Lockformer Pittsburgh Makine Kılavuzu: Adım Adım Kılavuz
Endüstriyel havalandırma kanallarının nasıl hassasiyetle üretildiğini hiç merak ettiniz mi? Bu yazıda, kanal üretiminde bir mucize olan Pittsburgh Lockformer Makinesini inceleyeceğiz. Temel işlevlerini, teknik parametrelerini ve pratik kullanımlarını öğreneceksiniz. Endüstri mühendisliği dünyasındaki bu temel makinenin arkasındaki sırları ortaya çıkarırken bize katılın!
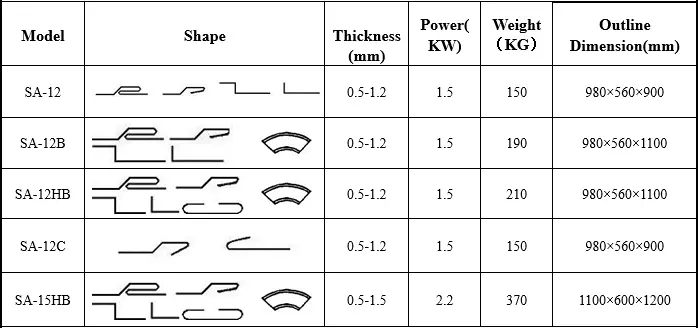
Bu pittsburgh lockformer makine, çeşitli kare veya dikdörtgen havalandırma kanalı üretmek için özel olarak tasarlanmıştır. Pittsburgh Kilitleme Makinemiz SA12-SA15HB'dir. Şekillendirme çelik levha kalınlığı 0,5-1,5 mm (Sayfa 2- Makine Resimlerinde ayrıca listelenmiştir).
Küçük boyutlu, hafif, taşınması kolay, basit kullanım ve güvenilir özellikleri ile pittsburgh lockformer makinesi özellikle endüstriyel ve madencilikte, işletmelerde, otellerde, alışveriş merkezlerinde yerinde üretim egzoz kanalı için uygundur.
Kullanım örnekleri
Şekil 1
Pittsburgh Kilitleme Makinesi Yapısı
Aşağıdaki üç bölümden oluşmaktadır:
A. Çalışma masası
B. Aktarma ve şekillendirme
C. Dirsek başı
Şekil 2
1) Tek düz ağız için, sağ boşaltma portundaki ikinci üst cıvatayı sıkın ve sağ melek cıvatasını gevşetin.
Dikkat edilmesi gereken hususlar:
① SA-12-SA-15HB Pittsburgh kilitleme makinesi için, yan plakanın kalınlığı, çift vidalı cıvata④, disk şeklindeki yay(4a) ayarlanabilir. Dört cıvata ③、④ sabittir.
A. Çalışma masası
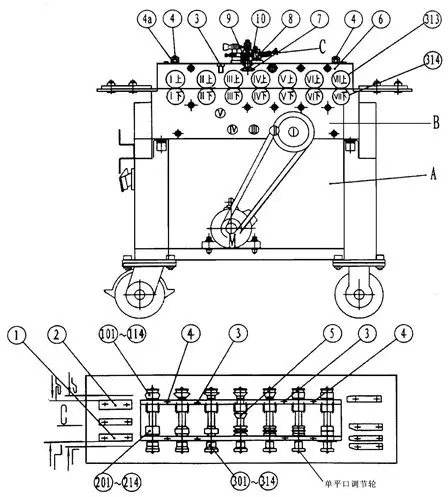
Gövde, köşebent çelik ve ince çelik sacdan yapılmış, sac üstünde sabit bir çalışma masası paneli bulunan kaynaklı bir kabuk yapıdır, panel yatay giriş konumlandırma plakaları ①、② ve dört sabit çıkış konumlandırma plakası ile donatılmıştır, bkz. şekil 2.
(Şekil 3) Aktarma Sistemi
B. Taşıma ve Şekillendirme
Tahrik bölümünün tamamı açık bir dişli kutusudur.
