
Punch ve Die Açıklığı Nasıl Belirlenir?
Yüksek kaliteli preslenmiş parçalar üretmenin ardındaki sırrın ne olduğunu hiç merak ettiniz mi? Bu blog yazısında, zımba ve kalıp boşluğunun üretimde oynadığı kritik rolü inceleyeceğiz...
Devasa bir makinenin metal levhaları kolaylıkla nasıl hassas bir şekilde delebildiğini ve şekillendirebildiğini hiç merak ettiniz mi? Bu blog yazısında, JH21 elektrikli presin büyüleyici dünyasını keşfedeceğiz. Verimliliği ve uzun ömürlülüğü en üst düzeye çıkarmak için çalışma prensipleri, temel bileşenleri ve temel güvenlik ipuçları hakkında bilgi edineceksiniz. Bu mühendislik harikasının arkasındaki sırları ortaya çıkarmaya hazır olun!

JH21 Power Press Servis Kılavuzuna hoş geldiniz. Bu kapsamlı kılavuz, JH21 elektrikli presin doğru kurulumu, çalıştırılması ve bakımında size yardımcı olmak için tasarlanmıştır. Kılavuz, optimum performans ve güvenliği sağlamak için ana performans özelliklerine ve operasyonel bildirimlere odaklanmaktadır. Lütfen verilen şekillerin yalnızca referans amaçlı olduğunu ve gerçek ürünlerin biraz farklılık gösterebileceğini unutmayın.

JH21-80Ton (800kN) Arkası Açık Sabit Yataklı Punch Presi, uzunlamasına bir krank mili ve krank mili çubuğu mekanizması kullanarak çalışır. Krank mili, kızağın ileri geri hareketini sağlayan motordan gelen iki aşamalı bir hız azaltma yoluyla döner.
Pres, kapalı bir sürüş sistemine ve pnömatik bir debriyaj ve fren kullanımı ile kızağın herhangi bir konumda durmasına izin veren istikrarlı bir çalışmaya sahiptir.
Bu üniversal pres, kesme, delme, kesme, bükme, çekme ve germe dahil olmak üzere çeşitli sac işleme görevleri için idealdir, ancak madeni para basmak için uygun değildir. Presin nominal basıncı 800kN'dir ve normal basınç stroku 4,5 mm'dir.
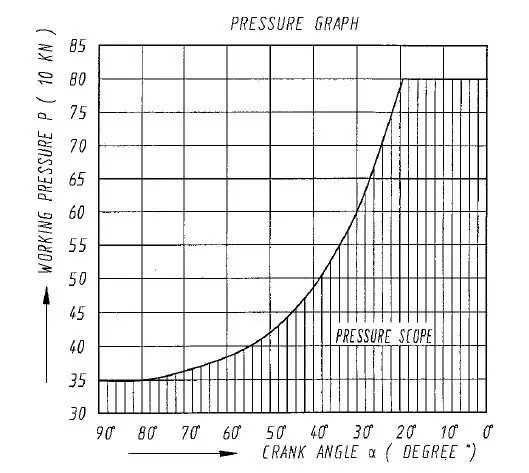
Kullanıcılar, presin hasar görmesini önlemek için çalışma basıncının ve krank açısının belirtilen aralığı aşmadığından emin olarak basınç eğrisine göre uygun basınç kuvvetini seçmelidir.
Presin normal çalışmasını sağlamak, bakım sıklığını en aza indirmek ve hizmet ömrünü uzatmak için aşırı nem, aşındırıcı gazlar, sıvılar veya patlayıcı gazların bulunduğu ortamlarda kullanılmamalıdır. Hava basıncı en az 0,6 MPa olmalı ve voltaj 50±5Hz frekans ile 380±38V olmalıdır.
