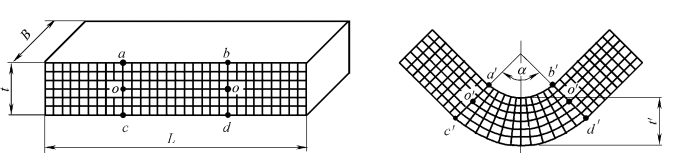
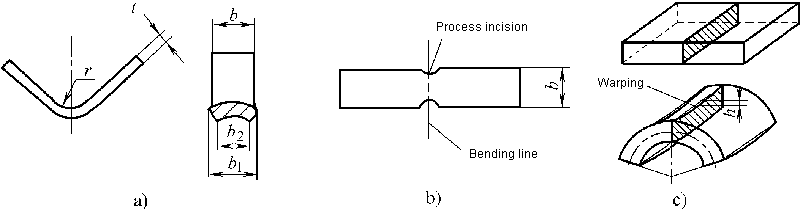
İş parçası düz kenarlar ve yuvarlatılmış köşeler olmak üzere iki kısma ayrılır. Deformasyon esas olarak yuvarlatılmış köşelerde meydana gelir. Yuvarlatılmış köşeler, bükme deformasyonunun ana deformasyon alanıdır.
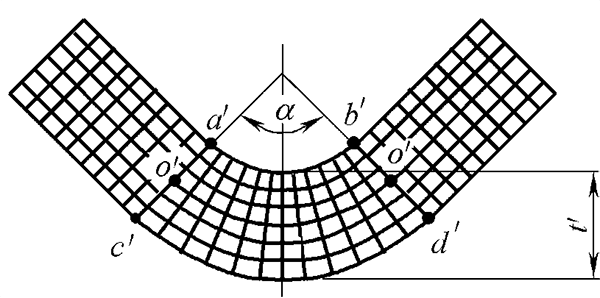
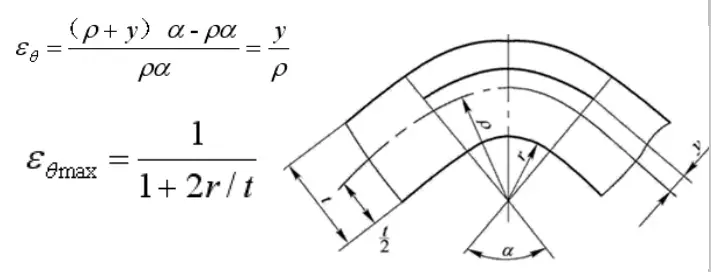
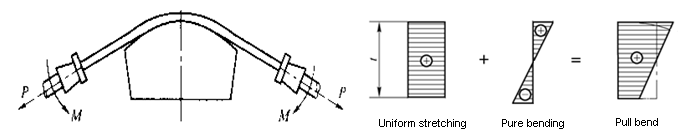
Deformasyon bölgesi eşit şekilde deforme olmaz: dış bölge teğetsel yönde gerilir; iç bölge teğetsel yönde sıkıştırılır ve deformasyondan önce ve sonra uzunluğu değişmeyen bir metal katman olan gerinim nötr bir katman ortaya çıkar.
Deformasyon bölgesinin kalınlığı incelir, η= t '/ t≤1 ve incelme derecesi r'nin büyüklüğü ile ilişkilidir.
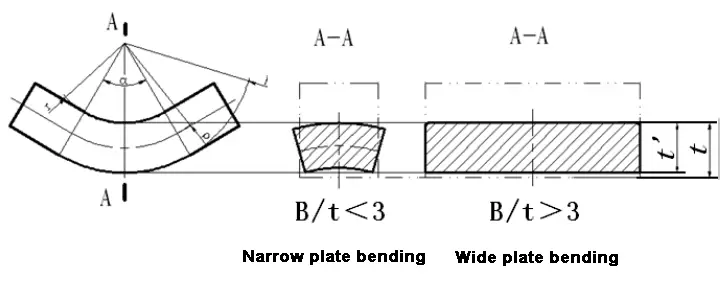
Kesitteki değişiklikler: geniş plaka değişmeden kalır, dar plakanın iç alanı genişler ve dış alanı daralır.
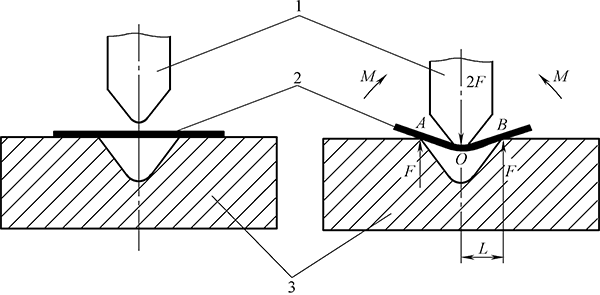
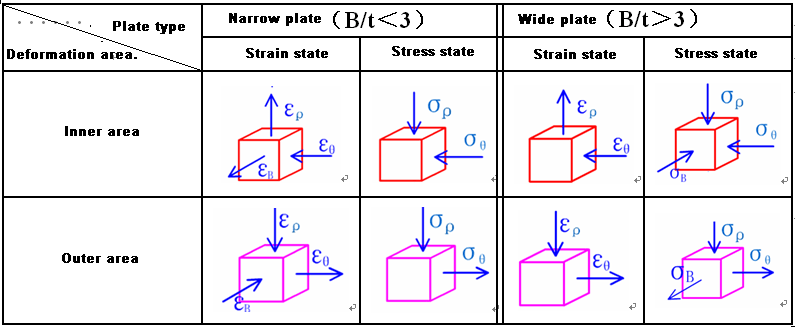
1.3 Eğilme deformasyon bölgesinde gerilme ve şekil değiştirme durumu
Bükme parçalarının kalite analizi ve kontrolü
2.1 Eğilme çatlağı
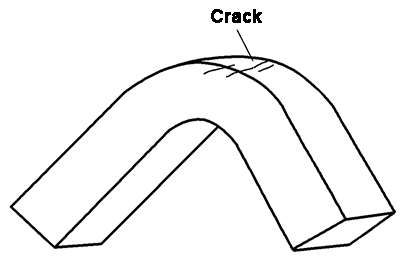
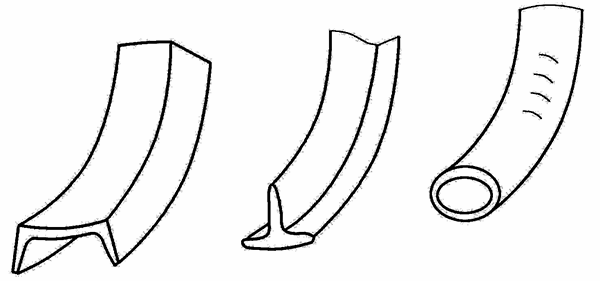
Eğilme çatlağı, eğilme deformasyon bölgesinde malzemenin dış katmanında çatlakların meydana geldiği bir olgudur.
r / t - Eğilme deformasyonunun derecesini temsil eder.
r/t ne kadar küçükse, bükülme deformasyonunun derecesi o kadar büyüktür, minimum bir bağıl bükülme yarıçapı rmin /t.
Minimum bağıl eğilme yarıçapı ve bunu etkileyen faktörler
Minimum bağıl bükülme yarıçapı, levha büküldüğünde ve neredeyse çatladığında en dıştaki elyafın bükülme yarıçapının levha kalınlığına oranını ifade eder.
3) Levhanın yüzey ve yan kalitesi: yüzey ve yan kalite iyi, rmin/t küçüktür
4) Tabakanın kalınlığı incedir: rmin/t küçüktür
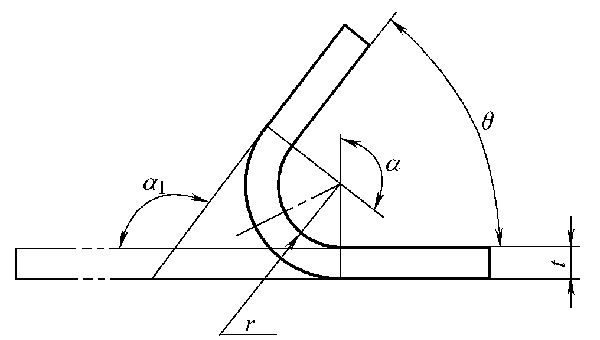
Bükme işleminin çeşitli parametrelerinin tanımı:
(1) Eğilme deformasyon alanının iç köşe yarıçapı r, eğilme yarıçapı olarak adlandırılır.
(2) Bükülme yarıçapının sac kalınlığına oranı r/t bağıl bükülme yarıçapı olarak adlandırılır.
(3) Levhanın en dış lifinin bükme sırasında yırtılmaya yakın olduğu bükme yarıçapına minimum bükme yarıçapı rmin.
(4) Minimum bükülme yarıçapının sac kalınlığına oranı minimum bağıl bükülme yarıçapı r olarak adlandırılır.min/t.
(5) İş parçasının büküldüğü açıya, yani bükme işleminden sonra iş parçasının düz açısının α1 tamamlayıcı açısına bükme açısı.
(6) Bükülmüş parçalar arasındaki düz açının diyagonal açısı α, bükülme merkezi açısı olarak adlandırılır.
