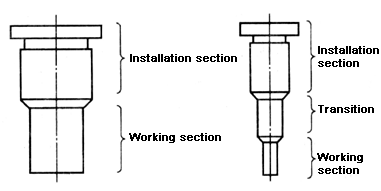
Metal Körleme için Nihai Kılavuz: Bilmeniz Gereken Her Şey
Metal levhalardan kesilen hassas şekillerin arkasındaki süreci hiç merak ettiniz mi? Bu büyüleyici makalede, metal damgalamada çok önemli bir teknik olan körleme dünyasına giriyoruz. Uzman makine mühendisimiz, temel ilkelerden gelişmiş kalite kontrol önlemlerine kadar bu sürecin incelikleri konusunda size rehberlik edecek. Mükemmel metal bileşenler yaratmanın ardındaki bilim ve sanatı keşfetmeye hazır olun!
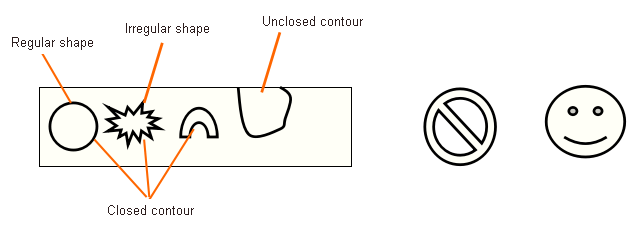
Karartma bir damgalama süreci Bir kalıbın, bir tabakanın bir bölümünü belirli bir kontur şekli boyunca başka bir bölümden ayırmak için kullanıldığı yöntemdir. Daha basit bir ifadeyle körleme, tabakaları birbirinden ayırmak için bir kalıp kullanılmasını içerir.
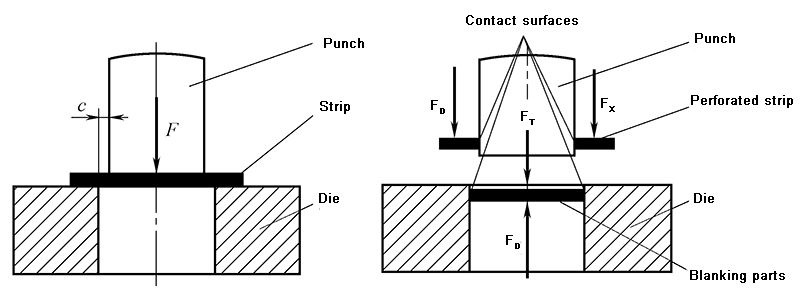
Körleme işleminin sona erdiğini gösteren işaret: zımba sacın içinden kalıba geçer.
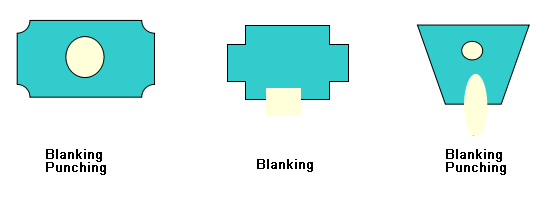
Ana temel körleme işlemi: körleme ve delme
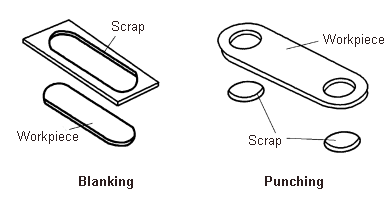
Hem körleme hem de delme, tabakanın bir kısmını kapalı bir kontur boyunca başka bir kısımdan ayırmak için bir kalıp kullanır.
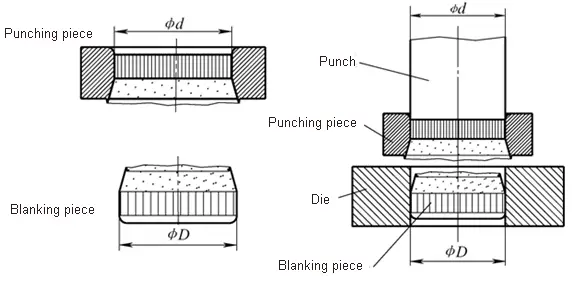
Boşluk bırakmanın amacı, parçayı kapalı kontur içine almaktır
Piercingin amacı kapalı konturun dışında bir parça elde etmektir
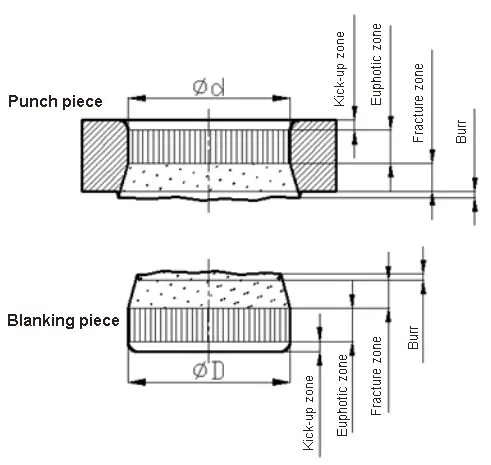
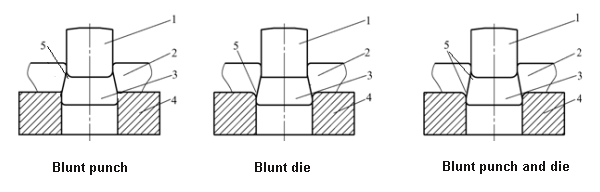
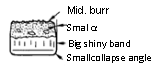
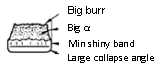
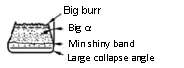
Zımba ve kalıp kenarları aynı anda köreldiğinde, kesme parçalarının üst ve alt uçlarında çapaklar oluşur.
2.2 Körleme boyutu doğruluğu ve etkileyen faktörler
İşlenmemiş parçanın boyutsal doğruluğu, işlenmemiş parçanın gerçek boyutu ile çizimdeki temel boyutlar arasındaki farktır.
Aradaki fark iki sapma içermektedir:
Bunlardan biri, körleme parçasının zımba veya kalıp boyutundan sapmasıdır;
İkincisi, kalıbın kendisinin imalat sapmasıdır.
Etkileyen faktörler:
Kalıp üretim hassasiyeti (kalıp parçası işleme ve montaj)
Malzeme özellikleri
Boşluk bırakma
2.3 Boşluk şekli hatası ve etkileyen faktörler
Körleme parçalarının şekil hatası: çarpılma, bozulma ve deformasyon gibi kusurları ifade eder.
Çarpıklık, boşluklu parçaların düzensizliğini ifade eder.
Deformasyon, işlenmemiş parçanın kenar delinmesi veya delik mesafesinin çok küçük olması nedeniyle ekstrüzyondan kaynaklanır.
2.4 Körleme parçası kalite kontrolü
Kalıbın çalışma parçasının boyutsal sapmasının kontrolü
Kalıp boşluğu kontrolü
Körleme malzemesinin kontrolü
Diğer faktörlerin kontrolü
Körleme işlemi hesaplaması
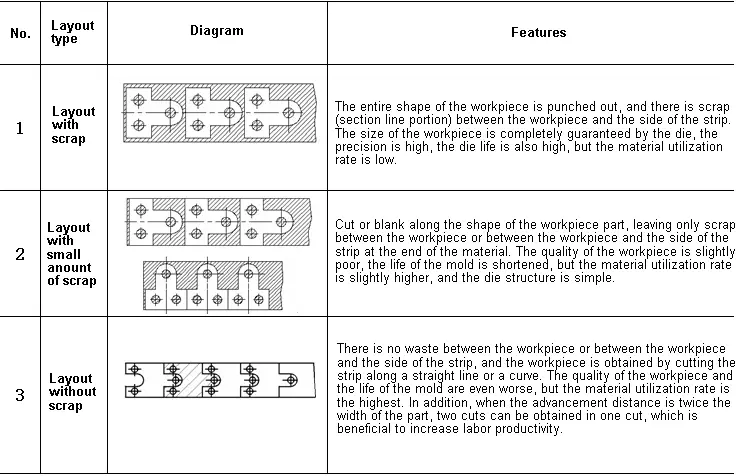
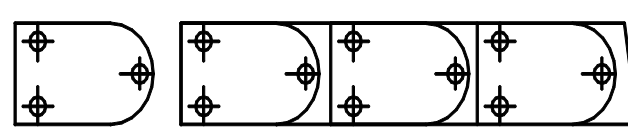
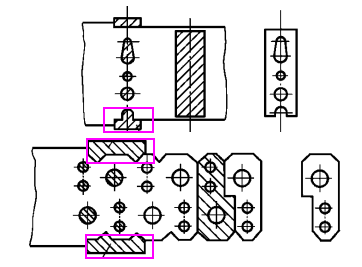
3.1 Yerleşim tasarımı 1. Yerleşim ve malzeme kullanımı
(1) Düzen
Yerleşim, yapraklar veya şeritler üzerindeki boşlukların düzenini ifade eder.
Makul düzen: malzeme kullanımını iyileştirir, maliyetleri düşürür, damgalama kalitesini sağlar ve kalıbın ömrünü uzatır.
(2) Malzeme kullanım oranı
Malzeme kullanımı, parçanın gerçek alanının kullanılan malzemenin alanına oranıdır.
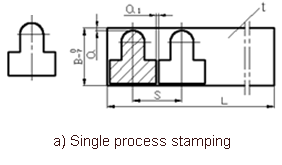
Tek adımda malzeme kullanımı:
Bir yaprak (veya şerit, şerit) üzerindeki toplam malzeme kullanımı:
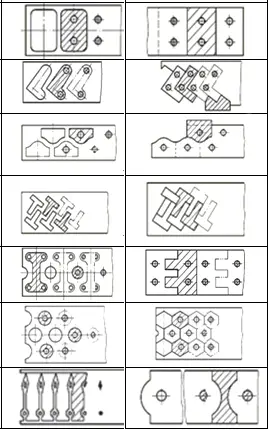
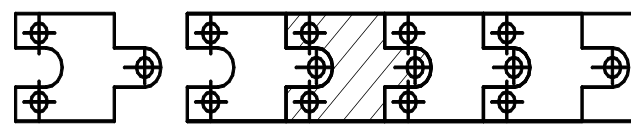
(3) Malzeme kullanımını iyileştirmenin yolları
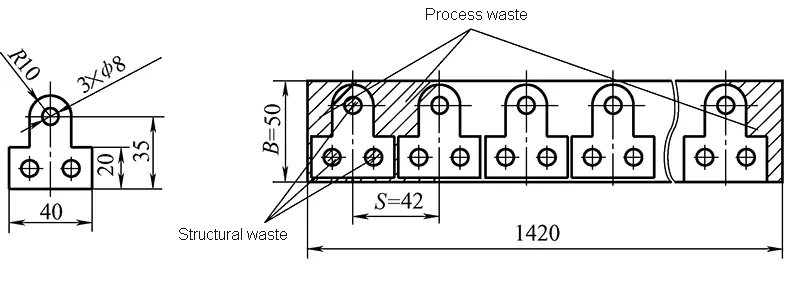
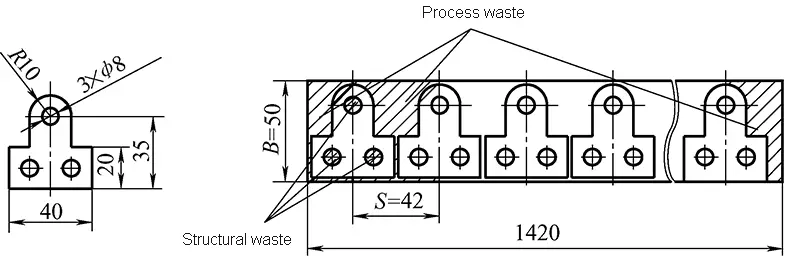
Atık türü:
Yapısal atıklar: delme atıkları gibi iş parçasının yapısal gereksinimleri tarafından üretilir
İşlem atığı: İş parçası ile iş parçası arasında, iş parçası ile şeridin kenarı arasında, konumlandırma deliği, malzeme kafası, kuyruk vb. dahil olmak üzere damgalama işlemini tamamlamak için ayarlanması gereken atıklar.
Süreç atıklarını azaltmaya yönelik önlemler:
İyi tasarlanmış yerleşim planı;
Doğru sac boyutunu ve makul olanı seçin kesme yöntemi (azaltılmış malzeme başı, kuyruğu ve kenarı);
Hurdayı küçük bir parça olarak kullanın.
Yapısal atıkların değerlendirilmesine yönelik önlemler:
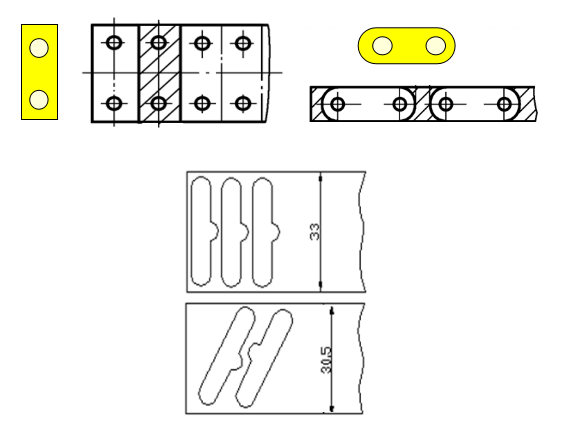
Malzeme ve kalınlık aynı olduğunda, daha küçük boyutlu bir kesme parçası, boyutun izin verdiği ölçüde daha büyük boyutlu hurdadan delinebilir.
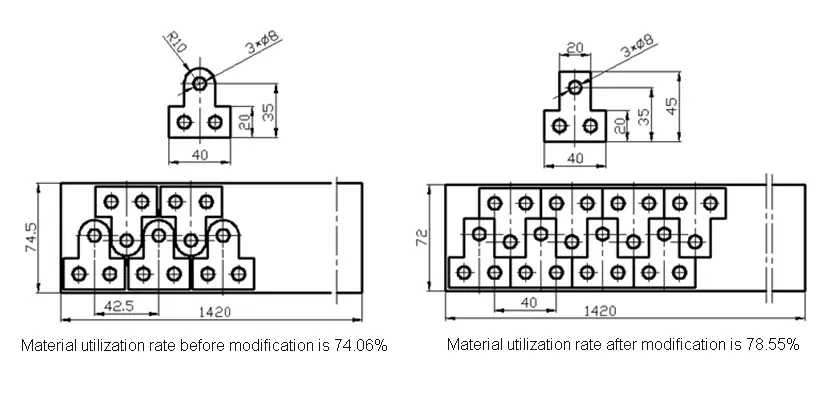
Kullanım koşulları altında, malzeme kullanımını iyileştirmek için parçanın yapısal şekli de değiştirilebilir.
Malzeme kullanımını iyileştirmek için yapının şeklini değiştirin.
Hangi yapı malzeme tasarrufu için daha elverişlidir?
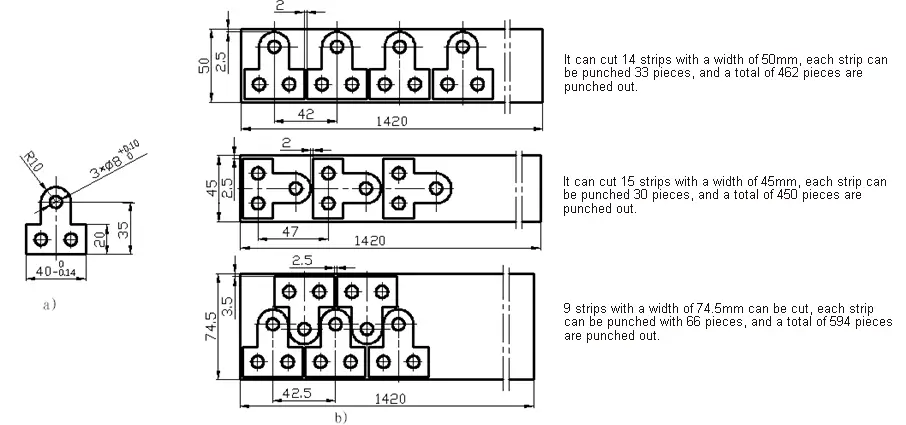
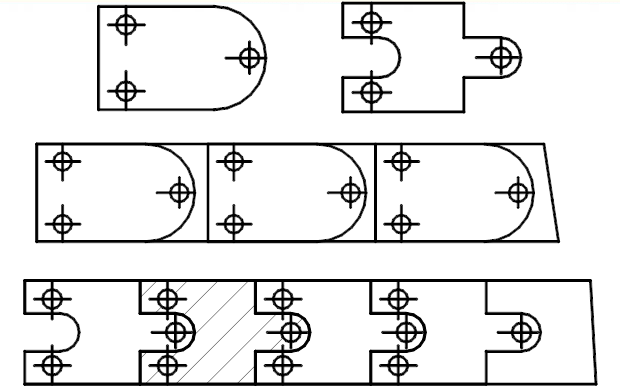
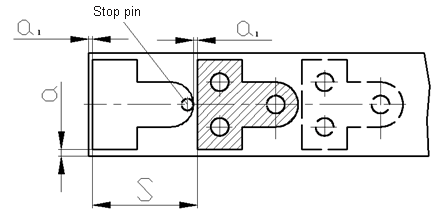
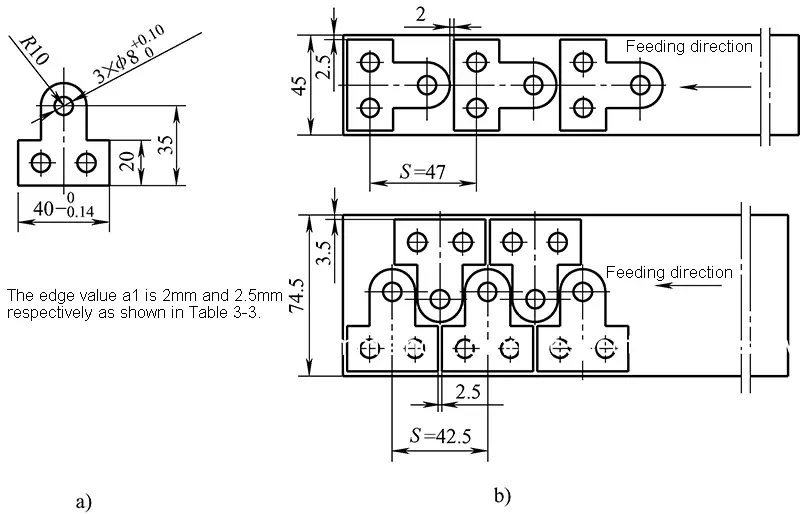
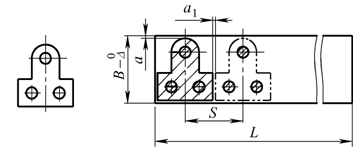
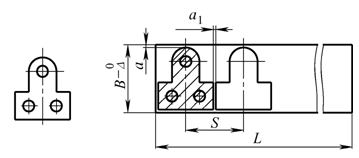
Alıştırma: İş parçası ile iş parçası arasında ve iş parçası ile şeridin kenarı arasında kalan işlem kalıntısı. Alıştırma a1 ve yan alıştırma a vardır.