| Hayır. | Öğe | Değer | Birim |
| 1 | Nominal Basınç | 800 | KN |
| 2 | Slayt İnme | 130 | mm |
| 3 | Nominal basıncın okşanması | 4.5 | mm |
| 4 | Slayt Strok Sayısı | 60 | SPM |
| 5 | Maksimum Kalıp Boşluğu (Ayarlama Yukarı, Destekten Kızağın Altına İnme | 330 | mm |
| 6 | Kalıp boşluğu ayarı | 80 | mm |
| 7 | Sürgü merkezi ile çerçeve arasındaki mesafe | 310 | mm |
| 8 | Destek Boyutu (FB x LR) | 600×1000 | mm |
| 9 | Kaydırak Yüzey Boyutu (FB x LR) | 460×540 | mm |
| 10 | Kök Delik Boyutu | Φ50×80 | mm |
| 11 | Destek Kalınlığı | 140 | mm |
| 12 | Dikmeler Arası Mesafe | 600 | mm |
| 13 | Hava Yastığı (Özel Sipariş) Hava Yastığının Maksimum Stroku |
65 | mm |
| Maksimum Basınç | 80 | KN | |
| 14 | Ana Motor Modeli | Y132M-4 | |
| Güç | 7.5 | KW | |
| 15 | Genel Boyut | ||
| F.B. | 1711 | mm | |
| L.R | 1210 | mm | |
| Yükseklik | 2895 | mm | |
| 16 | Toplam Ağırlık | ≈6749 | kg |
Panç presinin düzgün çalışmasını sağlamak için, kullanıcı uygun prosedürleri izlemeli ve makineyi çalıştırmadan önce aşağıdaki faktörleri göz önünde bulundurmalıdır.
Çalışma yükü nominal basınç sınırı içinde tutulmalıdır. Yanlış delme veya düzgün olmayan kalınlıktaki tabakaların neden olduğu hasarı önlemek için aşırı yük koruma mekanizmaları mevcuttur. Makineye kolayca zarar verebileceğinden, presi rastgele aşırı yüklemeyle kullanmamak çok önemlidir. Bu nedenle, herhangi bir işe başlamadan önce çalışma yükünün doğru bir şekilde hesaplanması önemlidir.
Delme kuvveti sürgünün konumuna göre değişir. Kullanıcılar bu değişiklikleri gösteren strok basıncı grafiğine bakmalıdır. Bu ilişkinin anlaşılması, makinenin bütünlüğünün korunmasına ve hassas işlemlerin gerçekleştirilmesine yardımcı olur.
Çalışma basıncı nominal torku aşarsa takılma meydana gelebilir. Ayrıca, kavrama devreye girmeden önce bir yük uygulanırsa zımba pres makinesi sıkışabilir. Bu durum debriyaja zarar verebilir. İşleme sırasında yapışma meydana gelirse, makine derhal durdurulmalı ve tekrarlanmasını önlemek için düzeltici önlemler alınmalıdır.
Genel bir ilke olarak, eksantrik yüklerden kaçınılmalıdır çünkü bunlar kızak ve cıvatanın alt yüzeyinin paralel olmamasına neden olabilir, bu da kızak saplamasında eşit olmayan kuvvetlere yol açarak hassasiyeti etkileyebilir. Eksantrik bir yükten kaçınılamıyorsa, hassasiyeti ve güvenliği sağlamak için yük merkezinin makinenin kılavuzlarında belirtildiği gibi destekten saptığı izin verilen mesafeye göre yönetilmelidir.

Optimum performans sağlamak ve debriyaj ve frenin hizmet ömrünü uzatmak için, zımba presinin ana özelliklerinde listelenen önerilen tek açma frekansına uymak önemlidir. Önerilen tek açma frekansının aşılması, debriyaj ve frende anormal aşınmaya ve potansiyel arızaya neden olabilir. Bu pres için önerilen tek açma frekansı dakikada 25 defadan fazla değildir.
Çerçeve (Şekil 2)
Zımba presinin çerçevesi yüksek mukavemetli çelikten yapılmıştır ve kaynaklıdır. Kızak, çatallar içinde ileri geri hareket eder. Çerçevenin sağ tarafındaki vida, çatallar ve kızak arasındaki boşluğu ayarlamak için kullanılır. Nakavt çubuğunun ayarlanması, kızak üst ölü noktaya yaklaştıkça delinmiş parçaların aşağı itilmesine neden olacaktır. Bununla birlikte, kazaları önlemek için sıyırıcının kızak nakavt çubuğu oluğunun altına temas etmesini önlemek için dikkatli olunmalıdır. Çerçevenin destek kısmı hassas ölçümler için temel oluşturur. Aletlerin hasar görmesini önlemek için pürüzsüz ve düz bir yüzey sağlamalıdır. kesici aletler.