(7) Bükme işleminden sonra ürünün düz tarafının θ açısına bükülen kısmın açısı denir.
Bükülmeyi kontrol etmek için önlemler
(1) Bükme için iyi plastisiteye sahip bir malzeme seçin ve bir tavlama Bükme işleminden önce soğuk işle sertleştirilmiş malzeme üzerinde işlem.
(2) r/t'nin r'den büyük olduğu bükülmemin/t kullanılır.
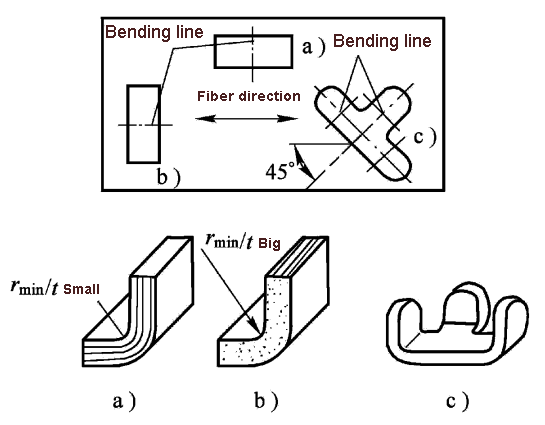
(3) Düzenleme yaparken, bükme hattını tabakanın elyaf yapısı yönüne dik hale getirin.
(4) Çapak tarafını bükme zımbasının tarafına yönlendirin veya bükmeden önce çapağı çıkarın. Kavisli işlenmemiş parçanın dışında çizik, çatlak ve diğer kusurlardan kaçının.
2.2 Ribaund
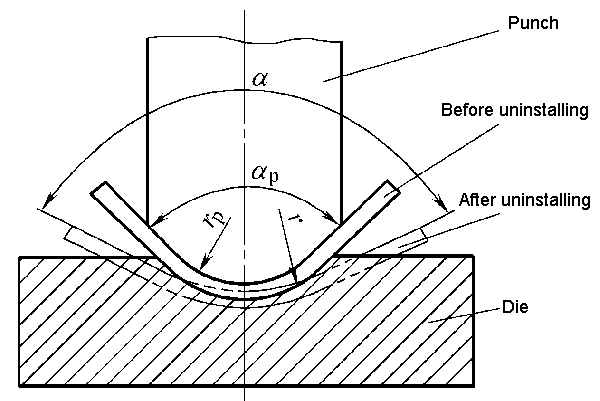
Bükme geri tepmesi, bükülen parçanın kalıptan çıkarıldığında şeklinin ve boyutunun kalıpla uyumsuz hale gelmesi olgusunu ifade eder ve geri tepme veya bükme geri tepmesi olarak adlandırılır. springback.
Geri tepmenin nedeni, plastik bükme sırasındaki toplam deformasyonun iki bölümden oluşmasıdır: plastik deformasyon ve elastik deformasyon. Harici yük kaldırıldığında, plastik deformasyon kalır ve elastik deformasyon tamamen kaybolur.
Geri tepme formu
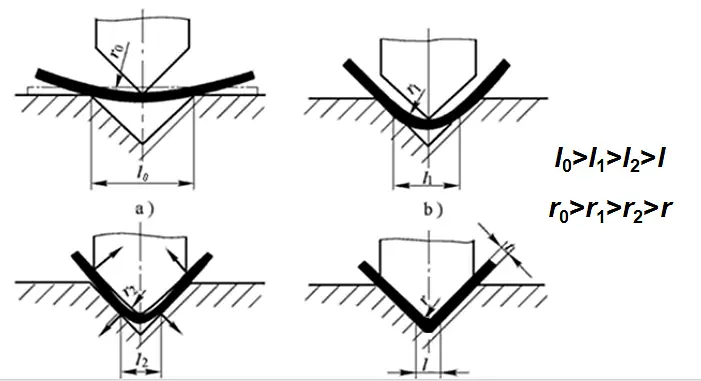
(1) Bükülme yarıçapı yükleme sırasında rp'den boşaltma sırasında r'ye değişir
(2) Bükme parçasının açısının değişimi, değişim miktarı:
Δα=α-αP
Δα> 0 olduğunda, pozitif geri tepme olarak adlandırılır
Δα<0 olduğunda, negatif geri tepme olarak adlandırılır
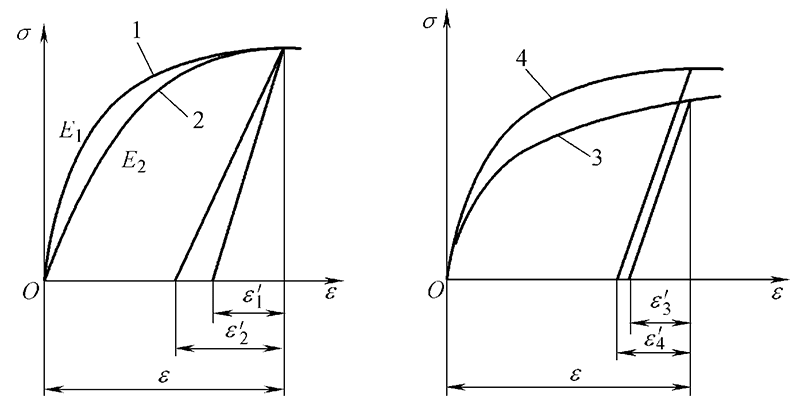
Geri tepmeyi etkileyen faktörler
1) Malzemenin mekanik özellikleri: Akma sınırı ne kadar büyük ve sertleşme indeksi ne kadar yüksekse, geri yaylanma o kadar büyük olur; elastik modül ne kadar büyükse, geri yaylanma o kadar küçük olur.
2) Bağıl bükülme yarıçapı ne kadar büyükse, geri tepme de o kadar büyük olur.
3) Bükme merkezi açısı ne kadar büyük olursa, deformasyon bölgesinin uzunluğu o kadar uzun olur ve springback birikim değeri, dolayısıyla geri yaylanma artacaktır.
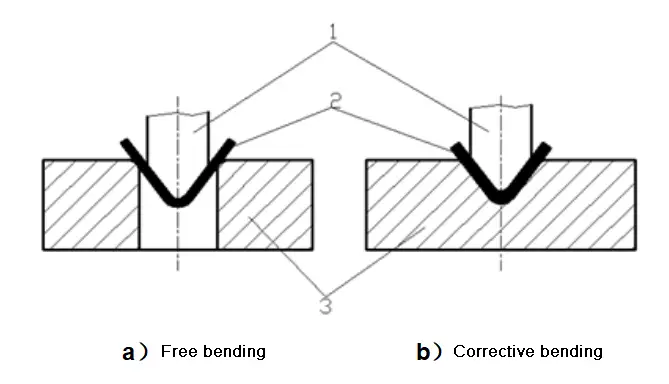
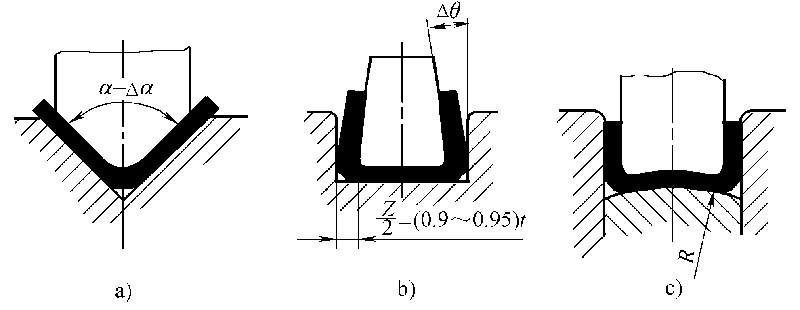
4) Bükme yöntemi: Düzeltmeli bükmenin geri yaylanması, serbest bükmeye kıyasla büyük ölçüde azalır.
5) İş parçası şekli: Şekil ne kadar karmaşıksa, bir bükülme açısı o kadar fazla, geri yaylanma o kadar küçük olur.
6) Kalıp yapısı: Alt kalıbın geri yaylanması küçüktür.
Geri tepmeyi azaltmaya yönelik önlemler
(1) Bükülmüş parçaların tasarımının iyileştirilmesi ve uygun malzemelerin seçilmesi
1) Çok büyük r/t seçmekten kaçının.
2) Küçük akma sınırına, küçük sertleşme indeksine ve bükülme için büyük elastik modüle sahip bir levha kullanmaya çalışın.
(2) Deformasyon bölgesinin gerilme-şekil değiştirme durumunu değiştirmek için uygun bükme işlemini benimseyin.
1) Serbest bükme yerine düzeltici bükme kullanın.
2) Bükme işleminin kullanılması
3) Soğuk iş sertleştirmesi için malzeme önce akma noktası σs'yi düşürmek için tavlanmalıdır. Büyük geri tepmeli malzemeler için gerekirse ısıyla bükme kullanılabilir.
