Devasa çelik yapıların mükemmel silindirler ve koniler şeklinde nasıl şekillendirildiğini hiç merak ettiniz mi? Bu makale, gemi yapımı ve makine imalatı gibi sektörlerin vazgeçilmez araçları olan levha haddeleme makinelerinin büyüleyici dünyasını keşfediyor. Bu makinelerin düz metal levhaları nasıl karmaşık şekillere dönüştürerek modern mühendislik harikalarını mümkün kıldığını öğreneceksiniz.
Levha haddeleme makinesi, düz sacları çeşitli kavisli ve silindirik formlara dönüştürmek için tasarlanmış, metal imalatında gerekli olan sofistike bir ekipmandır. Bu çok yönlü makine, iş parçasına kontrollü deformasyon uygulamak için hassas bir şekilde tasarlanmış iş merdaneleri kullanır ve mükemmel silindirlerden karmaşık konik şekillere kadar değişen karmaşık geometrilerin üretilmesini sağlar.
Özünde, plaka haddeleme makinesi plastik deformasyon prensibine göre çalışır. Hidrolik sistemler ve mekanik tahriklerin bir kombinasyonunu kullanarak iş merdaneleri aracılığıyla sac üzerine dikkatlice kalibre edilmiş kuvvetler uygular. Bu işlem, malzemenin akma dayanımını aşan eğilme gerilimine neden olarak yapısal bütünlüğü korurken kalıcı deformasyona yol açar.
Makinenin çok yönlülüğü, çalışma silindirlerinin konumunu, dönüş hızını ve uygulanan basıncı manipüle etme yeteneğinden kaynaklanmaktadır. Bu dinamik kontrol, aşağıdakiler de dahil olmak üzere geniş bir profil yelpazesinin oluşturulmasına olanak tanır:
Mimari özellikler için yay segmentleri
Basınçlı kaplar ve tanklar için silindirik profiller
Endüstriyel huniler ve geçişler için konik formlar
Özel kanallar için oval şekiller
Levha haddeleme makineleri, aşağıdakiler de dahil olmak üzere çeşitli ağır sanayilerde geniş uygulama alanı bulmaktadır:
Kimyasal işleme: depolama tankları ve reaksiyon kaplarının imalatı için
Enerji üretimi: kazan tamburlarının ve ısı eşanjörlerinin üretiminde
Gemi yapımı: gövde bölümlerini ve perdeleri şekillendirmek için
Havacılık ve uzay: roket gövde bölümlerinin üretiminde
Konfigürasyonlarına bağlı olarak, levha haddeleme makineleri temel olarak iki ana tipe ayrılır:
Üç merdaneli plaka bükme makineleri: Sabit bir alt merdane ve iki ayarlanabilir üst merdaneye sahip olan bu makineler basitlik sunar ve daha hafif malzemeler için çok uygundur.
Dört merdaneli plaka bükme makineleri: İki merkezi tahrik silindiri ve iki ayarlanabilir yan silindire sahip bu makineler, gelişmiş kontrol ve hassasiyet sağlayarak ağır hizmet uygulamaları ve karmaşık geometriler için idealdir.
Bu konfigürasyonlar arasındaki seçim, malzeme kalınlığı, gerekli hassasiyet ve üretim hacmi gibi faktörlere bağlıdır ve üreticilerin belirli uygulamalar için metal şekillendirme süreçlerini optimize etmelerine olanak tanır.
Levha haddeleme makinesi nedir?
A plaka haddeleme makinesiplaka silindiri veya sac metal silindiri olarak da bilinen, metal levhaları silindirik, konik veya yay şeklindeki iş parçalarına sürekli olarak bükmek için tasarlanmış özel bir makine aletidir. Bu çok yönlü ekipman, metal plakaların hassas ve kontrollü bir şekilde bükülmesini sağlamak için plastik deformasyon ilkelerini kullanır.
Makine, istenen eğriliği elde etmek için plakayı sürekli olarak deforme eden silindirlerinin göreceli konumlarını ve dönme hareketlerini manipüle ederek çalışır. Plaka haddeleme makineleri, her biri farklı uygulamalar için özel avantajlar sunan iki merdaneli, üç merdaneli ve dört merdaneli tasarımlar dahil olmak üzere çeşitli konfigürasyonlarda mevcuttur:
1. İki silindirli makineler: Öncelikle daha küçük plakaları ve basit silindirik şekilleri işlemek için kullanılır.
2. Üç silindirli makineler: Daha fazla çok yönlülük sunar ve ayrıca şu şekilde kategorize edilir:
Üst rulo üniversal
Simetrik
Yatay aşağı ayarlanabilir
Ark ayarlı tipler
3. Dört silindirli makineler: Ağır deniz çeliği imalatında kullanılanlar gibi daha büyük ve daha kalın plakaları işlemek için tasarlanmıştır.
Bu makineler, hidrolik ve mekanik olmak üzere iki ana tipte tahrik sistemlerine göre sınıflandırılabilir. Hidrolik sistemler daha düzgün çalışma ve daha fazla kuvvet kontrolü sunarken, mekanik sistemler daha yüksek hızlar ve daha düşük bakım gereksinimleri sağlayabilir.
Levha haddeleme makineleri, aşağıdakiler de dahil olmak üzere çeşitli sektörlerde kapsamlı uygulamalar bulmaktadır:
Kazan ve basınçlı kap imalatı
Gemi yapımı ve deniz mühendisliği
Petrol ve kimyasal işleme ekipmanları
Rüzgar türbini kule üretimi
Büyük ölçekli metal yapılar ve mimari elemanlar
Ağır makine bileşenleri
HVAC kanal imalatı
Modern levha haddeleme makineleri, metal şekillendirme prosesinde hassasiyeti, üretkenliği ve tekrarlanabilirliği artırmak için genellikle CNC kontrolleri, otomatik levha besleme sistemleri ve entegre ölçüm cihazları gibi gelişmiş özellikler içerir.
Levha haddeleme makinesinin çalışma prensibi
Plaka bükme makinelerinin birçok farklı özelliği ve modeli vardır. Bu makineler, mekanik yapılarına ve merdane sayılarına göre sınıflandırılabilir, bu da üç merdaneli ve dört merdaneli versiyonlarla sonuçlanır. Ayrıca, plaka bükme makineleri sürüş modlarına göre mekanik veya hidrolik olarak sınıflandırılabilir.
Üç merdaneli plaka bükme makinesinin yapısı nispeten basittir ve bir çift yan merdane ile yukarı ve aşağı hareket edebilen bir üst merdaneden oluşur. Dört silindirli plaka bükme makinesi ise bir çift yan silindir, bir üst silindir ve bir alt silindir ile daha karmaşık bir yapıya sahiptir. Daha yüksek maliyetine rağmen, bu tip makineler üstün performans sunar ve daha yüksek kalitede haddelenmiş ürünler üretir.
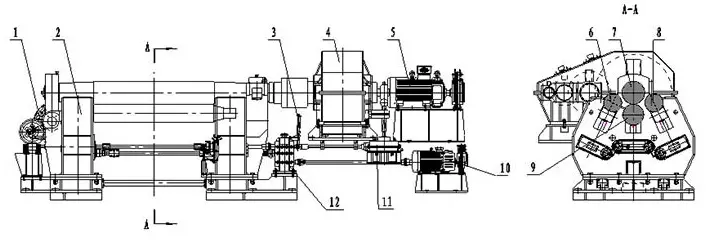
Kombine plaka bükme makinesi öncelikle bir boşaltma cihazı, bir i̇leti̇m si̇stemi̇bir üst silindir, bir alt silindir ve bir çerçeve.
Yapısında, üst merdanenin ucundaki büyük dişlilerle birbirine geçen çoklu aktarım sistemlerinden pinyonlar bulunur. İletim sistemi, üst merdane ile yatay ve simetrik olarak yerleştirilmiş iki grup halinde düzenlenebilir.