Sürüş Parçaları (Şekil 3)
Ana motor volanı bir V-kayışı aracılığıyla tahrik eder ve volanda enerji depolar, bu enerji daha sonra bir sürtünmeli kavrama ve fren aracılığıyla dişli miline iletilir. Dişli mili, yağ banyosundaki büyük dişliyi tahrik eder, bu da sürgüyü yukarı ve aşağı hareket ettirmek için krank milini tahrik eder.
V kayışını ayarlamak için önce dört kilit somununu gevşetin ve dört ayar vidasını eşit şekilde çevirin. Uygun gerginliği elde etmek için 10 mm'ye kadar bükülecek olan V-kayışının merkezine 2 kg kuvvet uygulayın. Ardından dört kilit somununu sıkın. Yeni V-kayışı birkaç gün kullanıldıktan sonra dengelenecektir, ancak daha fazla ayarlama yapılması gerekebilir. V-kayışı serin ve kuru bir yerde muhafaza edilmeli ve ışık ve yağdan korunmalıdır.
V kayışlarını değiştirirken, önce ayar vidalarını gevşetin, eski kayışları çıkarın ve debriyaj braketlerini sökün. Tüm kayışların yenileriyle değiştirilmesi önemlidir. Hem yeni hem de eski kayışların kullanılması, farklı gerilimler nedeniyle kayışların hizmet ömrünü azaltacaktır. Eski kayışlar yenileriyle karıştırılmamalıdır ve aynı nominal boyuttaki kayışların birkaç santimetrelik uzunluk farklılıklarına sahip olabileceğine dikkat etmek önemlidir. Aynı gruptaki kayışlar aynı uzunlukta olmalıdır.
Otomatik çalışma için, kullanıcı otomatik besleyiciyi çıkış mili (çıkış mili özel bir sipariştir ve sıradan ürünlere dahil değildir).
Debriyaj ve Fren (Şekil 4)
Bu zımba presi, çerçevenin içinde bulunan bir pnömatik sürtünmeli kavrama ve fren ile donatılmıştır. (Daha fazla bilgi için lütfen debriyaj kılavuzuna bakın).
Slayt (Şekil 5)
Kızak presin kritik bir bileşenidir ve hassasiyeti presin hassasiyetini doğrudan etkiler.
Bu JH21 zımba presi, iyi bir hassasiyet ve stabilite sağlayan kare altıgen uzun saplamalara sahiptir.
Bağlantı çubuğu ve bilyalı vida, dönme hareketini ileri geri harekete dönüştüren bileşenlerdir.
Bilye başlı vidanın alt ucu, hidrolik aşırı yük koruyucuyu barındıran bilye yuvası ile temas halindedir.
Aşırı yük durumunda, koruyucu hidrolik kalıp yastığındaki yağı hızla serbest bırakacak, bir elektrik sinyali gönderecek ve presin derhal durmasına neden olarak kalıbın ve presin güvenliğini sağlayacaktır.
Sorun çözüldüğünde ve kızak üst ölü noktaya geri döndüğünde, hidrolik kalıp yastığı basıncı otomatik olarak yeniden oluşturacak ve zımba presinin çalışmaya devam etmesine izin verecektir.
Kullanıcılar kalıp yüksekliğini ayarlayabilir. Talimatlar için lütfen servis kılavuzundaki ilgili elektrikli parça işlemlerine bakın.
Bağlantı çubuğunda ve kapakta şimler vardır. Zamanla, krank mili ile burçlar arasındaki boşluk artabilir.
Kullanıcılar krank mili ve burçlar arasındaki boşluğu ayarlamak için şimleri çıkarabilir. (Normal boşluk: 0,08-0,13 mm)
4.1 Kızak ve Tamburlar Arasındaki Açıklığın Ayarlanması
Sürgünün düzgün ve güvenilir çalışmasını sağlamak için sürgü ve çıtalar arasındaki mesafe uygun olmalıdır. Gerekirse, doğru şekilde ayarlamak için aşağıdaki adımları izleyin:
(1) Çıtaların üzerindeki vidaları ve çerçevenin sağ tarafındaki ayar vidalarını gevşetin.
