Giyotin Makas Kullanımı: Uzman İpuçları ve Teknikleri
Ağır makinelerde hassas kesimin nasıl yapıldığını hiç merak ettiniz mi? Bu makale giyotin makasın çalışması ve ayarlanmasının ardındaki sırları açığa çıkarıyor. Güvenliği nasıl sağlayacağınızı, verimliliği nasıl koruyacağınızı ve her seferinde mükemmel kesimi nasıl elde edeceğinizi öğrenin. Tüm farkı yaratan temel adımları ve uzman ipuçlarını keşfetmeye hazır olun.
a. Kılavuz içeriğini öğrenin ve makinenin ana yapısını, çalıştırma yöntemini ve güvenlik bakım önlemlerini anlayın.
b. Makinenin yüzeyini aşağıdakilerden temizleyin antirust benzin veya gazyağı ile yapılabilir, ancak deterjanla çözülemez.
c. Yakıt doldurmadan önce yağ deposunu temizleyin. Yağ deposunda herhangi bir kirlilik olmamalıdır. Yeni yağ ile doldurun, YB (c) -N32 veya YB (c) -N46 hidrolik yağıFiltreleme hassasiyeti 5 μm'den az olmayan bir yakıt dağıtıcısı ile yağ seviyesi, seviye göstergesinin gösterdiği konumun beşte dördünün üzerine çıkana kadar filtrelenmelidir. Mobil AFT-25 hidrolik yağı, tekrarlanan testlerden sonra en iyi etkiye sahiptir. YB-N32 aşınma önleyici hidrolik yağı kışın düşük sıcaklıklarda (yaklaşık 5 ℃) önerilir. Makinenin bir süre rölantide çalışmasına izin verin ve gerekirse hidrolik sisteme bir ısıtıcı takın. Normal çalışma koşullarında hidrolik sistemdeki yağ sıcaklığı 75 °C'yi geçmemelidir. Yağ sıcaklığı çok yüksekse bir soğutucu takın.
d. Kılavuza göre tüm hareketli parçalara yağlama gresi ekleyin. e. Güç kaynağını açın, elektrik panosu anahtarını "1" konumuna getirin, yağ pompası motorunu çalıştırmayın ve hidrolik valflerin ve ilgili elektrikli bileşenlerin çeşitli proses özelliklerine ve çalışma modlarına göre normal çalışıp çalışmadığını kontrol edin.
Makine çalışması
(1) Ana motoru çalıştırmak için motor çalıştırma düğmesine basın, motorun dönüş yönünün yağ pompası etiketindeki dönüş yönüyle tutarlı olup olmadığını kontrol edin ve kaplini gözlemleyerek motorun dönüş yönünü doğrulayın.
Eğer tutarlı değilse, derhal durun.
Motor yönünü değiştirirken, profesyoneller güç kaynağını kesmeli ve gelen hat fazını değiştirmelidir.
Boru hattı sisteminde hava olduğunda, başlat ve durdur düğmelerine dönüşümlü olarak birkaç kez basın. Hava tahliye edildikten sonra, yağ pompası normal çalışmaya girebilir.
(2) Yeni ürün programlamasının ayrıntılı çalışması, elektrik sistemi kullanım kılavuzu ve kullanım kılavuzu ayrıntılı olarak okunduktan sonra gerçekleştirilmelidir.
Makine ayarı
Takım tezgahı fabrikadan çıkmadan önce doğru bir şekilde ayarlanmış ve test edilmiştir. Ancak, nakliye sırasında tüm ayarlar değişebilir. Bu nedenle, resmi kullanımdan önce aşağıdaki kontroller yapılmalıdır.
(1) Bıçak boşluğunun ayarlanması
Makinenin bıçak boşluğu, sayısal kontrol sistemi tarafından otomatik olarak ayarlanır. Bıçak boşluğunun doğru ayarlanıp ayarlanmadığı, kesme kalitesini doğrudan etkileyecektir. sac metal ve bıçağın hizmet ömrü.
Yüksek kaliteli bir kesme ucu yüzeyi elde etmek için, kesilecek malzemeye göre makul bir bıçak boşluğu seçilmelidir. Bıçak boşluğunu ayarlamak için aşağıdaki yöntemler önerilir.