Alternatif olarak, üst silindir 120 derecelik bir merkez daire etrafında simetrik olarak konumlandırılmış şekilde üç grup halinde düzenlenebilir. Son olarak, aktarım sistemi, üst silindirin 90 derecelik bir merkez daire etrafında simetrik olarak konumlandırıldığı dört gruptan oluşabilir.
Çalışma prensibi haddeleme makinesi tüm modellerde tutarlıdır. Üst merdane ve yan merdanenin göreceli pozisyonu, üst merdaneyi kademeli olarak bükmek ve deforme etmek için ayarlanır. sac metal merdaneler arasında. Ana milin pozitif ve negatif dönüşü, plastik deformasyon oluşana kadar sacın merdaneler arasında ileri geri hareket etmesine neden olur.
Merdanenin göreceli konumunu sürekli olarak ayarlayarak, ana şaft sürekli olarak ileri geri hareket eder ve sac metalin plastik deformasyonu, gerekli özellikleri karşılayan dairesel bir yay veya dairesel geçiş ürününe işlenene kadar artar.
Levha bükme makinesinin çalışma kapasitesi, maksimum levha kalınlığı ve genişliği soğuk durumda belirtilen akma sınırları altında haddelendiğinde üretilebilecek minimum tambur çapını ifade eder. Bu yöntem, yüksek hassasiyet, basit kullanım ve düşük maliyet sunduğu için yurt içinde ve yurt dışında yaygın olarak kullanılmaktadır. Bununla birlikte, metalürjik yapısında kusur veya tutarsızlık bulunmayan yüksek kaliteli bir plaka gerektirir.
Ekipmanın çalışma kapasitesini aşan daha kalın plakalar veya daha küçük bükme yarıçapları için, ekipman izin veriyorsa sıcak haddeleme yöntemi kullanılabilir. Plakanın soğuk haddelenemediği ve sıcak haddenin sertliğinin yetersiz olduğu durumlarda, sıcak haddeleme yöntemi kullanılır.
Plaka bükme makinesinin bükme şekillendirme işleme yöntemi
Çelik yapıların imalatında, bükme şekillendirme işlemi, haddeleme (yuvarlama), bükme (kaynatma), katlama ve kalıp presleme gibi çeşitli yöntemleri içerir. Bu işlem sıcak veya soğuk işleme yoluyla tamamlanabilir.
Yuvarlak bükme, dış liflerin uzaması ve iç liflerin kısalması yoluyla elde edilen bir bükme deformasyonudur. çelik levha Orta lifler değişmeden kalırken, dış kuvvetin etkisi altında. Silindir yarıçapı büyükse, çelik levha oda sıcaklığında haddelenebilir, ancak yarıçap küçükse ve levha kalınsa, ısıtma gerekir.
Çelik plakaları oda sıcaklığında yuvarlamak için üç yöntem vardır: mekanik yuvarlama, kalıp presleme ve manuel imalat. Mekanik yuvarlama, yuvarlak haddeleme makinesi olarak da bilinen levha haddeleme makinesinde gerçekleştirilir. Bu makinede plakaların bükülmesi, üst silindir aşağı doğru hareket ettiğinde oluşan basınçla sağlanır. Yuvarlamanın çalışma prensibi aşağıdaki şekilde gösterilmiştir.
A) Simetrik üç rulo bükme makinesi B) Asimetrik üç rulo bükme Makine C) Dört rulo bükme makinesi çizimi
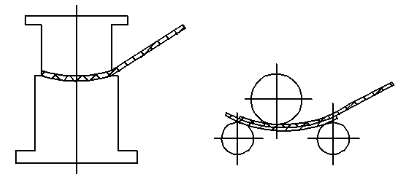
Plakayı bükmek için üç silindirli bir bükme (sarma) makinesi kullanıldığında, plakanın her iki ucu da önceden bükülmelidir. Ön bükme uzunluğu 0,5L + (30 ila 50) mm olarak hesaplanır, burada L merkez mesafesi alt rulonun.
Ön bükme işlemi, bir presle presleme yoluyla veya haddeleme makinesinde bir destek plakası kullanılarak gerçekleştirilebilir.
a) Bastırın ve a ile önceden bükün pres makinesi b) Yuvarlama makinesinde bir destek plakası ile ön bükme
Farklı Tipte Levha Haddeleme Makineleri
Levha bükme makineleri olarak da bilinen levha haddeleme makineleri, başta metal imalatı olmak üzere çeşitli endüstriyel süreçlerde kritik öneme sahiptir. Bu makineler, düz metal plakalardan silindirik veya konik şekiller oluşturmak için gereklidir ve otomotiv, havacılık, enerji ve savunma gibi sektörlere hizmet eder.
Levha haddeleme makinelerinin sınıflandırılması küresel olarak değişiklik göstermektedir. Batı ülkelerinde sınıflandırma tipik olarak iş merdanelerinin konfigürasyonuna odaklanırken, Çin'de sınıflandırma iş merdanelerinin sayısı ve ayar mekanizmasına dayanmaktadır.
Ana kategoriler şunlardır:
1. Üç Silindirli Plaka Bükme Makineleri:
Simetrik ve asimetrik konfigürasyonlar
Yatay, eğimli, yay ve dikey ayar mekanizmaları
Bükme işlemlerinde çok yönlülük sunar ve çok çeşitli plaka kalınlıkları için uygundur
2. Dört Silindirli Plaka Bükme Makineleri:
Yan yalpa eğim ayarı ve yan yalpa kavis ayarı varyantları
Bükme işlemi üzerinde gelişmiş kontrol sağlayarak daha karmaşık şekillere ve gelişmiş hassasiyete olanak tanır
3. Özel Plaka Bükme Makineleri:
Büyük çaplı silindirler için dikey plaka bükücüler
Gemi inşa uygulamaları için denizcilik plaka bükücüleri
Özel endüstriyel ihtiyaçlar için çift rulo bükücüler
Konik şekiller oluşturmak için koni plaka bükücüler
Ekstra kalın plakaları işlemek veya daha dar yarıçaplar elde etmek için çok rulolu bükücüler
Çeşitli bükme işlemlerinde esneklik için tasarlanmış çok amaçlı bükücüler
Levha haddeleme makinelerindeki iletim sistemleri zaman içinde gelişmiştir:
1. Mekanik Şanzıman:
Basit yapısı ve güvenilir performansı ile uzun süredir kullanılan teknoloji
Küçük ve orta ölçekli makineler için uygun maliyetli
Yüksek tork veya hassas kontrol gerektiren uygulamalarda sınırlıdır
2. Hidrolik Şanzıman:
Yüksek torklu, düşük hızlı uygulamalar için giderek daha popüler hale geliyor
Daha iyi kontrol ve güç verimliliği sunar
Büyük ölçekli levha haddeleme işlemleri için uygundur
3. Hibrit Mekanik-Hidrolik Sistemler:
Mekanik ana tahrik ile hidrolik kontrollü iş silindiri hareketini birleştirin
Geleneksel güvenilirlik ve modern kontrol yetenekleri arasında denge
4. Tam Hidrolik Sistemler:
Hem ana tahrik hem de iş silindiri kontrolü için hidrolik motorlar kullanın
Bükme işlemlerinde maksimum esneklik ve hassasiyet sağlar
Karmaşık bükme işleri ve ağır hizmet uygulamaları için ideal
Levha haddeleme teknolojisindeki son gelişmeler arasında, gelişmiş doğruluk ve tekrarlanabilirlik için CNC sistemlerinin entegrasyonunun yanı sıra enerji tasarruflu tahriklerin ve öngörücü bakım için akıllı izleme sistemlerinin geliştirilmesi yer almaktadır. Bu yenilikler metal şekillendirmede mümkün olanın sınırlarını zorlayarak üreticilerin daha sıkı toleranslar ve daha yüksek verimlilikle daha karmaşık şekiller üretmesini sağlıyor.