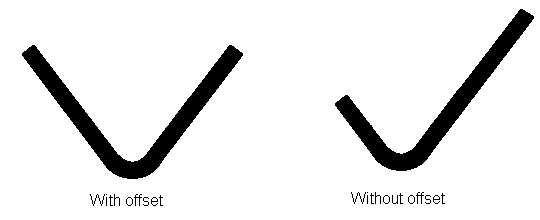
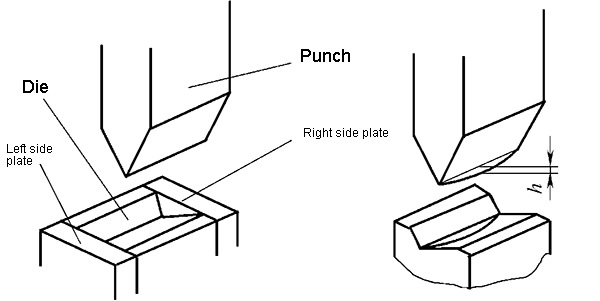
Ofset, bükme işlemi sırasında boş levhanın kalıp içinde hareket etmesi olgusunu ifade eder.
Ofsetin bir sonucu olarak, bükülmüş parçanın iki düz kenarının uzunluğu çizimin gerekliliklerini karşılamaz, bu nedenle ofset ortadan kaldırılmalıdır.
Ofset için nedenler
(1) Bükülmüş parçanın boşluğunun şekli solda ve sağda asimetriktir.
(2) İşlenmemiş parçanın konumlandırılması dengesizdir ve presleme etkisi ideal değildir.
(3) Kalıp yapısı sağda ve solda asimetriktir.
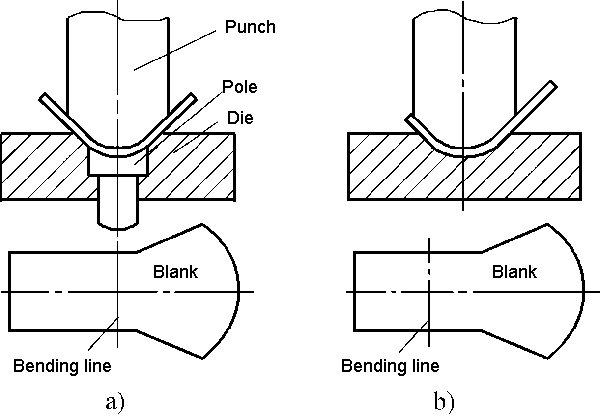
Ofset kontrolü için önlemler
1) Güvenilir bir konumlandırma ve presleme yöntemi seçin ve uygun bir kalıp yapısı kullanın
2) Küçük asimetrik bükme parçaları için, eşleştirilmiş bükme ve ardından kesme işlemi benimsenmelidir
2.4 Sac kesitlerinde deformasyon ve çarpılma
2.5 Deformasyon bölgesi incelir ve bükülen parçanın uzunluğu artar
Bu, boşluğun boyutunu doğru bir şekilde belirlemeyi zorlaştırır.
Bükme kalıbının tasarım aşaması, önce bükme kalıbının tasarlanması ve ardından körleme kalıbı.
Bükme işlemi hesaplaması
3.1 Bükme parçasının boş boyutunun hesaplanması
Gerinim nötr tabakanın konumu
Gerilme-nötr katman, bükme deformasyonundan önce ve sonra sabit bir uzunluğa sahip bir metal katman veya bükme deformasyon bölgesinde sıfır teğetsel gerilmeye sahip bir metal katman anlamına gelir.
Bükme öncesi ve sonrası eşit hacim: Lbt=π(R2-r2)bα/2π
1) Bükme parçasının bir ucundan başlayarak, birkaç düz ve dairesel parçaya bölün.
2) Tablo 4-3'e göre tarafsız tabaka yer değiştirme katsayısını χ bulunuz.
3) Her bir yay segmentinin nötr tabakasının ρ bükülme yarıçapını (4-3) formülüne göre belirleyin
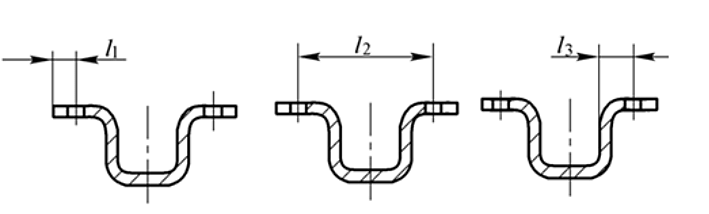
4) Her bir nötr katmanın eğilme yarıçapına ρ1, ρ2 ve karşılık gelen eğilme merkezi açılarına α1, α2 .... göre uzunluğu hesaplayın her bir yay parçasının ll, l2 ... li=πρiαi/180°
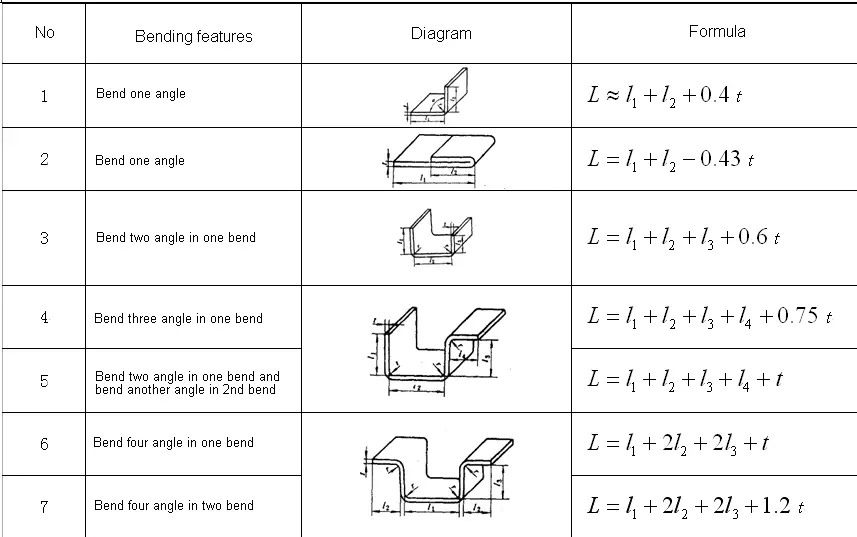
5) Toplam genleşme uzunluğunu hesaplayın L = a + b + c + ... + l1 + l2 + l3 + …
(2) Köşe yarıçapı r <0,5t olan dirsekler-ampirik formül
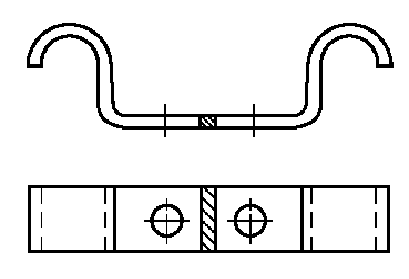
Kavisli bir parçanın katlanmamış uzunluğunu hesaplama örneği
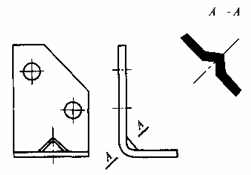
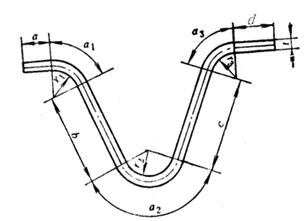
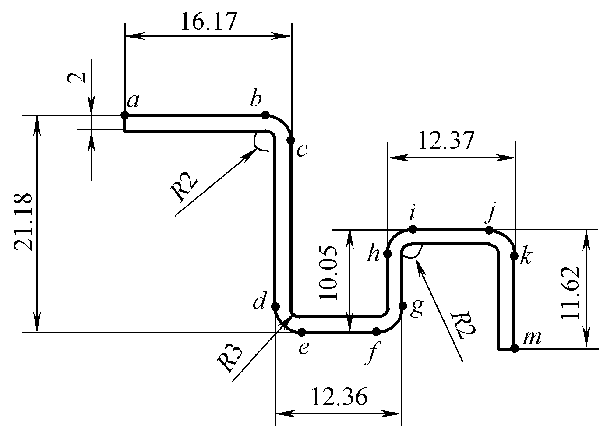
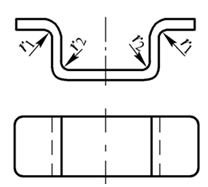
Örnek 4-1 Şekil 4-30'da gösterilen iş parçasını bükün ve katlanmamış uzunluğunu hesaplamaya çalışın.
Çözüm: (1) İş parçası düz doğru parçalarına bölünmüştür lab, lcd, lef, lgh, ljj, lkm ve yay segmentleri lbc, lde, lfg, lMerhaba, ljk A noktasından.