Alıştırma fonksiyonu:
Konumlandırma için kullanılır;
Nitelikli parçaların delinmesini sağlamak için konumlandırma hatasını ve kesme plakası hatasını telafi edin;
Şeridin beslenmesini kolaylaştırmak ve işgücü verimliliğini artırmak için şeridin sertliğini artırın;
Kalıp ömrünü iyileştirin.
Alıştırma değerinin belirlenmesi:
Malzemenin mekanik özellikleri: sert malzemenin alıştırma değeri daha küçük olabilir; yumuşak malzemenin ve kırılgan malzemenin alıştırma değeri daha büyüktür.
Malzeme kalınlığı: Malzeme ne kadar kalınsa alıştırma değeri de o kadar büyük olur.
İşlenmemiş parçanın şekli ve boyutu: Parçanın şekli ne kadar karmaşıksa, iç köşe yarıçapı o kadar küçük ve alıştırma değeri o kadar büyük olur.
Besleme ve engelleme yöntemi: manuel besleme, yan basınç cihazının alıştırma değeri daha küçük olabilir.
Deşarj yöntemi: Elastik deşarj, rijit deşarjın alıştırmasından daha küçüktür.
Prensibin belirlenmesi: etkiyi karşılama öncülünde minimum değeri alın ve özel tasarım bilgilerine başvurulabilir.
İlerleme mesafesinin belirlenmesi:
İlerleme mesafesi aynı zamanda adım mesafesi olarak da adlandırılır ve kalıp her kesildiğinde şeridin kalıp üzerinde ilerlediği mesafeyi ifade eder.
Malzeme genişliğinin belirlenmesi:
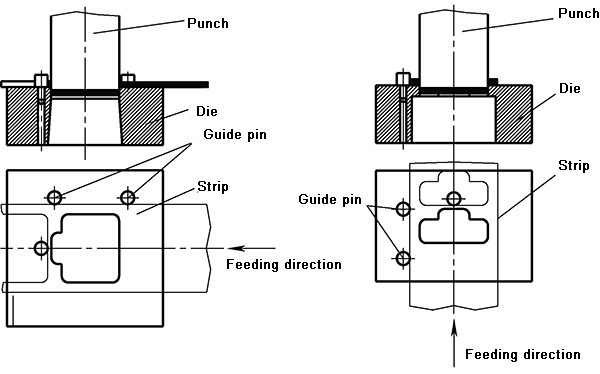
Şerit genişliğinin belirlenmesi, şeridin kalıp içinde nasıl konumlandırıldığı ile ilgilidir:
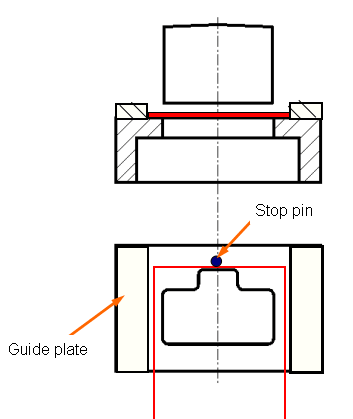
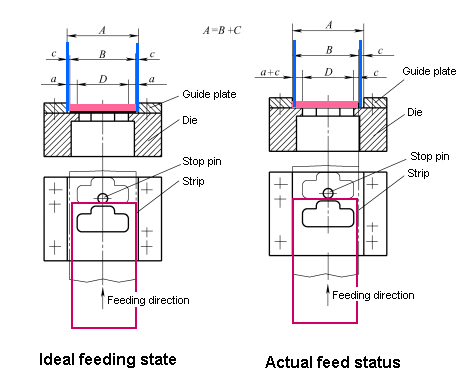
Kılavuz plaka ve tespit pimi konumlandırma
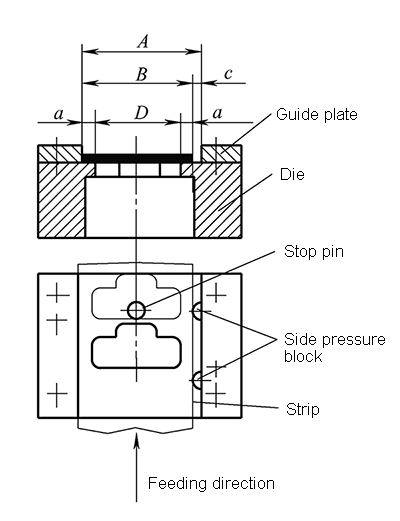
Yan basınç tertibatlı kılavuz plaka
Kılavuz plakada yan basınç cihazı yoktur
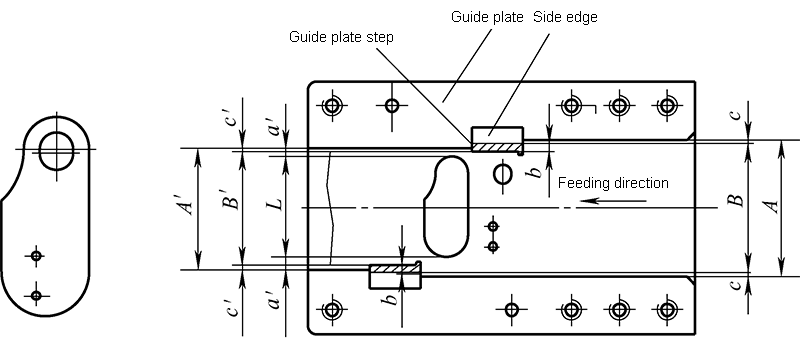
Kılavuz plaka ve yan kenar konumlandırma
1)Yan basınç cihazı ile şerit genişliğinin belirlenmesi
Şeritler her zaman kılavuz plakanın bir tarafından beslenir, bu nedenle:
△-Kesim hatası
2)Yan basınç cihazı olmadan şerit genişliğinin belirlenmesi
3)Yan kenar konumlandırması sırasında şerit genişliğinin belirlenmesi
4)Kesme yöntemi
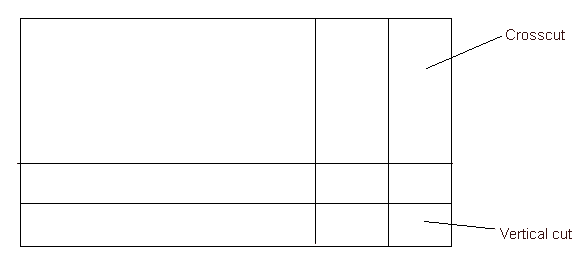
Dikey veya yatay olarak kesilebilir.
Sırasıyla ηdikey ve ηyatay hesaplayın ve karşılaştırmadan sonra daha büyük olanları seçin.
Gerçek üretimde, üretim verimliliğini ve kullanım kolaylığını da göz önünde bulundurmak gerekir.
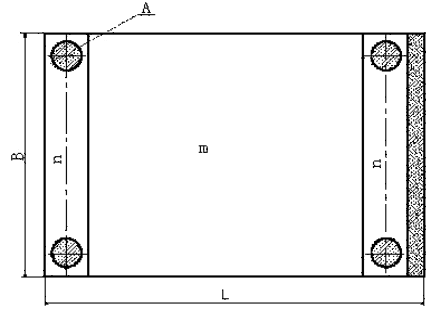
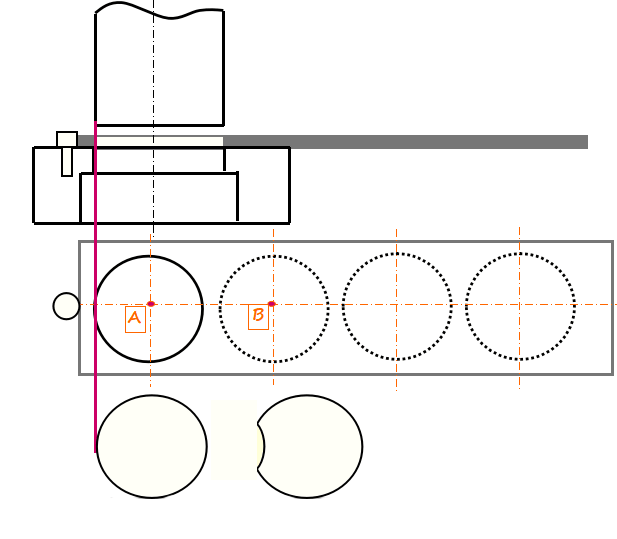
5) Yerleşim şemasının çizilmesi
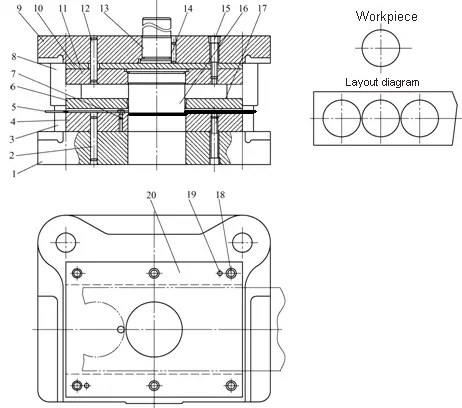
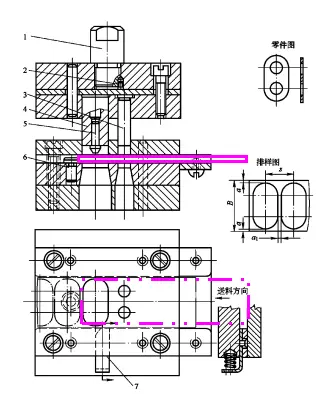
Tam bir yerleşim planı şerit genişliği boyutları, adım mesafesi S, iş parçaları arasındaki bindirmeler ve yan bindirmeler ile işaretlenmelidir. Yerleşim çizimi genellikle genel montaj çiziminin sağ üst köşesine çizilir.
b) Bileşik damgalama
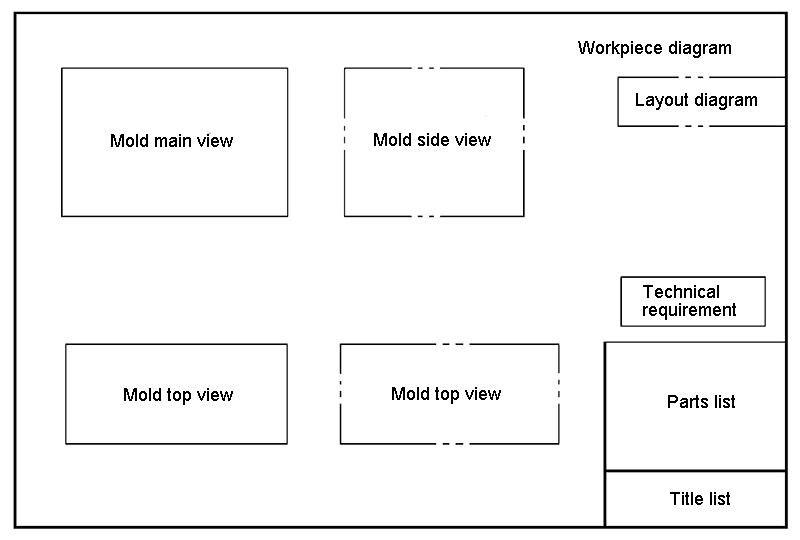
Kalıp montaj çizimleri için çizim gereksinimleri
3.2 Körleme işlemi kuvvetinin ve basınç merkezinin hesaplanması
Körleme işleminin gücü esas olarak şunları içerir:
Körleme kuvveti
Boşaltma kuvveti
İtme kuvveti
Çıkarma kuvveti
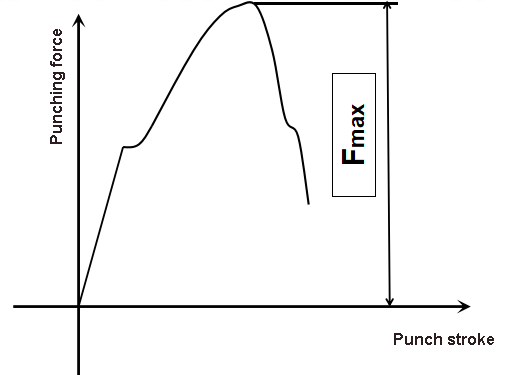
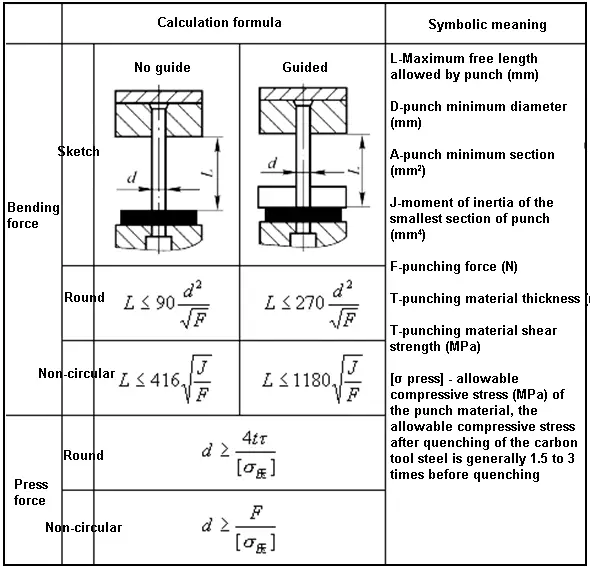
1. Körleme kuvvetinin hesaplanması
Körleme kuvveti, körleme sırasında gereken basıncı ifade eder. Bu, körleme sırasındaki maksimum değeri ifade eder.
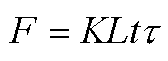
Yaygın bir düz ağızlı kalıpla zımbalama yaparken, Körleme kuvveti F genellikle aşağıdaki gibi hesaplanır:
Not:
F -Baskın kuvvet; L -Kesme uzunluğu; t -Malzeme kalınlığı; τ -Malzeme kesme dayanımı; K -Güvenlik faktörü, genellikle K = 1,3 olarak alınır
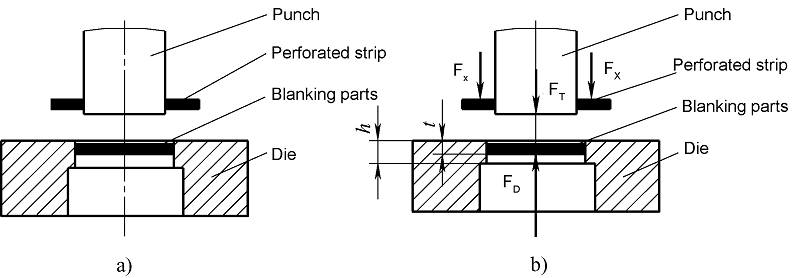
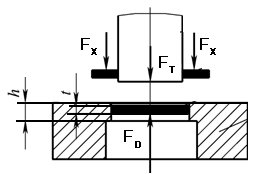
2. Boşaltma kuvveti, itme kuvveti ve fırlatma kuvvetinin hesaplanması
Boşaltma kuvveti, iş parçasını veya atık malzemeyi zımba veya kalıptan boşaltmak için gereken kuvveti ifade eder.
İtme kuvveti, iş parçasını veya atık malzemeyi kalıptan körleme yönünde itmek için gereken kuvveti ifade eder.
Çıkarma kuvveti, ürünü kalıptan gelen yönün tersine iterek kalıbın deliğinden dışarı iten kuvveti ifade eder.
Boşaltma kuvveti, itme kuvveti ve çıkarma kuvvetinin hesaplama formülü
Boşaltma kuvveti:FX=KXF
İtme kuvveti:FT=nKTF
Fırlatma kuvveti:FD=KDF
KX、KT、KD--Boşaltma kuvveti, itme kuvveti, fırlatma kuvveti katsayısı, aşağıdaki tabloya bakın
Malzeme kalınlığı t(mm)
KX
KT
KD
Çelik
≤0.1
0.065~0.075
0.1
0.14
>0.1~0.5
0.045~0.055
0.063
0.08
>0.5~2.5
0.04~0.05
0.055
0.06
>2.5~6.5
0.03~0.04
0.045
0.05
>6.5
0.02~0.03
0.025
0.03
Alüminyum, alüminyum alaşım, bakır, pirinç
0.025~0.08
0.02~0.06
0.3~0.07
0.03~0.09
Not: Boşaltma kuvveti katsayısı KX delikleri, büyük örtüşmeleri ve karmaşık konturları delerken üst sınır olarak alınır.
n--Aynı anda kalıp kenarındaki körleme parçalarının (veya hurdaların) sayısı.
Formülde:
F-一Baskı kuvveti(N) h- Kalıp deliğinin düz kenar duvar yüksekliği t--Sac kalınlığı
Bu delme kuvveti Körleme sırasında körleme kuvveti, boşaltma kuvveti ve çıkarma kuvvetinin toplamıdır.
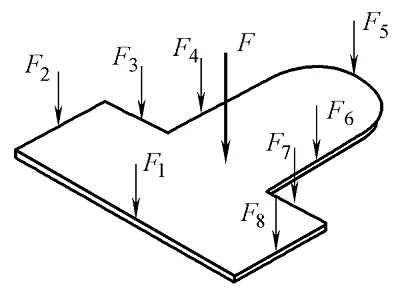
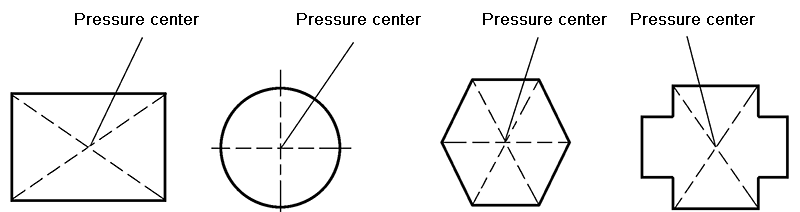
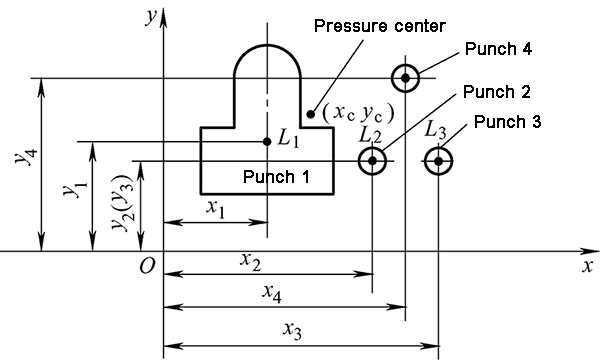
3. Basınç merkezinin hesaplanması
Basınç merkezi, damgalamanın sonuç kuvvetinin çalışma noktasıdır.
Körleme parçasının simetrik merkezi, basınç merkezi körleme profilinin geometrik merkezi üzerindedir.
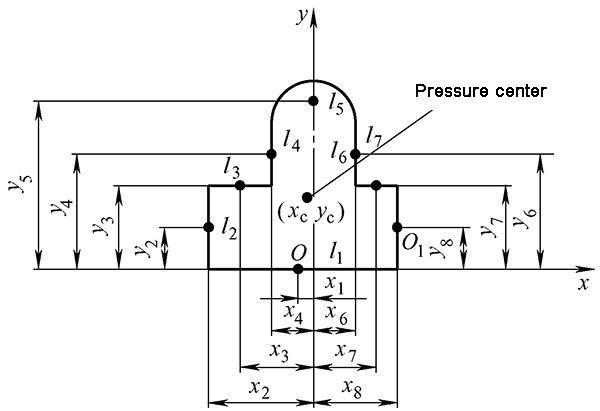
Karmaşık şekilli bir iş parçasının veya çok konveks bir kalıp kesme parçasının kesme basınç merkezi, moment dengesi ilkesine göre analitik olarak hesaplanabilir.
