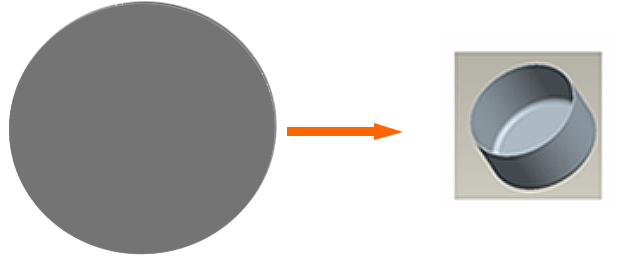
Düz bir metal levhanın nasıl karmaşık, içi boş bir parçaya dönüştürülebileceğini hiç merak ettiniz mi? Büyüleyici bir şekillendirme prosesi olan derin çekme bunu mümkün kılar. Bu makalede derin çekmenin inceliklerini, prensiplerini, zorluklarını ve uygulamalarını inceleyeceğiz. İster meraklı bir mühendis ister bir üretim meraklısı olun, bu olağanüstü sürecin arkasındaki sırları ortaya çıkarmak için bu yolculukta bize katılın.
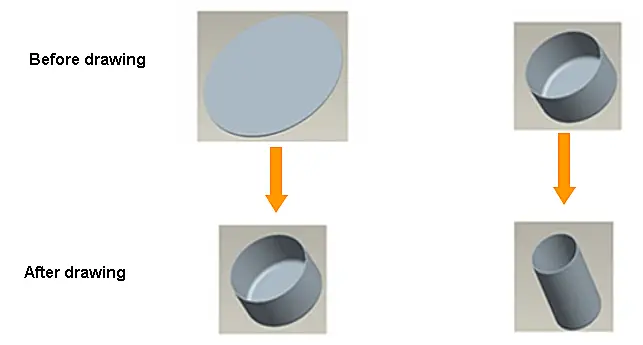
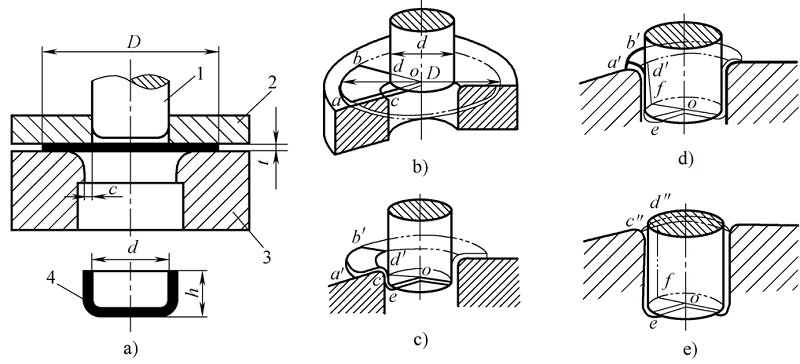
Derin çekme, düz işlenmemiş parçayı çeşitli açık içi boş parçalara bastırmak veya üretilen içi boş parçaları bir presin basıncı altında diğer içi boş parça şekillerine işlemek için bir çekme kalıbı kullanan bir işleme yöntemidir.
Derin çekme için kullanılan kalıp derin çekme kalıbı olarak adlandırılır.
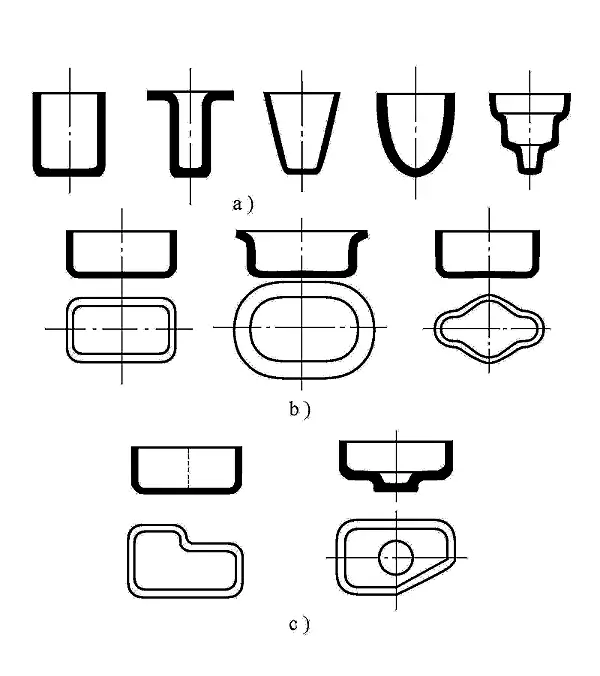
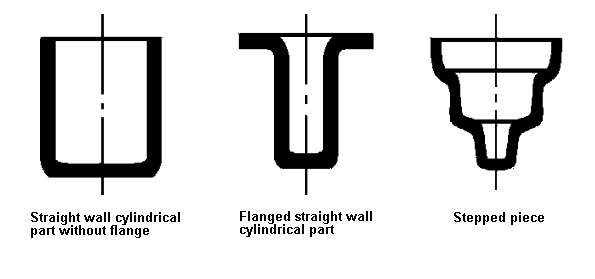
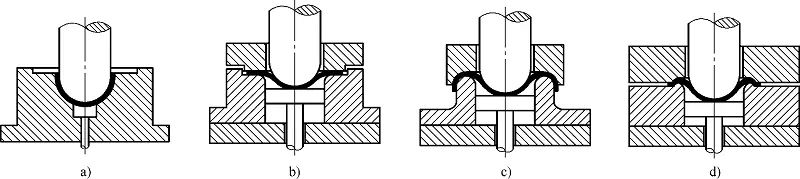
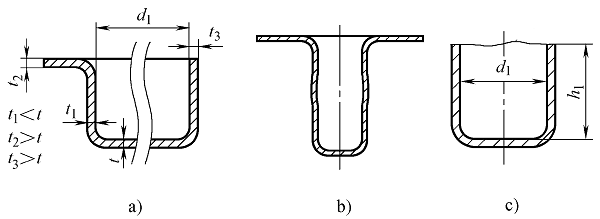
Derin çekme parça çeşitleri
a) Eksenel simetrik dönen parçaların derin çizimi
b) Kutu parçaları
c) Asimetrik çizim parçaları
Daha karmaşık şekilli derin çekme parçaları
Derin Deformasyon Sürecinin Analizi
1.1 Derin deformasyon süreci ve özellikleri
Derin çekme, malzemelerin plastik akış sürecidir
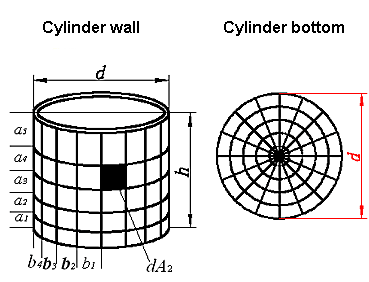
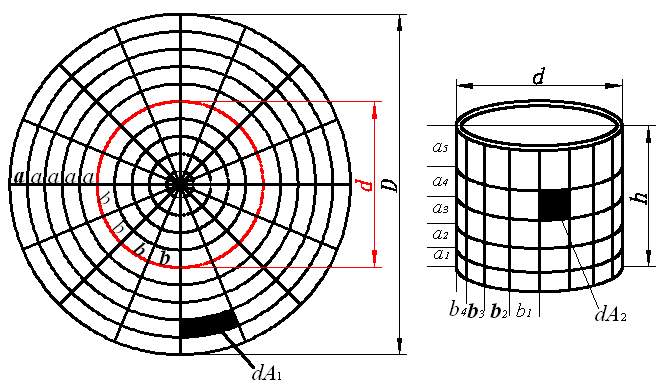
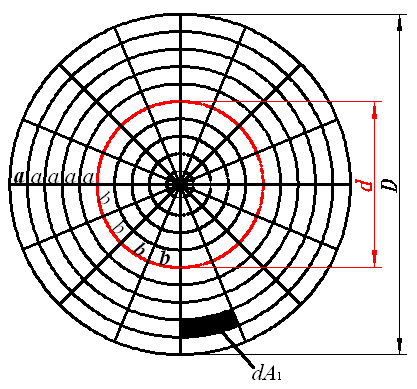
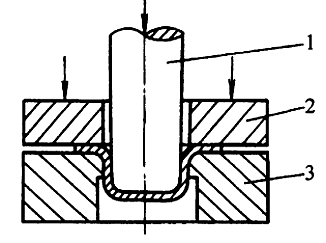
Yuvarlak düz bir işlenmemiş parça, kalıp olmadan açık içi boş bir parçaya nasıl işlenir?
Derin çekmeden önce:
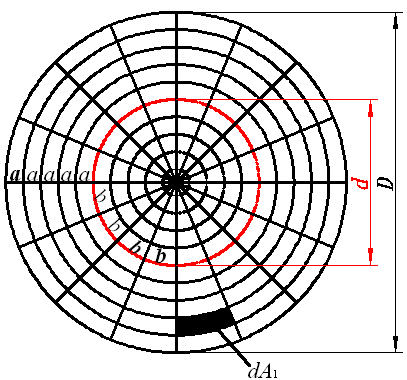
a=a=......=a
b=b=......=b
Malzeme kalınlığı t
Derin çektikten sonra:
a<a1<a2<a3<a4<a5
b1=b2=... ...=b
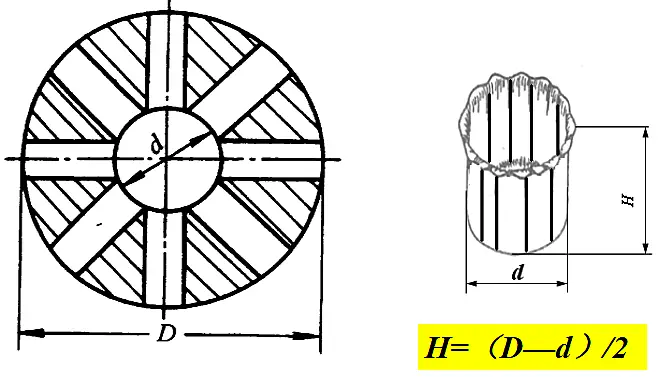
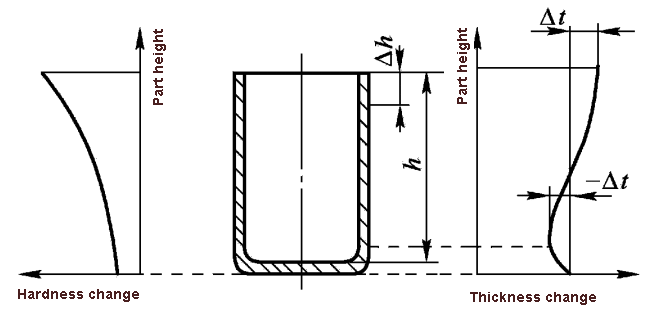
Malzemenin kalınlığı yükseklik boyunca değişir ve ağız kalınlaşır.
h>(D-d)/2
Izgara derin çizimi öncesi ve sonrası değişiklikler.