(2) Yay parçasının uzatılmış uzunluğunu hesaplayın.
l yayları içinbc, lMerhaba, ljk: R = 2mm, t = 2mm, o zaman r/t = 2/2 = 1 ve Tablo 4-3'te χ= 0.3 bulunursa, o zaman:
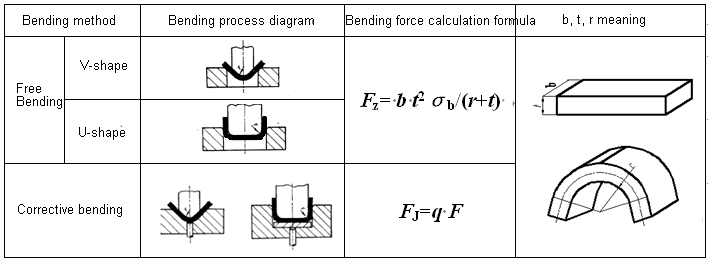
Basma kuvveti veya çıkarma kuvvetinin hesaplanması
Basma kuvveti: FY=CYFZ
Fırlatma kuvveti: FD=CDFZ
Presin nominal basıncının belirlenmesi
Presleme ile serbest bükme için, presin tonaj seçiminde bükme kuvveti ve presleme kuvvetinin dikkate alınması gerekir, yani:
Fbasın≥1.2(Fz+FY)
Bükülmenin düzeltilmesi için, presin tonajını seçerken sadece bükülme kuvvetinin düzeltilmesi dikkate alınabilir, yani:
Fbasın≥1.2FJ
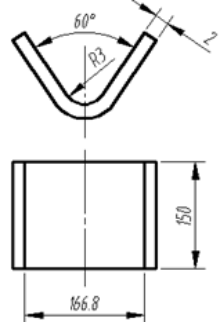
Basın seçim örneği
Örnek 4-2 Şekil 4-32'de gösterilen V şeklindeki parçayı bükün. Bilinen malzeme 20 çeliktir ve çekme dayanımı 400 MPa'dır. Sırasıyla serbest bükmeyi hesaplamaya ve bükme kuvvetini düzeltmeye çalışın. Pres cihazını kullanırken, presin tonajını seçmeye çalışın.
Bükme parçasının üretilebilirliği, bükme parçasının şeklinin, boyutunun, doğruluğunun, malzemelerinin ve teknik gereksinimlerinin bükme işleminin teknolojik gereksinimlerini karşılayıp karşılamadığını, yani bükme parçasının bükme işlemine uyarlanabilirliğini ifade eder - ürün tasarımı açısından bir gereklilik.
Kavisli parçalar için şekil gereksinimleri
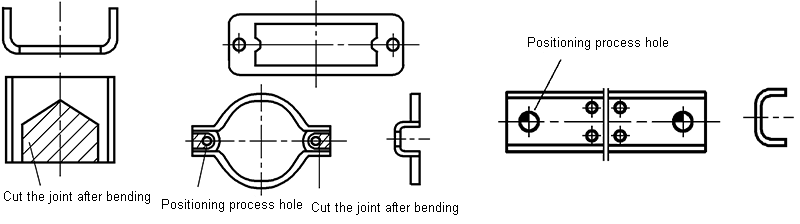
(1) Bükme sırasında yer değiştirmeyi önlemek için, bükme parçasının şeklinin ve boyutunun mümkün olduğunca simetrik olması gerekir.
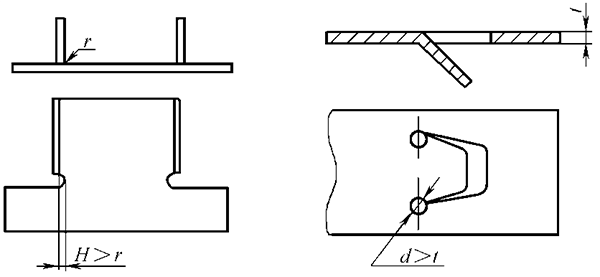
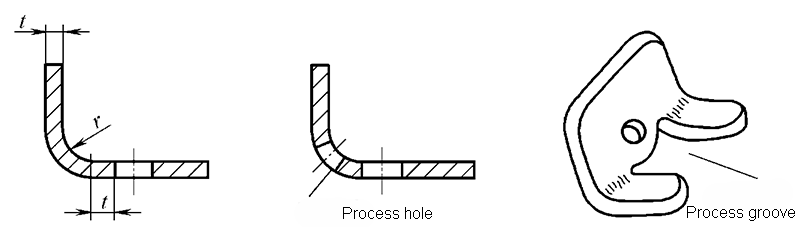
(2) Bir kenar bölümünü yerel olarak bükerken, büküm kökünün yırtılmasını önlemek için, bükülmüş parça ile bükülmemiş parça arasında bir oluk açılmalı veya bükmeden önce işlem deliği açılmalıdır
(3) Bağlantı kayışlarını ve konumlandırma işlemi deliklerini ekleyin.
2. Bükülmüş parçalar için boyutsal gereklilikler
(1) Bükme yarıçapı minimum bükme yarıçapından daha küçük olmamalıdır.
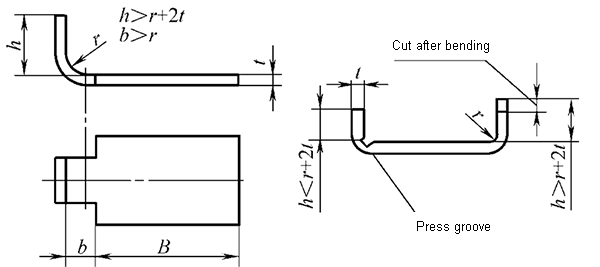
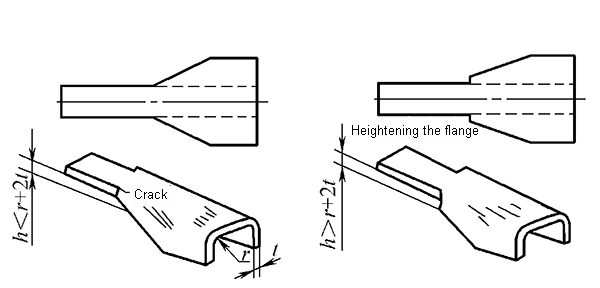
(2) Kavisli parçanın düz kenarının yüksekliği aşağıdakileri karşılamalıdır: h> r + 2t
(3) Bükme parçasının deliğinin kenarı arasındaki mesafe aşağıdaki gereklilikleri karşılamalıdır:
Bükme parçaları için hassasiyet gereksinimleri
Bükülmüş parçaların boyutsal toleransı GB / T13914-2002'ye uygun olmalıdır,
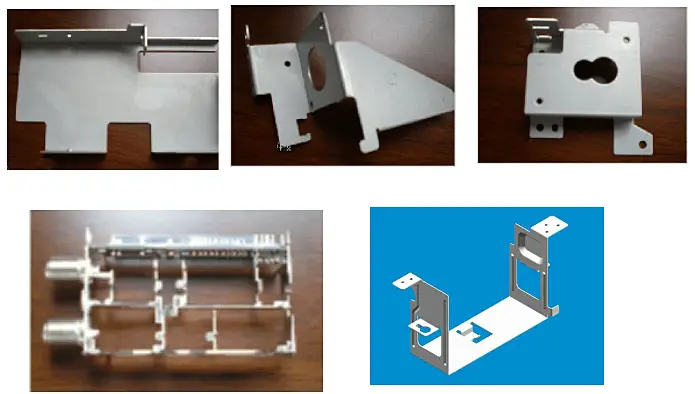
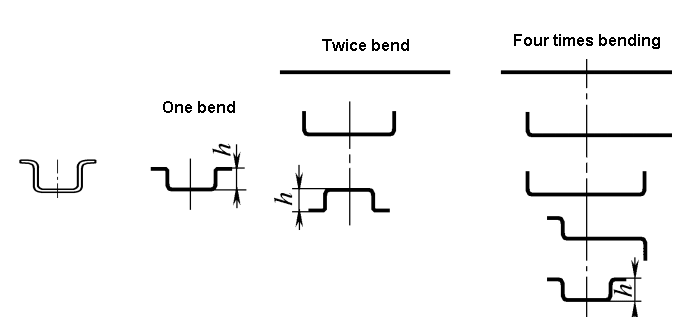
1) Basit kavisli parçalar: tek seferlik bükme. Bükme parçaları ile karmaşık şekiller: İki veya daha fazla bükülme formu.
2) Büyük parti boyutuna ve küçük boyuta sahip bükme parçaları: Mümkün olduğunca aşamalı kalıp veya bileşik kalıp kullanın.
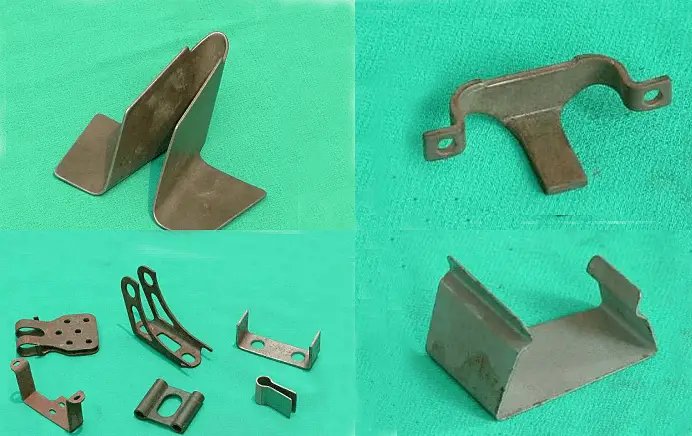
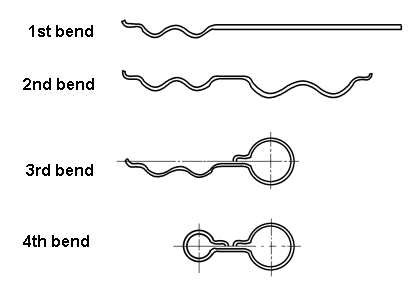
3) Birden fazla bükme gerektiğinde: önce her iki ucu bükün ve ardından orta kısmı bükün. Önceki büküm, sonraki bükümün güvenilir konumlandırmasını dikkate almalıdır.