Levha haddeleme makinesinin avantajları ve dezavantajları
Üç silindirli plaka bükme makinesinin avantajları ve dezavantajları
Üç merdaneli plaka bükme makinesi, düz metal plakaları silindirik, konik veya özel profillere dönüştürmek için üç çalışma merdanesi (iki alt ve bir üst) kullanan metal şekillendirmede çok yönlü bir araçtır. Plaka merdanelerden geçerken, iç katman sıkıştırmaya, orta katman nötr kalmaya ve dış katman çekme deformasyonuna uğrayarak sürekli bükülmeye maruz kalır. Bu işlem kalıcı plastik deformasyonla sonuçlanır ve iş parçasının hassas bir şekilde şekillendirilmesini sağlar.
Makinenin tipik olarak tambur şeklindeki üst silindiri, hidrolik çalıştırma yoluyla dikey olarak ayarlanabilir ve iş parçası üzerinde kontrollü basınç sağlar. Bu tasarım ürün düzlüğünü artırır ve özellikle çeşitli kesit profillerine sahip süper uzun silindirik bileşenlerin imalatı için uygundur. Dişli redüktör sistemi ile tahrik edilen alt valsler, plaka haddeleme için gerekli torku sağlar. Ayrıca, ayarlanabilir destek merdaneleri alt merdaneleri tamamlayarak bükme işlemi üzerindeki kontrolü daha da artırır.
Üç silindirli bükme makinesinin temel avantajları şunlardır:
Çok çeşitli kavisli profillerin üretiminde çok yönlülük
Kalın plakaları (50 mm'den fazla) verimli bir şekilde işleme yeteneği
Uzun silindirik ürünlerde geliştirilmiş düzlük
Ayarlanabilir destek ruloları sayesinde gelişmiş hassasiyet
Bununla birlikte, sistemin bazı sınırlamaları vardır:
Yardımcı ekipman kullanarak plaka uçlarının ön bükülmesi için gereklilik
Daha kısa iş parçalarının işlenmesinde daha düşük verimlilik potansiyeli
Daha basit bükme makinelerine kıyasla daha yüksek ilk yatırım
Bu dezavantajlardan bazılarını hafifletmek ve genel performansı iyileştirmek için üreticiler genellikle alt merdanelerin altına bir dizi sabit avara yerleştirir. Bu modifikasyon, merdaneler arasındaki etkin açıklığı azaltarak özellikle daha ağır malzemeler işlenirken iş parçası hassasiyetini ve makine dengesini artırır.
Dört silindirli levha haddeleme makinesinin avantajları ve dezavantajları
Dört silindirli plaka bükme makinesi, temel olarak iki ana adımdan oluşan kolaylaştırılmış bir operasyon süreci sunar: presleme ve döndürme. Bu basitleştirilmiş iş akışı, manuel iş gücü gereksinimlerinin azalmasına ve metal şekillendirme operasyonlarında genel verimliliğin artmasına yol açabilir.
Dört silindirli sistemin temel avantajları şunlardır:
Basitleştirilmiş kullanım, potansiyel olarak operatör eğitim süresini azaltır
Haddelenmiş ürünlerde geliştirilmiş dairesel doğruluk
Plakayı yeniden konumlandırmadan hem ön bükme hem de tam daire haddeleme yeteneği
Bükme işlemi üzerinde gelişmiş kontrol, daha karmaşık şekillere izin verir
Bununla birlikte, sistem bazı sınırlamalar da getirmektedir:
Bazı alternatif yöntemlere kıyasla her bir haddeleme işlemi için daha uzun çevrim süreleri
Genel üretkenliği etkileyebilecek manuel yükleme ve boşaltma gereksinimleri
Ek rulo nedeniyle daha yüksek ilk yatırım ve bakım maliyetleri potansiyeli
Bu zorluklara rağmen, dört silindirli plaka bükme makinesi gelecekteki gelişmeler için umut vaat etmektedir. Devam eden araştırmalar ve teknolojik ilerlemeler, özellikle yükleme/boşaltma işlemlerinin otomasyonu ve haddeleme döngülerinin optimizasyonu gibi alanlarda mevcut sınırlamalarını ele almaya odaklanmıştır. Bu iyileştirmeler hayata geçirildikçe, dört silindirli sistem çok çeşitli metal şekillendirme uygulamaları için giderek daha pratik ve verimli bir çözüm haline gelme potansiyeline sahip olacak ve plaka bükme işlemlerinde gelişmiş çok yönlülük ve hassasiyet sunacaktır.
Levha haddeleme makinesinin parçaları ve işlevleri
Levha haddeleme makinesi, metal imalatında düz metal levhaları silindirik veya yay şekillerine dönüştürmek için kullanılan kritik bir ekipman parçasıdır. Bu süreç, verimliliği ve etkinliği nedeniyle çeşitli makine imalat endüstrilerinde yaygın olarak kullanılan silindirik çelik bileşenlerin üretiminde temeldir. Şimdi temel bileşenlerinin özel yapısını ve işlevlerini inceleyelim:
Üst Merdane Tertibatı: - Ana yağ silindiri - Üst merdane yatağı muhafazası - Üst rulo - Çift sıralı oynak rulmanlar
Üst merdane çok önemli bir bileşendir ve her iki ucunda ekstra geniş çift sıralı rulmanlarla donatılmış muylular bulunur. Oynak makaralı rulmanların uygulanması, ana merdane eğiminin ve konik sargının işlenmesini kolaylaştırarak makinenin çok yönlülüğünü ve şekillendirme işlemlerindeki hassasiyetini artırır.
Yatay Hareket Mekanizması: - Hareket motoru - Redüktör - Sonsuz dişli - Vidalı somun mekanizması
Bu sistem, üst merdane tertibatının yatay olarak hareket etmesini sağlayarak plakaların asimetrik olarak haddelenmesine olanak tanır. Bu özellik, karmaşık geometrilerin elde edilmesi ve haddelenmiş üründe eşit kalınlığın korunması için gereklidir.
Alt Merdane Grubu: - Alt rulo - Yatak yuvası - Dişliler - Kayar rulmanlar
Alt merdane tertibatı, standart çalışma sıcaklıklarında düşük hızlı, yüksek yüklü uygulamalar için tasarlanmıştır. Haddeleme işlemi sırasında plaka için gerekli desteği ve tahriki sağlayarak tutarlı basınç ve dönüş sağlar.
Avara Tertibatı: - Avara rulosu - Kama mekanizması
Bu ayarlanabilir bileşen, çeşitli plaka özelliklerine uyum sağlamak için haddeleme işleminde ince ayar yapılmasına olanak tanıyarak makinenin esnekliğini ve hassasiyetini artırır.
Ana Tahrik Sistemi: - Ana motor - Fren redüktörü
Bu sistem, haddeleme işlemi için birincil güç ve kontrol sağlayarak merdanelerin düzgün ve tutarlı bir şekilde dönmesini sağlar.
Devrilme Mekanizması: - Ram - Devirme silindiri
Devrilen rafın yan tarafına monte edilen bu mekanizma, bakım ve bazı özel haddeleme işlemleri için çok önemli olan makinenin devrilmesini ve eski haline getirilmesini kolaylaştırır.
Bu bileşenlerin her biri, metal plakaların istenen silindirik veya yay şekillerine hassas ve verimli bir şekilde şekillendirilmesini sağlamak için birlikte çalışır. Hidrolik sistemlerin, hassas yatakların ve sağlam tahrik mekanizmalarının entegrasyonu, çok çeşitli plaka kalınlıklarının ve malzemelerin işlenmesine olanak tanıyarak plaka haddeleme makinesini modern metal imalat süreçlerinde çok yönlü ve vazgeçilmez bir araç haline getirir.
Levha haddeleme makinesinin özellikleri
Rulo bükme makinesi olarak da bilinen bir levha haddeleme makinesinin temel parametreleri şunlardır:
Maksimum plaka kalınlığı (mm): Makinenin etkili bir şekilde yuvarlayabileceği en kalın plakayı tanımlar.
Maksimum plaka genişliği (mm): Makinenin alabileceği en geniş plakayı gösterir.
Yuvarlanma hızı (m/dak): Üretim hızını ve döngü süresini belirler.
Minimum tam yük bobin çapı (mm): Makinenin maksimum kapasitesinde yuvarlayabileceği en küçük çapı temsil eder.