Tek bir zımba ile karmaşık bir körleme parçasının basınç merkezinin hesaplanması
1) Körleme iş parçasının körleme konturunu orantılı olarak çizin.
2) Dikdörtgen bir koordinat sistemi oluşturun xoy.
3) Körleme parçasının körleme profili bir dizi düz çizgi segmentine ve dairesel yay segmentine ayrıştırılır L1, L2, L3 ... Ln ve diğer temel doğru parçaları.
4) Uzunluğu hesaplayın her bir temel doğru parçasının ve y1, y2, y3 ... yn ve x1, x2, x3 ... xn Ağırlık merkezinden x, y koordinat eksenine.
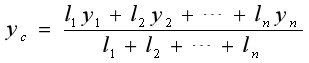
5) x koordinatlarını hesaplayınc ve yc basınç merkezinin.
Çoklu pres delmede basınç merkezinin hesaplanması
1) Her bir zımbanın dış hatlarını orantılı olarak çizin
2) Kartezyen koordinat sistemi oluşturun xoy
3) Her bir dışbükey kalıbın ağırlık merkezinin koordinatlarını bulun (xi, yi)
4) Delme uzunluğunu hesaplayın Li her bir zımbanın
5) x koordinatlarını hesaplayınc ve yc basınç merkezinin
Körleme süreci tasarımı
4.1 Körleme parçalarının işlenebilirlik analizi
Körleme parçasının teknik özelliği, körleme parçasının körleme işlemine uyarlanabilirliğini ifade eder. Ürün tasarımı açısından bir gerekliliktir.
İyi delme işlemi, daha yüksek kalıp ömrü ve üretkenlik ve daha düşük maliyet koşulları altında nitelikli delme parçaları elde etmek için sıradan delme yöntemlerinin kullanılabileceği anlamına gelir.
Körleme parçasının işlenebilirliği, yapısal şekli, doğruluk gereksinimleri, biçim ve konum toleransları ve teknik gereksinimler tarafından belirlenir.
1. Körleme parçalarının yapı teknolojisi
(1) Körleme parçasının yapısı mümkün olduğunca basit ve simetriktir, bu da malzemelerin mümkün olduğunca rasyonel kullanımına fayda sağlar.
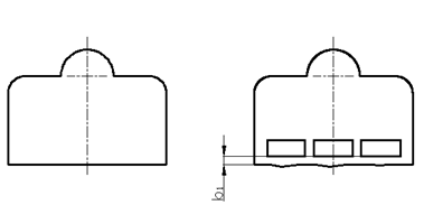
(2) Körleme parçasının şekli ve iç deliği keskin köşelerden kaçınmalı ve uygun yuvarlatılmış köşelere sahip olmalıdır.
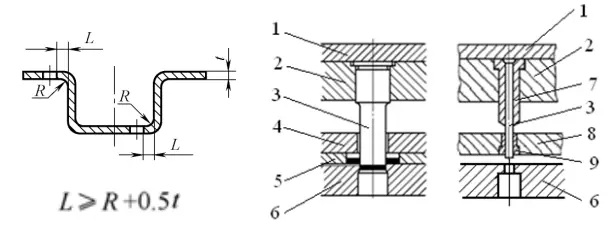
(3) Körleme parçası üzerinde uzun ve dar konsol ve oluklardan kaçının. Genel olarak, dışbükey ve içbükey parçaların B genişliği, t plaka kalınlığının 1,5 katına eşit veya daha büyük olmalıdır, yani B≥1,5 t.
(4)Delik kenar mesafesi ve delik aralığı, plaka kalınlığının t 1,5 katına eşit veya daha büyük olmalıdır.
(5)Eğri veya derin çizilmiş parçalara delik açarken, deliğin kenarı ile düz duvar arasında belirli bir mesafe bırakılmalıdır.
(6) Piercing yaparken delik boyutu çok küçük olmamalıdır.
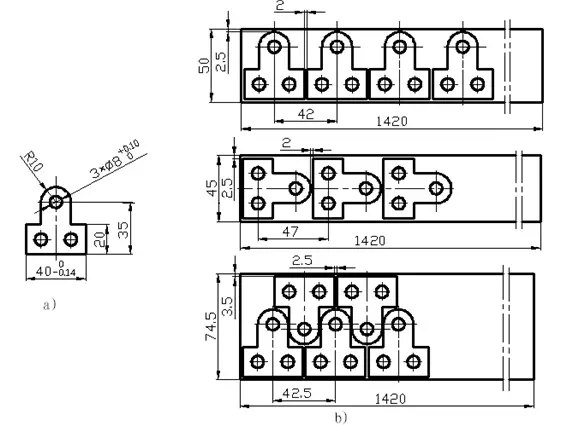
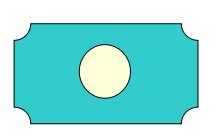
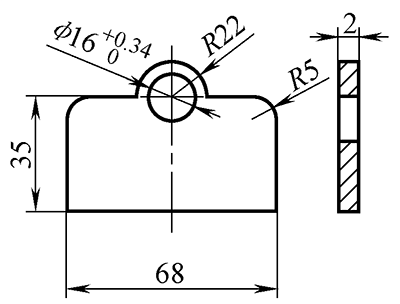
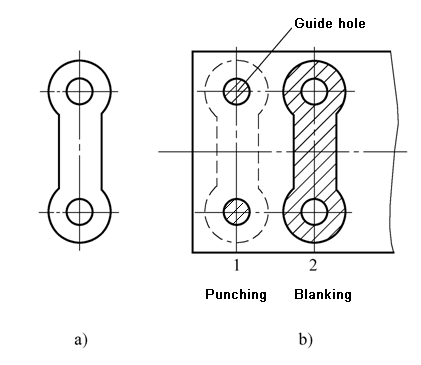
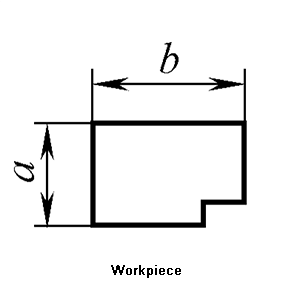
Örnek 3-3 Şekilde gösterilen kesme parçası 2 mm kalınlığında Q235 malzemeden yapılmıştır. Körleme işlenebilirliğini analiz etmeye çalışın.
Analiz:
(1) Körleme yapısı simetriktir, oluklar, konsollar, keskin köşeler vb. yoktur, bu da körleme işlemi gereksinimlerini karşılar
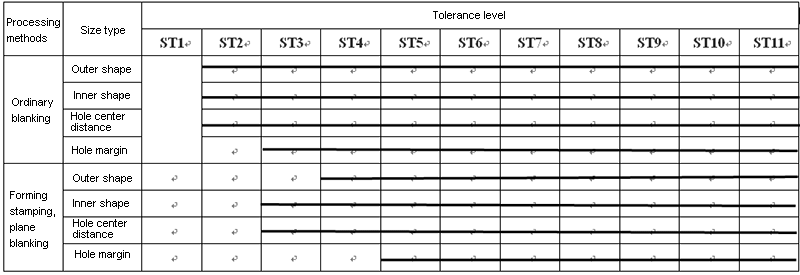
(2) Tablo 3-11 ve Tablo 3-12'den görülebileceği gibi, iç deliğin ve dış boyutların doğruluğu ve deliğin doğruluğu merkez mesafesi tüm genel doğruluk gereksinimleridir ve bunlar sıradan körleme ile delinebilir.
(3) Şekil 3-42 ve Tablo 3-9'dan görülebileceği gibi, delinmiş deliklerin boyutu, delik kenar boşlukları ve delik aralığı boyutlarının tümü minimum gereksinimleri karşılar ve kompozit delme kullanılabilir.
(4) Q235 yaygın olarak kullanılan bir damgalama malzemesi ve iyi bir damgalama işlenebilirliğine sahiptir.
Özetle, körleme parçası iyi bir körleme işlenebilirliğine sahiptir ve zımbalama için uygundur.
4.2 Süreç planının belirlenmesi
Süreç analizine dayalı olarak, yapı, doğruluk, boyut, parti vb. açılardan kapsamlı değerlendirmelerin çözülmesi gerekir:
Temel damgalama işlemi
Temel damgalama işlemlerinin kombinasyonu
Körleme Sırasının Düzenlenmesi
Temel süreçlerin sayısının belirlenmesi
Bir körleme parçası için gereken temel işlemlerin sayısı doğrudan şekliyle değerlendirilebilir.
Temel işlemlerin sayısını belirleme örneği
Temel damgalama işlemlerinin kombinasyonu
Tek işlemli zımbalama: Zımbanın bir vuruşunda sadece bir zımbalama işlemi tamamlanabilir
Kompozit zımbalama: Sadece bir istasyon vardır ve presin bir vuruşunda iki veya daha fazla damgalama işlemi aynı anda tamamlanır.
Aşamalı zımbalama: Presin bir vuruşunda, besleme yönünde düzenlenmiş birden fazla istasyonda birden fazla damgalama işlemi aynı anda tamamlanır.
İlgili kalıplar tek adımlıdır delme kalıbıbileşik zımbalama kalıbı ve aşamalı zımbalama kalıbı.
Kompozit delme kalıbı
Sadece bir istasyon vardır ve presin bir vuruşunda iki veya daha fazla delme işlemi aynı anda tamamlanır.
Aşamalı delme kalıbı
Presin bir strokunda, birden fazla delme işlemi için kalıplar, besleme yönünde sürekli olarak düzenlenmiş çok sayıda istasyonda aynı anda tamamlanır.
Üç tip kalıbın karşılaştırılması
Kalıp tipi
Tek işlemli kalıp
Bileşik mod
Progresif kalıp
İstasyon sayısı
1
1
2 veya daha fazla tip
Tamamlanan operasyon sayısı
1 tip
2 veya daha fazla tip
2 veya daha fazla tip
Uygun boş boyut
Büyük ve orta boy
Büyük, orta ve küçük
Orta ve küçük
Malzeme gereksinimleri
Şerit genişliği katı değildir ve hurda kullanılabilir.
Şerit genişliği katı değildir ve hurda kullanılabilir.
Şeritler veya şeritler için katı gereklilikler
Delme hassasiyeti
Düşük
Yüksek
İkisi arasında
Üretkenlik
Düşük
Yüksek
Çok yüksek
Mekanizasyon ve otomasyon olasılığı
Daha kolay
Zor, karmaşık iş parçası ve atık çıkarma
Kolay
Uygulama
Büyük hassas parçaların, büyük ve orta ölçekli parçaların orta ve küçük seri üretimi veya büyük parçaların seri üretimi için uygundur
Büyük, orta ve küçük parçaların seri üretimi için uygundur. karmaşık şekiller ve yüksek hassasiyet gereksinimleri
Karmaşık şekillere ve yüksek hassasiyet gereksinimlerine sahip küçük ve orta ölçekli parçaların seri üretimi için uygundur
Süreç karmaşık mı ve nasıl seçilmeli?
Yapı boyutu
Üretkenlik
Hassasiyet
Kolay ve güvenli kullanım
Üretim partisi
Kalıp maliyeti
Genel ilkeler şunlardır:
Seri üretim için kompozit veya progresif damgalama kullanılır. Küçük parti üretimi için tek prosesli kalıp üretimi kullanılmalıdır.
Büyük ebatlarda tek işlem veya kompozit kalıp kullanılmalıdır
Küçük boyut ve yüksek hassasiyet gereksinimleri, parti küçük olsa bile, bileşik veya aşamalı kalıpla üretilmelidir
Körleme sırasının düzenlenmesi
(1) Kademeli zımbalama için sipariş düzenlemesi
Önce delikleri (çentikler veya iş parçasının yapısal atıkları) delin ve ardından iş parçasını şeritten ayırmak için boşaltın veya kesin.
Sabit aralıklı yan bıçaklar kullanıldığında, yan kenar kesme işlemi genellikle önce düzenlenir ve besleme mesafesini kontrol etmek için ilk delme ile eş zamanlı olarak gerçekleştirilir. İki sabit aralıklı yan bıçak kullanıldığında, bunlar birbiri ardına da yerleştirilebilir.
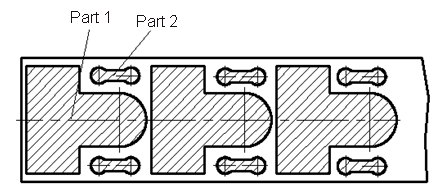
(2) Çok adımlı körleme parçalarının tek adımlı körlemesi için sıra düzenlemesi:
İşlenmemiş parçayı şeritten ayırmak için önce işlenmemiş parça ayrılır ve ardından delinir veya zımbalanır.
Farklı boyutlarda ve yakın mesafelerde delikler açarken, deliklerin deformasyonunu azaltmak için önce daha büyük delikleri, ardından daha küçük delikleri açın.
Aşamalı damgalama için sıra örneği
Körleme işlemi planını belirlemek için temel adımlar
Ürünün körleme sürecini analiz edin
Gerekli temel damgalama işlemlerini listeleyin
Olası seçenekleri listeleyin
En iyi çözümü elde etmek için analiz edin ve karşılaştırın
Damgalama şeması belirleme yöntemlerine örnekler
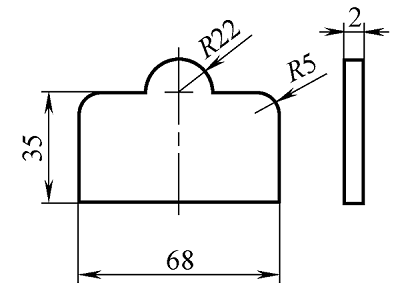
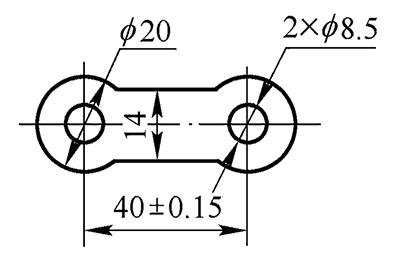
Örnek 3-4 Yıllık üretimi 3 milyon adet olan resimli parçaların damgalanması için bir damgalama süreci planı geliştirilmesi gerekmektedir.
(1) Damgalama teknolojisinin analizi
1) Körleme yapısı simetriktir, oluklar, konsollar, keskin köşeler vb. yoktur, bu da körleme işlemi gereksinimlerini karşılar.
2) Tablo 3-11 ve Tablo 3-12'den görülebileceği gibi, iç deliğin ve dış boyutların doğruluğu ve delik merkez mesafesinin doğruluğu, sıradan delme ile delinebilen genel doğruluk gereksinimlerine aittir.
3) Şekil 3-42 ve Tablo 3-9'dan görülebileceği gibi, delinmiş deliklerin boyutu, kenar mesafesi ve delik aralığı boyutu minimum gereksinimleri karşılar ve kompozit delme kullanılabilir.
4) Q235 yaygın olarak kullanılan bir damgalama malzemesidir ve iyi damgalama işlenebilirliğine sahiptir.
Özetle, körleme parçası iyi bir zımbalama işlenebilirliğine sahiptir ve zımbalama için uygundur.
(2) Damgalama işlem planını belirleyin
Bu parça iki temel körleme prosedürü gerektirmektedir: körleme ve delme. Yukarıdaki süreç analizine göre, aşağıdaki üç süreç çözümü listelenebilir:
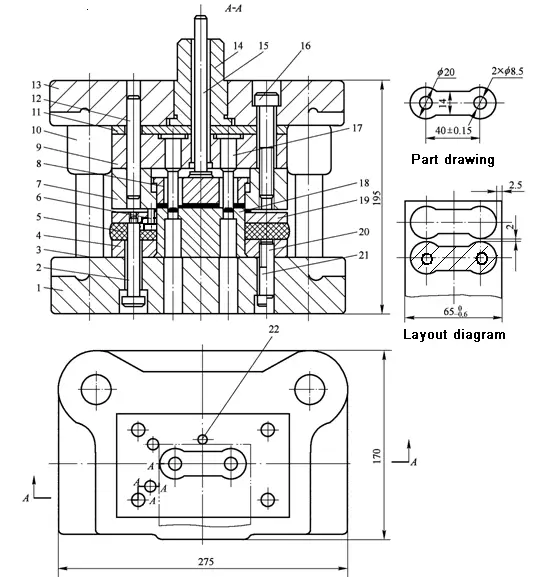
Seçenek 1: Tek işlemli kalıp üretimi kullanın, yani önce körleme, sonra delme
Seçenek 2: Kompozit kalıpla üretim, yani aynı anda körleme-delme
Seçenek 3: Aşamalı kalıp üretimi, yani sürekli delme ve körleme kullanın
(3) Analiz ve karşılaştırma
İlk çözüm basit bir kalıp yapısına sahiptir, ancak iki işlem ve iki çift kalıp gerektirir, bu da düşük üretkenliğe sahiptir ve seri üretim için verimlilik gereksinimlerini karşılamak zordur.
İkinci çözüm sadece bir çift kalıp gerektirir. Körleme parçasının şekil ve konum doğruluğu ve boyutsal doğruluğu kolayca garanti edilebilir. Verimlilik ilk çözümden daha yüksektir, ancak kalıp yapısı ilk çözümden daha karmaşıktır ve işlem zahmetlidir.
Üçüncü seçenek ayrıca, kullanımı rahat ve güvenli olan ve en yüksek üretkenliğe sahip olan bir çift kalıp gerektirir. Kalıp yapısı birinci seçeneğe göre daha karmaşıktır. Delinmiş parçaların hassasiyeti birinci ve ikinci seçenek arasındadır. Ancak, ürünün kendisinin doğruluğu yüksek olmadığından, ürünün doğruluk gereksinimlerini karşılayabilir.
Yukarıdaki üç şemanın analizi ve karşılaştırılması sonucunda, üçüncü şemanın benimsenmesi daha iyi olacaktır. damgalama üreti̇mi̇ Bu bölümün.
Körleme kalıbının genel yapı tasarımı
5.1 Körleme kalıplarının sınıflandırılması
Hayır.
Sınıflandırma temeli
İsim
1
Damgalama işlemi özellikleri
Körleme kalıbı, bükme kalıbıderin çekme kalıbı, şekillendirme kalıbı vb.
Kılavuz kalıp, kılavuz plaka kalıbı, kılavuz kolon kalıbı vb. yoktur.
4
Farklı deşarj yöntemleri
Sert boşaltma kalıbı, elastik boşaltma kalıbı
5
Mesafeyi kontrol etmenin farklı yolları
Durdurucu pim tipi, yan bıçak tipi, kılavuz pim tipi, vb.
6
Kalıp çalışma parçaları için malzemeler farklıdır.
Karbür kalıp, çinko bazlı alaşım kalıp, kauçuk kalıp vb.