Derin çekme sırasında ızgara üzerindeki kuvvetler
Sac kalınlığının yükseklik yönünde değişimi
Derin deformasyon özellikleri:
Kalıbın altındaki malzemede çekme işlemi sırasında çok az değişiklik olur. Deformasyon esas olarak çekme işleminin ana deformasyon alanı olan kalıp düzlemindeki (D-d) dairesel halka kısmında yoğunlaşır.
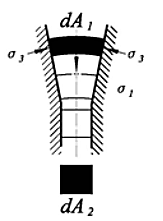
Deformasyon bölgesindeki deformasyon düzensizdir. Teğetsel basınç gerilimi ve radyal çekme geriliminin birleşik etkisi altında, metal teğetsel yönde sıkıştırılır ve ağızda ne kadar sıkıştırılırsa, radyal yönde o kadar uzar ve ağız o kadar uzar.
Kalınlık yükseklik yönünde yerden yere değişir ve en çok çekilen kısmın ağzındaki kalınlık artar.
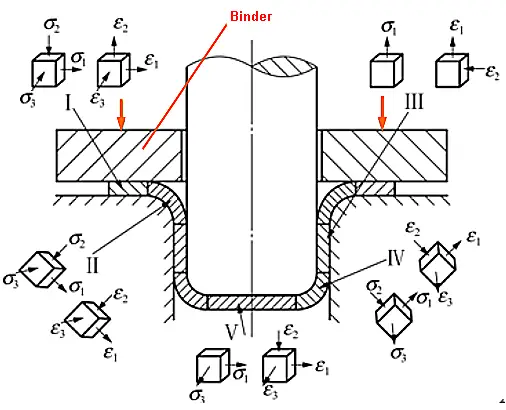
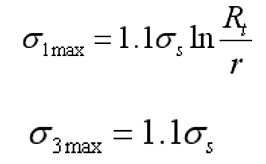
1.2 Derin çekme sırasında kütükteki gerilme ve şekil değiştirmenin durumu ve dağılımı
Stres-gerinim durumu
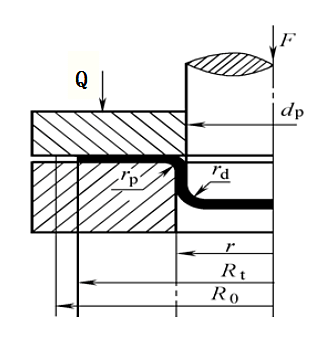
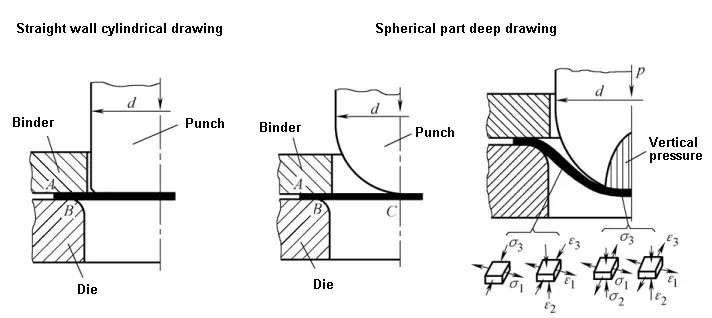
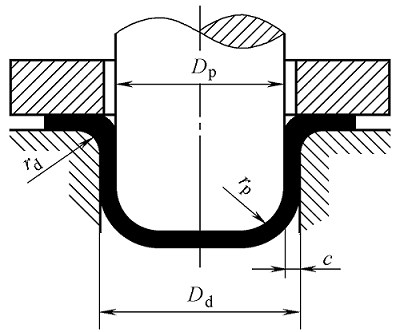
Örnek olarak işlenmemiş parça tutuculu düz duvarlı silindirik bir parçanın ilk derin çizimini ele alalım.
1, 2 ve 3 alt simgeleri sırasıyla kütüğün radyal, kalın ve teğetsel gerilme ve gerinimlerini temsil eder.
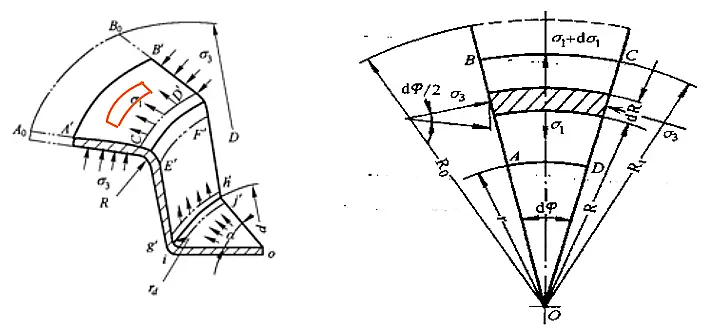
Gerilme-şekil değiştirme dağılımı
1) Kalınlık yönündeki gerilmeyi göz ardı edin ve iş sertleşmesini dikkate almayın
2) Plastik deformasyon koşulu ve kuvvet denge koşulunun iki denkleminden iki bilinmeyeni çözün
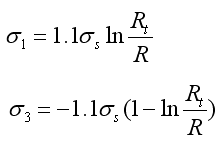
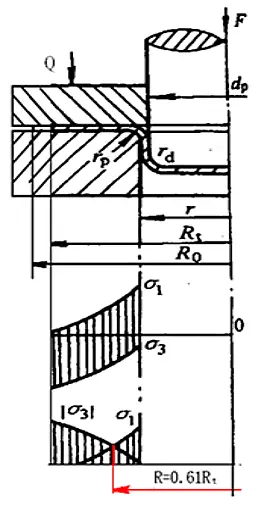
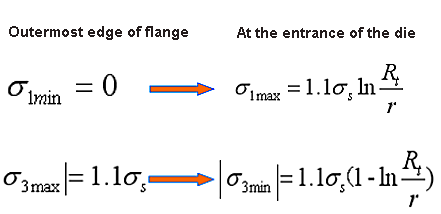
Deformasyon bölgesindeki gerilim
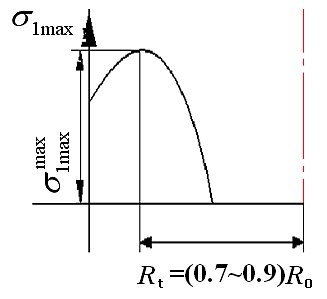
R değer aralığı: [r ~ Rt], σ1 ve σ3 çizim sürecinin her anında değişmektedir
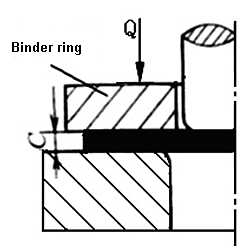
Kalıbın çalışan kısmının geometrisi: konik kalıbın kırışması kolay değildir
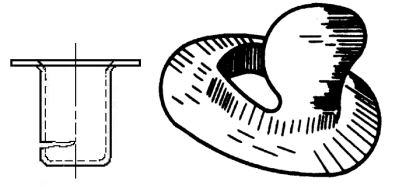
Genel olarak: flanş genişliği ne kadar büyükse, kalınlık ne kadar inceyse, malzemenin elastik modülü ve sertleşme modülü o kadar küçüktür, kararsızlığa karşı direnç o kadar zayıftır ve kırışması o kadar kolaydır.
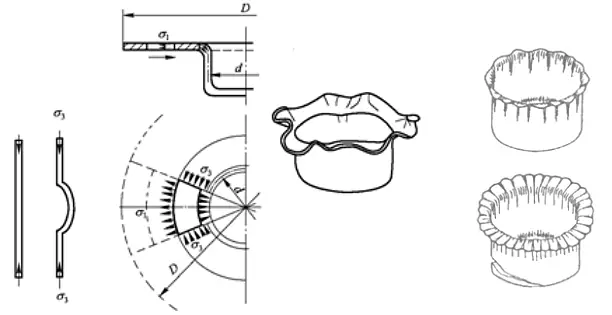
Kırışıklıkları önlemek için önlemler
Gerçek üretimde derin kırışmayı önlemek için en etkili önlem, bir işlenmemiş parça tutucu halka kullanmak ve uygun bir işlenmemiş parça tutucu kuvveti Q uygulamaktır.
Kırışıklık hakkında birkaç önemli sonuç:
(1) Kırışıklık yasası: Kırışıklıkların en çok düz duvarlı silindirik bir parçanın ilk çekilmesi sırasında meydana geldiği pratikte kanıtlanmıştır: derin çekmenin ilk aşaması
(2) Kırışıklık önleyici tedbirler: uygun boş tutucu kuvveti uygulamak için boş tutucu halka kullanın
(3) Buruşma konumu: derin çekmenin ana deformasyon alanı (flanş deformasyon alanı)
Silindir duvarının çekme gerilimi silindir duvarının malzemesinin çekme mukavemetini aştığında, çekilen parça alt köşe ile silindir duvarının teğetinde - "tehlikeli bölüm" - yırtılacaktır.