Üst rulo çapı (mm): Bükme kuvvetini ve minimum bükme yarıçapını etkiler.
Alt rulo çapı (mm): Destek ve sürüş kabiliyetlerini etkiler.
Alt silindirler arasındaki merkez mesafesi (mm): Makinenin farklı yarıçaplar ve şekiller oluşturma kabiliyetini etkiler.
Ana motor gücü (kW): Makinenin kuvvet çıkışını ve işleme kapasitesini belirler.
Makine ağırlığı (t): Ekipmanın sağlamlığını ve kararlılığını gösterir.
Genel boyutlar (uzunluk × genişlik × yükseklik) (mm): Kurulum planlaması ve çalışma alanı tahsisi için çok önemlidir.
Ön bükme kapasitesi (isteğe bağlı): Makinenin plaka uçlarında ilk bükümleri oluşturma yeteneğini belirtir.
Kontrol sistemi tipi: Makinenin manuel olarak mı çalıştırıldığını, CNC kontrollü mü olduğunu veya her iki seçeneği de mi sunduğunu belirtir.
Bu özellikler, belirli üretim gereksinimleri, malzeme özellikleri ve üretim hacimleri için uygun levha haddeleme makinesinin seçilmesinde kritik öneme sahiptir.
Levha haddeleme makinesi uygulamaları
Genellikle "üretim makinelerinin makineleri" olarak anılan ve endüstriyel imalatın "bel kemiği" olarak kabul edilen levha haddeleme makineleri, modern üretimde çok önemli bir rol oynamaktadır. Günlük yaşamla uzak gibi görünen ilişkilerine rağmen, bu makineler her gün kullandığımız çok sayıda ürünün üretiminin ayrılmaz bir parçasıdır. Otomotiv, havacılık, bilişim, tıbbi ekipman ve enerji üretimi de dahil olmak üzere çeşitli sektörlerde vazgeçilmezdirler.
Levha haddeleme makinelerinin uygulama kapsamı genişlemeye devam ettikçe, ilgili standartların oluşturulmasının önemi de giderek artmaktadır. Bu makinelere yönelik artan talep, ilgili standartların ve sistemlerin geliştirilmesini zorunlu kılmaktadır. Bu standardizasyon, nihai olarak levha haddeleme teknolojisinin ilerlemesini yeni boyutlara taşıyacak ve haddelenmiş ürünlerin kalitesini artıracaktır.
Gelecekteki zorlukların üstesinden gelmek için sadece mevcut standartları kullanmak değil, aynı zamanda yeni standartlar ve sistemler araştırmak ve geliştirmek de zorunludur. Bu ileri görüşlü yaklaşım, levha haddeleme teknolojisini daha yüksek hassasiyet, verimlilik ve çok yönlülük seviyelerine taşıyarak levha haddeleme makinelerinin kalitesini ve yeteneklerini sürekli olarak geliştirmeye yardımcı olacaktır.
Sektör uzmanları, kapsamlı üretim projelerinin taleplerini karşılamak için birden fazla çeşit ve spesifikasyonla daha geniş bir seçenek yelpazesi sunan levha haddeleme makineleri için gelecekte bir pazar öngörüyor. Bu çeşitlilik muhtemelen şunları içerecektir:
Karmaşık eğrilikler için yüksek hassasiyetli CNC kontrollü makineler
Ağır sanayi uygulamaları için büyük ölçekli silindirler
Egzotik malzemeler ve alaşımlar için özel makineler
Haddeleme ile diğer şekillendirme işlemlerini birleştiren hibrit makineler
Sektör, gelecekteki büyümeyi sürdüremeyeceği için düşük kaliteli levha haddeleme makinelerinden uzaklaşıyor. Bunun yerine, yenilikçi tasarım ve araştırma ve geliştirmeye odaklanmak sektörün gelecekteki başarısı için çok önemlidir. Bu değişim şunları vurgulamaktadır:
Gelişmiş doğruluk ve tekrarlanabilirlik için gelişmiş kontrol sistemleri
Gerçek zamanlı izleme ve kestirimci bakımın entegrasyonu
Enerji tasarruflu ve çevre dostu haddeleme süreçleri
Geliştirilmiş malzeme taşıma ve otomasyon özellikleri
Önde gelen levha haddeleme makinesi üreticileri otomatik bilimsel ve teknolojik inovasyon merkezleri kurmaya çalışmaktadır. Bu merkezler, geleneksel haddeleme makinesi endüstrisini dönüştürmek ve yükseltmek için platformlar oluşturacak ve gelişmiş haddeleme ürünlerinin geliştirilmesini teşvik edecektir. Odaklanılan başlıca alanlar şunlardır:
Makine tasarımı ve operatör eğitimi için sanal gerçeklik ve dijital ikiz teknolojileri
Endüstri 4.0 entegrasyonu için akıllı, birbirine bağlı haddeleme sistemlerinin geliştirilmesi
Gelişmekte olan malzemeler ve uygulamalar için yeni haddeleme tekniklerinin araştırılması
Güçlü pazar talebi ve sürekli teknolojik ilerlemelerle, levha haddeleme makinesi endüstrisinin gelecek beklentileri geniş ve umut vericidir. Sektör geliştikçe, daha verimli, hassas ve yenilikçi üretim süreçlerine katkıda bulunarak çeşitli sektörlerde üretimin geleceğini şekillendirmede giderek daha kritik bir rol oynayacaktır.
Plaka bükme makinelerinin maliyeti tüm kullanıcılar için kritik bir husustur. Fiyat dalgalanmaları paydaşların çıkarlarını önemli ölçüde etkileyebilir. Kullanıcıların bilinçli satın alma kararları vermelerine yardımcı olmak için plaka bükme makinesi fiyatlandırmasını etkileyen temel faktörleri inceleyelim.
Özellikler ve Boyutlar:
Levha haddeleme makineleri, müşterilere çeşitli seçenekler sunan çok çeşitli boyutlarda mevcuttur. Makine fiyatları boyutla doğrudan ilişkilidir; daha büyük özellikler daha yüksek fiyatlara sahiptir ve daha küçük birimler daha ekonomiktir. Üreticiler genellikle belirli boyut gereksinimleri için özel tasarımlar sağlar. İlk fiyat teklifi müşterinin bütçesini karşılamıyorsa, taraflar arasındaki müzakereler karşılıklı olarak kabul edilebilir bir fiyat noktasına yol açabilir.
Malzeme İşleme Kapasitesi:
Bir plaka bükme makinesinin fiyatı, malzeme işleme kabiliyetleriyle içsel olarak bağlantılıdır. Daha geniş ve daha kalın plakaları işlemek ve böylece daha büyük hacimli parçaları işlemek için tasarlanmış makineler genellikle daha pahalıdır. Çeşitli malzemelerle çalışma ve belirli boyut ve şekiller elde etme yeteneği de fiyatlandırmayı etkiler.
Tahrik Sistemi: Mekanik ve Hidrolik:
Plaka bükme makineleri tahrik sistemlerine göre kategorize edilir: mekanik veya hidrolik. Mekanik tipler ayrıca simetrik ve asimetrik konfigürasyonlar olarak sınıflandırılabilir.
Bu tahrik sistemleri çalışma prensipleri, performans özellikleri ve uygulama uygunluğu açısından farklılık gösterir. Mekanik ve hidrolik tipler arasındaki seçim, özel kullanıcı gereksinimlerine bağlıdır. Fiyatlandırma, tasarım karmaşıklığı, üretim süreçleri ve genel performans yeteneklerindeki farklılıklar nedeniyle bu türler arasında önemli ölçüde değişir. Ayrıca fiyatlar, uzmanlıklarına ve üretim verimliliklerine bağlı olarak üreticiler arasında dalgalanabilir.
Yüksek kaliteli, tam otomatik plaka bükme makinelerine yatırım yaparken, sadece fiyatın ötesindeki faktörleri göz önünde bulundurmak çok önemlidir. Teknik özellikleri, performans ölçümlerini, otomasyon seviyesini, enerji verimliliğini ve uzun vadeli güvenilirliği değerlendirin. Bu kapsamlı yaklaşım, yalnızca bütçeye uygun değil, aynı zamanda belirli çalışma koşullarını ve üretim gereksinimlerini en iyi şekilde karşılayan bir makine seçilmesini sağlar.