7
…
…
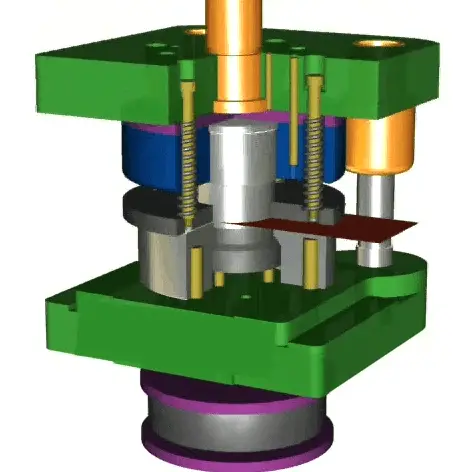
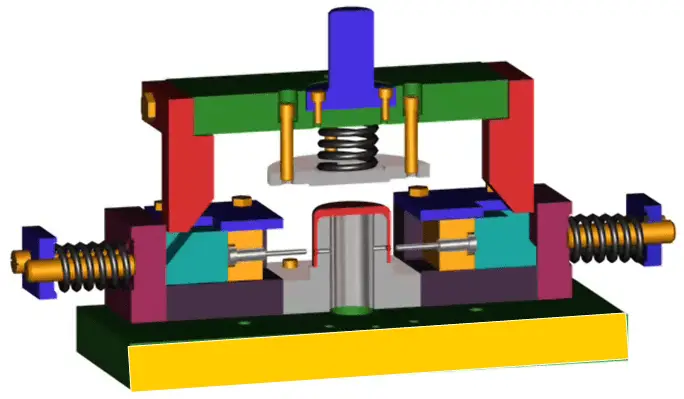
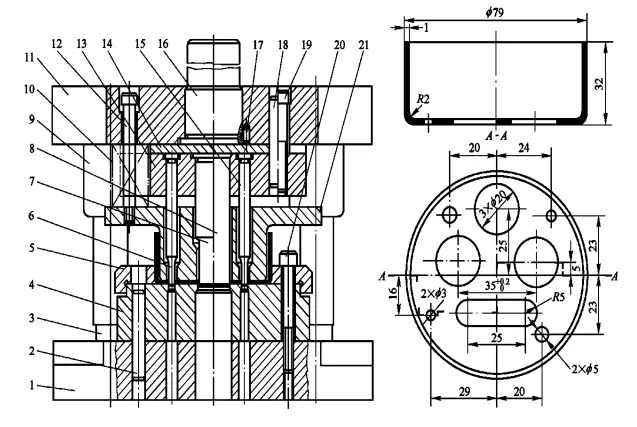
5.2 Körleme kalıbının tipik yapısı
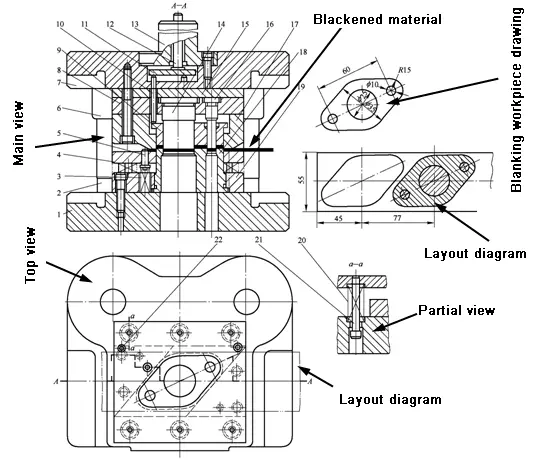
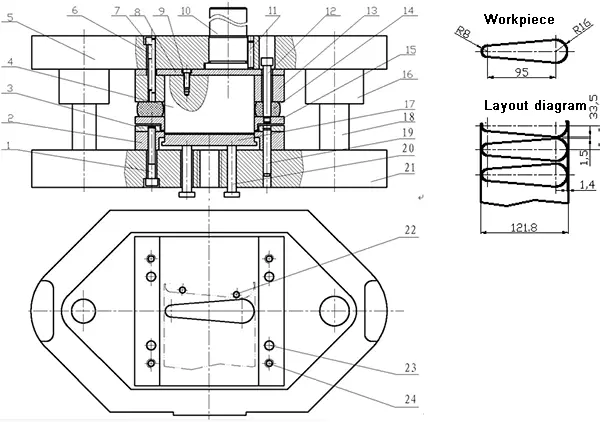
Kalıp yapı şeması görüntüleme yöntemi
Görüntüleme yöntemi ve adımları:
-Kalıp adları için başlık çubuğuna bakın
-İş parçasına bakın
-Yerleşim şemasına bakın, besleme yönünü anlayın ve ardından konumlandırma parçasının yaklaşık konumunu öğrenin
-Ana görünüme bakın
Siyah malzemeleri ve iş parçalarını bulun
Sac metali şekillendiren çalışan parçaları bulun
Üstten görünüm ile birlikte konumlandırma parçalarını bulun
Parçaları bulun
Kılavuz parçaları bulun
Sabit parçaların bulunması
Tek işlem modunun tipik yapısı
Tek işlem kalıbı aynı zamanda basit kalıp olarak da adlandırılır ve presin bir vuruşunda yalnızca bir damgalama işlemini tamamlayan bir kalıbı ifade eder.
Sert boşaltma tertibatlı körleme kalıbı
Elastik deşarj cihazlı körleme kalıbı
Elastik boşaltma ve çıkarma cihazlı tek işlemli körleme kalıbı
Ayrılma gerçekleşir
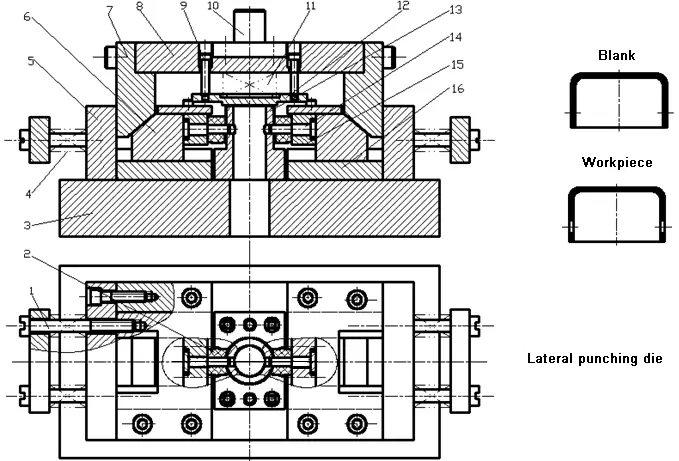
Piercing kalıbı
Eğik kama tipi yatay yan delme kalıbı
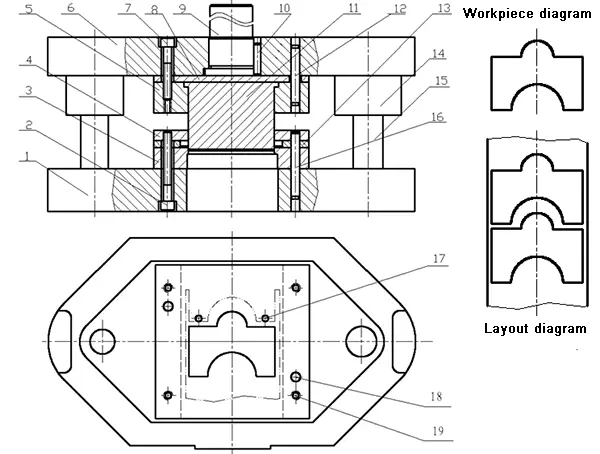
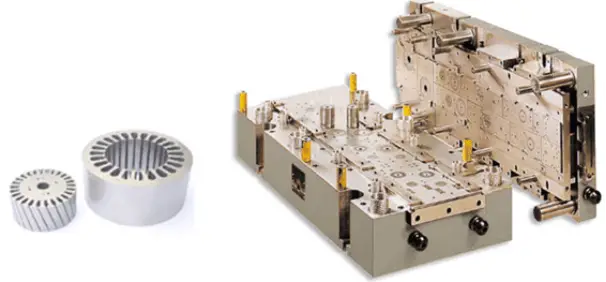
2. Progresif kalıbın tipik yapısı
Sürekli kalıp veya atlama kalıbı olarak da bilinen aşamalı kalıp, presin tek bir vuruşunda besleme yönünde birden fazla istasyonda birden fazla damgalama işlemini aynı anda tamamlayan bir kalıbı ifade eder.
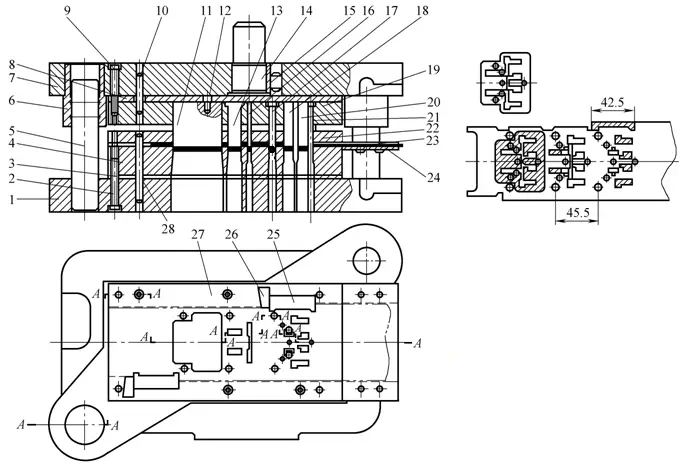
Delme ve körleme progresif kalıbı
Delme ve körleme kılavuz pimler kullanılarak sabit mesafeli aşamalı kalıp
Çift taraflı bıçak mesafesine sahip delme ve körleme aşamalı kalıbı
Yan kenarlı ve kılavuz pim bağlantı mesafeli aşamalı körleme kalıbı
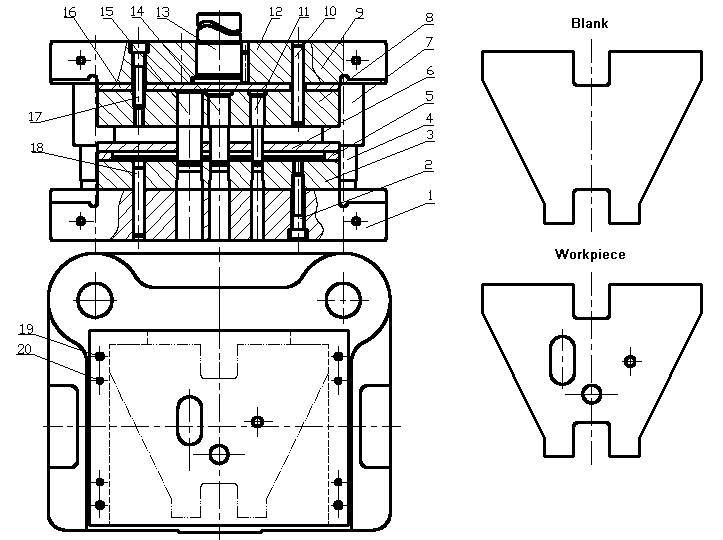
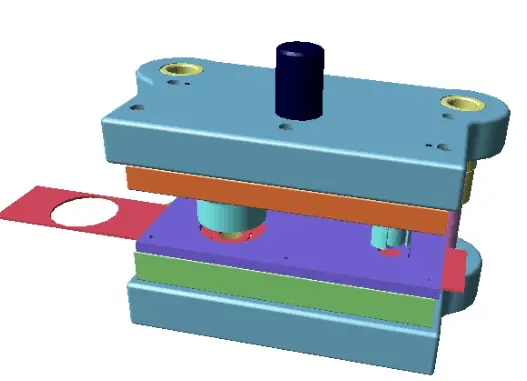
3. Bileşik kalıbın tipik yapısı
Bileşik kalıp, yalnızca bir istasyonu olan ve presin tek bir vuruşunda aynı anda iki veya daha fazla damgalama işlemini tamamlayan bir kalıptır.
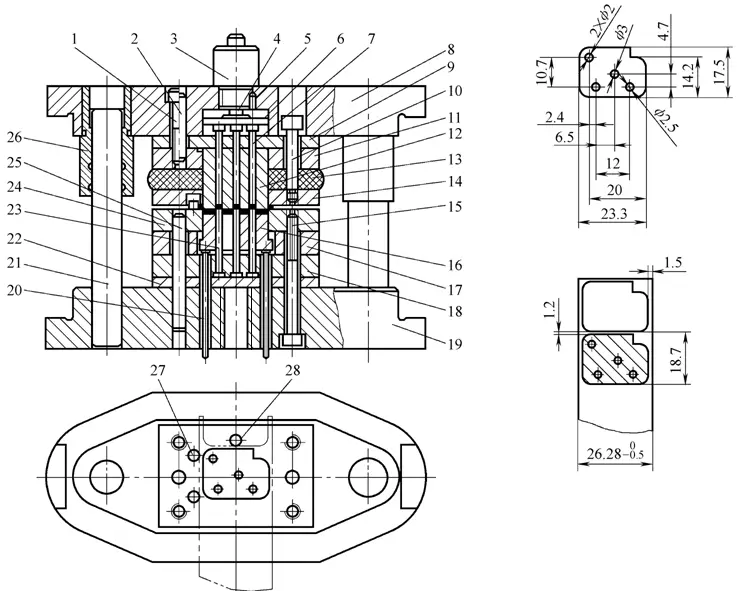
Flip chip bileşik kalıp
Bileşik kalıp oluşturma
Şekillendirme ve flip-chip bileşik kalıplarının karşılaştırılması
Daha yumuşak, daha ince ve daha yüksek düzlükteki malzemelerle parçaların delinmesi
Geniş uygulama yelpazesi
Bileşik kalıp oluşturma
Flip-chip bileşik kalıp
Kesme ve delme bileşik kalıbı
Rijit-elastik itici cihazlı ters çevrilmiş kompozit kalıp
5.3 Körleme kalıbının tip seçimi
Tek işlemli kalıplar için, önden monteli yapıdaki kalıpların rahatlığı nedeniyle, önden monteli yapı tercih edilir;
Kompozit kalıplar için, flip-chip kompozit kalıpların rahatlığı ve güvenliği nedeniyle, gerçek üretimde flip-chip yapılara öncelik verilir. Delinmiş sac ince olduğunda, delik aralığı biraz daha küçük olduğunda ve iş parçasının düzlüğü gerektiğinde, öne monte edilmiş yapının kompozit kalıbı seçilmelidir.
Küçük ve orta ölçekli parçaların seri üretiminde, işçilikten tasarruf etmek ve üretim verimliliğini artırmak için otomatik beslemeli aşamalı kalıp yaygın olarak kullanılmaktadır.
Ana kalıp parçalarının tasarımı ve standartların seçimi
Yapısal parçaları işleyin:
İş parçaları: erkek kalıp, dişi kalıp, erkek ve dişi kalıp, yan bıçak
Konumlandırma parçaları: kılavuz plaka, engelleme pimi, kılavuz pim, vb.
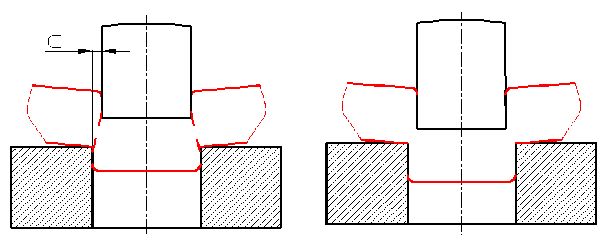
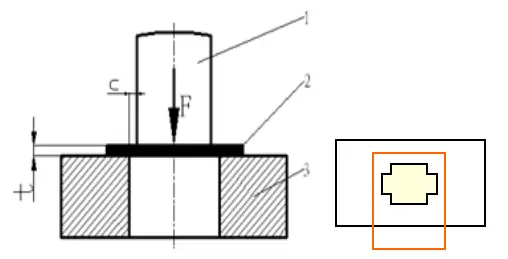
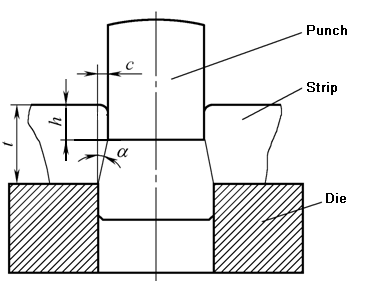
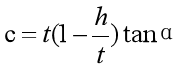
Körleme kalıbı boşluğu, körleme kalıbındaki zımba kenarının yan duvarı ile kalıp arasındaki mesafeyi ifade eder. Tek taraflı bir boşluğu ifade eden c sembolü ile gösterilir. (GB / T16743-2010)
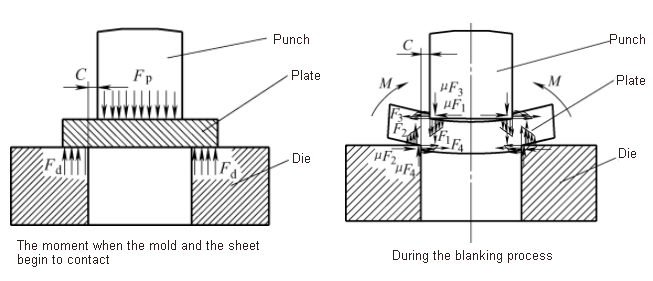
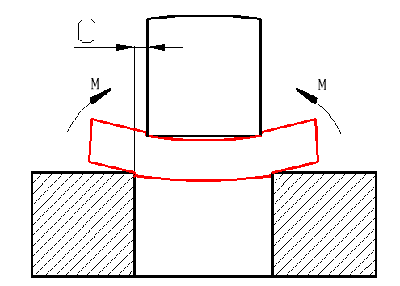
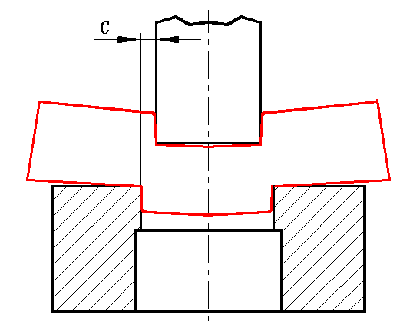
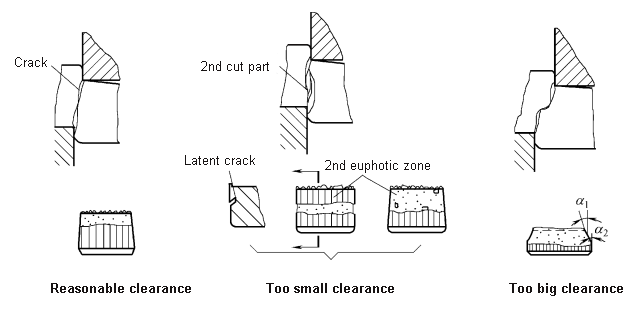
(1) Boşluğun körleme işlemi üzerindeki etkisi
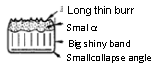
1) Boşluk C'nin parçanın kalitesi üzerindeki etkisi. Boşluk değeri uygun şekilde azaltılabilir, bu da kesme parçasının kesit kalitesini etkili bir şekilde artırabilir.