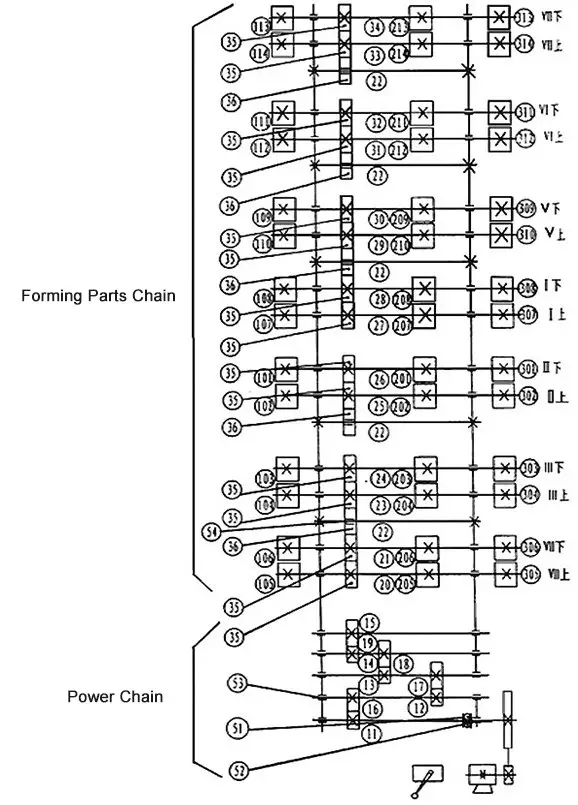
Dişli milleri11, 12,13,14 ve dişliler 16, 17, 18, 19 aracılığıyla şekillendirme bölümüne, dişli 19 ayrı ayrı Ⅲ aşağı dişli 35 ve Ⅳ aşağı dişli 35'i, ardından tüm hareket sistemini tahrik eden çoklu köprü dişlilerini tahrik eder.
Pittsburgh kilitleme makineleri genellikle 6-7 çift şekillendirme mili ile donatılmıştır, her çift mil bir tahrik dişlisi 35 ve sol ve sağ iki sütun veya sol, orta ve sağ üç sütun haddeleme makarası ile donatılmıştır.
(Şekil 3) kapsamlı bir şanzıman diyagramıdır, ancak tüm makineler, 201-214 makarasız SA-12、SA-15、SA-12H、SA15 makinesi gibi şekilde listelenen tüm bileşenlerle donatılmamıştır.
C. Dirsek Başlığı
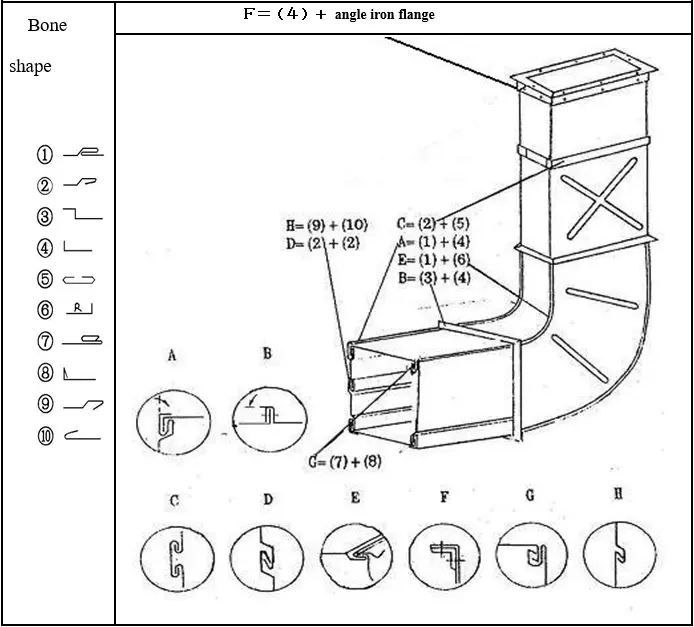
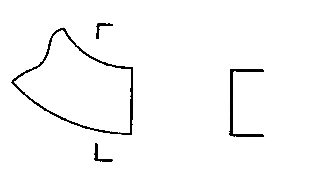
Yapısal Prensip: (bir şekil 2 üst), konik dişli (5), (7) tahrik dişlisi (10) ve haddeleme makarası (8) ve (9) aracılığıyla, iş parçası makara boşluğuna yerleştirilecek ve fan şeklindeki iş parçasını şekil 1'de gösterildiği gibi dik açılı kemiğin belirli bir yüksekliğine oluşturacaktır.: E=(1)+(6)
Şekil 4
Dirsek kafası, Pittsburgh Kilitleme Makinesinin üstüne monte edilmiş özel bir parçadır (şekil 2: C'de gösterildiği gibi), esas olarak dik açılı kemik için kullanılır, yani fan şeklindeki plakayı belirli bir dik açılı kenar yüksekliğine büker (bkz. Şekil 4).