Esas olarak şunlara bağlıdır:
Silindir duvarının kuvvet aktarım bölgesindeki çekme gerilimi
Tüp duvarının çekme dayanımı kuvvet iletim bölgesi
Çizim kırılmasını etkileyen faktörler
(1) sac mekanik özellikleri
(2) çizim katsayısı m
(3) kalıbın köşe yarıçapı
(4) sürtünme
(5) boş tutucu kuvveti
Çatlamayı önlemek için önlemler
Derin çekme için büyük sertleşme indeksine ve küçük akma oranına sahip malzemeler kullanın;
Çizimin dışbükey ve içbükey köşelerinin yarıçapını uygun şekilde artırın;
Derin çekme sayısını artırın;
Yağlamayı iyileştirin.
Pratik kanıtlar:
Düz duvarlı silindirik parçanın ilk derin çekme işleminde, çatlağın oluşması için en olası zaman derin çekme işleminin ilk aşamasıdır.
Derin çekme işlemi hesaplaması
3.1 Düz Duvarlı Döner Parçalar için Çekme İşleminin Hesaplanması
Flanşsız silindirler için çekme işleminin hesaplanması
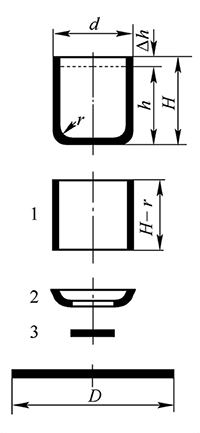
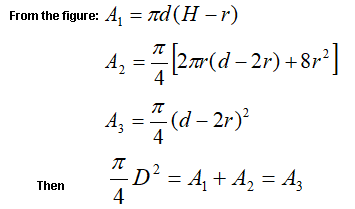
(1) İşlenmemiş parçanın şeklinin ve boyutunun belirlenmesi
İşlenmemiş parçanın şeklini ve boyutunu belirlemek için temel:
Şekil benzerliği prensibi: Dönen gövde parçasının çekilmesinden önce işlenmemiş parçanın şekli, çekildikten sonra iş parçasının kesitinin şekline benzer.
Buna göre, silindirik parça için kullanılan işlenmemiş parçanın şekli daireseldir
Eşit yüzey alanı prensibi: Malzemenin çekme öncesi ve sonrası kalınlığı değişmezse, işlenmemiş parçanın çekme öncesi ve sonrası yüzey alanı yaklaşık olarak eşittir.
Boş boyutun hesaplama adımları:
1) Kırpma için marjı belirleyin.
2) Çizilen parçanın yüzey alanını hesaplayın.
Derin çizim birkaç basit geometriye bölünmüştür.
Her bir basit geometrinin yüzey alanını bulun.
Her bir basit geometrinin yüzey alanı toplandığında parçanın toplam yüzey alanı elde edilir.
3) Eşit yüzey alanı ilkesine göre, boşluğun çapını bulun.
Boş boyut hesaplama formülü
1) Trim marjını △h almak için tablo 5-2'yi kontrol edin
Tablo: Flanşlanmamış parçalar için trim payı
Derin çekme yüksekliği H
Derin çekme yüksekliği H/d
>0.5~0.8
>0.8~1.6
>16~2.5
>2.5~4
≤10
1
1.2
1.5
2
>10~20
1.2
1.6
2
2.5
>20~50
2
2.5
3.3
4
>50~100
3
3.8
5
6
>100~150
4
5
6.5
8
>150~200
5
6.3
8
10
>200~250
6
7.5
9
11
>250
72
8.5
10
12
2) Yüzey alanını hesaplayın
Basitleştirilmiş boş çap şöyledir:
Not: Sac kalınlığı t<1mm olduğunda, tüm boyutlar işaretli boyutlarla değiştirilir, aksi takdirde orta hat boyutları değiştirilir.
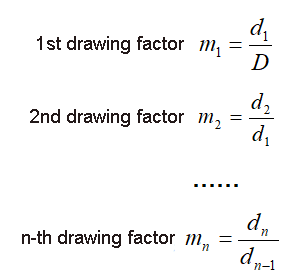
(2) Çekme katsayısının belirlenmesi
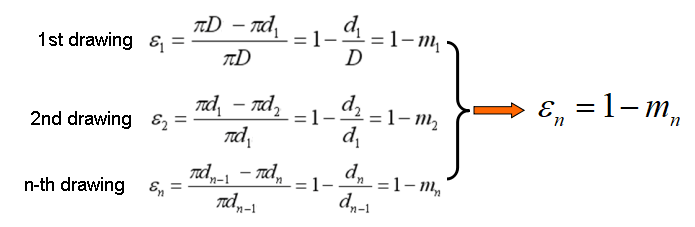
1) Çizim katsayısı kavramı
Çekme katsayısı ve çekme deformasyonu arasındaki ilişki
Yani, m'nin boyutu dolaylı olarak teğetsel deformasyon miktarını yansıtabilir.
Derin çekme katsayısının önemli sonucu:
Çekme katsayısı çekme deformasyonunun derecesini gösterebilir. Çekme katsayısı ne kadar küçükse, çekme deformasyonu o kadar büyük olur. Çekme katsayısı belirli bir değerden az olduğunda, çekme parçası ayrılacaktır, bu nedenle bir sınır çekme katsayısı vardır.
Çekme işlemi hesaplamasını ve kalıp tasarımını gerçekleştirirken, çekme sürelerinin sayısını azaltmak için çekme katsayısı değerini her zaman mümkün olduğunca azaltın.
2) Limit çekme katsayısını etkileyen faktörler
① Malzeme
② Tabakanın bağıl kalınlığı büyüktür ve [m] azaltılabilir.
Genel etki yasası: Boru duvarı kuvvet iletim bölgesinin tehlikeli bölümünün mukavemetini artırabilen ve boru duvarı kuvvet iletim bölgesindeki çekme gerilmesini azaltabilen herhangi bir faktör, sınır çekme katsayısını azaltacaktır ve bunun tersi de geçerlidir.
3) Limit çekme katsayısının belirlenmesi
Tablo 5-3 ve Tablo 5-4 flanşsız silindirik parçaların her bir çekimi için sınır çekme katsayılarını göstermektedir.
Tablo: Flanşlı silindirik parçanın limit germe oranı (08, 10, 15Mn ve H62).
Derin çekme katsayısı
Bağıl kalınlık t/D*100
2~1.5
1.5~1
1~0.6
0.6~0.3
0.3~0.15
0.15~0.08
m1
0.48~0.50
0.5~0.53
0.53~0.55
0.55~0.58
0.58~0.60
0.60~0.63
m2
0.73~0.75
0.75~0.76
0.76~0.78
0.78~0.79
0.79~0.80
0.80~0.82
m3
0.76~0.78
0.78~0.79
0.79~0.80
0.80~0.81
0.81~0.82
0.82~0.84
m4
0.78~0.80
0.80~0.81
0.81~0.82
0.82~0.83
0.83~0.85
0.85~0.86
m5
0.80~0.82
0.82~0.84
0.84~0.85
0.85~0.86
0.86~0.87
0.87~0.88
Tablo: İşlenmemiş parça tutucusuz silindirik parçaların nihai çekme katsayısı (08, 10 ve 15Mn)
Bağıl kalınlık t/D*100
Her zaman için derin çekme katsayısı
m1
m2
m3
m4
m5
m6
1.5
0.65
0.80
0.84
0.87
0.90
–
2.0
0.60
0.75
0.80
0.84
0.87
0.90
2.5
0.55
0.75
0.80
0.84
0.87
0.90
3.0
0.53
0.75
0.80
0.84
0.87
0.90
>3
0.50
0.70
0.75
0.78
0.82
0.85
Proses stabilitesini ve parça kalitesini iyileştirmek için, sınır çekme katsayısından biraz daha büyük derin çekme katsayıları [mn] derin çekme için gerçek üretimde kullanılmalıdır.
(3) Çizim sürelerinin belirlenmesi
Ne zaman [mtoplam]> [m1], çizim parçası tek seferde çizilebilir, aksi takdirde birden fazla çizim zamanı gerekir.
Derin çekme sayısını belirlemenin birkaç yolu vardır:
Tablo arama yöntemi (Tablo 5-5)
Tahmin yöntemi
Hesaplama yöntemi
Derin çekme yöntemlerinin sayısını hesaplama adımları:
1) Limit çekme katsayısını kontrol edin [mnTablo 5-3 veya Tablo 5-4'ten her bir zamanın ].
2) Sırayla her bir çizimin nihai çapını hesaplayın, yani,
d1=[m1 ]D;
d2=[m2 ]d1;
...;
dn=[mn]dn-1;
3) Ne zaman dn≤d, hesaplama sayısı n derin çekme sayısıdır.
4) Çizim sürecinin boyutunun belirlenmesi
1) Yarı mamul çapı
Tablo 5-3 ve 5-4'ten limit çekme katsayısı [mn] her bir çizimin katsayısı bulunur ve gerçek çizim katsayısı m'yi elde etmek için uygun şekilde büyütülür ve ayarlanır.n.
Uyum ilkeleri şunlardır:
1) m olduğundan emin oluntoplam=m1m2...mn=
2)Yapmak m1<m2<...mn<1
Son olarak, ayarlanmış çekme katsayısına göre her bir işlemin çapını hesaplayın:
Yarı mamulün çapını yukarıdaki yönteme göre hesaplarken, tekrar tekrar m değerlerini almaya çalışmak gerekir1, m2, m3, ..., mnki bu zahmetlidir. Aslında, limit çizim katsayısı uygun bir k katsayısı ile büyütülebilir.