2) C boşluğunun delme işlemi kuvveti üzerindeki etkisi
C arttıkça, delme kuvveti F belirli bir ölçüde azalır.
C arttıkça, FX, FTve FE azalırsa, toplam delme basıncı azalır.
Tersine, Z azaltıldığında, her bir kesme işlemi kuvveti artacak ve toplam delme basıncı artacaktır.
3) C boşluğunun kalıp ömrü üzerindeki etkisi
Kalıp arızası biçimleri: aşınma, kalıp kenarı çatlaması, ufalanma, deformasyon, vb.
C boşluğu esas olarak kalıbın aşınmasını ve kenar çatlağını etkiler.
C artırıldığında, kesme işlemi kuvveti azaldığı için kalıp aşınması azalır ve kalıp kenarı çatlakları azalır, böylece ömür artar. Aksine, ömür kısalır.
Analiz sonuçları:
Geliştirilmiş parça kalitesi için daha az kalıp boşluğu gerekir
Azaltılmış zımba basıncı daha büyük kalıp boşluğu gerektirir
Artan kalıp ömrü daha büyük kalıp boşluğu gerektirir
(2) Makul boşluk değerinin belirlenmesi
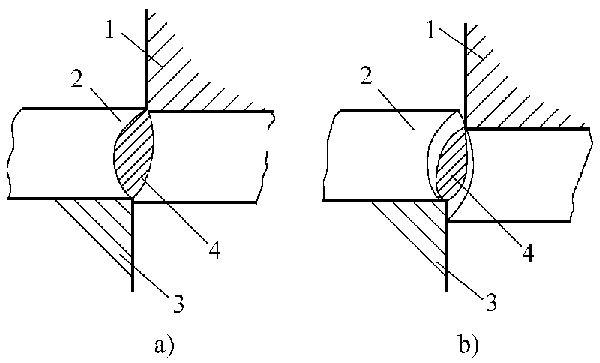
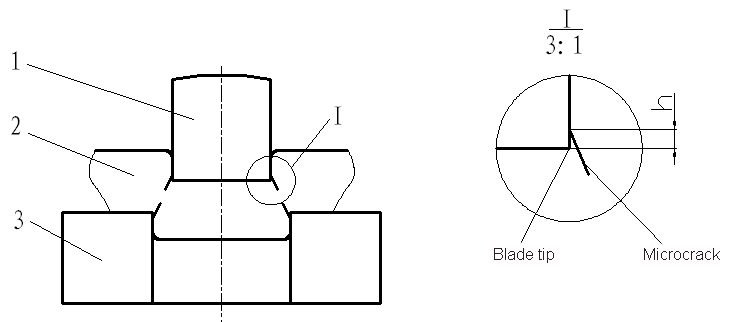
1) Makul boşluk değerinin teorik olarak hesaplanması
Temel: Üst ve alt kesme kenarlarındaki çatlaklar üst üste gelir ve kalıp boşluğu makul düzeydedir
Metal sac kesme boşluklarını seçerken, kesme parçalarının teknik gereksinimlerine, kullanım özelliklerine ve özel üretim koşullarına vb. göre, önce Tablo 3-19'a göre benimsenecek boşluk türünü belirleyin ve ardından Tablo 3-20'ye göre bu tür boşluk değerini uygun şekilde seçin.
Yeni kalıbın boşluğu, boşluk değerlerinin en küçüğü olmalıdır.
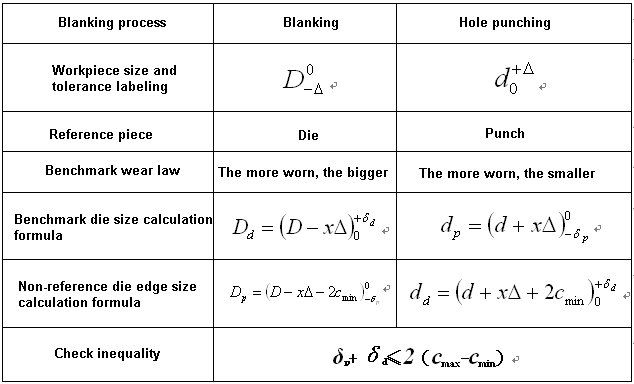
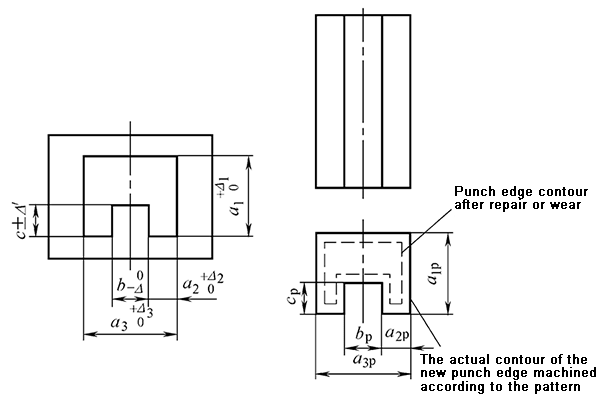
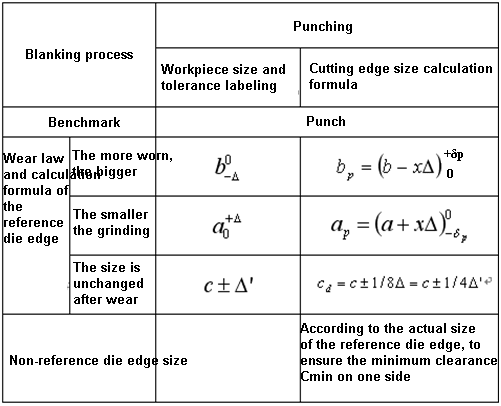
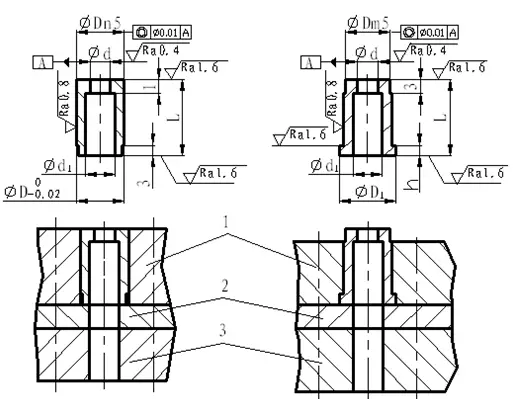
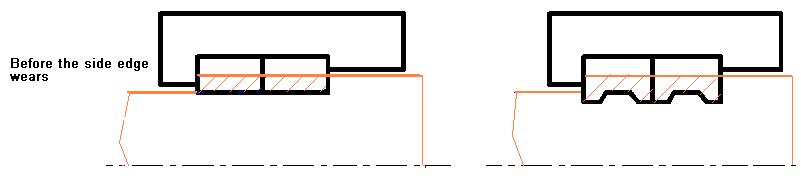
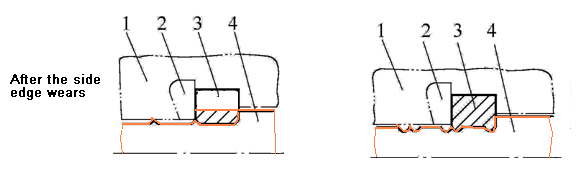
2. Zımba ve kalıp kesme kenarlarının boyutlarının ve toleranslarının belirlenmesi
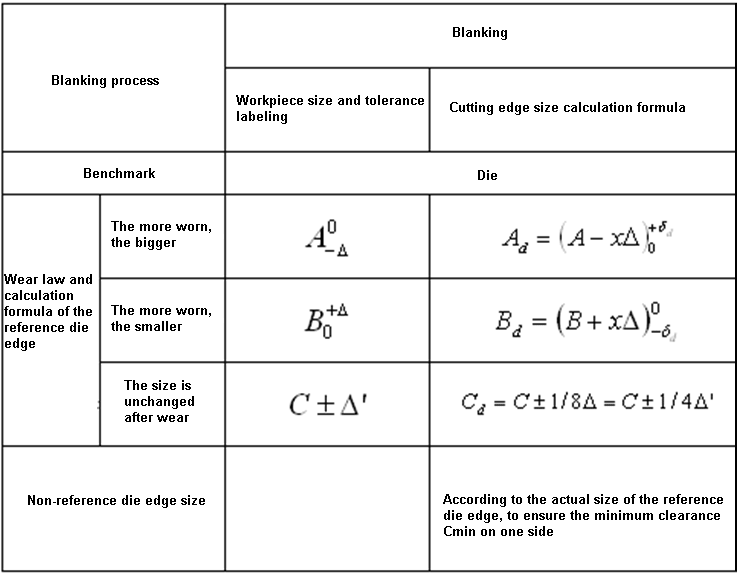
(1) Zımba ve kalıpların kesme kenarı boyutunun hesaplama prensibi
Körleme yaparken, kalıbı referans olarak seçin, önce kalıp kenar boyutunu tasarlayın ve boşluk, kalıp kenar boyutunu azaltarak elde edilir.
Delme işlemi yapılırken referans olarak zımba seçilir. Önce zımba kenarı boyutu tasarlanır ve zımba kenarı boyutu artırılarak boşluk elde edilir.
Aşınma sonrası boyutu artan referans kalıp kenarının boyutu, iş parçasının minimum limit boyutuna eşit veya yakındır; aşınma sonrası boyutu azalan referans kalıbın boyutu, iş parçasının maksimum limit boyutuna eşit veya yakındır. Aşınmadan önce ve sonra değişmeyen kesme kenarı boyutu için, iş parçasının boyutuna eşittir.
Prensip olarak, iş parçası boyutlarının ve kalıp kesme kenarı boyutlarının imalat toleransları "gövde içi" prensibine göre tek yönlü sapmalar olarak işaretlenir, yani boşluk parçası ve zımba kenarı boyutları tek yönlü negatif sapmalar, delici parçalar ve kalıp kesme kenarları olarak işaretlenir. Boyutlar tek yönlü pozitif sapmalar olarak işaretlenir ve aşınmadan sonra değişmeyen boyutlar genellikle çift yönlü sapmalar olarak etiketlenir.
(2) Kesme kenarı boyutunun hesaplama yöntemi
Kesme kenarı boyutunun hesaplama yöntemi kalıp işleme yöntemiyle ilgilidir. İki yaygın kalıp işleme yöntemi vardır:
Ayrı işleme
Kooperatif işleme yöntemi
İki kalıp işleme yönteminin karşılaştırılması
Kalıp işleme yöntemi
Ayrı işleme yöntemi (değişim işleme yöntemi)
Kooperatif işleme
Tanım
Zımba ve kalıp, ilgili çizimlerine göre sırasıyla nihai boyuta işlenir.
Önce referans kalıp işlenir ve referans olmayan kalıbın kenar boyutu, minimum makul boşluğa uygun olarak önceden kesilmiş referans kalıp kenarının gerçek boyutuna göre yapılandırılır.
Avantajlar
(1) Zımba ve kalıp paralel olarak üretilebilir, bu da kalıbın üretim döngüsünü kısaltır; (2) Kalıp parçaları değiştirilebilir
(1) Kalıp boşluğu, kalıp işlemenin zorluğunu azaltan hazırlık ile garanti edilir; (2) Çizim iş yükünü azaltmak için yalnızca ayrıntılı bir referans model parça çizimi yapmak gerekir.
Dezavantajlar
(1) Zımba ve kalıbın ayrı ayrı bir parça çiziminin yapılması gerekir; (2) Kalıp boşluğu, kalıbın işleme zorluğunu artıran kalıp işlemenin hassasiyeti ile sağlanır.
Referans olmayan kalıp, referans kalıp üretildikten sonra üretilmelidir ve kalıp üretim döngüsü uzundur.
Uygulama
Kalıp imalat teknolojisinin gelişmesiyle birlikte, fiili üretimdeki kalıpların çoğu ayrı işleme yöntemleriyle üretilmekte ve işleme yöntemlerinin uygulanması giderek daha az hale gelmektedir. .
1) Erkek ve dişi kalıpların ayrı ayrı işlenmesi
Aşınma katsayısı x değeri
Malzeme kalınlığı t/mm
Dairesel olmayan iş parçası x değeri
Dairesel iş parçası x değeri
1
0.75
0.5
0.75
0.5
İş parçası toleransı Δ/mm
1
<0.16
0.17~0.35
≥0.36
<0.16
≥0.16
1~2
<0.20
0.21~0.41
≥0.42
<0.20
≥0.20
2~4
<0.24
0.25~0.49
≥0.50
<0.24
≥0.24
>4
<0.30
0.31~0.59
≥0.60
<0.30
≥0.30
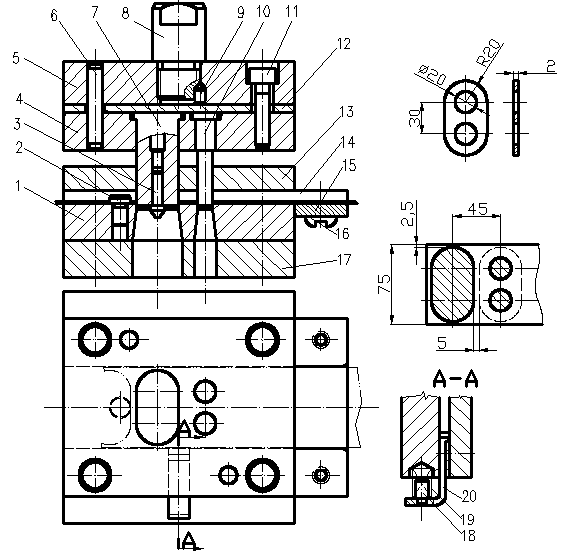
Kesici kenar boyutu hesaplama örneği
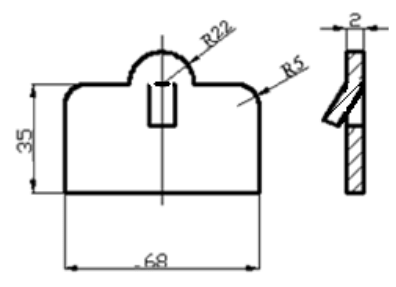
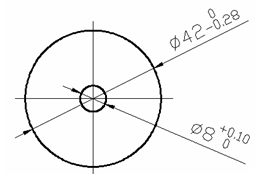
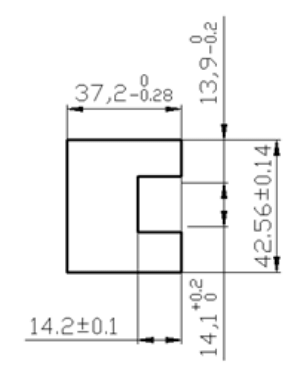
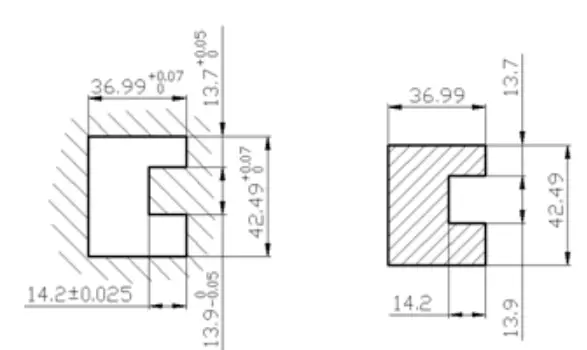
Örnek 3-7 Şekil 3-73'te gösterilen parça delinmiştir. Malzeme Q235'tir ve malzeme kalınlığı t = 2 mm'dir. Zımbalama ve kalıp kesme kenar boyutlarını ve toleranslarını hesaplayın.
Çözüm: Şekil 3-73'te gösterildiği gibi, bu parça kesme ve delme olmak üzere iki kesme işlemi gerektirir. Kalıp kenarı boyutu ve toleransı aşağıda hesaplanmıştır.
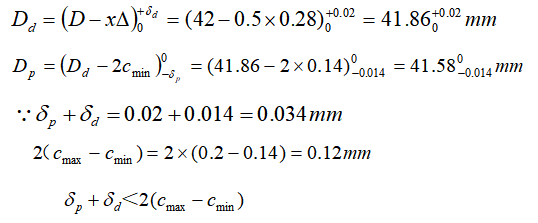
1) Körleme
İçbükey kalıba göre, düzenli şekil nedeniyle kalıp ayrı olarak işlenir.
Tablo 3-19 ve Tablo 3-20 kontrol edildiğinde c = (7% ~ 10%) t elde edilir, yani:
cmin =7%t=0,07×2=0,14mm;
cmax=10%t=0.10×2=0.2mm;
Aşınma katsayısını elde etmek için tablo 3-24'e bakın: x = 0,5;
Tablo 3-25'e bakılarak elde edilen dışbükey ve içbükey kalıpların imalat sapmaları şunlardır: δp = 0,014 mm, δd = 0,02 mm;
Formülden hesaplanmıştır:
Bu nedenle kalıbın doğruluğu uygundur.
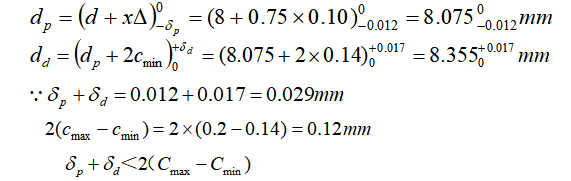
2) Piercing
Zımba referans olarak alındığında, delik şekli basit olduğundan, kalıbı işlemek için ayrı imalat yöntemi kullanılır.
Tablo 3-24'e bakın: χ=0,75
Elde etmek için tablo 3-25'i kontrol edin: δp = 0,012 mm, δd = 0,017 mm
Tablo 3-23'teki formülden hesaplanmıştır:
Bu nedenle kalıbın doğruluğu uygundur.