Bu tür bir dik açıyı ve ""Açılı boru bağlantısı yapmak için flanş kenarlı şekilli plaka.
Pittsburgh kilitleme makinesinin her modu, kullanıcı talebine göre bir dirsek bileşeni ile donatılacaktır, örneğin SA12C'yi SA12BC olarak değiştirin.
Ayarlama ve Kullanım
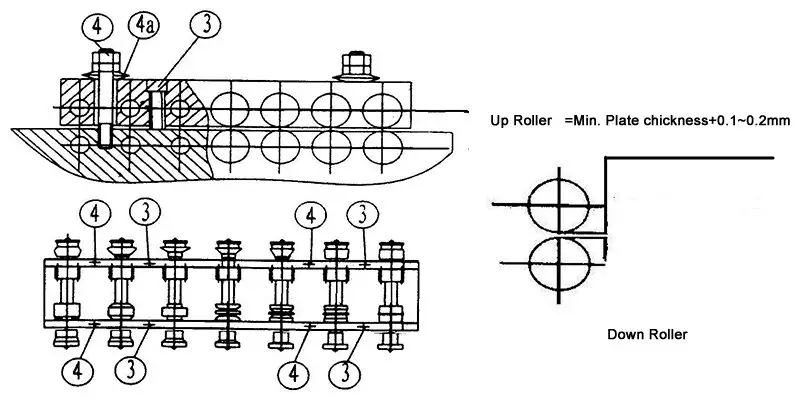
Pittsburgh kilit eski makinesi bağlamak veya katlamak için kullanılabilir, ancak yuvarlanamaz, bu nedenle makineyi kullanırken, üst silindir ile alt silindir arasında bir miktar boşluk gereklidir ve boşluk yaklaşık minimum plaka kalınlığı artı 0.1-0.2'dir ( 3 ).
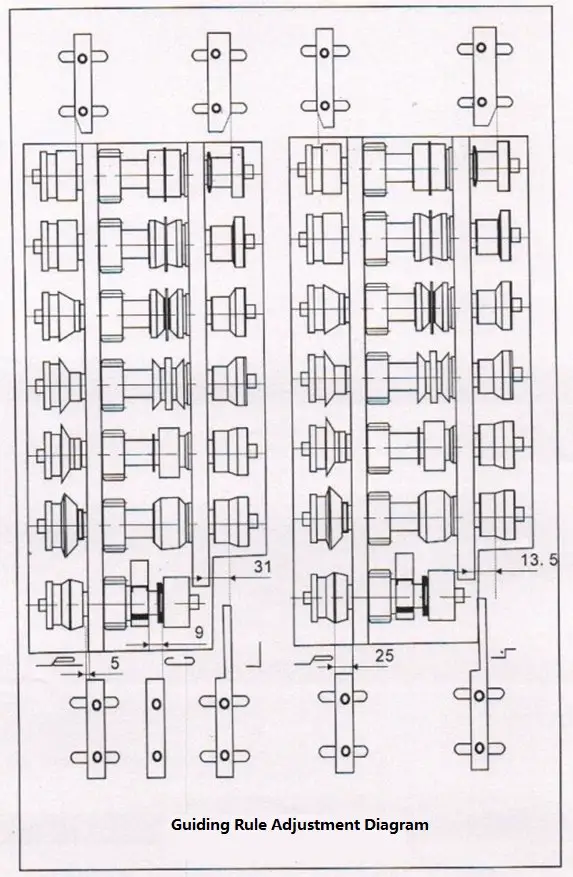
Boşluk teslimattan önce ayarlanmalıdır, kullanıcılar sınır vidasını (3) ve sabitleme somununu (4) ve disk yayını (4a) keyfi olarak döndürmemelidir (şekil 2 ve 5'te gösterildiği gibi).
Şekil 5
Vidanın (3), somunun (4) gevşemesi veya başka nedenlerden dolayı boşluğun değişmesi durumunda, önce somunu (4) gevşetin ve aynı kalınlıkta bir çift ara parça koyun. en soldaki dört silindir grubu arasında, daha sonra dört boşluk temelde paralel olana kadar sınır vidasını (3) ayarlayın, somunu (4) yeniden kilitleyin,[=Min. plaka kalınlığı+0.1-0.2mm], minimum kalınlık ise, ara parçayı koyun ve hafif bir boşluk bırakın.