Levha haddeleme makinesi nasıl kullanılır?
Levha bükme makinesi olarak da bilinen levha haddeleme makinesi, iş rulolarını hareket ettirmek için hidrolik basınç veya mekanik yollarla dış kuvvetler uygulama prensibine göre çalışır. Bu işlem, metal levhaların silindirik, oval ve yay şekilli bileşenler de dahil olmak üzere çeşitli formlarda hassas bir şekilde şekillendirilmesini sağlar. Süreç, özel olarak tasarlanmış iş merdanelerinin kontrollü rotasyonunu ve konumsal ayarlamalarını içerir. Bir rulo bükme makinesini etkili bir şekilde kullanmak için önemli adımları ve dikkat edilmesi gereken hususları inceleyelim.
Plaka haddeleme için hazırlık
Makine denetimi: Haddeleme makinesinin tüm bileşenlerini iyice kontrol edin, tüm parçaların düzgün çalıştığından ve güvenli bir şekilde sabitlendiğinden emin olun. Fren sistemine özellikle dikkat edin, güvenilirliğini ve etkinliğini doğrulayın.
Merdane ayarı: Şekillendirilecek plakanın kalınlığına göre merdaneler arasındaki mesafeyi hassas bir şekilde ayarlayın. Bu kritik adım, optimum basınç dağılımı sağlar ve malzeme hasarını önler.
Kapasite değerlendirmesi: Makinenin belirtilen kapasitesini asla aşmayın. İş parçasının mekanik özelliklerini dikkatlice değerlendirin ve makinenin çalışma sınırları dahilinde olduklarından emin olun.
Operasyonel prosedürler ve güvenlik önlemleri
İş parçası konumlandırma: Metal plakayı silindirlerle düzgün bir şekilde hizalayarak makineye güvenli bir şekilde yerleştirin.
Başlatma protokolü: Makineyi tek ve bilinçli bir işlemle başlatın. Net bir iletişim sağlayın ve süreç boyunca belirtilen komutlara uyun.
Güvenlik bölgeleri: Hareketli parçalardan, özellikle de merdanelerden ve iş parçasından güvenli bir mesafede durun. Çalışma sırasında asla ellerinizi plakanın üzerine koymayın veya makine çalışırken manuel kontrol yöntemleri kullanmayın.
Kenar hususları: Haddeleme sırasında, iş parçasının dengesizliğini ve olası kazaları önlemek için plaka kenarlarında yeterli malzeme bırakın.
Operasyonel farkındalık: Makinenin çalışması sırasında iş parçasının üzerinde durmayı veya silindir yuvarlaklığını manuel olarak kontrol etmeyi yasaklayın.
Uyarlanabilir haddeleme teknikleri:
Kalın plakalar, büyük çaplar veya yüksek mukavemetli malzemeler için: Hareketli merdanelerin sayısını azaltın ve istenen şekli kademeli olarak elde etmek için birden fazla geçiş yapın.
Dar silindirleri şekillendirirken: Eşit basınç dağılımı sağlamak ve deformasyonu önlemek için iş parçasını merdaneler üzerinde merkezi olarak konumlandırın.
Dolanmayı önleme: Plaka merdanelerle birleştiğinde, giysilerin veya vücut parçalarının makinenin içine çekilmesini önlemek için dikkatli olun.
Kapatma ve operasyon sonrası prosedürler
Anomali tepkisi: Olağandışı sesler veya titreşimler meydana gelirse işlemleri derhal durdurun. Çalışmaya devam etmeden önce kapsamlı bir inceleme yapın ve gerekli ayarlamaları veya onarımları gerçekleştirin.
Güç izolasyonu: Operasyon sonrası kullanım sırasında güvenliği sağlamak için ana şalteri kapatın ve güç kaynağının bağlantısını kesin.
İş parçası yönetimi: Şekillendirilmiş parçayı dikkatlice çıkarın ve uygun malzeme taşıma prosedürlerini izleyerek belirlenen alanda saklayın.
Operatörler bu yönergelere uyarak levha haddeleme makinelerinin güvenli ve verimli bir şekilde kullanılmasını sağlayabilir, ürün kalitesini en üst düzeye çıkarabilir ve operasyonel riskleri en aza indirebilir. Düzenli bakım, operatör eğitimi ve güvenlik protokollerine sıkı sıkıya bağlılık, ekipmanın optimum performansı ve uzun ömürlü olması için gereklidir.
İşte paragrafın optimize edilmiş versiyonu:
Plaka Haddeleme Makinelerini Çalıştırmak için İpuçları
Bir levha haddeleme makinesini çalıştırırken aşağıdaki yönergeleri göz önünde bulundurun:
Üreticinin şemasına göre düzenli bir yağlama programı uygulayın. Optimum makine performansını ve uzun ömürlülüğü korumak için tüm yağ kaplarının ve manuel yağlama noktalarının yeterince doldurulduğundan emin olun.
Çalışma sırasında olağandışı sesler veya titreşimler için tetikte olun. Tespit edilmesi halinde, makineyi derhal durdurun ve olası hasar veya güvenlik tehlikelerini önlemek için kapsamlı bir inceleme yapın.
Gücü açmadan önce, alt silindirin yön hareketini ve üst silindirin dikey hareketini doğrulayın. Normal çalışmayı engelleyebilecek herhangi bir engel veya yanlış hizalama olup olmadığını kontrol edin.
Makinenin belirtilen işleme prosedürlerine ve çalışma protokollerine kesinlikle uyun. Üst merdanenin konumunu ayarlarken, özellikle de dikey hareketindeki kritik noktalarda çok dikkatli olun.
Açık iletişim protokolleri oluşturun. Tüm operatörler eylemlerini koordine etmeli ve hadde amirinin komutlarını takip etmelidir. Yetkisiz makine aktivasyonunu önlemek için bir şifre sistemi uygulayın.
Ana tahrik devre dışı bırakıldığında, üst merdane güvenli bir şekilde kaldırılabilir. Bu, devrilme yatağının eğilerek sıfırlanmasına ve gerektiğinde üst merdanenin ayarlanmasına olanak tanır.
Büyük çaplı boru haddeleme işlemleri sırasında, çelik plaka ile makaralar arasında sıkışmayı önlemek için ellerin yerleştirilmesi konusunda son derece dikkatli olun. Bu riski azaltmak için uygun güvenlik korumaları ve operatör eğitimi uygulayın.
Malzeme taşıma için tavan vinçleri kullanırken, yuvarlanan makineyle çarpışmaları önlemek için son derece dikkatli olun. Açık kaldırma yolları oluşturun ve gerektiğinde gözcü kullanın.
Operatörler bu önlemlere ve en iyi uygulamalara bağlı kalarak levha haddeleme makinelerinin güvenli ve verimli bir şekilde kullanılmasını sağlayabilir, üretkenliği en üst düzeye çıkarabilir ve kaza veya ekipman hasarı riskini en aza indirebilir.
Levha haddeleme makinesinin bakımı
Ekipmanın optimum performansını ve uzun ömürlü olmasını sağlamak için tüm yağ kaplarını ve manuel yağlama noktalarını makinenin yağlama şemasında belirtildiği şekilde düzenli olarak yağlayın.
Levha haddeleme işlemi, makinenin belirtilen parametrelerine göre gerçekleştirilir. Bu işlem için 20 mm kalınlığında, 2500 mm uzunluğunda ve 250 MPa'nın altında akma dayanımına sahip plakalarla çalışıyoruz. Makine hasarını önlemek ve ürün kalitesini sağlamak için işlemden önce bu malzeme özelliklerini doğrulamak çok önemlidir.
Haddeleme işlemine başlamadan önce makineyi çalıştırın ve işlevsel bir kontrol gerçekleştirin. Alt silindirin hem ileri hem de geri yönde sorunsuz bir şekilde hareket ettiğinden ve üst silindirin dikey hareketinde herhangi bir anormal direnç veya sıkışma olmadığından emin olun. Bu çalışma öncesi kontrol, olası mekanik sorunları tespit etmek için hayati önem taşır.