2) Erkek ve kadın kalıplarının işlenmesini koordine etmek
Kooperatif işleme sırasında körleme kalıbı kenar boyutunun hesaplama formülü
Kooperatif işleme sırasında delme kalıbı kenar boyutunun hesaplama formülü
İşleme yöntemi kullanılırken dışbükey ve içbükey parçaların örnek çizimi
Kesme kenarının boyut toleransına dikkat edin
3. Çalışma parçalarının yapısal tasarımı ve standartların seçimi
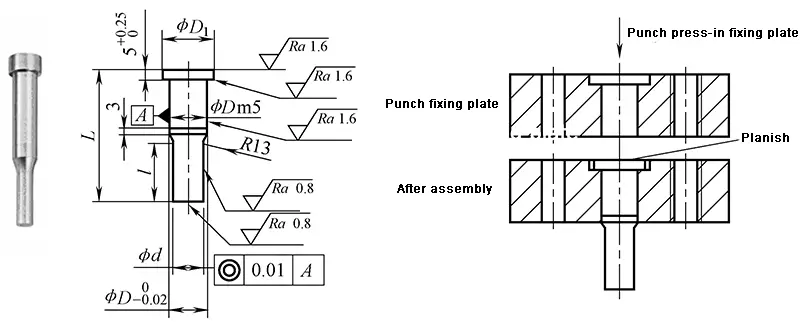
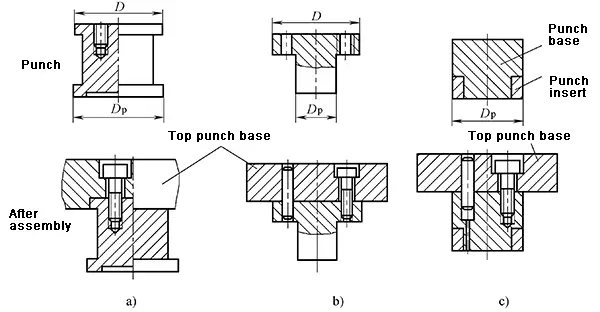
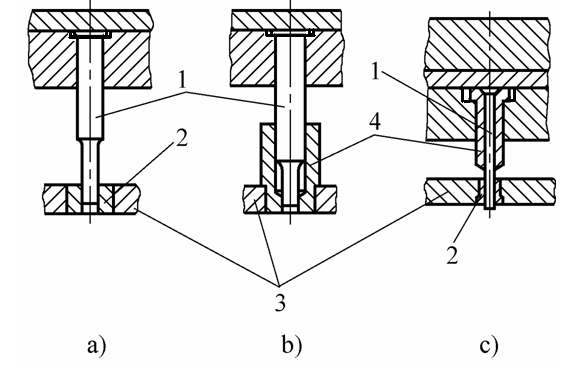
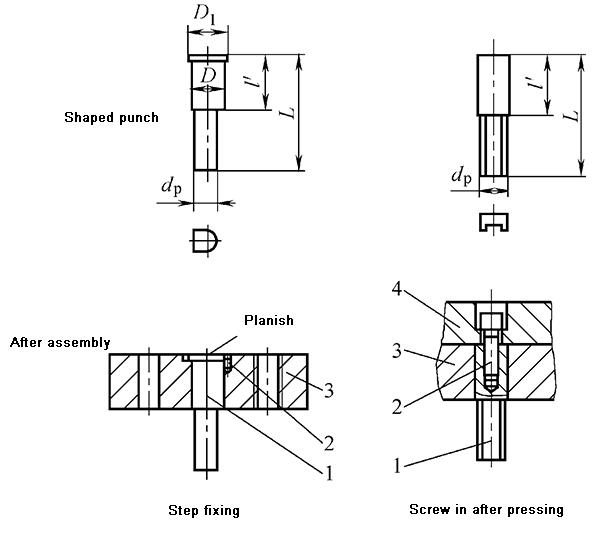
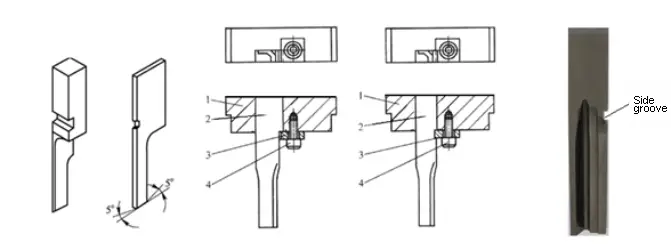
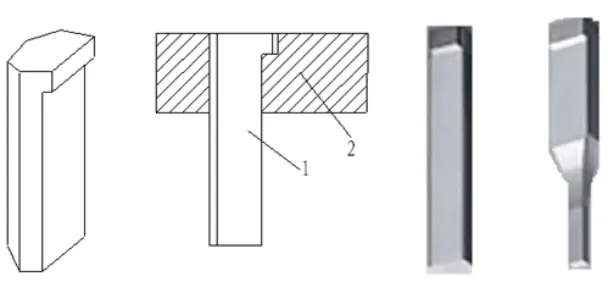
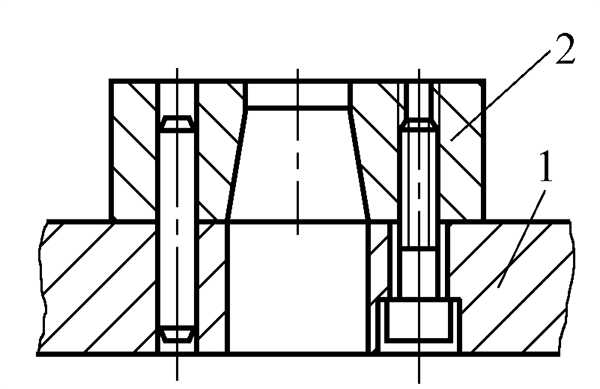
(1) Dışbükey kalıbın yapısal formu ve sabitleme yöntemi
Sıradan damgalama kalıplarında yaygın olarak kullanılan entegre kalıp yapısı.
İki tip integral kalıp vardır: dikdörtgen ve yuvarlak.
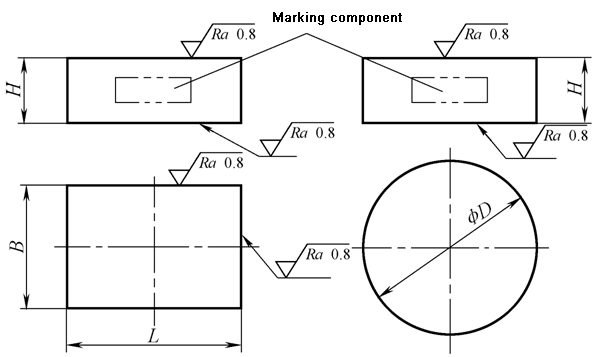
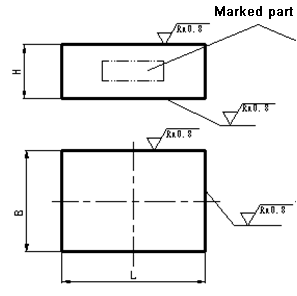
İşaretleme örneği: L = 125mm, B = 100mm, H = 20mm dikdörtgen içbükey kalıp işaretleme: dikdörtgen içbükey şablon 125×100×20 JB / T7643.1-2008
İntegral kalıp sabitleme yöntemi:
Önerilen malzemeler:
T10A,
9Mn2V,
Cr12,
Cr12MoV
Isıl işlem sertliği: 60 ~ 64HRC
Sabitleme yöntemi - vidalar ve pimler doğrudan alt kalıp tabanına sabitlenir
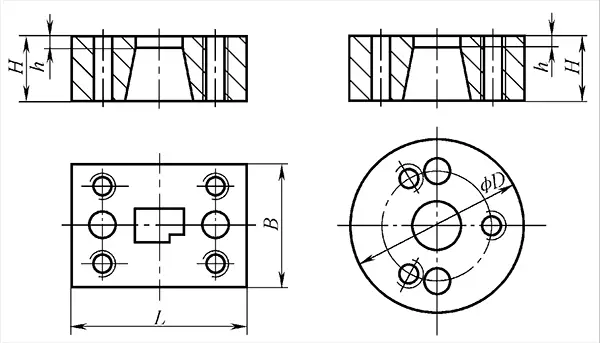
Kombine kalıp yapısı ve sabitleme yöntemi
Önerilen malzemeler:
Cr12MoV
Cr12
Cr6WV
CrWMn
Isıl işlem sertliği: 58 ~ 62HRC
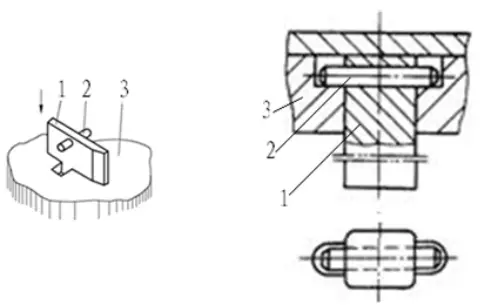
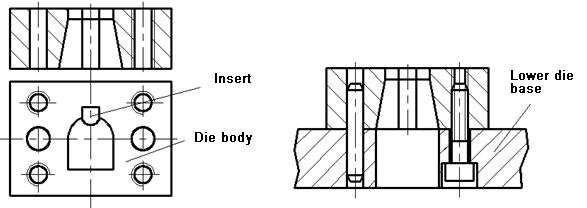
Blok kalıp
2) Kalıbın kesici kenar formu
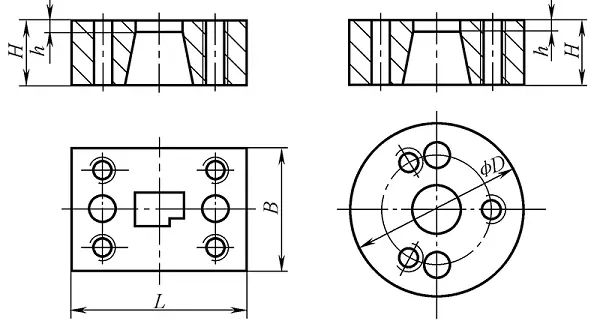
3) Kalıp şeklinin ve boyutunun şekil tasarımı
Şekil: yuvarlak veya dikdörtgen
Kalıp Boyut Tasarımı - Ampirik Formül
Buradan elde edilen kalıp şeklinin hesaplanan boyutu şudur:
Körleme kalıbının tasarım adımları:
Kalıp Şekli Tasarımı Örneği
Örnek 3-9 Şekil 3-92'de gösterilen iş parçası için körleme kalıbının şeklini ve boyutlarını tasarlamaya çalışın.
Çözüm: Zımbanın şekli dikdörtgene yakın olduğu için kalıbın şekli de dikdörtgen şeklindedir.
İş parçasının maksimum dış boyutları b = 40 + 20 = 60 mm ve malzemenin kalınlığı 2 mm olduğuna göre, Tablo 3-29'u kontrol edin: K = 0.28, o zaman kalıbın boyutları aşağıdaki gibi hesaplanabilir:
H = Kb = 0,28×60 = 16,8 mm
c = (1.5 ~ 2) H = (1.5 ~ 2)×16.8 = 25.2mm ~ 33.6mm,
c = 30 mm olsun.
O zaman: L = 40 + 19,88 + 30×2 = 119,88 mm
B = 19,88 + 30×2 = 79,88 mm
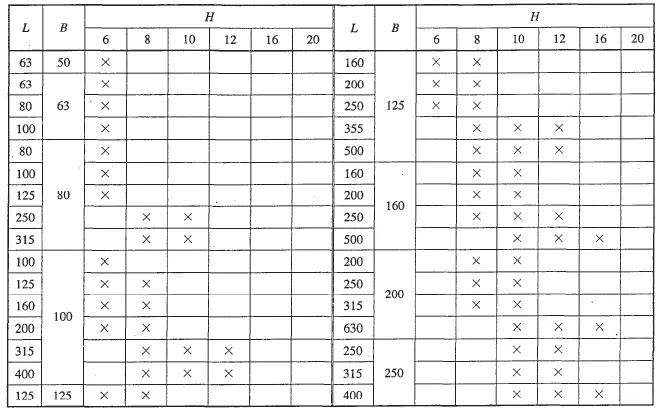
Bu, kalıbın hesaplanan dış boyutlarıdır. Tablo 3-31'de hesaplanan boyutlara göre, gerçek kalıp boyutunun şöyle olması gerektiğini biliyoruz:
L × B × Y = 125mm × 80mm × 18mm
Dikdörtgen içbükey şablonun kısmi verileri
(3) Dışbükey ve içbükey kalıpların tasarımı
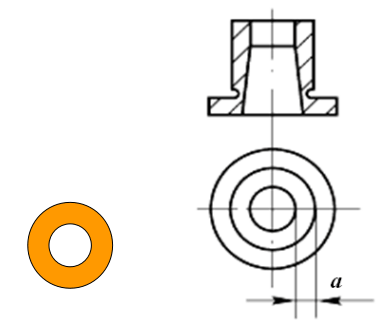
Dışbükey ve içbükey kalıp, kompozit kalıpta körleme kalıbı ve delme kalıbı işlevlerine sahip bir çalışma parçasıdır. İç ve dış kenarları kesme kenarlarıdır ve iç ve dış kenarlar arasındaki duvar kalınlığı kesme parçasının boyutuna bağlıdır.
Erkek ve dişi kalıbın minimum duvar kalınlığı
Eskiz
Kalınlık t/mm
0.4
0.5
0.6
0.7
0.8
0.9
1.0
1.2
1.5
1.75
Min duvar kalınlığı a/mm
1.4
1.6
1.8
2.0
2.3
2.5
2.7
3.2
3.8
4.0
Kalınlık t/mm
2.0
2.1
2.5
2.7
3.0
3.5
4.0
4.5
5.0
5.5
Min duvar kalınlığı a/mm
4.9
5.0
5.8
6.3
6.7
7.8
8.5
9.3
10.0
12.0
6.2 Konumlandırma parçalarının tasarımı ve standartların seçimi
Rol: İşlenmemiş parçanın kalıp içindeki tam konumunu belirleme
Görevi, şeridin kalıba doğru yönde beslenmesini sağlamaktır
Yaygın kurşun parçalar şunlardır:
Kılavuz plaka
Kılavuz pim
Yan basınç cihazı
(1) Kılavuz plaka
Rol, şeridin besleme yönünü kontrol etmektir
Genellikle iki parça, şeridin besleme yönünün iki tarafına dağıtılır ve vida pimleri ile doğrudan kalıba sabitlenir. İki şekli vardır:
Standart yapı: Önerilen malzeme 45 çelik, ısıl işlem sertliği 28 ~ 32HRC
Standart olmayan yapı: kılavuz plaka ve boşaltma plakası bir bütün olarak
Standart yapı kılavuz plakasının sabitleme yöntemi
Kılavuz plakanın ve içbükey şablonun boyutları aynıdır.
Standart dışı yapı kılavuz plakası
Kılavuz plaka ve boşaltma plakası entegre edilmiştir
Alıcı plakalı yapı
Kılavuz plaka içbükey şablondan daha uzundur
(2) Kılavuz pim
Genellikle en az iki tane gereklidir ve şeridin aynı tarafında yer alırlar. Standart yapı tavsiye edilir. Malzeme 45 çeliktir ve ısıl işlem sertliği 43 ~ 48HRC'dir.
(3) Yan basınç cihazı
Tutucu parçalar
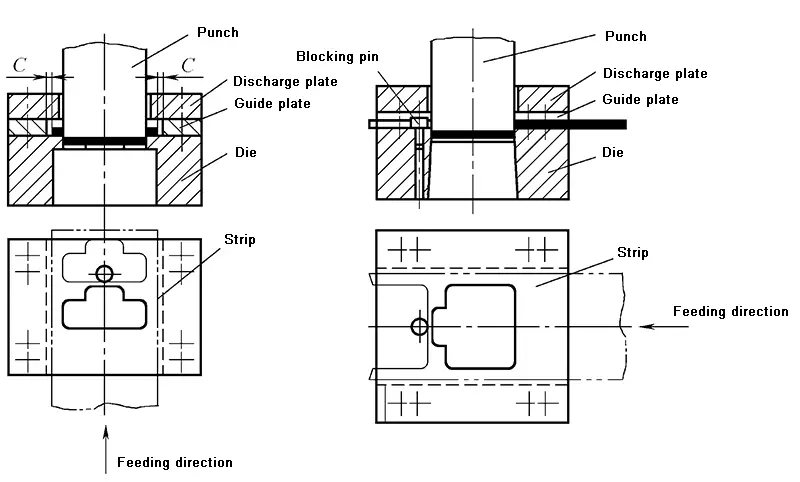
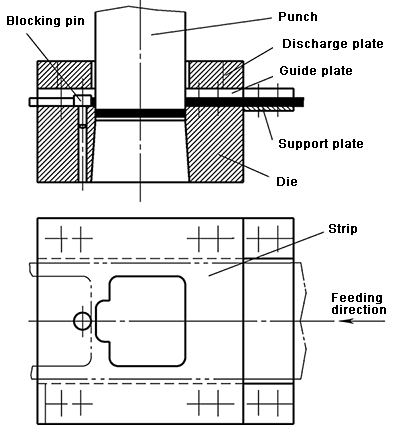
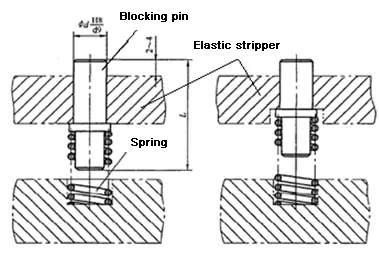
Rol, şeridin kalıba beslendiği mesafeyi, yani mesafenin kontrolünü kontrol etmektir. Yaygın yapılar arasında malzeme engelleme pimleri, yan kenarlar, kılavuz pimler vb. yer alır.
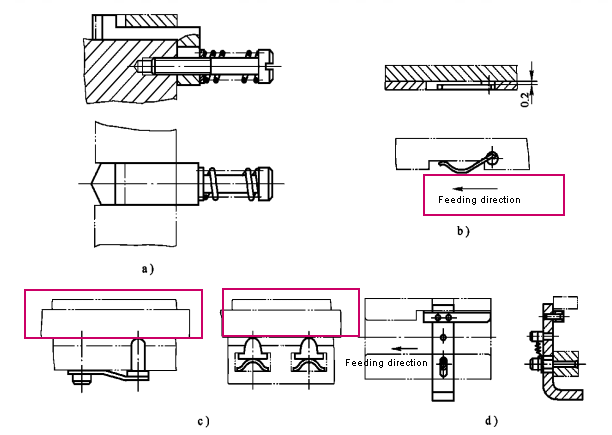
Engelleme pimi, sabit engelleme pimi ve hareketli engelleme pimi olarak ikiye ayrılır.
Sabit durdurucu pim, yuvarlak başlı durdurucu pim ve kanca şeklinde durdurucu pim içerir.
Hareketli durdurucu pim şunları içerir: ilk durdurucu pim, dönüş tipi durdurucu pim ve üst elastik durdurucu pim.
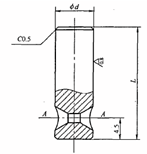
(1) Sabit durdurucu pim
İşlev, şeridin besleme mesafesini kontrol etmek, yani standart parçanın besleme mesafesini kontrol etmektir. Beslemenin önündeki kalıba doğrudan sabitlenir.
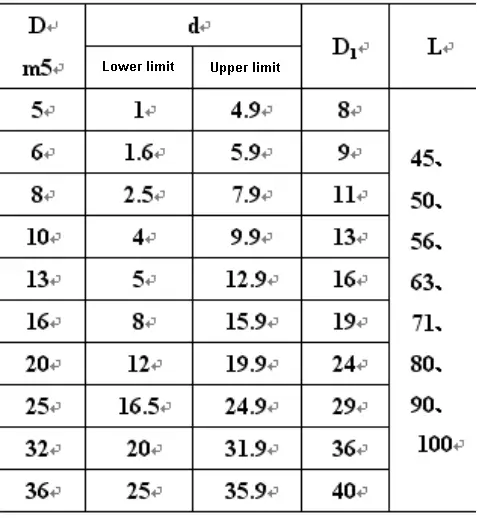
Seçim esası: Delikli sacın kalınlığı t, bkz. Tablo 3-34
Sabit durdurma piminin çalışma prensibi
Kanca durdurucu pim
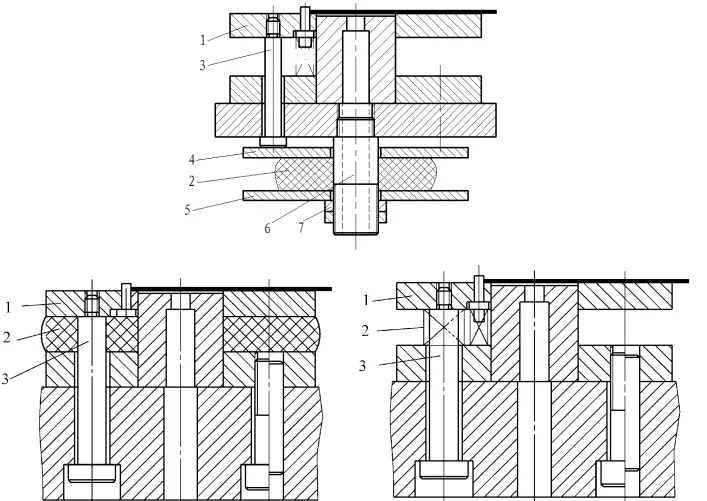
(2)Aktif durdurucu pim
Hepsi standart yapıdadır, blok veya pim malzemesi için 45 çelik önerilir, ısıl işlem sertliği 43 ~ 48HRC'dir
Başlangıç malzemesi engelleme cihazı genellikle kılavuz plakaya monte edilir ve çoğunlukla aşamalı kalıbın ilk beslemesi için kullanılır.