4) Bükülen parçanın şekli simetrik olmadığında: mümkün olduğunca bükün ve sonra kesin.
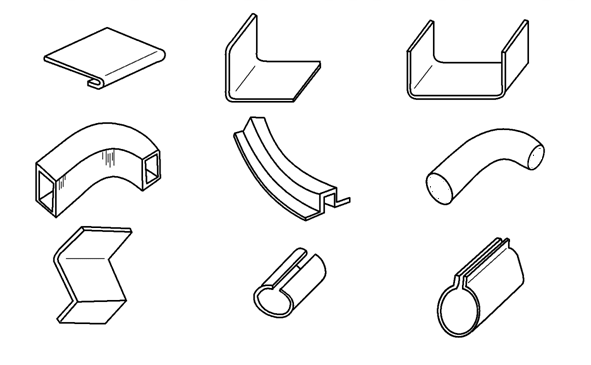
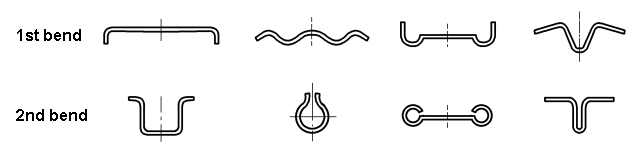
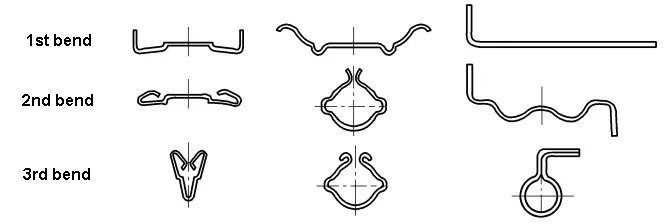
Tipik bükme parçalarının proses düzenlemesi
Bir viraj
İki kez bükülme
Üçlü viraj
Dört kıvrım
Bükme parçalarının esnek düzenlenmesi
İş parçasının şekli
Hassasiyet gereksinimleri
Parti büyüklüğü
Bükme kalıp tasarımı
5.1 Bükme kalıbı tipi ve yapısı
İşlem kombinasyonunun derecesine göre, bükme kalıbı ikiye ayrılabilir:
Tek işlemli bükme kalıbı
Bileşik bükme kalıbı
Progresif bükme kalıbı
İş parçasının şekline göre bükme kalıbı ikiye ayrılabilir:
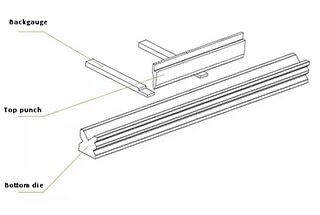
V şekilli bükme kalıbı
L şeklinde bükme kalıbı
U şeklinde bükme kalıbı
Dörtgen bükme kalıbı
Z-şekilli bükme kalıbı
Yuvarlak bükme kalıbı
Menteşe için bükme kalıbı
…
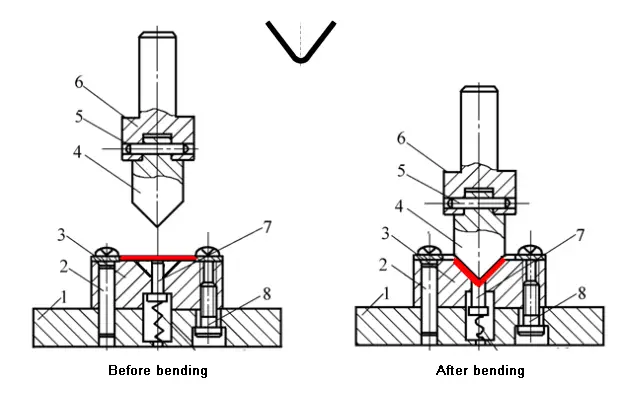
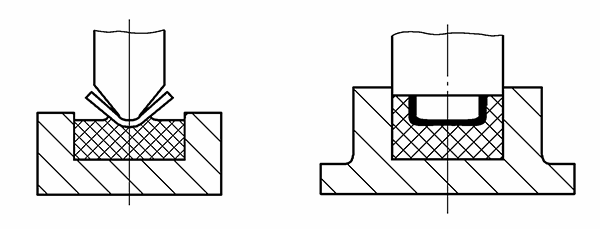
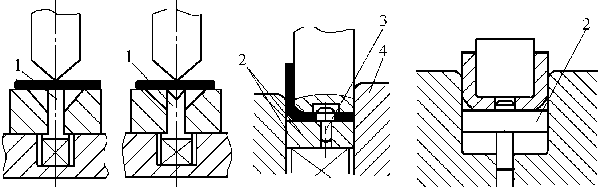
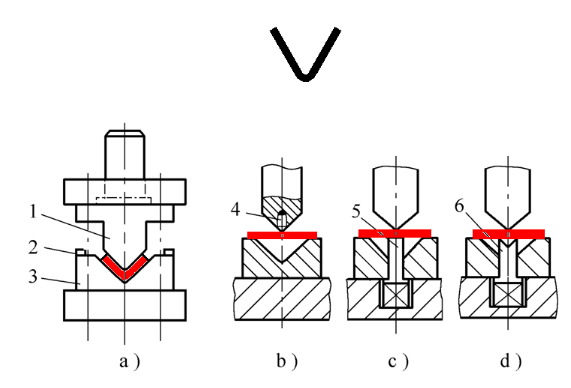
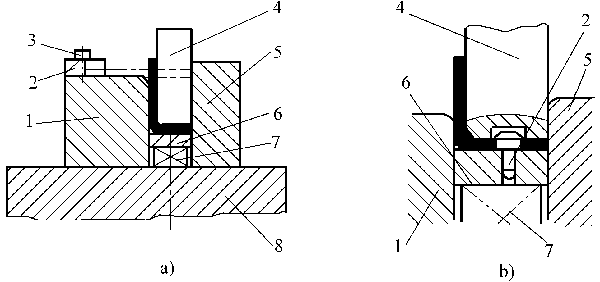
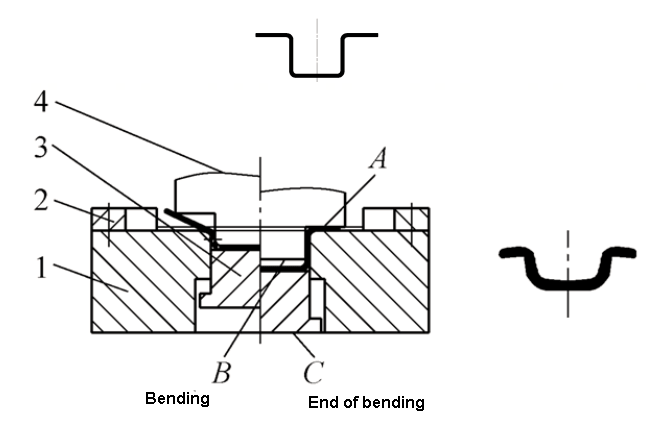
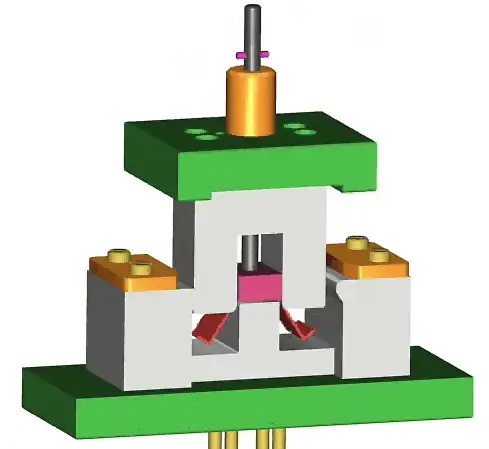
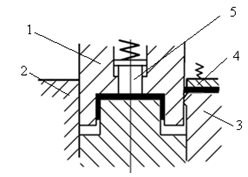
V şekilli bükme kalıbı
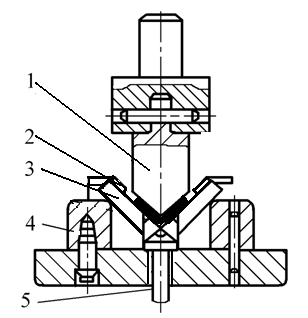
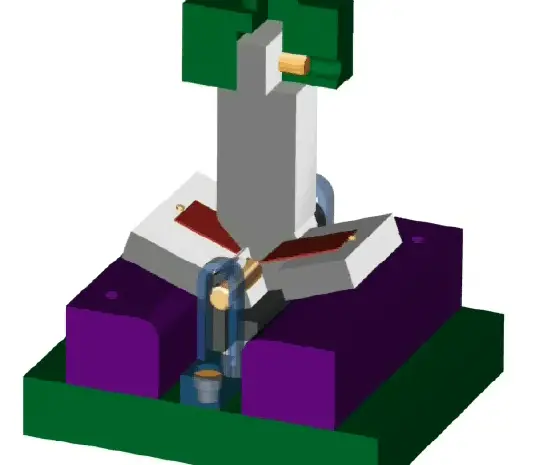
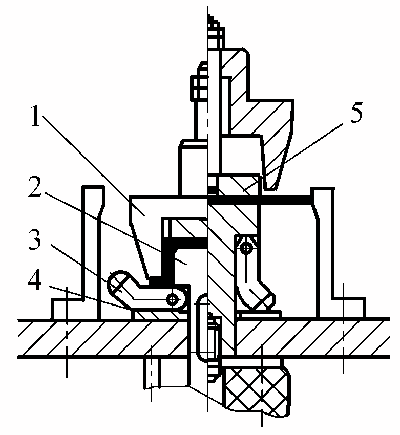
V şekilli hassas bükme kalıbı
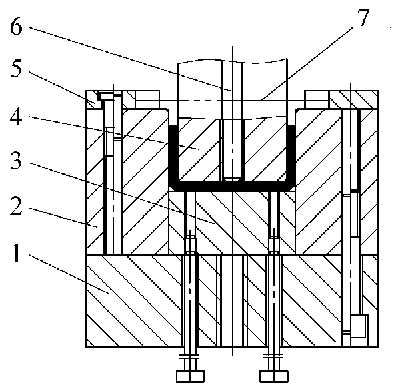