Çekme mukavemeti σB = 370-400 MPa ve uzama δ= 35% olan düşük karbonlu çelik ayarlama ölçütü olarak kullanılır ve bıçak açıklığı plaka kalınlığının 8%'sine göre seçilir. Orta ve yüksek sıcaklıklar için yüksek karbonlu çelik düşük uzama ile bıçak açıklığı değeri, eşit kalınlıktaki düşük karbonlu çelikten daha büyük olmalıdır.
Paslanmaz keserken çelik levhabıçak boşluğu uzamasına bağlıdır ve paslanmaz çeliği kesmek için bıçak kullanılmalıdır çünkü bazı paslanmaz çeliğin uzaması aynı mukavemete sahip yüksek karbonlu çelikten daha yüksektir.
Dikkat:
a) Bıçak boşluğu ayarlandıktan sonra, makine resmi kesme işleminden önce en az bir kez boş çalışmalıdır.
b) Plastik malzemeleri keserken, bıçak boşluğu biraz daha küçük olmalıdır; kırılgan malzemeleri keserken, bıçak boşluğu biraz daha büyük olmalıdır.
c) Bıçak boşluğunu her seferinde ayarladıktan sonra, deneme kesimi yapılmalıdır.
(2) Kesme açısının ayarlanması
Makinenin kesme açısı, sayısal kontrol sistemi tarafından otomatik olarak ayarlanır.
Kesme açısı, yardımcı yağ silindirinin üst haznesindeki yağ miktarı ayarlanarak değiştirilebilir.
Kesme açısının artırılması iş parçasının daha kolay deforme olmasını sağlarken, azaltılması çapak oluşma olasılığını artırır.
Dikkat:
a) Kesme açısının her ayarlanmasından sonra, makine resmi kesme işleminden önce en az bir kez boş çalışmalıdır.
b) Kesme gereksinimleri yüksek olmadığında, kesilebilecek dar malzemenin minimum genişliği plaka kalınlığının 3 katından az olmamalıdır; aksi takdirde bıçağın hasar görmesi muhtemeldir.
c) Bozulma ve deformasyon olmadan düzgün kesme parçaları elde etmek için, minimum kesme plakası genişliği plaka kalınlığının 15 katından fazla olmalı, ancak 80 mm'den az olmamalıdır.
d) Kesme tabakasının genişliği ne kadar büyükse, deformasyon o kadar küçük olur.
(3) Bıçağın sökülmesi ve takılması
Hayır.
İsim
Hayır.
İsim
1
Alet taşıyıcı
5
Presleme silindiri
2
Üst bıçak
6
Ön korkuluk
3
Alt bıçak
7
Kapak plakası
4
Çalışma Masası
8
Ayar vidası
Makinenin üst ve alt bıçaklarının standart konfigürasyonu, uygun taşlama avantajına sahip olan ve özel bir öğütücü gerektirmeyen iki adet bıçak ekleme işlemidir.
Üst ve alt bıçakların tüm uzunluğu kullanıcıların ihtiyaçlarına göre yapılandırılabilir.
a) Bıçağın çıkarılması
Makineyi çalıştırın, bıçak boşluğunu maksimum 0,64 mm'ye ayarlayın, kesme açısını 1,0°'ye ayarlayın, takım tutucuyu birkaç döngü boyunca yukarı ve aşağı hareket ettirin, takım tezgahını kapatın ve presleme silindirinin koruyucu çitini ve kapak plakasını çıkarın.
Önce alt bıçağı çıkarın:
İki alt bıçağın tüm montaj vidalarını gevşetin, geriye doğru devrilmesini önlemek için bir alt bıçağı takım tezgahının arkasında uzun bir tahta kare ile tutun, bıçak üzerindeki vidaları sökün ve bıçağı takım tezgahının yanından dışarı çekin.
Diğer bıçağı da aynı şekilde çıkarın.
Ardından üst bıçağı çıkarın:
İki üst bıçağın tüm montaj vidalarını gevşetin, bir üst bıçak ile çalışma tezgahı arasına iki uygun ahşap kare yerleştirin ve üst bıçağı sabitleyin. Bıçak üzerindeki vidaları sökün, ahşap kareleri yavaşça gevşetin ve üst bıçağı takım tezgahının yanından dışarı çekin.