Formülde n, derin çekme sayısıdır.
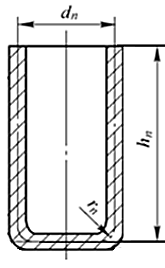
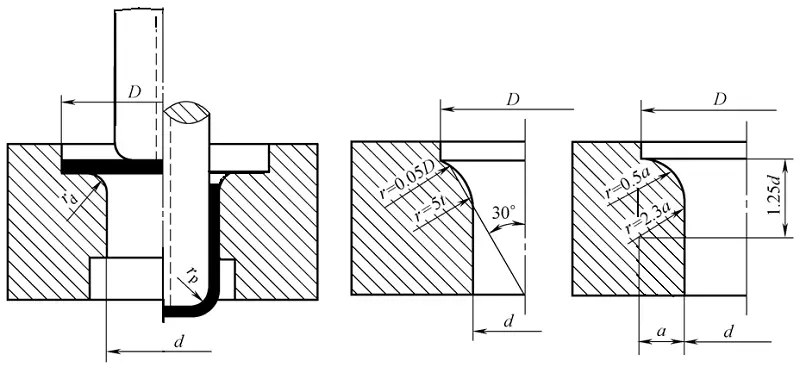
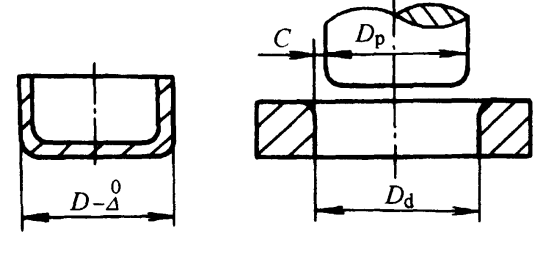
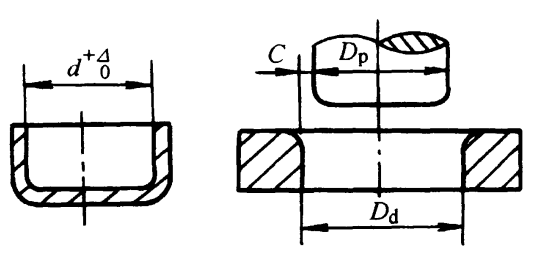
2) Yuvarlak alt köşe yarıçapı rn
Dolgu yarıçapı rn silindirin alt kısmındaki dolgu yarıçapı rp Bu sürecin derin çizim kalıbının.
Belirleme yöntemi aşağıdaki gibidir:
Genel olarak, derin çekme işlemi dışında, rpi = rdi tercih edilir.
Son çizim işlemi için:
İş parçasının köşe yarıçapı r≥t olduğunda, rpn = r;
İş parçasının köşe yarıçapı r <t olduğunda, rpn> t alınır. Çizim bittikten sonra şekillendirme işlemi ile r elde edilir.
3) Proses parçası yüksekliğinin hesaplanması Hi
Çekme işleminden sonra işlem parçalarının yüzey alanının kütüğün yüzey alanına eşit olması prensibine göre, işlem parçalarının yüksekliğini hesaplamak için aşağıdaki formül elde edilebilir.
Hesaplamadan önce, her bir iş parçasının alt köşe yarıçapı belirlenmelidir.
Hi boş çapın hesaplama formülü ile çözülür:
Derin çekme işlemi hesaplama örneği
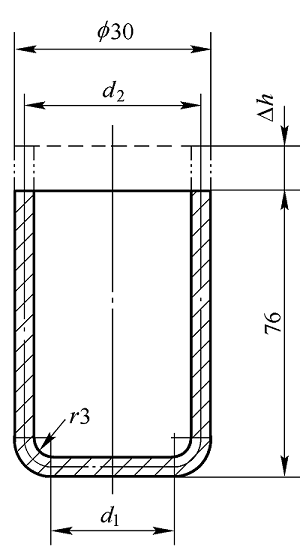
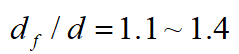
Örnek 4.1 Şekilde gösterilen silindirik parçanın boş boyutunu ve her bir çekme işleminin boyutlarını bulun. Malzeme 10 çeliktir ve sac kalınlığı t = 2 mm'dir.
Çözüm:
Çünkü t> 1mm, plakanın kalınlığına ve çapına göre hesaplanır.
(1) Kütüğün çapını hesaplayın
Parçanın boyutuna göre, göreceli yüksekliği
Kesme marjını elde etmek için tablo 5-2'yi kontrol edin
Kütük çapı
D = 98,2 mm elde etmek için bilinen koşulları yukarıdaki formülde yerine koyun, burada D = 98 mm
(2) Derin çekme sayısını belirleyin
Boşluğun göreceli kalınlığı:
Tablo 5-1'e göre, boş tutucu halka kullanılabilir veya kullanılmayabilir, ancak sigorta için, boş tutucu halka ilk çizim için hala kullanılmaktadır.
Tablo: Bağlayıcı halka kullanımı (düz kalıp boşluğu)
Germe Yöntemi
İlk esneme
Sonraki uzatmalar
(t/D)×100
m1
(t/D)×100
mn
Flanşlama Halkası Kullanma
<1.5
<0.60
<1
<0.80
İsteğe bağlı flanş halkası kullanımı
1.5~2.0
0.6
1~1.5
0.8
Flanş halkası olmadan
>2.0
>0.60
>1.5
>0.80
t/ D=2.0% değerine göre, her bir çekme işlemi için nihai çekme katsayısını elde etmek için tablo 5-3'ü kontrol edin:[m1 ]=0.50,[m2 ]=0.75,[m3 ]=0.78,[m4 ]=0.80,...
Tablo: Silindirik parçalar için boş tutucunun sınır çekme katsayısı (08, 10, 15Mn ve H62)
Köşe yarıçapı
Sacın bağıl kalınlığı t/D*100
2~15
1.5~1
1~0.6
0.6~0.3
0.3~0.15
0.15~0.08
m1
0.48~0.50
0.5~0.53
0.53~0.55
0.55~0.58
0.58~0.60
0.60~0.63
m2
0.73~0.75
0.75~0.76
0.76~0.78
0.78~0.79
0.79~0.80
0.80~0.82
m3
0.76~0.78
0.78~0.79
0.79~0.80
0.80~0.81
0.81~0.82
0.82~0.84
m4
0.78~0.80
0.80~0.81
0.81~0.82
0.82~0.83
0.83~0.85
0.85~0.86
m5
0.80~0.82
0.82~0.84
0.84~0.85
0.85~0.86
0.86~0.87
0.87~0.88
Bu yüzden,
d1=[m1 ]D=0.50×98mm=49.0mm
d2= [m2 ]d1=0.75×49.0mm=36.8mm
d3= [m3 ]d2=0.78×36.8mm=28.7mm
d4= [m4 ]d3=0,8×28,7mm=23mm
Şu anda,
d4=23mm< 28mm, yani 4 kez çizilmelidir.
Tablo: Silindirik parçaların ilk çekimi için K1 katsayısı değeri (çelik kaliteleri 08 ila 15)
Bağıl kalınlık(t/D0)×100
İlk kez derin çekme katsayısı (m1)
0.45
0.48
0.50
0.52
0.55
0.60
0.65
0.70
0.75
0.80
5.0
0.95
0.85
0.75
0.65
0.60
0.50
0.43
0.35
0.28
0.20
2.0
1.10
1.00
0.90
0.80
0.75
0.60
0.50
0.42
0.35
0.25
1.2
1.10
1.00
0.90
0.80
0.68
0.56
0.47
0.37
0.30
0.8
1.10
1.00
0.90
0.75
0.60
0.50
0.40
0.33
0.5
1.10
1.00
0.82
0.67
0.55
0.45
0.36
0.2
1.10
0.90
0.75
0.60
0.50
0.40
0.1
1.10
0.90
0.75
0.60
0.50
Tablo: Silindirik parçaların ilk çekimi için K1 katsayısı değeri (çelik kaliteleri 08 ila 15)
Bağıl kalınlık(t/D0)×100
İkinci kez derin çekme katsayısı (m2)
0.7
0.72
0.75
0.78
0.80
0.82
0.85
0.88
0.90
0.92
5.0
0.85
0.70
0.60
0.50
0.42
0.32
0.28
0.20
0.15
0.12
2.0
1.10
0.90
0.75
0.60
0.52
0.42
0.32
0.25
0.20
0.14
1.2
1.10
0.90
0.75
0.62
0.52
0.42
0.30
0.25
0.16
0.8
1.00
0.82
0.70
0.57
0.46
0.35
0.27
0.18
0.5
1.10
0.90
0.76
0.63
0.50
0.40
0.30
0.20
0.2
1.00
0.85
0.70
0.56
0.44
0.33
0.23
0.1
1.10
1.00
0.82
0.68
0.55
0.40
0.30
(3) Her bir çizim işleminin boyutunun belirlenmesi
Her bir işlem parçasının çapı
d1=k[m1 ]D=1.051185×0.50×98mm=51.51mm
d2=k[m2 ]d1=1.051185×0.75×51.51mm=40.61mm
d3=k[m3 ]d2=1.051185×0.78×40.61mm=33.30mm
d4=k[m4 ]d3=1.051185×0.80×33.30mm≈28mm
Her bir işlem parçasının altındaki fileto yarıçapı aşağıdaki değerleri alır:
r1=8mm,r2=5mm,r3=4mm,r4=4mm
Her bir işlem parçasının yüksekliği ......
(4) İşlem parçası taslağı
Flanşlı silindirik parçaların çizim süreci hesaplaması
Flanşsız silindirik parça ortada belirli bir noktaya kadar çekilip durdurulduğunda flanşlı silindirik parça yarı mamul olarak kabul edilebilir.