(2) Sol yan çıtaları ayarlayın ve vidayı sıkın.
(3) Sağ yan çıtaları ayarlayın ve boşluğa göre şim ekleyip çıkarmayacağınızı belirleyin.
Ayarlamadan sonra, ön vidaları ve sağ taraftaki ayar vidalarını sıkın.
(4) Kızak ve çemberler arasındaki boşluk 0,03 ila 0,05 mm olmalıdır, ancak ön ve arka temas yüzeyi boşluğunun izin verilen toplam değeri 0,04 ila 0,08 mm olmalıdır.
Tipik olarak, üst ve alt uçlar arasındaki boşluk daha fazladır. Kalınlık ölçerin derinliği 30 mm'nin üzerinde olduğunda ölçüm doğrudur.
Not: 0,03 mm'lik gösterge içeride olmalıdır, 0,05 mm'lik gösterge olmamalıdır.
(5) Ayarlamadan sonra, her parçanın boşluğunu kontrol edin ve gerekirse tekrar ayarlayın.
4.2 Sürgülü Patlatma Cihazı
Nakavt kuvveti nominal basıncın 5%'sidir.
4.2.1 Slayt Nakavt Ekipmanının Yapısı
(1) Nakavt çubuğu, nakavt yuvası ve nakavt çubuğundan oluşur.
(2) Nakavt çubuğu, sürgünün orta çizgisinin üzerinde, sürgüyü geçecek şekilde yerleştirilmiştir.
(3) Sürgü yükseldiğinde, koparma çubuğu koparma çubuğuna dokunarak delinmiş parçaları dışarı çıkarır.
4.2.2 Slayt Kesme Ekipmanının Çalıştırılması ve Ayarlanması
(1) Nakavt çubuğunun sabitleme vidasını sökün ve nakavt çubuğunu uygun konuma ayarlayın. Sol ve sağ taraftaki kilitleme çubuklarının aynı yükseklikte olması gerektiğini unutmayın.
(2) Ayarlamadan sonra sabitleme vidalarını sıkın.
(3) Nakavt çubuğu kullanılırken enine çubuğun ve sürgünün dokunması gürültüye neden olabilir.
4.2.3 Bildirim
Kalıbı değiştirirken, kalıp yüksekliği ayarı sırasında kesme çubuğuna çarpmayı önlemek için sürgünün yüksekliğini ayarlamadan önce kesme çubuğunu en yüksek konumuna kaldırdığınızdan emin olun.
Çıkartma çubuğunun konumunu, sürgü üst ölü noktaya yakın hareket ettiğinde malzeme itilecek şekilde ayarlayın.
Ancak, kazaları önlemek için knockout çubuğunun knockout yuvasının altına temas etmesine izin vermeyin.
4.3 Sayaç
Elektrik panosuna monte edilen sayaç, kümülatif vuruş sayısını takip etmek ve görüntülemek için kullanılır.
Sayaç, kaydırak her yukarı ve aşağı hareket ettiğinde 1 sayısını kaydedecektir.
Sıfırlama gerekiyorsa, sıfırlama düğmesine basın.
Sayaç, üretim çıktısını hesaplamak için kullanılabilir.
4.3.1 Sayaç Paneli

4.3.2 İşletim Yöntemi
(1) Anahtarı KAPALI konuma getirin ve sayaç çalışmayacaktır.
(2) Düğmeyi AÇIK konuma getirin ve sayaç çalışacaktır.
Not:
Sayacı sıfırlarken, sürgü üst ölü noktada durdurulmalıdır. Zımba presi hala çalışırken sayaç sıfırlanırsa sayaca zarar verebilir.