Takım tutucu ile çalışma tezgahı arasına bir ucundan iki uygun ahşap kare yerleştirin, bu uçtan bir üst bıçak yerleştirin, iki ahşap kare ile tutun ve bıçağın vidalarını sıkmadan takın.
Ardından başka bir üst bıçağı aynı şekilde takın.
Bu iki ahşap kareyi kullanarak üst bıçağı yukarı doğru bastırın ve üst bıçağın alet tutucunun bıçak kenarı bağlantı yüzeyine tamamen yakın olmasını sağlayın.
Ardından bıçak üzerindeki vidaları bıçak ekleminden kenara doğru sırayla sıkın.
Diğer bıçak üzerindeki bıçağın vidalarını da aynı şekilde sıkın.
Ardından alt bıçağı takın:
Makinenin her iki yanından iki alt bıçak yerleştirin ve alt bıçağı takım tezgahının arkasında uzun bir tahta kare ile tutun.
Önce tüm vidaları takın ve ardından alt bıçağın vidalarını bıçak ekleminden her iki uca doğru sırayla sıkın.
Üst ve alt bıçaklar takıldıktan sonra, sırayla kapak plakasını ve koruyucu çiti takın.
Dikkat:
a) Bıçağı çıkarırken, bıçak ağır ve keskindir. Operatör çok dikkatli olmalı ve çalıştırmadan önce eldiven giymelidir.
b) Bıçak vidasının sıkma kuvveti 35N - M'dir.
(4) Bıçak taşlama
Bıçak düzenli olarak taşlanmalıdır.
Bıçak körleştikten sonra kullanılmaya devam edilirse, aşırı basınç nedeniyle bıçağın dış tane yapısı zarar görecek ve bu da yalnızca makineye zarar vermekle kalmayacak, aynı zamanda düşük kesme kalitesiyle sonuçlanacaktır.
Bıçak taşlandıktan sonra dış katmandaki taneler çıkarılabilir.
Makinenin üst ve alt bıçakları dört kesme kenarına sahiptir. Bıçağın iç köşe yarıçapı 0,25 mm'den büyük olduğunda taşlama gereklidir.
Tek taraflı taşlama miktarı 0,5 mm'dir ve her bir bıçağın taşlama payı 4 mm'dir (bir tarafta 2 mm).
Normalde kullanılan plaka makaslarının bıçak taşlaması bu yönteme göre düzenlenirse, taşlama miktarı en az ve hizmet ömrü en uzun olacaktır.
(5) Bıçak boşluğu homojenliğinin ayarlanması
Bıçak taşlandıktan veya değiştirildikten sonra, bıçak boşluğu düzgünlüğü yeniden kontrol edilmeli ve aşağıdaki şekilde ayarlanmalıdır:
a) Takım tezgahını çalıştırın, kesme açısını 0°'ye ayarlayın, üst ve alt bıçakları paralel hale getirin ve bıçak boşluğunu maksimum 0,64 mm değerine ayarlayın.
b) Yağ pompasını kapatın ve üst ve alt bıçaklar tüm uzunlukta 1-2 mm çakışana kadar takım tutucunun yavaşça aşağı hareket etmesini sağlamak için gaz kelebeğini manuel olarak 120'ye ayarlayın.
Diğer bir deyişle, alet tutucusunun aşağı kaymaması için gaz kelebeğini kapatınız.
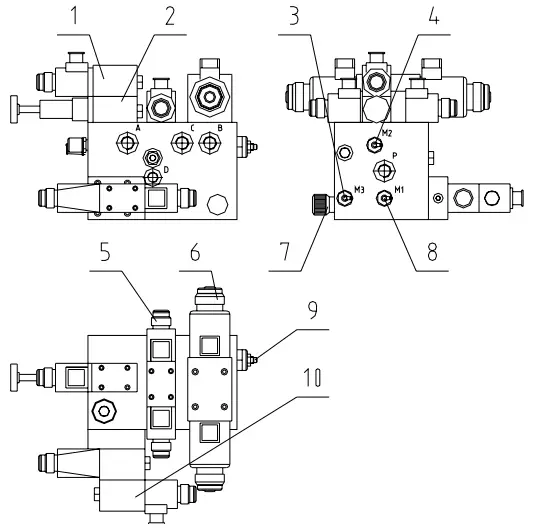
Valf yığını düzeni
Hayır.