Flanşsız boru ile aynı çizim:
Deformasyon özellikleri aynıdır.
Çizim sürecinde ortaya çıkan kalite sorunları da benzerdir.
(1) Flanşlı silindirik parçaların sınıflandırılması ve deformasyon özellikleri
1) Dar flanşlı silindirik parçalar
Dar flanşlı silindir:
Çizim yöntemi ve proses hesaplama yöntemi flanşsız silindirik parçalar ile aynıdır
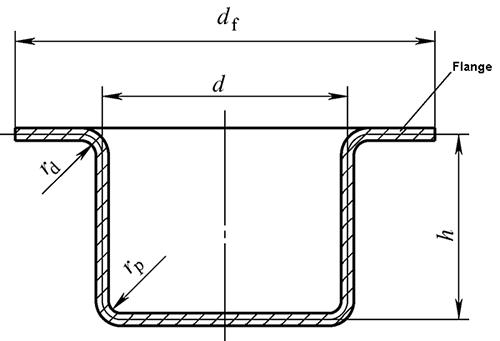
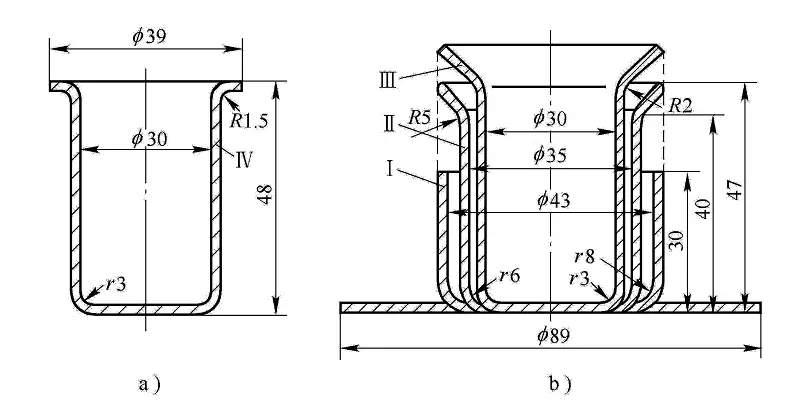
2) Geniş flanşlı silindirik parçalar
df/d>1.4
Çizim yöntemi ve proses hesaplaması flanşsız silindirik parçalardan farklıdır
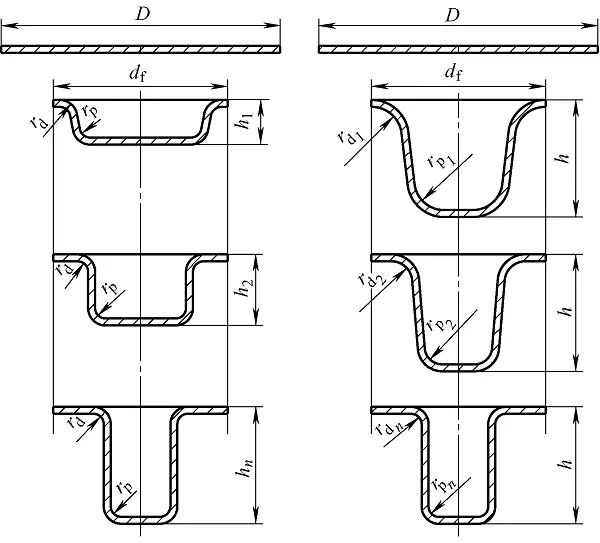
(2) Geniş flanşlı silindirik parçanın derin çekme yöntemi
df/d>1.4
Özel hatırlatma:
Çekme yöntemi ne olursa olsun, flanş ölçüsü ilk çekme sırasında elde edilmelidir. Boşluğa giren zımbanın yüksekliği sıkı bir şekilde kontrol edilmelidir.
(3) Geniş flanşlı silindirik parçaların proses hesaplaması
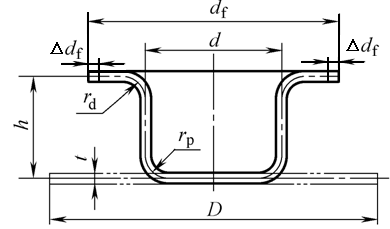
1) Geniş flanşın boş boyutunun belirlenmesi
Boşluk açma: flanşsız silindirik parçalar için boşluk hesaplama yöntemine göre hesaplanır, yani boşluk yüzey alanı eşit yüzey alanı ilkesine göre hesaplanır.
Ne zaman rp=rd=r,
df trim marjı içerir △df
2) Geniş flanşlı silindirik parçaların deformasyonu
Geniş flanşlı silindirik parçaların deformasyon derecesi sadece çekme katsayısı ile ölçülemez
Çekme sürelerinin sayısı çekme katsayısına ve parçaların göreceli yüksekliğine göre belirlenir.
Derin çekme katsayısına dayanarak derin çekmenin bir kısmını ve deformasyon derecesini değerlendirmek imkansızdır.
İlk nihai çekme faktörü flanşsız bir borununkinden daha küçüktür. Geniş flanşların kendi çekme katsayıları vardır, bkz. tablo 5-7
Geniş flanşlı silindirik bir parçanın çekme katsayısı üç göreceli boyut oranına bağlıdır: df/d (flanşın göreceli çapı), h/d (parçanın göreceli yüksekliği), r/d (göreceli köşe yarıçapı).
Tablo 5-7 Geniş flanşın ilk sınır çekme katsayısı
(3) Bir kerede çekilip çekilemeyeceğine karar verin
Çekme katsayısı ve bağıl yükseklikten yola çıkarak, toplam çekme katsayısı m'yi ve toplam bağıl yükseklik h/d'yi bulun, sınır çekme katsayısını [m1] ve göreli yükseklik [h1/d1] ilk kez izin verilen ve karşılaştırılan: mtoplam> [m1], h/d≤[h1/d1], tek seferde çekilebilir, aksi takdirde birden fazla derin çekme gerekir.
(4) Derin çekme sayısının belirlenmesi: ekstrapolasyon algoritması kullanılarak hala hesaplanabilir.
(5) Yarı mamulün boyutunun belirlenmesi
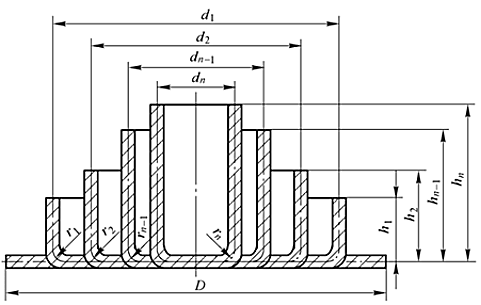
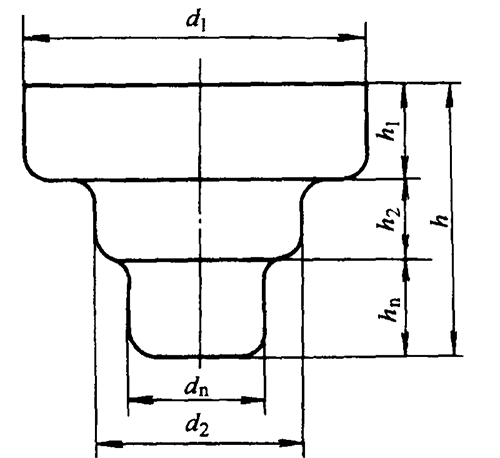
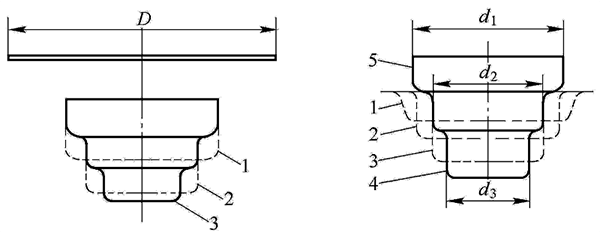
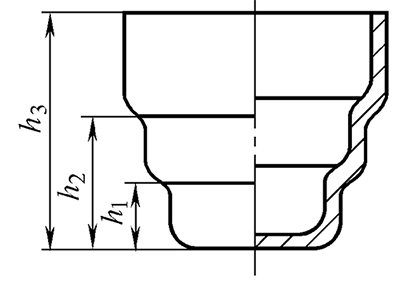
3. Kademeli silindirik parçaların derin çizimi
Deformasyon özellikleri:
Kademeli parçanın derin çekimi temelde silindirik parçanınki ile aynıdır ve her bir kademe karşılık gelen silindirik parçanın çekimine eşdeğerdir.
(1) Tek seferde derin çekilip çekilemeyeceğine karar verin
Parça yüksekliği h'nin minimum çap d'ye oranına göre değerlendirildiğinden.