Belirlenmiş plaka işleme prosedürlerine ve çalışma yöntemlerine kesinlikle uyun. Üst merdane maksimum yükseklik konumuna yaklaştığında özellikle dikkatli olun, çünkü bu işlemde yakın izleme gerektiren kritik bir noktadır.
Ana tahrik çalışmayı durdurduktan sonra şu sırayı izleyin: üst silindiri kaldırın, döner yatağı nötr konumuna sıfırlayın ve ardından bir sonraki çalışma veya bakım için üst silindirin eğimini gerektiği gibi ayarlayın.
Bükme makinesinin çalışması sırasında olağandışı sesler veya titreşimler için tetikte olun. Tespit edilirse, olası ekipman hasarlarını veya güvenlik tehlikelerini önlemek için işlemi derhal durdurun ve kapsamlı bir inceleme yapın.
Operasyon sırasında etkili ekip koordinasyonu esastır. Tüm personel merdane paneli süpervizörünün direktiflerine uymalıdır. Güvenliği ve hesap verebilirliği korumak için, uygun yetkilendirme ve doğru şifre olmadan makineyi asla çalıştırmayın.
Plaka bükme işlemi sırasında el yaralanmalarını önlemek için son derece dikkatli olun. Ellerinizi her zaman çelik plakalardan ve silindirlerden uzak tutun. Haddeleme işlemleri sırasında çelik plakaları asla manuel olarak yönlendirmeye veya ayarlamaya çalışmayın.
Çelik plakaları veya varilleri manevra ettirmek için tavan vinçleri kullanırken, ekipmana zarar verebilecek veya güvenliği tehlikeye atabilecek çarpışmaları önlemek için haddeleme makinesiyle aranızda güvenli bir mesafe bırakın. Haddeleme sonrasında, bitmiş malzemelerin uygun şekilde temizlendiğinden emin olun, gerekli ekipman bakımını gerçekleştirin ve makineye giden güç kaynağının bağlantısını derhal kesin.
Bu ayrıntılı bakım ve işletim yönergelerini izleyerek, ekipmanınızın ömrünü en üst düzeye çıkarırken güvenli, verimli ve yüksek kaliteli levha haddeleme süreçleri sağlayabilirsiniz.
Levha haddeleme makinesi sorun giderme
Plaka bükme makinesi çalışma sırasında önemli bir gerilime maruz kaldığından, kullanım sırasında çeşitli arızalara eğilimlidir. Aşağıdaki bölümde, iki yaygın hatayı ve bunların ilgili çözümlerini tartışacağız.
1. Plaka bükme makinesinin ana milinin kırılması ve onarımı
Bir makine fabrikasındaki 50×3000 plaka bükme makinesinin ana milinde bir yıllık kullanımdan sonra çatlaklar oluştu. Ultrasonik hata tespiti yapıldıktan sonra, ana milin yapısının iki parçaya ayrıldığı keşfedildi: Sınıf II hata tespiti için ulusal standardı karşılamayan bir dövme bölüm ve bir döküm bölüm.
Hasarın nedenini daha kesin bir şekilde belirlemek için bakım personeli ana şaftı inceledi ve tespit sonuçlarının doğru olduğunu gördü. Analizlerinin ardından, ana şaftın kırılmasının birincil nedeninin şu olduğu sonucuna varıldı zayıf kaynak. Kaynak alanı küçüktü, işlem pürüzlüydü ve kaynak cürufu kalıntıları vardı, bu da düşük mukavemet kusurlarına yol açıyordu.
1.1 Onarım şeması.
Ana şaftın gerilme koşullarına bağlı olarak alın kaynağı tekniği. Bunu başarmak için kaynak yerinde iki adet U şeklinde oluk açılmış ve kırık milin merkezinde H7/H7 tolerans uyumuyla sırasıyla bir çukur ve bir çıkıntı işlenmiştir.
Kaynağın eş eksenli olmasını sağlamak için konfigürasyonun bir parçası olarak V şeklinde bir boyutlandırma bloğu ve eşit çaplı bir halka tasarlanmıştır.
Ana şaft malzemesinin kontrol ekipmanı kullanılarak incelenmesi sırasında, No. 45 çelikten yapıldığı keşfedilmiştir. Ancak, bu çeliğin kaynak performansı düşüktür ve bu da kaynak sırasında çok sayıda zorluk yaratır.
Ayrıca, ana milin çapının büyük olması nedeniyle kaynak öncesinde ön ısıtma yapılması gerekmektedir. Kullanılan kaynak makinesi XC500 karbondioksit gaz korumalı kaynak makinesidir. Kullanılan kaynak teli 1,2 mm çapında ER50-6'dır.
sırasında kaynak sürecigerilim 35V civarında tutulur, akım 220-250A arasında değişir ve hız 15-25 cm/dak arasındadır.
Sağlamak için tam penetrasyon Ana milin genişliği arttıkça, ilk kaynak aşamasında hız azaltılmalı ve düz hat şerit taşıma yöntemi kullanılmalıdır. Oluk genişliği arttıkça, deformasyonu en aza indirmek için kaynak hareketi testere dişi formuna dönüştürülmelidir.
Ayrıca, kaynak işlemi iki kişi tarafından aynı anda, yukarı ve aşağı dönüşler arasında dönüşümlü olarak yapılmalıdır.
1.3 Kaynak.
Kaynak işleminden önce bazı ön işlem adımlarının atılması gerekir.
İlk olarak, ana şaft sökülmeli ve çizimlerde belirtildiği gibi ana şaft üzerinde çukurlar ve oluklar gibi belirli işleme süreçleri gerçekleştirilmelidir. Kırılan iki şaft da düzgün montaj için test edilmelidir.
Kaynak cürufunun montaj üzerindeki etkisini önlemek için, işleme sırasında ortaya çıkan atık cürufu bertaraf etmek üzere kaynağın yakınındaki alan bir cüruf giderici ile temizlenmelidir.
Ardından, kırık şaftlar T20 üzerine yerleştirilir sondaj maki̇nesi̇ ve yatay yükseklik farkını ayarlamak için V şeklinde bir boyutlandırma bloğu kullanılarak hizalanır. İki mil daha sonra bir silindir kullanılarak bağlanır ve bir kesici cetvel kullanılarak eşeksenlilik açısından kontrol edilir. Koaksiyellik hatasının 0,05 mm'yi geçmemesini sağlamak için ince ayarlar ince bir bakır levha kullanılarak yapılır.
Son olarak, dört ucu güçlendirmek için köşebentler kullanılır.
Kaynak sırasında ana milin deformasyonunu azaltmak için iki kişinin aynı anda kaynak yapması yöntemi kullanılır. Ana şaft üzerine monte edilen silindir, kaynak uzunluğu kademeli olarak artacak şekilde yukarı, aşağı, sol ve sağ olmak üzere dört konumda simetrik olarak kaynaklanır.
Her kaynak seansından sonra, kaynak cürufu derhal temizlenmeli ve kaynak gerilimi kaynağa hafifçe vurularak giderilmelidir.
Koaksiyaliteyi sağlamak için, oluk derinliğinin 3/5'ine ulaştığında kaynak durdurulmalı ve bir sonraki bükümün yönünü belirlemek için koaksiyalite sapması kontrol edilmelidir. Kaynak arkının uzunluğu ve akım uygun şekilde artırılarak mil düzleştirilebilir.
1.4 Etki.
İstatistikler, bu mil onarımından sonra son üç yıldır milde hiçbir çatlak olmadığını göstermektedir.
Tüm kaynak onarım süreci dört gün sürdü ve 15 kg kaynak çubuğu. İşleme ve malzeme masrafları da dahil olmak üzere onarımın toplam maliyeti 5788 yuan olmuştur.
Yeni bir iş mili satın alınacak olsaydı, 220000 yuan'a mal olacak ve nakliye ve kurulum için 35 gün gerekecekti.