Öğe
1
Basınç silindiri kontrol valfi 140
2
Basınç silindirinin basınç düşürme valfi 50
3
Alt bölme destek basıncı ölçüm noktası
4
Basınç silindirinin basınç ölçüm noktası
5
Kesme açısı kontrol valfi 70
6
Takım dayanağı kontrol valfi 60
7
Gaz kelebeği valfi 120
8
Ana basınç ölçüm noktası
9
Alt hazne destek valfi 80
10
Ana basınç kontrol valfi 20 / 30
c) Elektrik panosu kapağını açın, kanat boşluğunu azaltan AC kontaktörü 1KM2'yi basılı tutun, el çarkı sayfasından kanat boşluğunun gerçek değerini izleyin, üst ve alt kanatlar arasındaki boşluğu minimum 0,08 mm'ye ayarlayın ve elektrik panosu kapağını kapatın.
d) İki disk yay desteği üzerindeki baskı vidalarını ve somunları gevşetin, arkadaki dört ara parça ayar vidası üzerindeki somunları gevşetin ve üst bıçağın her iki ucundan alt bıçağın her iki ucuna olan mesafeyi tutarlı hale getirmek için dört ayar vidasını ayarlayın (bir ucu ayarlarken, üst ve alt ayar vidalarının aynı anda ayarlanması gerekir).
Bir sentil ile ölçün; boşluk 0,05 mm ile 0,1 mm arasında olmalıdır.
Ardından dört ayar vidası üzerindeki somunları ve iki disk yayı desteği üzerindeki baskı vidalarını ve somunları sıkın.
Takım dayanağı kılavuz rayının yapısal çizimi
Hayır.
Öğe
1
Turbo-solucan Redüktörü
2
Ayar vidası
3
Ayar somunu
4
Disk yayı desteği
5
Bez
e) Takım tutucu üzerindeki ayar vidasını soldan sağa doğru ayarlayın ve kenar boşluğunu 0,05 mm ve 0,1 mm kalınlık mastarı ile kontrol edin. 0,05 mm kalınlık mastarının geçebildiğinden, ancak 0,1 mm kalınlık mastarının geçemediğinden emin olun.
f) Kapattıktan sonra, makineyi yeniden başlatın, kesme açısını maksimuma ayarlayın, ardından yağ pompasını kapatın. Takım tutucunun yavaşça alçalmasını sağlamak için gaz kelebeği valfini 120'ye ayarlayın ve her bölümün bıçak boşluğunun sistemin orijinal olarak ayarlanan boşluk değeriyle aynı olup olmadığını kontrol edin.
Değilse, arka taraftaki dört ayar vidasını gevşetin ve bıçak boşluğunu sistemin orijinal olarak ayarlanan boşluğu ile aynı değere ayarlayın.
g) Potansiyometre üzerindeki kilitleme manşonunu tekrar sıkın ve boşluk ayarlama hareket anahtarının konumunu ayarlayın.
(6) Arka durdurucunun ayarlanması
Arka durdurucu
Hayır.
Öğe
1
Kilit somunu
2
Ayar vidası
3
Vida M8 × 30(GB70-85)
4
Vida M8 × 35(GB85-88) Somun M8 (GB6170-86)
a) Açı ayarı
Arka durdurma konumlandırma yüzeyinin açısı, takım tutucunun çalışma açısı ile tutarlı olmalıdır. Aksi takdirde, kesme açısı değiştiğinde, arka durdurma konumlandırma yüzeyi değişecek ve arka durdurma konumlandırması hatalı olacaktır.
Arka stop yerleştirme yüzeyinin açısını kontrol ederken, makinenin her iki tarafındaki duvarlara bir komparatör yerleştirin ve kafayı yerleştirme yüzeyine doğrultun.
Takım tutucu aşağı indiğinde, kadranlı göstergenin okuma değişimi 0,05 mm'den fazla olmamalıdır.
Eğer 0,05 mm'den büyükse, M8×30 (GB70-85) ve M8×35 (GB85-88) vidaları ayarlayın.
b) Paralellik ayarı
Kilit somununu gevşetin, ayar vidasını çevirin, arka durdurma yerleştirme yüzeyinin her iki ucundan alt bıçak kenarına olan mesafeyi bir derinlik cetveli ile ölçün ve hata 0,05 mm'yi geçmedikten sonra kilit somununu sıkın.