Eğer h/dn≤[h1/d1], bir kez çekilebilir, aksi takdirde birden çok kez çekilebilir. [h1/d1] Tablo 5-5'te bulunabilir
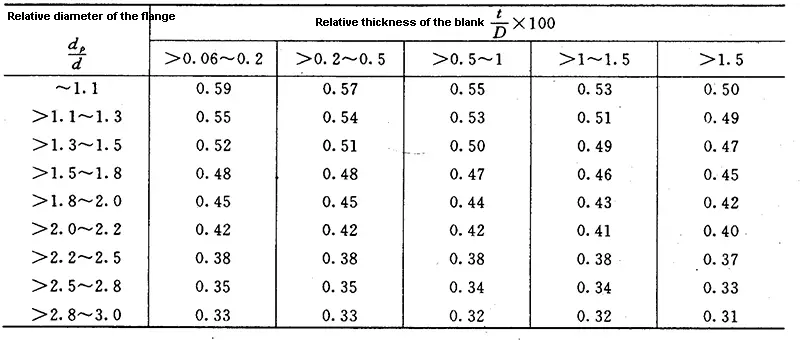
Tablo: İlk germe için geniş flanşlı silindirik parçaların maksimum bağıl yüksekliği h1/d1 (08, 10 çelik)
Birim:mm
Bağıl çap ddışbükey/d
Levhanın bağıl kalınlığı t/D×100
<2~1.5
<1.5~1.0
<1.0~0.5
<0.5~0.2
<0.2~0.06
≤1.1e
0.75~0.90
0.65~0.82
0.50~0.70
0.50~0.62
0.45~0.52
>1.1~1.3
0.65~0.80
0.56~0.72
0.45~0.60
0.45~0.52
0.40~0.47
>1.3~1.5
0.58~0.70
0.50~0.63
0.42~0.54
0.40~0.48
0.35~0.42
>1.5~1.8
0.48~0.58
0.42~0.53
0.37~0.44
0.34~0.39
0.29~0.35
>1.8~2.0
0.42~0.51
0.36~0.46
0.32~0.38
0.29~0.34
0.25~0.30
>2.0~2.2
0.35~0.45
0.31~0.40
0.27~0.33
0.25~0.29
0.22~0.26
>2.2~2.5
0.28~0.35
0.25~0.32
0.22~0.27
0.20~0.25
0.17~0.21
>2.5~2.8
0.22~0.27
0.19~0.24
0.17~0.21
0.15~0.18
0.13~0.16
>2.8~3.0
0.18~0.22
0.16~0.20
0.14~0.17
0.12~0.15
0.10~0.13
Tablo: Flanşsız silindirik derin çekme parçalar için maksimum bağıl yükseklik (h/d).
Derin çekme süresi (n)
Boşluğun bağıl kalınlığı t/D×100
2~1.5
<1.5~1
<1~0.6
<0.6~0.3
<0.3~0.15
<0.15~0.08
1
0.94~0.77
0.84~0.65
0.70~0.57
0.62~0.5
0.52~0.45
0.46~0.38
2
1.88~1.54
1.60~1.32
1.36~1.1
1.13~0.94
0.96~0.83
0.9~0.7
3
3.5~2.7
2.8~2.2
2.3~1.8
1.9~1.5
1.6~1.3
1.3~1.1
4
5.6~4.3
4.3~3.5
3.6~2.9
2.9~2.4
2.4~2.0
2.0~1.5
5
8.9~6.6
6.6~5.1
5.2~4.1
4.1~3.3
3.3~2.7
2.7~2.0
Not:
1. Daha büyük h/d oranı, daha büyük kalıp fileto yarıçapları ile ilk şekillendirme işlemi için geçerlidir, rdi t/D olduğunda = 8t0 × 100 = 2-1,5, rd t/D olduğunda = 15t0 × 100 = 0.15-0.08. Daha küçük oran, daha küçük kalıp fileto yarıçapları için geçerlidir [rd = (4-8)t].
Tabloda listelenen çekme aşamalarının sayısı 08 ve 10 kalite çelikten yapılmış derin çekme parçalar için uygundur.
(2) Kademeli parçalar için derin çekme yönteminin belirlenmesi
1) Herhangi iki bitişik basamağın çapının oranı (dn/dn-1) ilgili silindirik parçanın limit çekme katsayısından büyükse, her adım bir adım oluşturur, büyük adımdan küçük adıma kadar derin zamanların sayısı adım sayısıdır.
2) Eğer iki bitişik basamağın çaplarının oranı (dn/dn-1) karşılık gelen silindirik parçanın limit çekme katsayısından daha az ise, çekme yöntemi küçük adımdan büyük adıma çekilen geniş flanş parçasına dayanır.
Sığ basamaklı parçanın çizim yöntemi
3.2 Düz Duvarlı Olmayan Döner Gövde Parçalarının Çizim Süreci Hesaplaması
Düz olmayan duvarlı dönen gövde parçalarının çizim özellikleri
Düz duvarlı olmayan döner gövde parçalarının derin çekme özellikleri:
(1) Düz olmayan duvarlı döner gövde parçası derinleştirildiğinde, işlenmemiş parça tutucu halkanın altındaki flanş kısmı ve kalıp açıklığındaki asılı kısım deformasyon bölgeleridir.
(2) Düz olmayan duvarlı döner gövde parçalarının çekme işlemi, çekme deformasyonu ve şişkinlik deformasyonunun bir kombinasyonudur.
(3) Şişkin deformasyon esas olarak zımba kalıbının alt kısmının çevresinde bulunur
Kırışıklık, bu tür parçaların çiziminde çözülmesi gereken önemli bir sorun haline gelmiştir. Özellikle asılı parçanın kırışması - iç kırışıklık
Ne kırışmaya ne de kırılmaya karşı önlemler
Flanş boyutunu artırın
İşlenmemiş parça tutucusunun altındaki sürtünme katsayısını artırın
Boş tutucu kuvvetini artırın
Çekme boncuğu kullanın
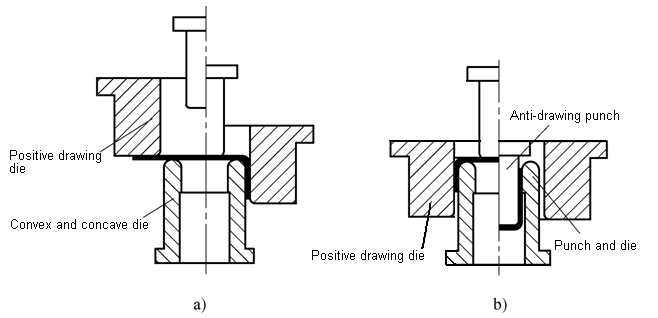
Geri çekilme
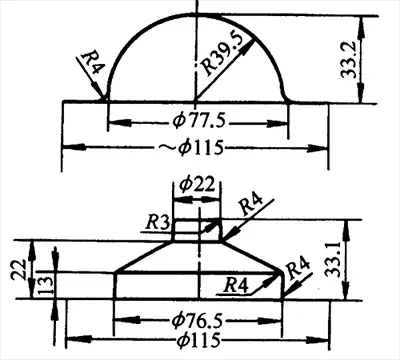
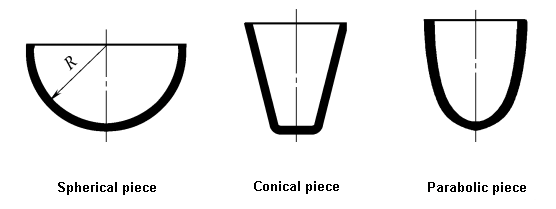
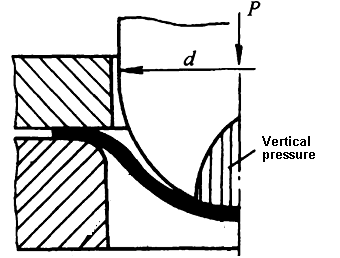
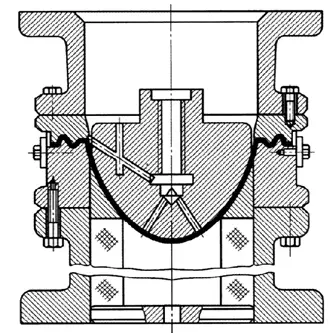
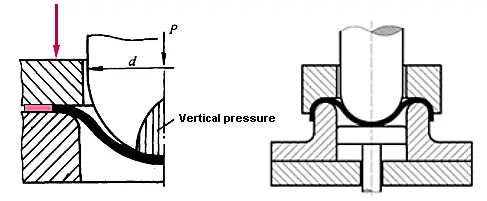
Küresel parçaların derin çekilmesi
Çekme katsayısı sabittir ve proses tasarımı için bir temel olarak kullanılamaz.
m=0.707
Küresel parçalar için çizim yöntemi
t / D> 3% olduğunda, tek seferlik çizim için boş tutucusuz basit tabanlı bir kalıp kullanılabilir
t / D = 0.5% ~ 3% olduğunda, derin çekme için boş tutuculu derin çekme kalıbı kullanılır
t / D <0,5% olduğunda, derin çekme nervürlü içbükey bir kalıp veya ters derin çekme kalıbı kullanılır
Parabolik parçaların derin çizimi
Derin çekme küresel parçalara göre daha zordur
Yaygın çizim yöntemleri şunlardır:
(1) Sığ paraboloid (h/d <0,5 ~ 0,6). Yükseklik/çap oranı neredeyse küresel olduğundan, çizim yöntemi küresel parçalarınkiyle aynıdır.
(2) Derin paraboloid (h/d > 0,5 ~ 0,6). Derinleşme zorluğu artmıştır. Şu anda, boşluğun orta kısmını kırışmadan kalıba yakın hale getirmek için, radyal çekme gerilmesini arttırmak için genellikle derin çekme nervürlü bir kalıp kullanılır.
Derin paraboloidlerin derin çizimi
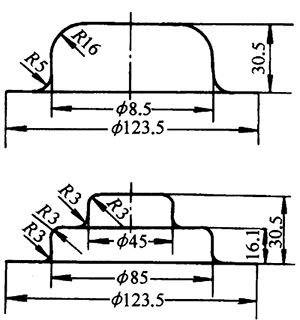
Konik parçaların derin çekilmesi
Derinleştirme yöntemi :h/d2,α değerine bağlıdır
Koni derin çekme yöntemi
(1) Sığ konik parçalar için (h / d2 <0,25 ~ 0,30, α = 50 ° ~ 80 °), tek seferde çizilebilir
(2) Orta konik parçalar için (h / d2 = 0.30 ~ 0.70, α = 15 ° ~ 45 °), çekme yöntemi ilgili malzeme kalınlığına bağlıdır:
1) t / D> 0,025 olduğunda, körleme halkası tek seferlik çekme için kullanılabilir.
2) t / D = 0.015 ~ 0.20 olduğunda, tek seferde çekilebilir, ancak boş tutucu halka, derin çekme nervürleri ve işlem flanşlarının eklenmesi gibi önlemler gereklidir.