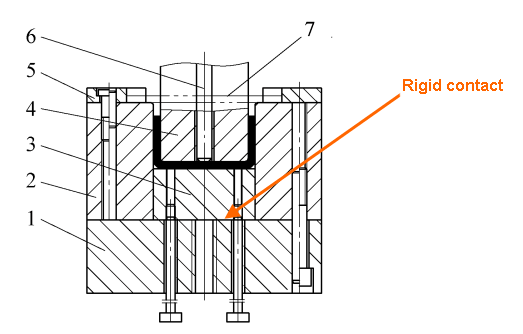
1- Yumruk
2 konumlu plaka
3 hareketli kalıp
4- destek plakası
5- Ejektör
V şekilli hassas bükme kalıbı
L şeklinde bükme kalıbı
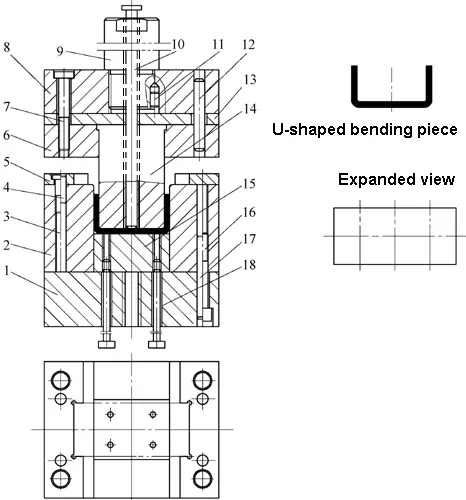
3. U-şekilli bükme kalıbı
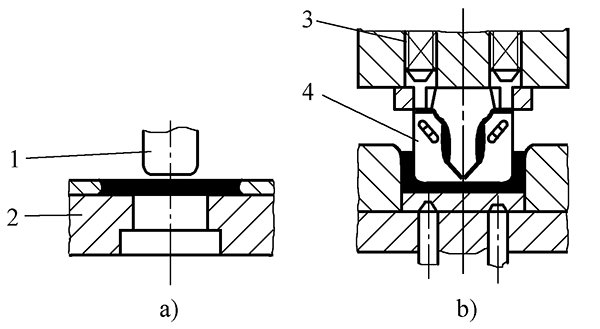
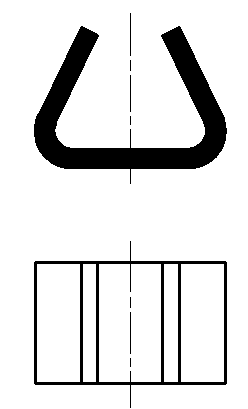
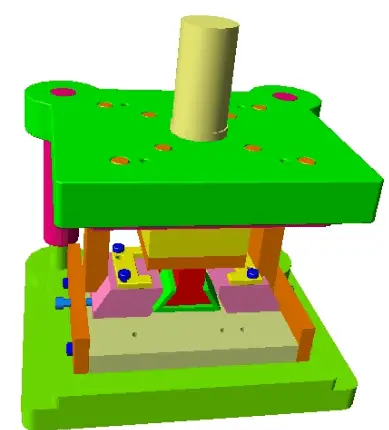
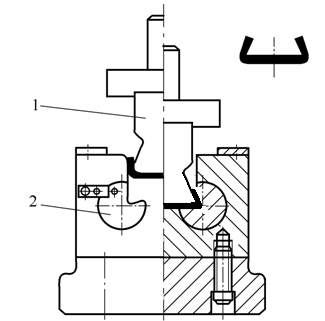
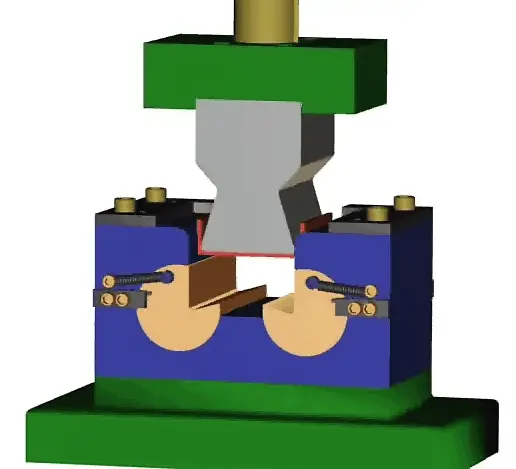
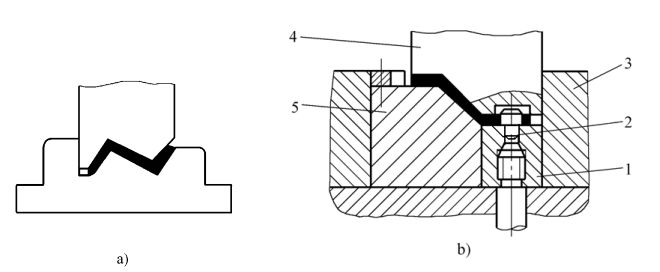
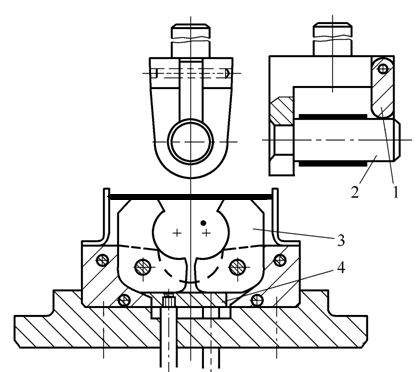
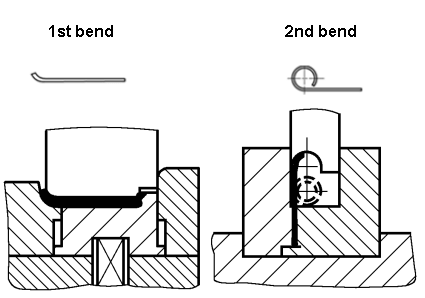
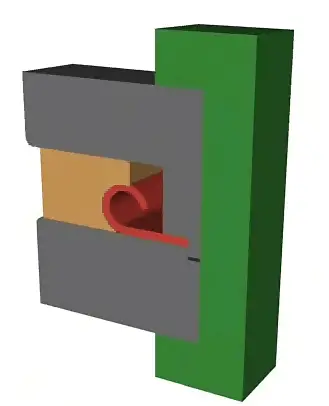
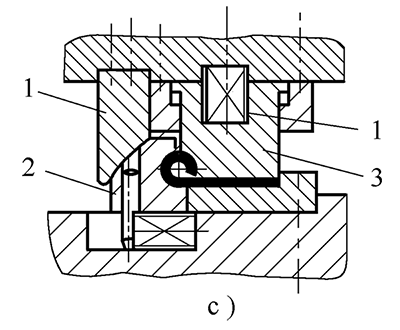
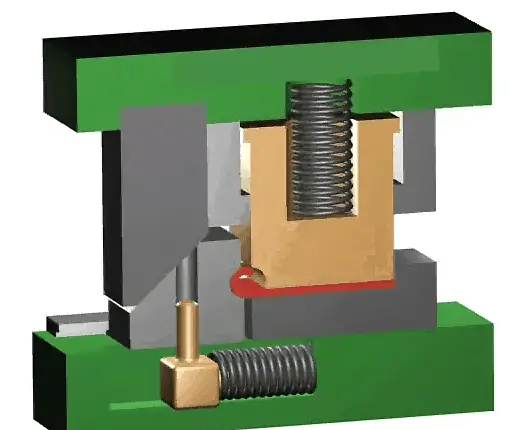
Kapalı açılı parçalar için bükme kalıbı
Kapalı açılı bükme kalıbı-1
Kapalı açılı bükme kalıbı-2
1-Erkek kalıp 2-Dönen dişi kalıp 3-Yay
4.Dört taraflı bükme kalıbı
Tek seferde dörtgen şekillendirme bükme kalıbı
Dörtgen iki kat şekillendirme için bükme kalıbı
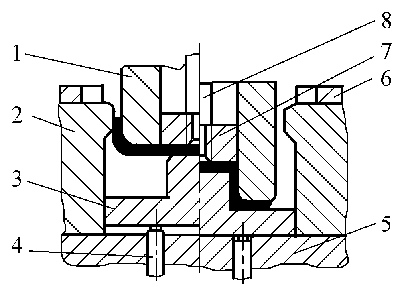
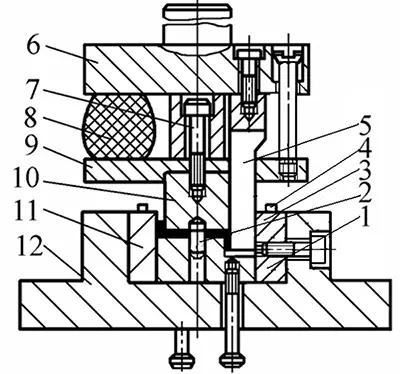
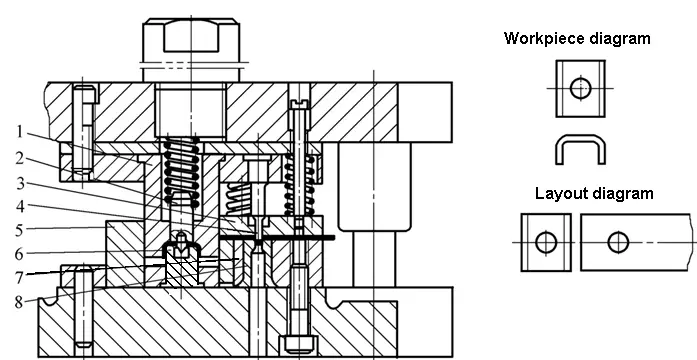
Dörtgen için bileşik bükme kalıbı
1-İçbükey ve dışbükey kalıp
2-Dişi kalıp
3-Hareketli yumruk
4-Ejektör
5-Alt kalıp tabanı
6-Konumlandırma panosu
7-İtme bloğu
8-İtme çubuğu
Dörtgen için bileşik bükme kalıbı
Sarkaçlı dörtgen bükme kalıbı
1-Die
2 hareketli zımba
3-Sarkaç bloğu
4-Destek plakası
5-İtici blok