Plakayı kesmeye çalışın ve paralelliği kontrol edin. Herhangi bir sapma varsa ayarlamaya devam edin.
Arka stop yerleştirme yüzeyinin ortasından alt bıçak kenarına kadar olan mesafe, her iki uçtakinden biraz daha büyük olmalıdır.
Arka durdurma yerleştirme yüzeyinin her iki ucundan alt bıçak kenarına olan mesafe sapması çok büyükse, servo motoru bağlayan geçiş plakasını destekleyen vidaları gevşetin. Ardından, senkron dişli kayışın gevşetilebilmesi için destek ve geçiş plakası arasındaki bağlantı vidalarını gevşetin.
Ardından, arka durdurma yerleştirme yüzeyinin her iki ucundan alt bıçak kenarına olan mesafeyi neredeyse aynı yapmak için bir taraftaki bilyalı vidayı döndürün.
Ardından, senkron dişli kayışı takın, bağlantı vidalarını sıkın ve senkron dişli kayışı sıkın.
Ardından paralelliği ayarlayın ve ayarlama yöntemi yukarıdaki ile aynıdır.
(7) Hidrolik sistemin basınç ayarı
Takım tezgahının basınç değerleri fabrikadan çıkmadan önce çalışma özelliklerine göre ayarlanmıştır.
Kullanıcının kendisinin ayarlaması gerekmez, ancak makine elden geçirildikten veya hidrolik bileşenler değiştirildikten sonra ayar yapılması gerekebilir.
Kullanıcının sistem basıncını ayarlaması gerekiyorsa, valf 30 hidrolik sistemin maksimum çalışma basıncına (25MPa) göre ayarlanmalıdır.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Giyotin makasınızın güvenli bir şekilde çalışmasını ve daha uzun ömürlü olmasını nasıl sağlayabilirsiniz? Bu makale, giyotin makaslar için günlük kontrollerden yıllık revizyonlara kadar temel bakım uygulamalarını incelemektedir. Önemli bilgileri öğreneceksiniz...
Giyotin makasınızın optimum performans göstermesini sağlamak için ne sıklıkla yağlamalısınız? Bu makalede, bu hayati ekipmanın sorunsuz çalışmasını sağlayan temel yağlama uygulamalarını ele alıyoruz....
Büyük metal levhaların minimum çabayla nasıl hassas bir şekilde kesildiğini hiç merak ettiniz mi? Bu makalede, hidrolik giyotin makasların büyüleyici dünyasını keşfediyoruz. Hakkında bilgi edineceksiniz...
Hiç hidrolik giyotin makas üzerinde bıçak değiştirme zorluğuyla karşılaştınız mı? Bu ayrıntılı kılavuz, her adımda güvenlik ve hassasiyet sağlayarak süreç boyunca size yol gösterir. İlk demontajdan...
Hidrolik giyotin makasları döner kirişli makaslardan ayıran nedir ve bu farklar metal işleme projeleriniz için neden önemlidir? Bu makalede, bıçak hareketi, makas hareketi ve kesme hızı gibi temel farklar...
Giyotin makastaki hidrolik sistemin arızalanmasına ne sebep olur? Bu makalede basınç kaybı, valf arızaları ve baskı ayağının otomatik olarak düşmesi gibi yaygın sorunlar ele alınmaktadır....
Endüstriyel kesimde hassasiyet ve verimliliğin nasıl bir araya geldiğini hiç merak ettiniz mi? Bu makale, giyotin makasların büyüleyici dünyasını keşfediyor, avantajlarını ve zorluklarını detaylandırıyor. Mekanik kesimin nasıl...
Giyotin makasınız düzensiz kesimler mi yapıyor? Bu kılavuz, makaslarınızın doğru çalıştığından emin olmak için gerekli adımları açıklamaktadır. Geometrik hassasiyeti nasıl ölçeceğinizi, bıçak hizalamasını nasıl kontrol edeceğinizi,...
Giyotin makasınız neden bazen çalışmayı reddediyor, hatalı kesim yapıyor veya doğru çalışmıyor? Bu makalede giyotin makaslarda sık karşılaşılan hatalar incelenmekte ve pratik sorun giderme ipuçları verilmektedir....