Buna karşılık, iş mili onarımı sadece maliyetten tasarruf etmekle kalmaz, aynı zamanda gereken süreyi azaltır ve verimliliği artırır.
2. Plaka bükme makinesinin motor arızasının onarımı
İtalya yapımı bir Em040-160 üç silindirli baskı plakası bükme makinesi çalışma sırasında aniden durdu.
İncelemenin ardından elektrik sinyalinin normal olduğu tespit edildi ve başlangıçta mekanik bir sorun olduğu belirlendi.
Bakım çalışanı önce motoru üst merdanenin kuyruğundan çıkardı ve redüksiyon dişli kutusunun düzgün çalıştığını teyit etmek için üst merdane redüksiyon dişli kutusunun giriş milini manuel olarak çevirdi.
Motor söküldükten sonra, motorun yağ giriş tarafındaki yağ dağıtım plakasının uç yüzündeki hareketli kapak plakasının kırıldığı ve kapak plakasının altındaki sızdırmazlık halkasının da hasar gördüğü tespit edilmiştir. Hasardan kaynaklanan kalıntılar pistona girerek yağın yağ dağıtım plakasının hem içine hem de dışına kanalize olmasına neden olmuş ve çalışma basıncının oluşmasını engellemiştir.
Bu bükme makinesinde kullanılan hidrolik motor ithal bir Sai marka S7b3000 veya beş yıldızlı radyal pistonlu motordur. Üreticiden yeni motor parçaları satın almak zaman alıcı ve pahalı olacaktır.
Bu nedenle, ekipman bakım departmanı, fabrikanın üretim görevine ve ilerlemesine bağlı olarak motoru şirket içinde onarmaya karar verdi.
Yağ dağıtım plakasının boyutuna göre yeni bir hareketli kapak plakası işlendi ve bir yağ sızdırmazlık maddesinden bir sızdırmazlık halkası elde edildi. Orijinal contalar bir O-ring ve dairesel bir oluk halkasıydı.
Ancak, acentede yalnızca O-ringler ve düzlem halkalar bulunurken, orijinal boyutlar 2,5 ve 1,9 mm idi ve mevcut boyutlar kullanıma uygun olmayan 2,5 ve 1,4 mm idi.
Çözüm olarak, 1,9 mm'lik tespit halkası yerine 3 mm'lik bir tespit halkası kullanıldı. Yağ dağıtım plakası yağ keçesi oluğu 3,6 mm derinliğinde ve 3,2 mm genişliğinde olduğundan, 3,0 O-ring sıkıştırma için olukta hafif bir boşluğa sahipti ve 1,4 düzlem tutma halkası oluğa güvenli bir şekilde yerleştirilebilirdi.
Motor monte edildi ve makine sıfırlanarak üst silindirin serbestçe dönmesi sağlandı. Bir ay çalıştıktan sonra motor hala normal çalışıyordu.
3. Sonuç
Sonuç olarak, levha haddeleme işlemi büyük miktarda tahrik gücü gerektirir ve levha haddeleme makinesi büyük bir hacme sahiptir. İş parçasının bükülmesine ek olarak, plaka haddeleme işlemi sırasında tüketilen gücün önemli bir kısmı, mekanik ve hi̇droli̇k si̇stemler.
Ayrıca, kullanım sırasındaki ağır yük nedeniyle, plaka bükme makinesi darbe sırasında arızalanmaya eğilimlidir.
Bir plaka bükme makinesinde meydana gelebilecek çeşitli arıza türleri vardır. İki yaygın arıza ve onarım yöntemleri yukarıda tartışılmıştır.
Teknoloji gelişmeye devam ettikçe, rulo bükme makinesi çalışmalarının geleceğinde daha fazla arıza ve çözüm olacaktır.
Devam eden uygulamalar sayesinde, rulo bükme makinesinin bakım teknolojisi geliştirilmeye devam edecektir.
En iyi levha haddeleme makinesi Tedarikçiler / Üreticiler
En İyi Levha Haddeleme Makinesi Tedarikçileri / Üreticileri
Kesin olmak gerekirse, tek bir "en iyi" levha haddeleme makinesi üreticisi yoktur, bunun yerine özel gereksinimleriniz ve üretim ihtiyaçlarınız için en uygun tedarikçi vardır.
Üretim süreciniz için bir levha haddeleme makinesi seçerken, çok sayıda kritik faktör dikkatle değerlendirilmelidir. Bu faktörler şunları içerir:
Makine kapasitesi ve özellikleri (plaka kalınlığı aralığı, genişlik kapasitesi, minimum haddeleme çapı)
Haddeleme hassasiyeti ve tutarlılığı
Makine tipi (3 silindirli, 4 silindirli veya özel konfigürasyonlar)
Kontrol sistemi gelişmişliği (CNC yetenekleri, kullanıcı arayüzü, programlama seçenekleri)
Malzeme uyumluluğu (karbon çeliği, paslanmaz çelik, alaşımlar)
Enerji verimliliği ve işletme maliyetleri
Bakım gereksinimleri ve satış sonrası destek
Mevcut üretim hatları ile entegrasyon kabiliyeti
Güvenlik özellikleri ve endüstri standartlarına uygunluk
Üreticinin itibarı, deneyimi ve küresel varlığı
Bilinçli bir karar vermek için üretim gereksinimlerinizi, bütçe kısıtlamalarınızı ve uzun vadeli üretim hedeflerinizi kapsamlı bir şekilde değerlendirmeniz çok önemlidir. Ayrıca, teslim süreleri, özelleştirme seçenekleri ve yedek parça bulunabilirliği gibi faktörleri de göz önünde bulundurun.
Özel uygulamanız için en uygun levha haddeleme makinesini seçme konusunda kapsamlı rehberlik için, bu hususları daha derinlemesine inceleyecek ve karar verme sürecinizi desteklemek için uzman görüşleri sağlayacak aşağıdaki bölümlerle devam etmenizi öneririz.
Plakanın malzemesi, bir plaka bükme makinesinin tasarımındaki en önemli faktörlerden biridir.
Örneğin, aynı kalınlıktaki plakalar haddelenirken, yüksek kalınlığa sahip plakalar akma dayanımı plaka bükme makinesinin basıncı için katı gerekliliklere sahiptir. Bunun dikkate alınmaması, işlenen malzeme plakasında kusurlara veya köşe deformasyonuna neden olabilir.
Günümüzde çeliğin mukavemeti büyük ölçüde artmış, bu da bükme makinesinin haddeleme basıncı için gereksinimlerin artmasına neden olmuştur.
Amerikan Makine Mühendisleri Topluluğu (ASME) bunun için çeşitli kategorilere ayırarak ilgili standartları oluşturmuştur çeli̇k türleri̇ A36, A516grade70, Hardox400/500 serisi, AR200/300 serisi vb.
Farklı özelliklere sahip çelikler için haddeleme basıncı da değişmektedir.
Temper kırılganlığı, metalin akma dayanımı ve malzeme plakasının kullanım amacı, levha haddeleme makinesi üreticilerinin dikkate alması gereken önemli faktörlerdir.
Demir ve çelik eritme endüstrisi son yıllarda reformlardan geçtiği için bu özellikle önemlidir. Örneğin, yumuşak çelik artık popüler değildir ve geçmişte kalmıştır.
2. Ayrıntıları sizinle görüşmek isteyen üreticilerle işbirliği yapın
İstenilen sonucu elde etmek için alıcı öncelikle doğru soruları sormayı öğrenmelidir.
Her şirketin kendine özgü gereksinimleri vardır. Satış departmanı bu soruları yanıtlayarak satın alma ihtiyaçlarını en iyi şekilde karşılayan bir dizi plan oluşturabilir.
Şirketler ayrıca pazarlarını genişletmek için konik veya parabolik ürünleri yuvarlamaları gerekip gerekmediğini de düşünmelidir.
Kaba üst merdaneye ve ince alt merdaneye sahip CNC haddeleme makinesi, bu şekildeki nesneleri haddelemek için ideal bir modeldir.