3) t/D<0.015 olduğunda malzeme ince olduğu için kırışması kolaydır. Boş bir tutucu kalıp kullanmak ve iki kez çizmek gerekir.
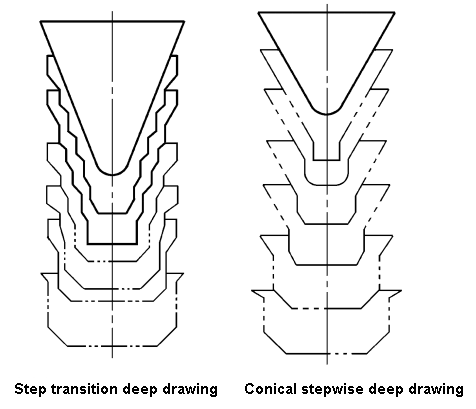
(3) Yüksek konik parçalar için (h / d2> 0.70 ~ 0.80, α≤10 ° ~ 30 °), benimseyin:
1) Adım geçişli derin çekme yöntemi
2) Koni yüzeyinin kademeli olarak derin çizimi
Yüksek koni parçasının derin şekillendirme yöntemi
3.3 Flanşsız kutunun derin çekme işleminin hesaplanması
Kutu şeklindeki parça dönmeyen bir gövde parçasıdır. Derin çekme deforme olduğunda, yuvarlak kısım silindirik parçanın derin çekilmesine eşdeğerdir ve düz kenar kısmı bükülme deformasyonuna eşdeğerdir.
Deformasyondan önce:
Δl1=Δl2=Δl3
Δh1=Δh2=Δh3
Deformasyondan sonra:
Δh1<Δh1′<Δh2′<Δh3′
Δl1>Δl1′>Δl2′>Δl3′
Kutu şeklindeki parçaların çizim özellikleri:
(1) Flanş deformasyon bölgesindeki malzeme radyal çekme gerilmesi ve teğetsel basınç gerilmesinin birleşik etkisine maruz kalır, bu da radyal deformasyon ve teğetsel sıkıştırma derin deformasyonuna neden olur. Gerilme ve gerinim dağılımı düzensizdir, yuvarlatılmış köşeler en büyük ve düz kenarlar en küçüktür.
(2) Deformasyon alanındaki düz kenar ve filetonun deformasyon miktarı farklıdır.
(3) Düz kenar kısmı ile yuvarlatılmış köşe kısmı arasındaki karşılıklı etki derecesi kutunun şekline göre değişir.
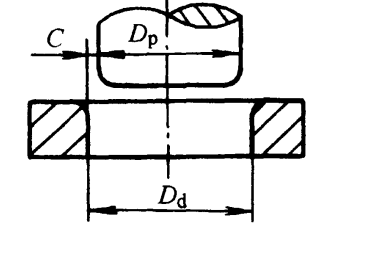
3.4 Derin çekme işlemi kuvvet hesaplaması ve ekipman seçimi
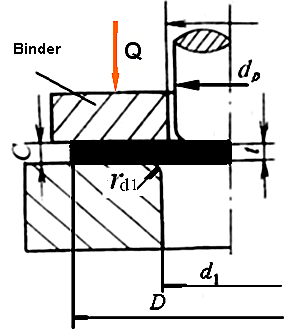
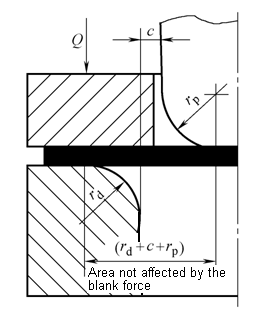
Boşluk tutma kuvveti ve boşluk tutma cihazı
(1) Boş tutma kuvveti
İşlenmemiş parça tutma kuvveti Q, bir kalıpta bulunan bir işlenmemiş parça tutma cihazı tarafından sağlanır.
İşlenmemiş parça tutucusu tarafından oluşturulan işlenmemiş parça tutma kuvveti Q, deformasyon alanının kırışmamasını sağlamak için mümkün olduğunca küçük olmalıdır.
Her şekildeki derin çekme parçaları için gerekli işlenmemiş parça tutucu kuvveti: Q = Aq
Formülde:
A- işlenmemiş malzemenin işlenmemiş malzeme tutucusunun altındaki izdüşüm alanı
q- Birim alan başına baskı kuvveti, q = σb / 150
Düz duvarlı silindirik parçalar için boşluk tutucu kuvveti
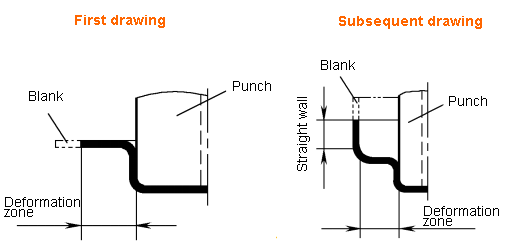
Düz duvarlı silindirik parçaların ilk kez derin çekilmesi:
Sonraki süreçte düz duvarlı silindirik parçaların derin çekilmesi:
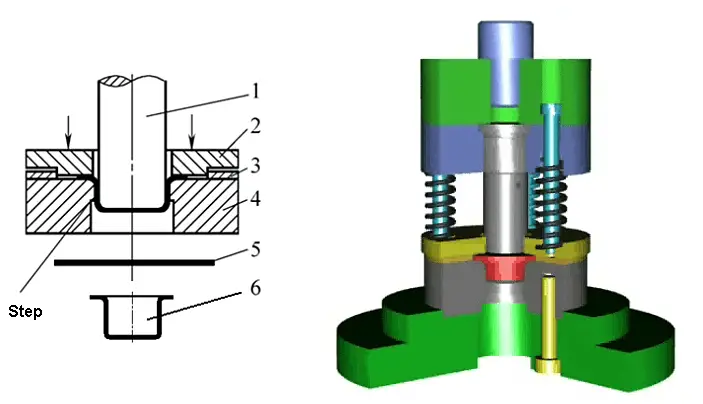
(2) Boş tutucu
İşlenmemiş parça tutucunun işlevi, derin deformasyon bölgesinde kırışmayı önlemektir.
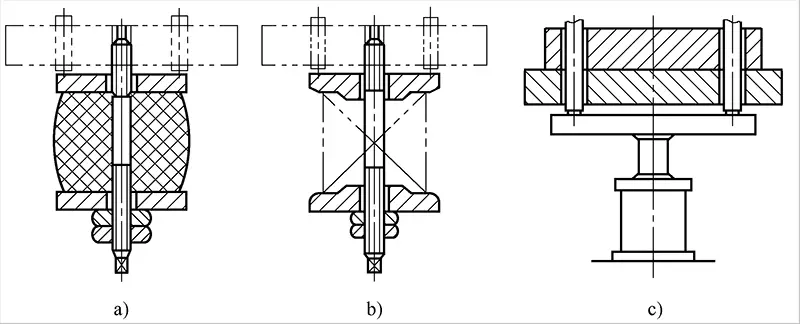
Boş tutucu kuvvetinin kaynağına bağlı olarak, iki tür boş tutucu cihaz vardır:
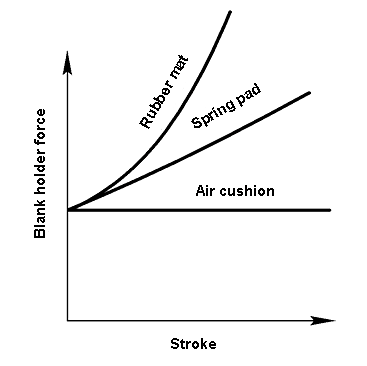
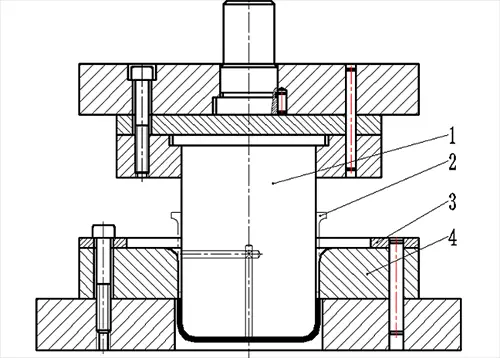
Elastik boş tutucu: tek etkili zımba için kullanılır, boş tutucu kuvveti yay, kauçuk, hava yastığı, nitrojen yayı vb. ile sağlanır.
Sert boş tutucu: çift etkili zımba için kullanılır, boş tutucu kuvveti dış sürgü tarafından sağlanır.