Dik açılı silindir 300 parça, silindir ve disk şeklindeki yayı manuel olarak ayarlayın, ince tabakayı tutun "" 90° şeklinde.
②Kemik Şekli Ayarı:
Giriş konumlandırma plakası üzerindeki vidaları (1) ve (2) gevşetin ve kılavuz plakayı yatay yönde hareket ettirerek şekillendirme parçaları. Geniş plaka , dar plaka , geniş plaka ,dar plaka .
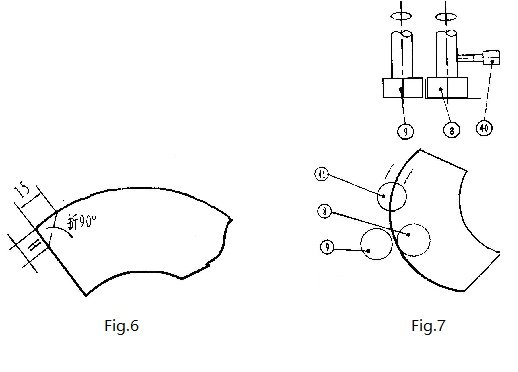
③Dirsek kullanımı ve ayarı ( şek. 7 )
İlk olarak, iş parçası kafasını 90°, uzunluk 15mm, yükseklik H (SA15-HB H=10mm, diğerleri 8mm) şeklinde bükün (şekil 6'da gösterildiği gibi).
Daha sonra B ucunu (8) ve (9) arasına dar yönde yerleştirin (şek.7'deki gibi), ardından vidayı (40) sıkın, makineyi çalıştırın, plakayı kılavuz rotorla birlikte sert bir şekilde haddeleme silindirine itin.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Hiç sac metalde hassas bükümler elde etmekte zorlandınız mı? Bu makale, çelik ve demir dışı metalleri bükmek için gerekli olan çok yönlü bir araç olan manuel katlama makinesini açıklamaktadır. Okuyarak,...
Evinizdeki veya ofisinizdeki hava kanallarının nasıl yapıldığını hiç merak ettiniz mi? Bu büyüleyici blog yazısında, sizi bu ilginç süreçte bir yolculuğa çıkaracağız...
Hava kanallarının nasıl hassas ve verimli bir şekilde yapıldığını hiç merak ettiniz mi? TDF flanş şekillendirme makinesi cevabınızdır. Bu makale, makinenin özelliklerini vurgulayarak çalışması boyunca size rehberlik edecek...
Kanal üretim ihtiyaçlarınız için doğru Pittsburgh Lockformer makinesine karar vermek, özellikle yeni başlayanlar için çok zor olabilir. Bu kılavuz, voltaj, sıcaklık, nem ve sıcaklık gibi temel hususları...
HVAC sistemlerinde neden genellikle dikdörtgen kanallar yerine yuvarlak kanallar tercih edilir? Dikdörtgen kanalların geleneksel kullanımına rağmen, modern mühendislik yuvarlak kanalların önemli avantajlar sunduğunu ortaya koymaktadır. Onlar ...
Kavurucu bir yaz gününde yanlış kanal montajı nedeniyle klima sisteminizin arızalandığını düşünün. Bu makale, büyük hacimli klima kanallarının oluşturulması ve montajı için adım adım bir kılavuz...
Evinizin konforlu olmasını sağlayan gizli ağı hiç merak ettiniz mi? Bu ilgi çekici makalede, hava kanalları dünyasına dalıyor, türlerini, uygulamalarını ve kullanım alanlarını keşfediyoruz...
Evinizin içindeki havanın neden havasız ve hatta sağlıksız olduğunu hiç merak ettiniz mi? Bu makale, havalandırma sistemlerinin iç mekan hava kalitesinin korunmasındaki önemli rolünü incelemektedir. Siz...
Kanal dirseği makinesinde ustalaşmayı mı merak ediyorsunuz? Bu kılavuz size makineyi nasıl verimli ve güvenli bir şekilde kullanacağınızı gösterecektir. Makinenin yapısını, adım adım şekillendirme ve şekillendirme sürecini öğreneceksiniz...














{kind=link}
{kind=link}