Bu haddeleme makinesi, malzeme plakası yüzeyindeki aşınmayı etkili bir şekilde ortadan kaldırma avantajına sahiptir, böylece koninin ucunda kenar taşlama ihtiyacını ortadan kaldırır.
Her ne kadar CNC sistemi teorik olarak denge sağlayabilir, doğru konik haddeleme aslında tork dengesi ile elde edilir. Doğru dengenin sağlanması, malzeme plakasının 5 saniye içinde mükemmel bir koniklik işlemesini sağlar.
Bir yandan tedarikçi, çap, malzeme, hata, şekil vb. dahil olmak üzere gerekli tüm ayrıntıları tedarikçiye sağlamalıdır.
Örneğin, basınçlı kap endüstrisinde, çap yönündeki yuvarlaklık hatasının 1%'den az olması veya hatasız olması gerekebilir.
Plaka bükme makinesinin gücü çok yüksekse, silindir fenomenine neden olarak niteliksiz ürünlere yol açabilir ve şirketin karını ciddi şekilde etkileyebilir.
Öte yandan, haddeleme makinesinin üreticisi, alıcının tüm benzersiz ihtiyaçlarını dikkate almalıdır.
Alıcı ayrıca oturup ayrıntıları tek tek tartışmaya istekli bir üretici bulmalıdır.
Birçok ayrıntı kritiktir ancak alıcılar tarafından genellikle gözden kaçırılır. Bu noktada, sorumlu üreticinin bu ayrıntıları teyit etmesi gerekir.
3. En iyi koşullara göre seçim yapın
Şirketlerin genellikle hangi malzemelerin ve kalınlıkların en iyi sonuçları vereceğini belirlemesi gerekir.
Bu nedenle, plaka bükme makinesi üreticileri, önemli miktarda zaman tasarrufu sağlayabilecek ve yeniden işleme oranını büyük ölçüde azaltabilecek bu parametrelere dayalı olarak ilgili makineleri tasarlamalı ve üretmelidir.
Deneyimler, üst düzey bükme makinelerinin 50% tam yükte çalışırken en iyi performansı gösterdiğini ortaya koymaktadır.
Örneğin, 10 mm kalınlığındaki plakaları haddeleyebilen bir plaka haddeleme makinesi, 5 mm plakaları haddelerken en iyi sonuçları verir.
Levha haddelemede önemli bir sorun malzeme levhasının boyutudur. Bu soruna ek olarak, çoğu sorun üst ve alt merdaneler arasındaki basınca odaklanmaktadır.
10mm plakaları haddelemek için tasarlanmış bir levha haddeleme makinesi 6mm plakaları haddelemek için kullanılırsa, silindirik bozulma meydana gelebilir.
Bu genellikle zorluklara yol açar ve en büyük sorun plaka kalınlığının rulo bükme makinesinin sınırına ulaşmasıdır. Conta kullanılmadığı takdirde, tüm makinenin atılması gerekir.
Öte yandan, büyük plaka kalınlığına sahip bir plaka bükme makinesi ince malzeme plakalarını sarmak için tasarlandığında, ortadaki malzeme plakalarının mukavemeti etraflarındakinden daha yüksektir ve bu da şim kullanılmadan düzeltilemeyen kum saati deformasyonuna yol açar.
4. Bobinin kalınlığını ve çapını dikkatlice değerlendirin
Çap ne kadar küçükse, gereken haddeleme basıncı da o kadar büyük olur. Kalın plakanın iç çapı çok küçük olduğunda, tasarımcılar üst merdanenin konumuna ve plaka bükme makinesinin yapısına dikkat etmelidir, çünkü bu iki faktör açıklık boyutunu önemli ölçüde etkiler.
Çoğu bükme makinesi için tasarlanan maksimum sarım dairesi çapı, üst silindir çapının 1,5 katıdır.
Böylece, 50 mm'lik bir üst rulo maksimum 75 mm'lik bir iç çapa kadar yuvarlanabilir.
Artık bükme işlemi sırasında malzeme plakasının neredeyse yarısının basınç altında kalmasına izin veren yeni bir teknoloji var, bu da maksimum tasarım bükme çapını önceki yöntemin 1,1 katına çıkarır ve etkili çap aralığını 30% artırır.
Tüm plaka bükme makinelerinin elde edebileceği en iyi hassas haddeleme aralığının tasarım standardının yarısı olduğuna dikkat etmek önemlidir.
5. Yatay ve dikey destek kuvvetlerinin koordinasyonu
Bir plaka bükme makinesi tasarlarken, tasarımcı malzeme plakasının destek kuvvetini iki yönde dikkate almalıdır: yatay ve dikey.
Bu durum dikkate alındığında, başlangıçta iki kişi gerektiren iş yükünü bir kişi tamamlayabildiğinden, daha az işgücü gereksinimi ortaya çıkar.
Silindirik ürünler haddelenirken, çap plaka kalınlığının 200 katından fazlaysa, plakanın kendi ağırlığı nedeniyle büküleceğine ve bunun da yanlış bir çapa neden olacağına dikkat etmek önemlidir. Bunu önlemek için, malzeme plakası destek işlevine sahip bir plaka bükme makinesi kullanılmalıdır.
Bununla birlikte, bazı üreticiler maliyetleri düşürmek için forkliftleri ve vinçleri destek olarak kullanmayı tercih edebilir, ancak bu yaklaşım genellikle etkisizdir ve ekipmanın uygulama kapsamını sınırlar.
Birçok satın almacı kilit faktörleri gözden kaçırma eğilimindedir, bu da satın alınan ekipmanın gereksinimlerini karşılamamasına ve üretim departmanında sorunlara yol açmasına neden olur.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Yetenekli operatörlerin çelik plakaları nasıl mükemmel silindirler haline getirdiğini hiç merak ettiniz mi? Bu büyüleyici blog yazısında, sanat ve bilimi keşfetmek için sizi perde arkasına götüreceğiz...
Büyük bir çelik levhanın nasıl bükülerek şekil aldığını hiç merak ettiniz mi? Bu makalede, plaka haddeleme makinelerinin arkasındaki büyüleyici mekaniği keşfediyor, bu makinelerdeki kuvvetleri ve hesaplamaları ortaya çıkarıyoruz...
Levha haddeleme makinelerindeki en iyi oyuncuların kimler olduğunu hiç merak ettiniz mi? Bu makale sektörün önde gelen üreticilerini tanıtmakta, yeniliklerini, ürün yelpazelerini ve küresel erişimlerini detaylandırmaktadır. Köklü firmalardan...
Rüzgar türbinleri ve gemiler gibi devasa metal yapıların hassas şekillerini nasıl aldıklarını hiç merak ettiniz mi? Bu makale, metal levha haddeleme makinelerinin büyüleyici dünyasını gözler önüne seriyor ve bu makinelerin...
Düz metal plakaları tek bir makineyle hassas silindirlere veya karmaşık şekillere dönüştürdüğünüzü hayal edin. Plaka rulo bükme makinesinin dünyasına hoş geldiniz! Bu güçlü araç, üretimde...
Dört silindirli bir plaka bükme makinesinin bu kadar hassas eğrileri nasıl elde ettiğini hiç merak ettiniz mi? Bu makale.... deneyimli bir makine mühendisinin rehberliğinde yan merdane konum kaymalarının hesaplanmasını incelemektedir.
Büyük çelik plakaların nasıl mükemmel kavisli şekillere dönüştürüldüğünü hiç merak ettiniz mi? Bu büyüleyici blog yazısında, 3 silindirli bükme makinelerinin büyüleyici dünyasına dalacağız. Keşfedin...
Kalın bir çelik levhayı bükerek mükemmel bir silindir haline getirmeye çalıştığınızı hayal edin; ne kadar güce ihtiyacınız olurdu? Bu makale, yük ve gücü belirlemek için kritik hesaplamalara dalmaktadır...
Bu devasa çelik yapıların nasıl mükemmel kıvrımlar oluşturduğunu hiç merak ettiniz mi? Rulo bükme bunun arkasındaki sırdır. Bu makalede, bu büyüleyici dünyaya dalacağız...