Kurşun durdurucu cihaz
Elastik boşaltma plakasına monte edilir ve çoğunlukla çevirme tipi bileşik kalıpta kullanılır.
Üç form vardır:
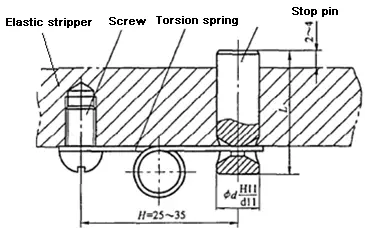
Yay yüklü malzeme engelleme cihazı
Kauçuk kubbe engelleme cihazı
Torsiyon yayı fırlatma malzemesi engelleme cihazı
Yay yüklü malzeme engelleme cihazı
Kauçuk kubbe engelleme cihazı
Torsiyon yayı fırlatma malzemesi engelleme cihazı
Kayış besleme durdurucusu
Sert bir boşaltma plakasına monte edilir, çoğunlukla manuel besleme kalıplarında kullanılır
Kayış tipi engelleme cihazının çalışma prensibi
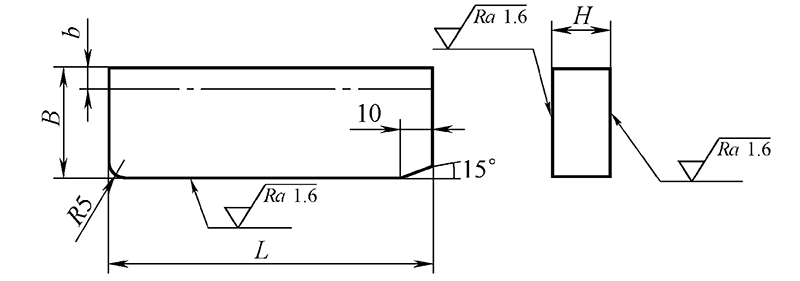
(3) Yan bıçak
İşlev, şeridin besleme mesafesini kontrol etmek, yani besleme mesafesini kontrol etmektir.
Yan kenar: Progresif kalıpta, şeridin besleme mesafesini sınırlamak için, belirli bir şekle sahip bir iş parçası şeridin yan tarafından delinir.
Yan bıçak standart parçalara sahiptir ve T10A önerilir. Isıl işlem sertliği 56 ~ 60HRC'dir.
Standart yan bıçak seçim yöntemi: Mesafeye göre, yan kenarın kenar uzunluğu = mesafe
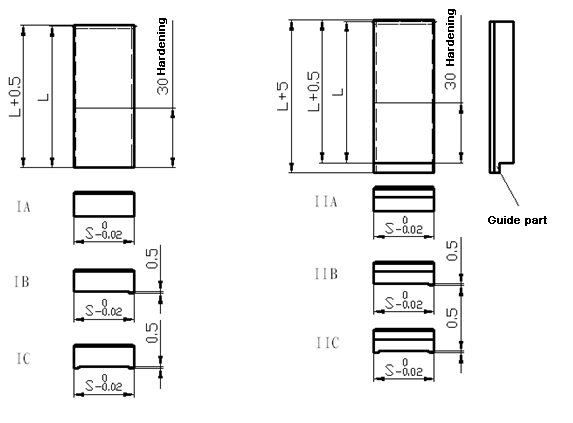
Standart yan kenar
Künt yan kesimden sonra çapakların yeri
Özel yan bıçak
Standart olmayan parçalar zımbanın şekline göre belirlenir.
Yan kenar durdurucu
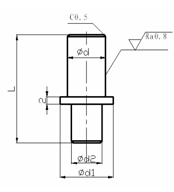
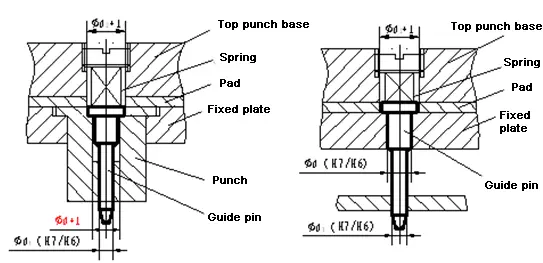
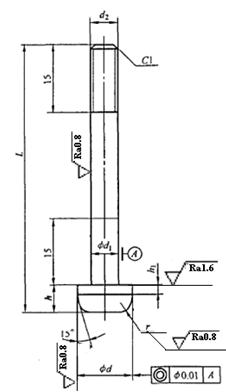
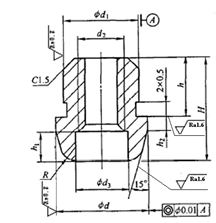
(4) Kılavuz pim
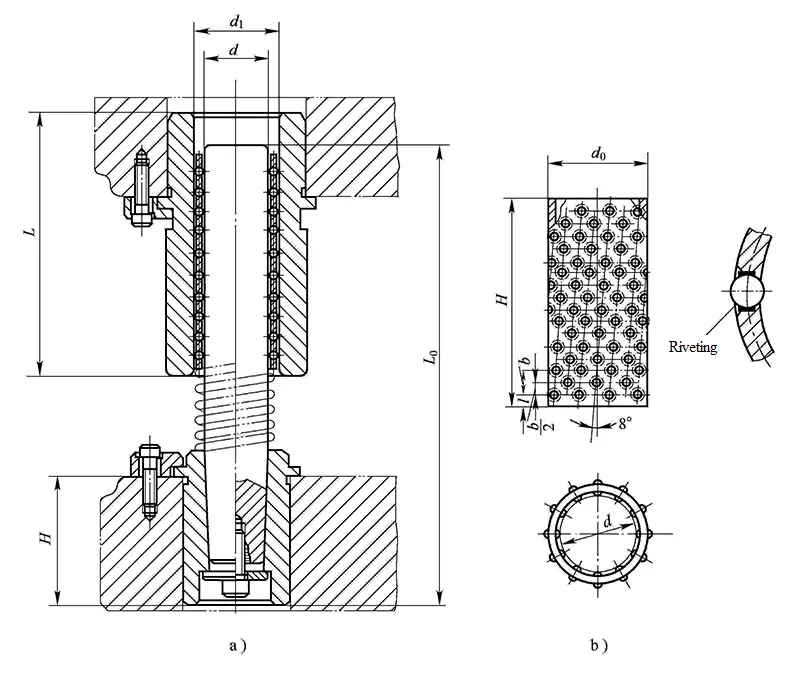
Esas olarak şeridin progresif kalıpta hassas konumlandırılması için kullanılır. Standart bir parçadır. Başlık ve çubuktan oluşur. Kılavuz pimin çubuğu sabitleme için kullanılır. Kılavuz pimin, önceden delinmiş delik çapı d'ye bağlı olarak 9Mn2V kullanılması önerilir.
Temel boyut:
Lider parça çapı d - kılavuz delik ile işbirliği yapmak için H7 / h6 veya H7 / h7 kullanın
Kılavuz parçanın yüksekliği h - h = (0,8 ~ 2) t alın
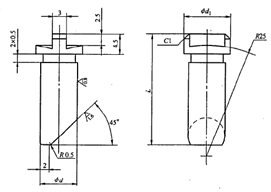
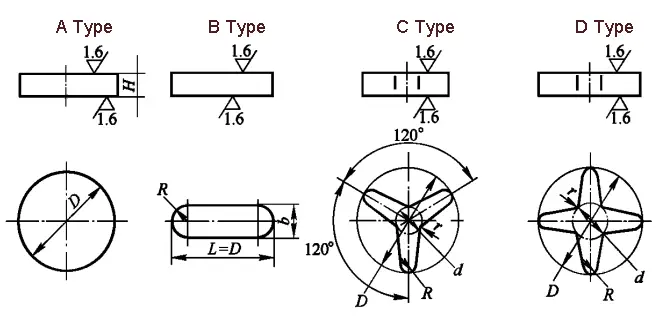
Standart A tipi kılavuz pimin yapısı ve sabitleme yöntemi
A tipi kılavuz pim
Standart B tipi kılavuz pimin yapısı ve sabitleme yöntemi
B tipi kılavuz pim
Standart C kılavuz piminin yapısı ve sabitleme yöntemi
C tipi kılavuz pim
Standart D-tipi kılavuz pimin yapısı ve sabitleme yöntemi
D tipi kılavuz pim
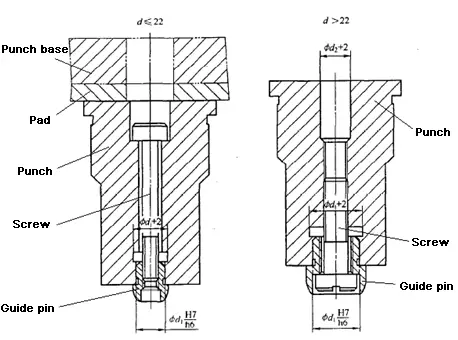
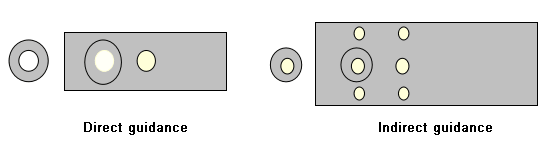
Pimleri yönlendirmek için iki yol:
Kılavuz pim doğrudan veya dolaylı olarak hizalanabilir.
Doğrudan hizalama, hizalama için iş parçasındaki deliklerin kullanılması anlamına gelir. Hizalama pimleri genellikle körleme kalıbına takılır.
Dolaylı hizalama, hizalama için önceden delinmiş işlem deliklerinin kullanılmasıdır ve hizalama pimleri genellikle dışbükey kalıp sabitleme plakasına takılır.
Kılavuz pimler bağımsız olarak kullanılamaz! !!
Kılavuz pim genellikle bir engelleme pimi, bir yan kenar ve bir otomatik besleme cihazı ile birlikte kullanılır.
Blokaj pimi ile pozisyonel ilişki:
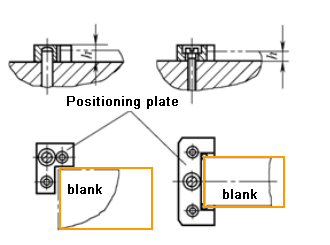
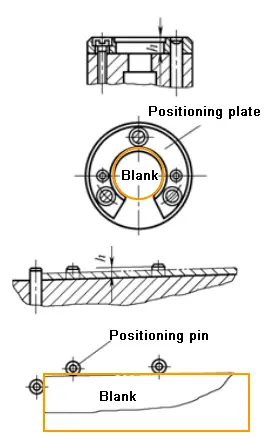
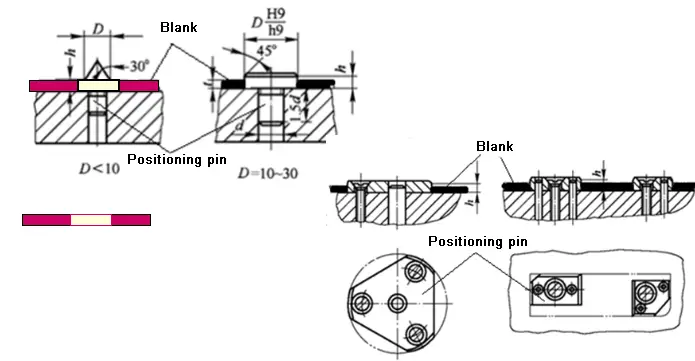
(3) konumlandırma plakası ve konumlandırma pimi
Boş şekil kullanarak konumlandırma
Boş iç şekil kullanarak konumlandırma
6.3 Presleme, boşaltma ve besleme parçalarının tasarımı ve standart seçimi
Görev, sacı tutmak ve parçaları ve hurdaları boşaltmak veya dışarı itmektir
Boşaltma cihazı (atık kesici)
İtici cihaz
Cihaz çıkarılıyor
Boşaltma cihazı
Amaç, erkek veya dişi kalıbın dışında kalan parçaları veya artıkları çıkarmaktır.
Farklı boşaltım gücü kaynaklarına göre:
Sert boşaltma cihazı
Esnek boşaltma cihazı
Atık kesme bıçağı (derin kenarlı parçaları çekerken boşaltmak için)
(1) Rijit (sabit) boşaltma cihazı
Vidalar ve pimlerle doğrudan kalıba sabitlenen bir plakadan (boşaltma plakası olarak adlandırılır) oluşur. Boşaltma kuvveti, plakanın boşluğu ile boşaltma plakası arasındaki sert darbeden kaynaklanır. Esas olarak büyük boşaltma kuvveti olan ve plaka düzlüğü gerektirmeyen kalın plaka boşaltma için uygundur.
Rijit boşaltma cihazının boşaltma prensibi
Boşaltma plakasının sert etkisinden kaynaklanan kuvvet ve malzeme boşaltma için kullanılır.
(Rijit) tahliye plakası tasarımı
Dış şeklin şekli ve boyutu genellikle kalıp ile aynıdır
Delik şekli, bu delme için zımbanın şekline bağlıdır ve ikisi arasında bir boşluk vardır. Aynı zamanda bir kılavuz plaka görevi görürse, zımba ile H7 / h6'lık bir boşluk uyumu kullanılır.
Boşaltma plakasının kalınlığı plakanın kalınlığına göre belirlenir, aşağıdaki tabloya bakın.
Malzemenin 45 çelik olması tavsiye edilir ve sertlik 43 ~ 48HRC'dir.
Sac Kalınlığı
t(mm)
Sıyırıcı genişliğiB(mm)
≤50
50~80
80~125
125~200
>200
S
S'
S
S'
S
S'
S
S'
S
S'
0.8
6
8
6
10
8
12
10
14
12
16
0.8~1.5
6
10
8
12
10
14
12
16
14
18
1.5~3
8
–
10
–
12
–
14
–
16
–
3~4.5
10
–
12
–
14
–
16
–
18
–
>4.5
12
–
14
–
16
–
18
–
20
–
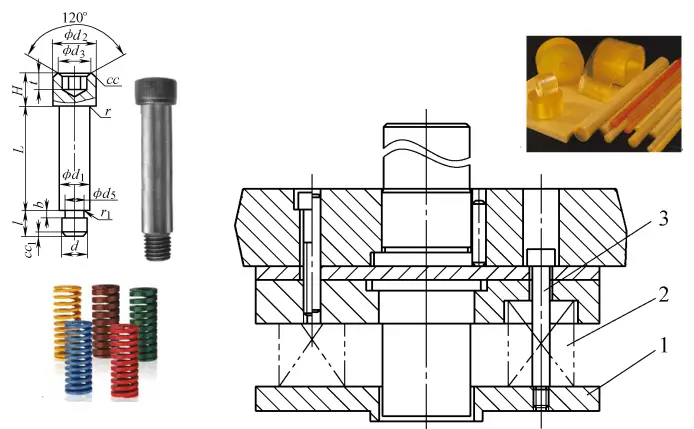
(2) Elastik deşarj cihazı
Bir boşaltma plakası, bir elastik eleman ve bir boşaltma vidasından oluşur. Genellikle üst kalıba monte edilir ve alt kalıba da monte edilebilir.
Bu tip boşaltma plakası genellikle ince malzemeler, küçük boşaltma kuvveti ve plaka düzlüğü gereksinimleri ile delme için kullanılır.
Elastik deşarj cihazının çalışma süreci
Elastik deşarj cihazının çeşitli yapısal formları
Boşaltma cihazı üst kalıba monte edilir
Alt kalıba monte edilmiş boşaltma cihazı
Tasarlanması gerekenler: boşaltma plakası, elastik eleman ve boşaltma vidası.
Genel olarak, boşaltma plakasının şekli ve boyutu kalıpla tutarlıdır. Çok fazla veya çok büyük elastik eleman varsa, elastik elemanın yerleştirilmesini kolaylaştırmak için boşaltma plakasının boyutunun artırılmasına izin verilir.
Boşaltma plakasının delik deseni, delme kalıbının şekli ile tutarlıdır. İkisi arasında belirli bir boşluk vardır. Boşaltma plakasının kalınlığı, delinmiş plakanın kalınlığına bağlıdır.
Boşaltma vidası standart bir parçadır (kalıba özel olan sabitleme vidasının aksine) ve doğrudan standarttan seçilebilir.
Yaygın olarak kullanılan elastik elemanlar, standart parçalar olan ve koşullara göre seçilebilen yaylar ve kauçuklardır.
Elastik deşarj cihazı-deşarj vidası bağlantısı
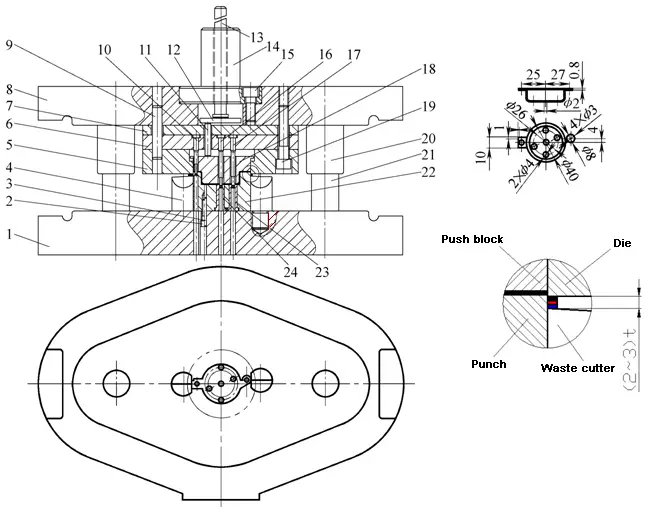
(3) Atık kesme bıçağı
Çekilen parçayı keserken, boşaltmak için bir hurda kesici kullanın.
Atık kesme bıçağı genellikle makinenin kenarına takılır kesme zımbasıve kesme kenarı, kesme kenarından yaklaşık 2 ila 3 daha kalındır. Körleme sırasında kalıp, atığı boşaltmak üzere kesmek için atığı kesme bıçağının kesici kenarına bastırır.