İçbükey kalıp salıncak dörtgeninin bükme kalıbı
Z-şekilli bükme kalıbı
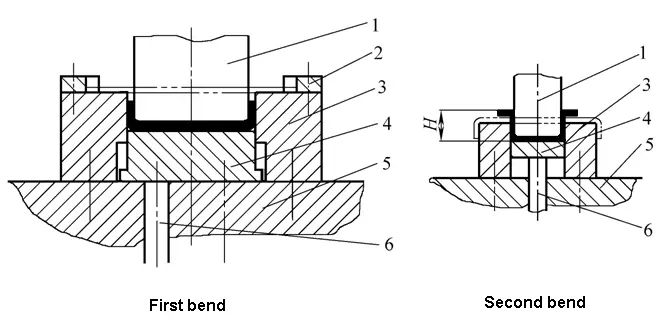
Z-şekilli tek seferlik bükme kalıbı
Z şekilli parçaları iki adımda bükmek için bükme kalıbı
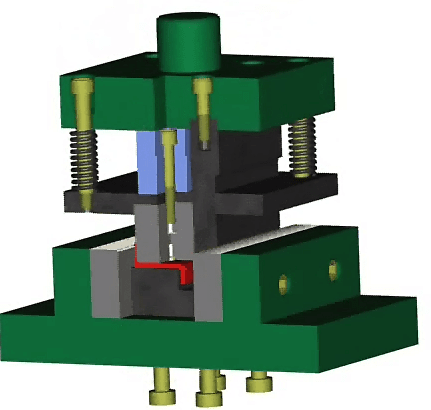
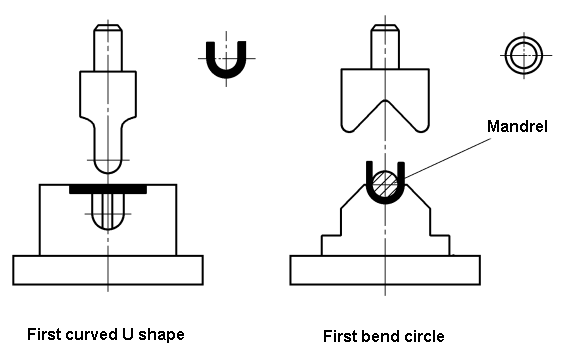
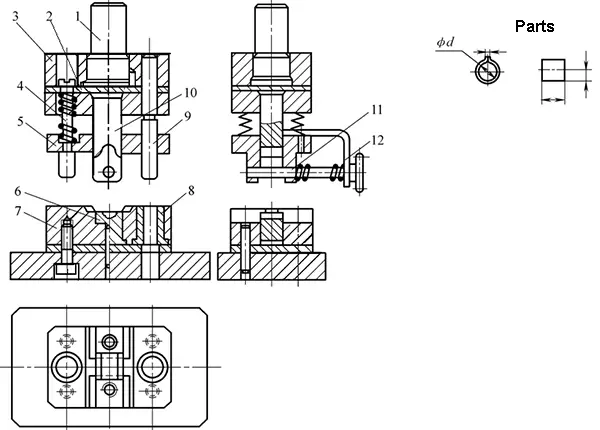
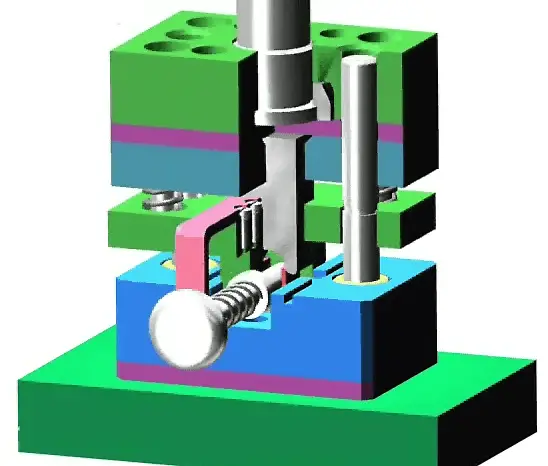
Sallanan kalıp ile büyük yuvarlak parçalar için tek seferlik bükme şekillendirme kalıbı
Büyük daireyi büken iki işlem
Büyük daireyi büken üç adım
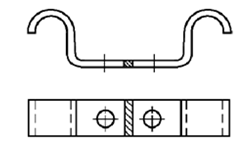
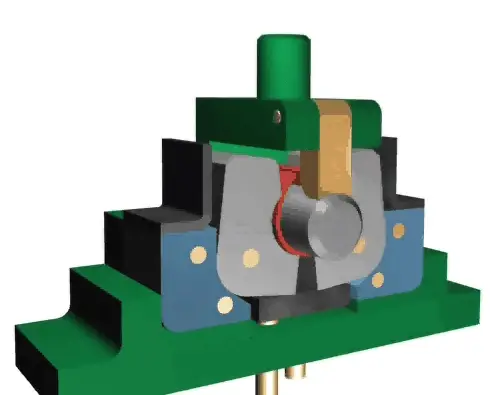
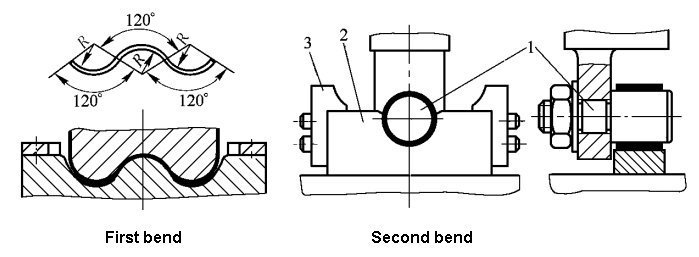
Menteşe için bükme kalıbı
Menteşe parçası iki kez bükme kalıbı
Menteşe parçası tek seferlik bükme kalıbı
Diğer bükme kalıpları
(1) Kompozit kalıbın kesilmesi ve bükülmesi
(2) Aşamalı bükme kalıbı
5.2 Bükme kalıbı parça tasarımı
Çalışan parçaların tasarımı
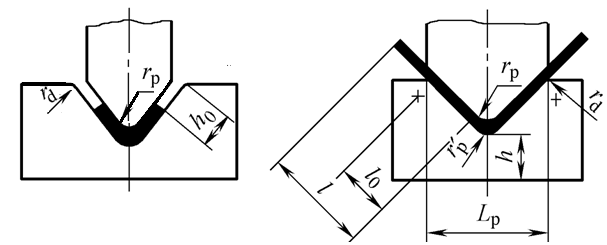
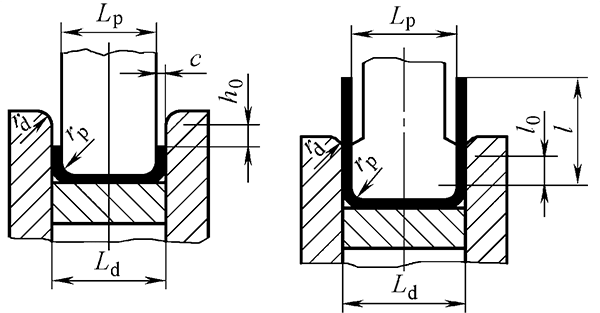
(1) Punch fileto yarıçapı
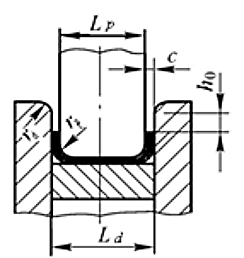
(2) Kalıp fileto yarıçapı
(3) Kalıp derinliği
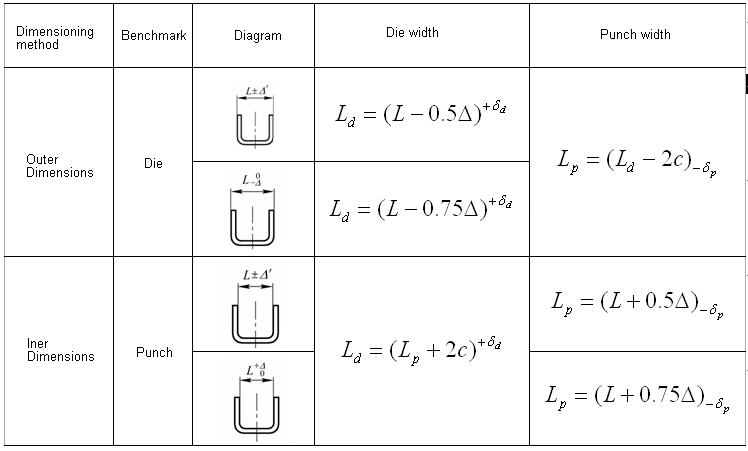
(4) Dışbükey ve içbükey kalıbın boşluğu
(5) U şeklindeki dışbükey ve içbükey kalıbın genişliği
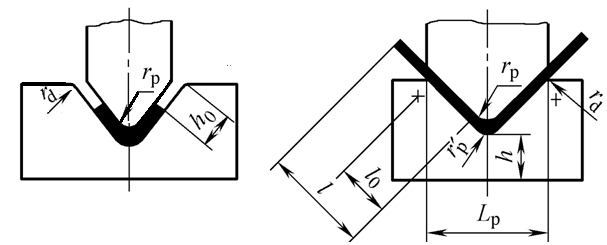
(1) Zımba fileto yarıçapı
1) r≥r olduğundamin, r alp = r, burada rmin malzeme tarafından izin verilen minimum bükülme yarıçapıdır.