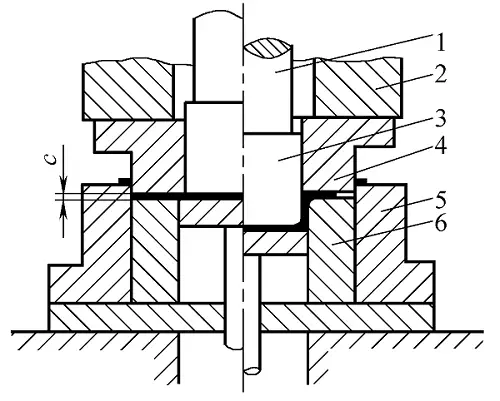
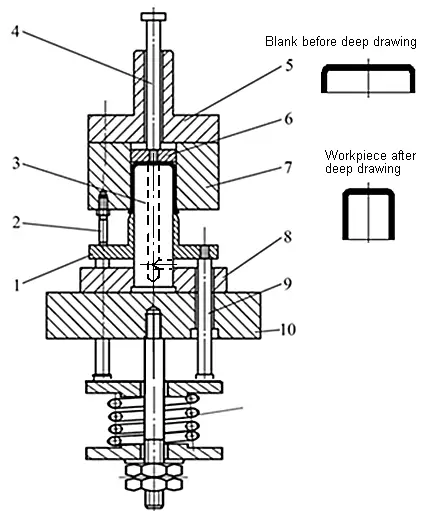
Elastik boş tutucu
Elastik boş tutucu uygulama örneği
7-boş halka
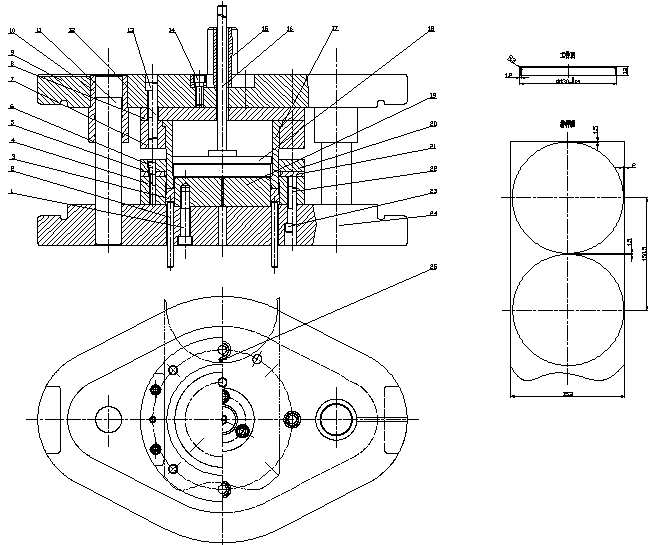
Çift hareketli preste sert boş tutucu
4 boşluklu halka
Çekme kuvvetinin hesaplanması
Silindirik, eliptik, kutu şeklindeki parçalar için çekme kuvveti:
Fi- i-inci çizimin çizim kuvveti, birim N'dir;
Ls- İş parçası bölümünün çevresi (malzeme kalınlığı merkezine göre), birim mm'dir;
Kp- Silindirik parçaların derin çekilmesi için, Kp = 0,5 ~ 1,0; Oval parçaların ve kutu şeklindeki parçaların derin çekimi için, Kp = 0,5 ~ 0,8; Diğer şekillerin derin çizimi için Kp = 0.7 ~ 0.9. Çizim sınıra yaklaştığında, Kp büyük bir değer alır; aksi takdirde küçük bir değer alır.
Derin çekme ekipmanı seçimi
Tek etkili presler için, ekipmanın nominal basıncı karşılanmalıdır:
FE > Fi + Q
Çift etkili presler için ekipmanın tonajı uygun olmalıdır:
Fiç > Fi
Fdış > Q
Dikkatini ver:
Çekme çalışma stroku büyük olduğunda, özellikle körleme çekme birleştirildiğinde, işlem kuvveti eğrisi pres sürgüsünün izin verilen basınç eğrisinin altında olmalıdır.
Gerçek üretimde, nominal basınç Fbasınç aşağıdaki formül ile belirlenebilir:
Sığ çizim: ΣF ≤ (0.7~0.8)Fbasın
Derin çekme: ΣF ≤ (0,5~0,6)Fbasın
Derin çekme süreci tasarımı
4.1 Derin çekme süreci analizi
Çekilen parçanın işlenebilirliği, çekilen parçanın çekme işlemine uyarlanabilirliğini ifade eder.
Derin çekilmiş bir parçanın derin çekme için uygun olup olmadığının analizi temel olarak yapısal şekle, boyuta dayanır, boyutlandirmaÜrün işleme perspektifinden ürün tasarımı için bir gereklilik olan derin çekilmiş parçanın doğruluğu ve malzeme seçimi.
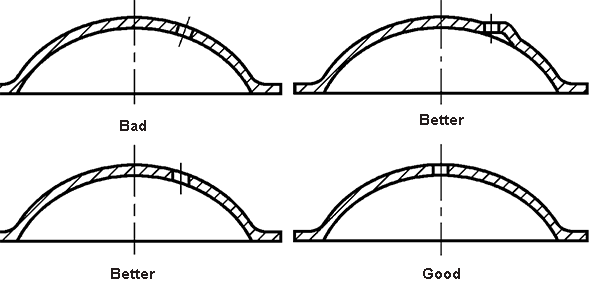
Derin çekme şekli
(1) Çizilen parçanın şekli mümkün olduğunca basit ve simetrik olmalı ve mümkün olan en kısa sürede çizilmelidir. Keskin şekil değişikliklerinden kaçınmaya çalışın.
2) Çizilen parçanın şekil hatası
Çizim yüksekliği
Çizilen parçaların yükseklik boyutu mümkün olduğunca azaltılmalı ve mümkün olduğunca uzağa çizilmelidir.
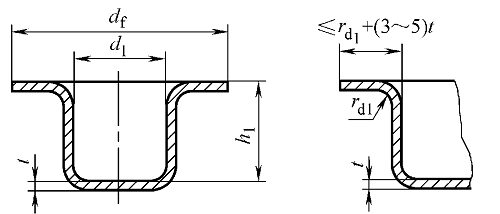
Derin çekme flanş genişliği
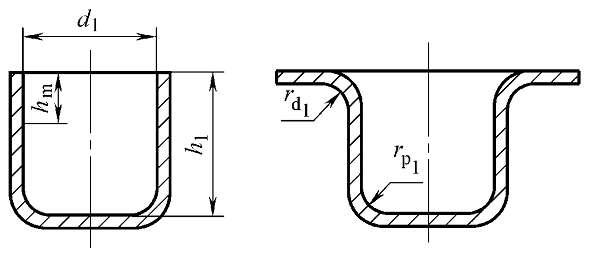
Flanşlı düz duvarlı silindir flanşı
Çap kontrol edilmelidir:
d1 + 12t ≤ df ≤ d1+25t
Geniş flanşlı düz duvarlı silindir:
df ≤ 3d1, h1 ≤ 2d1
Çekilen parçanın flanş genişliği mümkün olduğunca tutarlı ve çekilen parçanın kontur şekline benzer olmalıdır.
Çekilmiş parçaların dolgu yarıçapı
Çekilmiş parçaların taban ve duvarlarının, flanşlarının ve duvarlarının yuvarlatılmış köşeleri
Küçük plastik şekil değiştirme oranı anizotropi katsayısı Δγ
4.2 Derin çizmeksüreç düzenlemesi
1) Tek bir çizimde oluşturulabilecek sığ çekilmiş bir parça ise, tamamlamak için körleme çizim kompozit işlemi kullanılır.
2) Yüksek çekimli parçalar için, parti boyutu büyük olmadığında tek adımlı damgalama kullanılabilir; parti boyutu büyük olduğunda ve derin çekilmiş parçaların boyutu büyük olmadığında, şeritli aşamalı çekme kullanılabilir.
3) Çizilen parçanın boyutu büyükse, genellikle yalnızca tek adımlı damgalama kullanılabilir.
4) Çizim parçalarının daha yüksek doğruluk gereksinimleri olduğunda veya küçük bir köşe yarıçapı çizilmesi gerektiğinde, çizim bittikten sonra bir şekillendirme işlemi eklemek gerekir.
5) Derin çekilmiş parçaların kırpma ve delme işlemleri genellikle birlikte tamamlanabilir.
6) Çizim parçasının alt deliğinin, aşağıdakilerle birleştirilebilmesi hariç Körleme ve çekme işlemi tamamlandıktan sonra, çekme parçasının flanş kısmının ve yan duvar kısmının delikleri ve olukları delinmelidir.
7) Eğer diğer şekillendirme süreçleri (bükme, çevirme vb. gibi) çizilen parçanın şeklini tamamlamak için gereklidir, çizim bittikten sonra diğer damgalama işlemleri yapılmalıdır.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Arabanızdaki veya ev aletlerinizdeki metal parçaların nasıl yapıldığını hiç merak ettiniz mi? Metal levhaların kalıplarla şekillendirilmesini içeren bir süreç olan metal damgalama kilit öneme sahiptir. Bu yöntem yüksek...
Metal damgalamanın mucizeleri ilginizi mi çekiyor? Bu blog yazısında, delik flanşlama, boyun açma ve şişkinliğin büyüleyici dünyasına dalıyoruz. Uzman makine mühendisimiz size rehberlik edecek...
Metal damgalamanın büyüleyici dünyasını hiç merak ettiniz mi? Bu blog yazısında.... bu temel üretim sürecinin inceliklerini keşfetmek için heyecan verici bir yolculuğa çıkacağız.
Metal damgalamada buruşma, damgalanmış parçaların kalitesini düşürebilir, ancak belirli uygulamalarla kontrol edilebilir. Bu makalede esneme derinliği, işlenmemiş parça tutucu kuvveti ve...
Metal levhalardan kesilen hassas şekillerin arkasındaki süreci hiç merak ettiniz mi? Bu büyüleyici makalede, önemli bir teknik olan körleme dünyasına giriyoruz...
Servo pres teknolojisinin üretimde ezber bozan potansiyelini hiç düşündünüz mü? Bu makalede, bu gelişmiş makinelerin sektörde nasıl devrim yarattığını ve benzersiz hassasiyet, verimlilik,...
Dünyamızı şekillendiren makinelerin nasıl yapıldığını hiç merak ettiniz mi? Bu blog sizi en iyi punch pres makinesi üreticileri arasında bir yolculuğa çıkarıyor. Hakkında bilgi edineceksiniz...
Hangi malzemeler damgalama kalıplarını hem sağlam hem de hassas hale getirir? Damgalama kalıpları yüksek dayanıklılık ve hassasiyet gerektirir ve çelik, karbür ve çeşitli alaşımlar gibi malzemeler kritik rol oynar. Bu makalede...
Bir zımba presinin metal levhaları nasıl hassas şekillere dönüştürdüğünü hiç merak ettiniz mi? Bu makalede, zımba preslerinin iç işleyişini, dönmeden doğrusal hareket mekanizmasına kadar keşfedeceksiniz...