Atık kesicinin standart yapısı
İtici cihaz
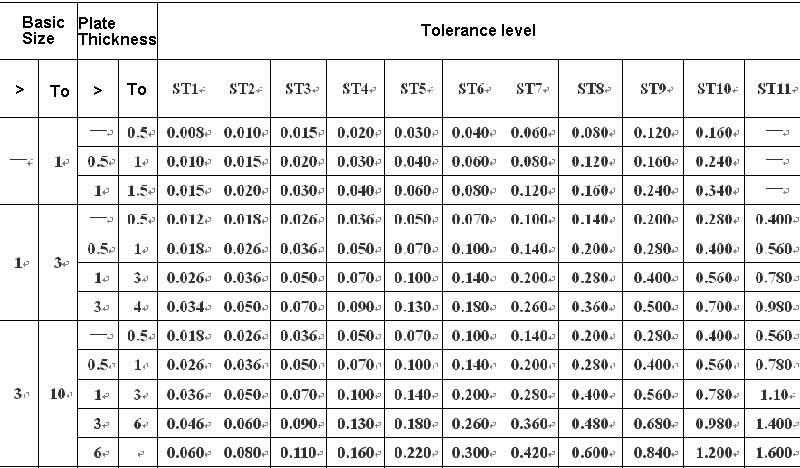
Görevi, zımbalama yönü boyunca kalıbın boşluğuna sıkışmış iş parçasını veya hurdayı itmektir.
İtme kuvvetinin kaynağına bağlı olarak:
Sert itici cihaz
Elastik itici cihaz
(1) Sert itici cihaz
Rijit itici cihaz bileşenleri
Rijit itici cihaz prensibi
Rijit itici cihaz tasarımı
İtici blok tasarımı
İtme plakası yapısı: isteğe bağlı standart parçalar
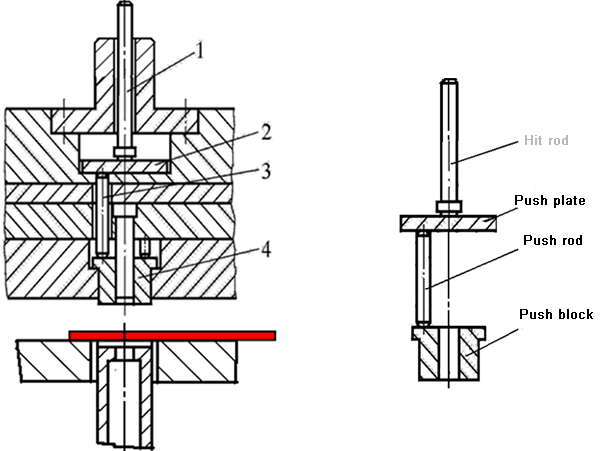
Elastik itici cihaz
Elastik elemanlar ve itici bloklardan oluşur
Tasarım ihtiyacı: itici blok ve elastik eleman.
Fırlatma cihazı
Bunun etkisi, kalıbın boşluğunda sıkışmış olan malzemeyi delme yönünün tersine itmektir.
Üst cihazın çalışma süreci
6.4 Kılavuz parçaların tasarımı ve standartların seçimi
Görevi, hareket kılavuzluğunu sağlamak ve üst ve alt kalıpların göreceli konumlarını belirlemektir. Amaç, erkek kalıpların dişi kalıplara doğru şekilde girmesini sağlamak ve erkek ve dişi kalıpların çevresel boşluklarını mümkün olduğunca eşit hale getirmektir.
Bilye kılavuz direği kılavuz kovanının kalıp içindeki montaj konumu
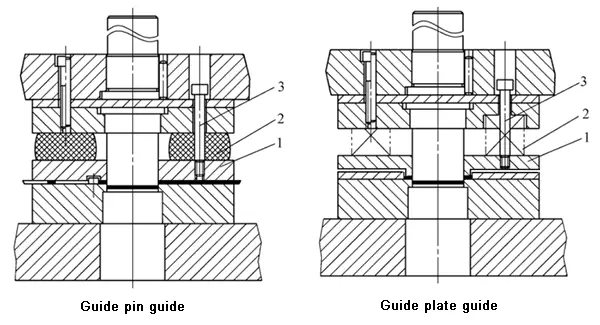
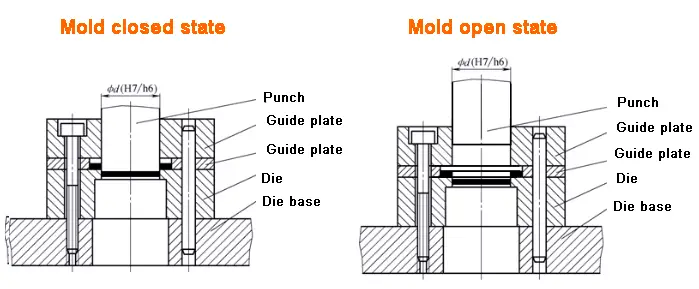
(2) Kılavuz plaka kılavuzu
Kılavuz plaka sert bir boşaltma plakasıdır.
Aradaki fark, kılavuz plaka ile zımba arasındaki boşluğun H7/h6 olmasıdır. Kılavuz plakanın yönlendirici bir rol oynamasını sağlamak için kılavuz plakanın zımba ile yeterli temas uzunluğuna sahip olması gerekir. H kalınlığı genellikle şu şekilde alınır:
H = (0,8~1) Hölmek (Hölmek kalıbın kalınlığıdır)
Aynı zamanda, kalıbın tüm çalışma süreci boyunca (kalıbın geri dönüşü dahil), zımba ve kılavuz plakanın deliği ayrılmaz.
6.5 Bağlantı ve sabitleme parçalarının tasarımı ve standart seçimi
Görev, üst ve alt kalıplardaki erkek ve dişi kalıpları ve pres üzerindeki üst ve alt kalıpları sabitlemektir. içerir:
Kalıp tabanı (çerçeve)
Kalıp sapı
Ped
Sabitleme plakası
Vida
Pim
(1) Kalıp tabanı
Üst kalıp veya alt kalıp için kullanılan parçaları birleştirmek ve desteklemek için kullanılan üst kalıp tabanı ve alt kalıp tabanı vardır.
Standart kalıp
Üst kalıp tabanı
Alt kalıp tabanı
Kılavuz gönderisi
Kılavuz manşon
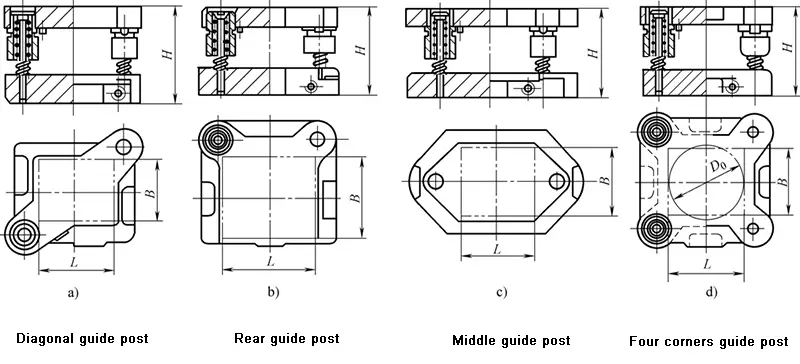
Kılavuz direk ve kılavuz manşonun uyumuna bağlı olarak, standart kalıp şunları içerir:
Kayar kılavuz kalıp
Haddeleme kılavuz kalıbı
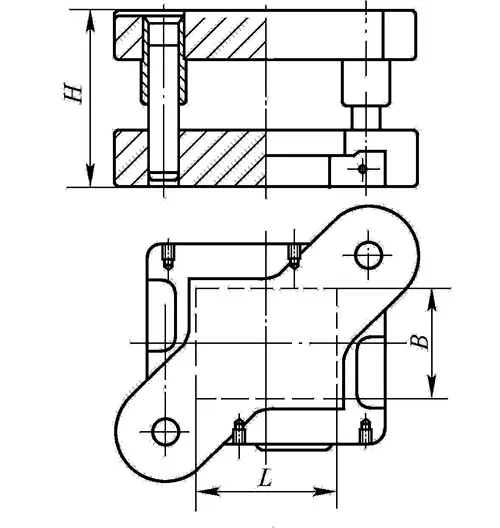
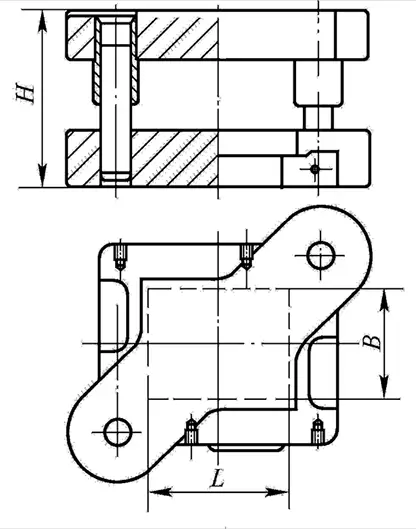
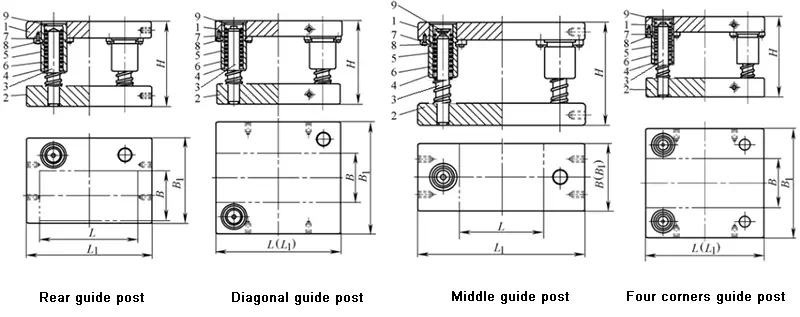
Kılavuz direğin ve kılavuz manşonun konumuna bağlı olarak standart kalıp şunları içerir:
Diyagonal kılavuz direk kalıbı
Arka kılavuz direk kalıbı
Ara kılavuz direk kalıbı
Dört köşe kılavuz direk kalıbı
Standart kalıp tabanı-üst kalıp tabanı, alt kalıp tabanı, kılavuz direk, kılavuz manşon
Kayar kılavuz standart kalıp
Kayar kılavuz çelik kalıp
Kalıp tabanı seçim prensibi: Kalıbın çevresine göre seçin
(2) Kalıp kolu-standart parçalar
Rol, genellikle küçük ve orta ölçekli kalıplara uygulanan üst kalıbı presin kızağına sabitlemektir.
Yaygın standart tutamaklar şunlardır:
Pres kalıp kolu
Vidalı kalıp kolu
Flanş kalıp kolu
Yüzer kalıp kolu
Kalıp malzemesi olarak Q235A veya #45 çelik kullanılması tavsiye edilir.
Seçim prensibi: presin kalıp sapı deliğinin çapı
Yaygın kalıp saplarının dört standart yapısı
(3) Sabit plaka
Rol, küçük erkek veya dişi kalıpları takmak ve sabitlemek ve son olarak bunları bir bütün olarak üst kalıp tabanına veya alt kalıp tabanına monte etmektir.
Standart bir parçadır ve iki tipi mevcuttur: dikdörtgen ve dairesel.
Sabitleme plakasının tasarımı
Erkek kalıp sabitleme plakasının seçimi, dişi kalıbın şekline ve boyutuna bağlıdır.
Sabit plakanın düzlem boyutu kalıbınkiyle aynıdır ve kalınlık genellikle kalıbın kalınlığının 0,6 ila 0,8 katıdır.
Sabitleme plakasının montaj delikleri ve zımbaları H7 / m6 veya H7 / n6 veya H7 / m5 geçiş uyumunu benimser. Preslemeden sonra, sabitleme plakasının ve sabitleme plakasının uç yüzeyleri birlikte taşlanır.
Sabitleme plakası malzemesi olarak 45 çelik kullanılması tavsiye edilir ve ısıl işlem sertliği 28 ~ 32HRC'dir.
Dikdörtgen sabitleme plakası
(4) Destek plakası
Dışbükey ve içbükey kalıplar ile kalıp tabanı arasında yer alır ve üst ve alt kalıp tabanlarının girintiden dışarı bastırılmasını önlemek için presleme yükünü taşır ve dağıtır.
Kalıpta ped kullanılıp kullanılmayacağı iki koşula bağlıdır:
Zımbanın sabit uç yüzeyinin kalıp tabanı üzerinde oluşturduğu birim basınç, kalıp tabanının dayanabileceği basıncı aşar.
Yani: σ = P / F≥ [σpress]
Üst kalıpta sert bir itici cihazın kullanılması, kalıp tabanındaki deliklerin işlenmesini gerektirir.
Plaka tasarımı
Destek plakası, yuvarlak bir destek plakası (JB / T7643.6-2008) ve dikdörtgen bir destek plakası (JB / T7643.6-2008) olan standart bir parçadır.
Seçim esası kalıbın şekli ve boyutudur.
Destek plakasının düzlem boyutu kalıbınki ile aynıdır ve kalınlık genellikle 5-12 mm'dir.
Malzeme olarak 45 çelik tavsiye edilir ve ısıl işlem sertliği 43 ~ 45HRC'dir.
Kompozit bir kalıp tasarlarken, bazen dışbükey ve içbükey kalıplar ile kalıp tabanı arasına bir ped yerleştirilmelidir.
Destek plakası standart
(5) Vidalar ve pimler-standart parçalar
Kalıptaki sabitleme parçaları esas olarak vidaları ve pimleri içerir. Vida esas olarak kalıptaki parçaları bir bütün haline getirmek için birbirine bağlar ve pim konumlandırma rolünü oynar. Altıgen vidalar, vidalar için en iyi seçimdir. Silindirik pimler genellikle pimler için kullanılır. Tasarım yaparken, en az iki silindirik pim olmalıdır.
Pim ve vida arasındaki mesafe, mukavemetin azalmasını önlemek için çok küçük olmamalıdır. Kalıptaki vida ve pimlerin özellikleri, miktarları, mesafeleri ve diğer boyutları, ulusal standarttaki tipik soğuk kalıp kombinasyonuna atıfta bulunularak tasarlanabilir.
Vidanın çapı, kalıbın kalınlığına göre belirlenir.
Vida çapı seçimi
Kalıp Kalınlığı
<13
13-19
19-25
25-32
>32
Vida çapı
M4, M5
M5, M6
M6, M8
M8, M10
M10, M12
Körleme ekipmanının seçimi ve kontrolü
7.1 Seçim ekipmanların
Seçim, körleme işlemi kuvvetinin boyutuna ve kalıp yapısına dayanmaktadır.
Seçim adımları şunlardır:
(1) Kalıp yapısı özelliklerine göre toplam boşluk kuvveti F toplamını hesaplayın.
Sert boşaltma cihazı ve alt boşaltma yöntemi kullanıldığında, toplam körleme işlemi kuvveti:
Ftoplam=F+FT
Elastik boşaltma cihazı ve üst boşaltma yöntemi kullanıldığında, toplam körleme işlemi kuvveti:
Ftoplam=F+FX+FD
Elastik deşarj cihazı ve alt deşarj yöntemi kullanıldığında, toplam körleme işlemi kuvveti:
Ftoplam=F+FX+FT
(2) Toplam körleme işlemi gücüne göre ekipman verilerini kontrol edin, ekipmanın nominal basıncı F'yi ayarlayın ≥ Ftoplamve ardından başlangıçta ekipmanı seçin ve ekipmanın ilgili parametrelerini alın.
7.2 Kontrolden sonra seçilen birincil ekipman
(1) Kapalı yüksekliği kontrol edin
(2) Uçak boyutunun kontrol edilmesi
(3) Kalıp tutamağı deliğinin boyutunu kontrol edin
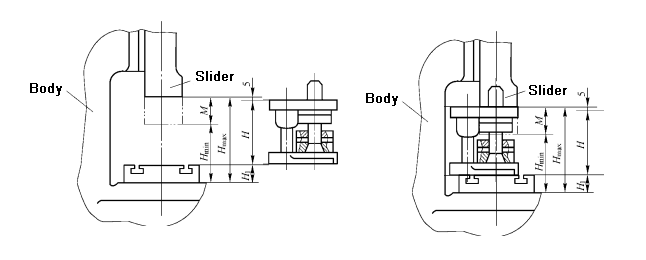
Presin kapanma yüksekliği, sürgü alt sınır konumundayken sürgünün alt yüzeyinden tablanın üst yüzeyine olan mesafeyi ifade eder. Presin kapanma yüksekliğinin maksimum kapanma yüksekliği Hmaksimum ve minimum kapanma yüksekliği Hmin.
Kalıbın kapanma yüksekliği H, kalıp çalışma pozisyonunun alt kutbundayken alt kalıp tabanının alt düzlemi ile üst kalıp tabanının üst düzlemi arasındaki mesafeyi ifade eder.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Servo pres teknolojisinin üretimde ezber bozan potansiyelini hiç düşündünüz mü? Bu makalede, bu gelişmiş makinelerin sektörde nasıl devrim yarattığını ve benzersiz hassasiyet, verimlilik,...
Dünyamızı şekillendiren makinelerin nasıl yapıldığını hiç merak ettiniz mi? Bu blog sizi en iyi punch pres makinesi üreticileri arasında bir yolculuğa çıkarıyor. Hakkında bilgi edineceksiniz...
Bir mühendis olarak, makine tasarımı ve üretimi söz konusu olduğunda şeytanın ayrıntıda gizli olduğunu bilirsiniz. Kaliteyi belirleyebilecek veya bozabilecek önemli bir husus...
Doğru taret zımba takımının seçilmesi, üretim verimliliğinizi ve ürün kalitenizi önemli ölçüde etkileyebilir. Sac metal işlemenizde çapaklarla veya kalıp aşınmasıyla mı mücadele ediyorsunuz? Bu kılavuz...
Demir işleme makinesi üreticileri listesinin başında hangi şirket var? Bu makale, sektörün önde gelen markalarını tarihçeleri, yenilikleri ve ürün teklifleri ile birlikte incelemektedir. Okuyarak, içgörü kazanacaksınız...
Arabanızdaki veya ev aletlerinizdeki metal parçaların nasıl yapıldığını hiç merak ettiniz mi? Metal levhaların kalıplarla şekillendirilmesini içeren bir süreç olan metal damgalama kilit öneme sahiptir. Bu yöntem yüksek...
Otomobillerin nasıl bu kadar hızlı ve güvenli bir şekilde üretildiğini hiç merak ettiniz mi? Bu makale, robotların el işçiliğinin yerini alarak verimliliği oranında artırdığı otomatik damgalama üretim hatlarının arkasındaki sihri ortaya koyuyor...
Hangi malzemeler damgalama kalıplarını hem sağlam hem de hassas hale getirir? Damgalama kalıpları yüksek dayanıklılık ve hassasiyet gerektirir ve çelik, karbür ve çeşitli alaşımlar gibi malzemeler kritik rol oynar. Bu makalede...
Metal damgalamanın mucizeleri ilginizi mi çekiyor? Bu blog yazısında, delik flanşlama, boyun açma ve şişkinliğin büyüleyici dünyasına dalıyoruz. Uzman makine mühendisimiz size rehberlik edecek...