2) r <r olduğundamin, r alp> rmin. İş parçasının iç köşe yarıçapı r, iç köşe yarıçapı r olsa bile şekillendirme ile elde edilir.z şekillendirme zımbasının yarıçapı, iş parçasının r iç köşe yarıçapına eşittir.
3) r/t>10 olduğunda, geri yaylanma dikkate alınmalı ve zımbanın iç köşe yarıçapı düzeltilmelidir.
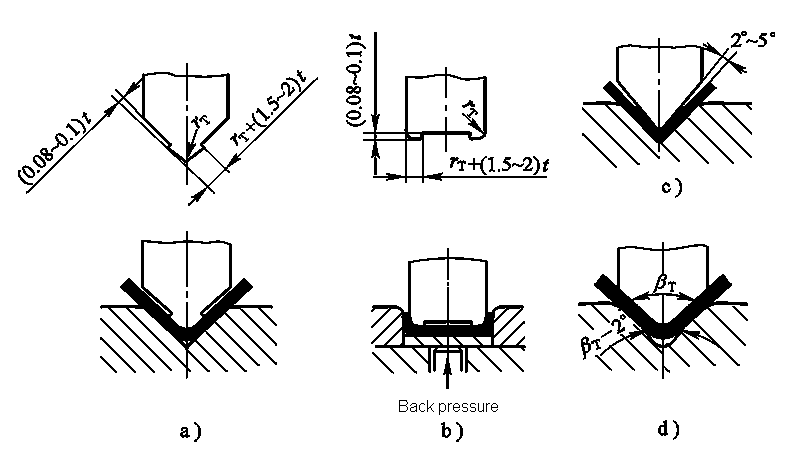
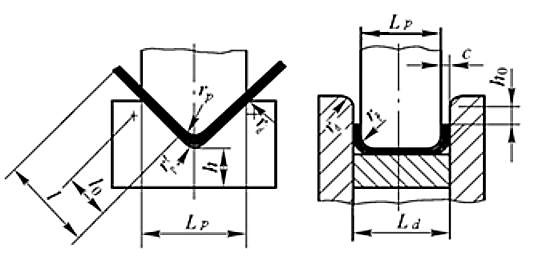
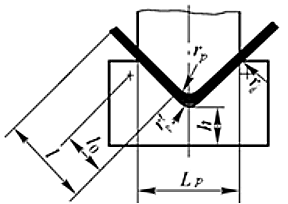
4) V şeklindeki bükme kalıbının alt kısmı oluk veya bir köşe yarıçapı ile açılabilir veya geri çekilebilir: r'p = (0.6-0.8) (rp + t).
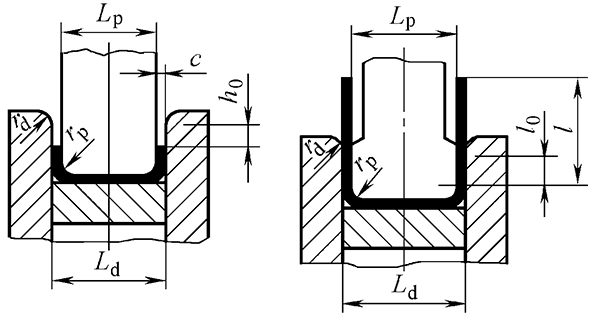
(2) Kalıp fileto yarıçapı
Kalıbın köşe yarıçapının boyutu, bükme işlemi sırasında bükme kuvvetini, bükme kalıbının ömrünü ve bükme parçasının kalitesini etkiler.
Bükme parçasının doğruluğu yüksek olduğunda, boşluk değeri uygun şekilde azaltılmalıdır ve c = t alınabilir.
V şeklindeki bükme parçasının kalıp boşluğunun tasarlanmasına gerek yoktur. Presin kapanma yüksekliği ayarlanarak elde edilebilir.
(5)U şeklinde kavisli dışbükey ve içbükey kalıp genişliği
2. Konumlandırma parçalarının tasarımı
Bükme kalıbına beslenen işlenmemiş parça tek bir işlenmemiş parça olduğundan, bükme kalıbında kullanılan konumlandırma parçaları konumlandırma plakaları veya pimleridir.
3. Presleme, boşaltma ve besleme parçalarının tasarımı
4. Sabit parçaların tasarımı
Dahil olanlar: kalıp kolu, üst kalıp yuvası, alt kalıp yuvası, kılavuz direk, kılavuz manşon, destek plakası, sabitleme plakası, vidalar, pimler, vb. Körleme kalıp tasarımı.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Metal levhaları karmaşık formlara dönüştürmenin ardındaki sanat ve bilimi hiç merak ettiniz mi? Bu büyüleyici blog yazısında, sac şekillendirmenin büyüleyici dünyasının derinliklerine dalıyoruz...
Tek bir iz veya çizik bırakmadan sac büktüğünüzü hayal edin. Bu makalede, sürtünme, malzeme sertliği ve çizik gibi zorlukları ele alarak iz bırakmadan sac bükme için yenilikçi teknikleri keşfediyoruz...
Sac metalde mükemmel bükümler elde etmek için hiç zorlandınız mı? Bu makale.... proses sıralamasından bükülebilirliğin analizine kadar her şeyi kapsayan.... sac metal bükmede ustalaşmak için gerekli ipuçlarını ve püf noktalarını ele alıyor.
Sac metalde hassas bükümleri nasıl elde edersiniz? Bu sürecin arkasındaki kalıpları ve teknikleri anlamak çok önemlidir. Bu makalede, serbest bükümden bükmeye kadar çeşitli büküm yöntemleri...
Bazı lokomotif parçalarının neden doğrudan tasarım çizimlerinden yapılamadığını hiç merak ettiniz mi? Bu makale, sac metal bükmenin büyüleyici dünyasını keşfediyor, yaygın zorlukları ve yenilikçi yöntemleri vurguluyor...
Hassas Z bükümler ve N bükümler düz sac metali karmaşık şekillere nasıl dönüştürür? Bu makalede, sac metalde Z ve N bükme için gerekli teknikler ve önlemler ele alınmaktadır...
Sac metalde mükemmel bükümü ne sağlar? Bu makalede, sac metal bükme projelerinizi gerçekleştirmenizi veya bozmanızı sağlayabilecek beş önemli faktör ele alınmakta ve minimum bükme...
Mükemmel sac metal bükümlerini nasıl elde edeceğinizi hiç merak ettiniz mi? Bu makale, malzeme genleşmesini hesaplamaktan doğru aletleri seçmeye kadar her şeyi keşfederek temel bükme tekniklerine dalmaktadır. Siz...
Sac bükmenin bu kadar karmaşık olabileceğini hiç düşünmüş müydünüz? Sac metal işlemede kritik bir teknik olan kapalı bükme, profesyonel bir ustaya ihtiyaç duymadan hassas, dayanıklı bükümler elde etmek için özel yöntemler kullanır...