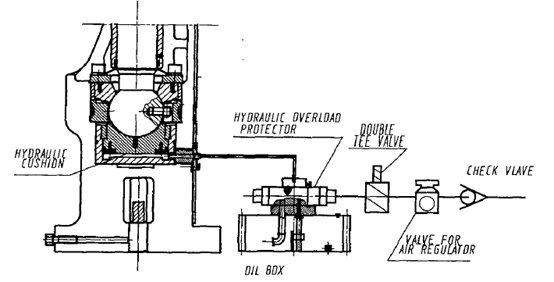
Hidrolik Aşırı Yük Koruyucu
Hidrolik aşırı yük koruyucusu, kızağın yağlı hidrolik silindirinin yağ basıncını otomatik olarak algılayabilir. Basınç yetersizse, normal çalışmayı sürdürmek için hızlı bir şekilde basınç sağlayabilir. İşlem sırasında yanlış delme veya eşit olmayan sac kalınlığından kaynaklanan bir aşırı yük durumunda, koruyucu, aksesuarları ve kalıbı hasardan korumak için derhal boşaltabilir. Hidrolik aşırı yük koruyucusu basınçlı bir silindir, bir basınç tahliye valfi ve bir endüktif anahtardan oluşur.
5.1 Hidrolik Aşırı Yük Koruyucuyu çalıştırmadan önce hazırlık
① Çalışma modunu "INCH" strok olarak ayarlayın.
② Sürgüyü üst ölü noktada durana kadar inçlemek için çalıştırma düğmesini kullanın. (Takılmışsa güvenlik için kalıbın çalışma yüksekliğine dikkat edin)
③ Sürgü üst ölü noktaya ulaştığında, sıfırlama düğmesine basın ve aşırı yük koruyucunun hava pompası çalışmaya başlayacaktır. Yaklaşık 1 dakika sonra, basınç belirtilen değere ulaşacak ve hava pompası otomatik olarak duracak ve aşırı yük gösterge ışığı sönecektir.
④ Panç presi artık tekli veya sürekli çalışma modlarında kullanılabilir.
⑤ Çalıştırma hazırlığı artık tamamlanmıştır.
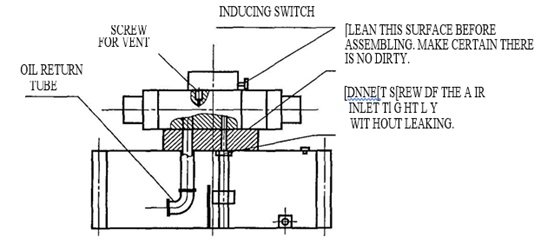
(6) Hidrolik Aşırı Yük Koruyucusundaki Yağ Basıncı Yastığının Hava ile Giderilmesi
Yağ basınç yastığında hava varsa, hidrolik aşırı yük koruyucunun işlevi düzgün çalışmayabilir ve hava pompasının sürekli çalışmasına neden olabilir.
Havayı yok etmek için:
① Sürgüyü üst ölü noktada durdurun.
② Güvenlik için ana motoru kapatın. Volanın tamamen durmasını bekleyin. Ardından, hidrolik aşırı yük koruyucusu üzerindeki yağ boşaltma deliğinin vidasını gevşetmek için altıgen bir anahtar kullanın ve yağın dışarı akmasını sağlayın.
③ Yağ kırık veya kabarcıklı bir şekilde dışarı akıyorsa, bu hava varlığına işaret eder.
Yağın kırık veya kabarcıklı bir şekilde dışarı akması durduğunda, yağ boşaltma deliğinin vidasını sıkın. Pompa ile yağ kutusunun uç düzlemi arasındaki bağlantıdan gaz sızıntısı olup olmadığını kontrol edin ve yağ borularının sızıntı yapmadığından emin olun.
④ Hava eliminasyonu tamamlandı.
(7) Hidrolik Aşırı Yük Koruyucusunun Sıfırlanması:
Delme presi aşırı yüklenirse, aşırı yük göstergesi yanacaktır.
Prosedürün (5) numaralı adımına göre çalıştırın.
5.2 Aşırı Yük Koruyucunun Bakımı
(1) Emniyet valfine bağlanan boruda gaz kaçağı olup olmadığını düzenli olarak kontrol edin.
(2) Yağ filtresini periyodik olarak temizleyin.
(3) Bağlantı parçası cıvatalarının sıkılığını düzenli olarak kontrol edin.
(4) Kutudaki yağ seviyesini düzenli olarak kontrol edin.
(5) Elektromanyetik vananın çalışmasını periyodik olarak kontrol edin.
5.3 Hidrolik Aşırı Yük Koruyucunun Yaygın Arızaları ve Sorun Giderme
| HAYIR. | Arıza Durumu | Başarısızlığın Kaynağı | Çözüm |
| 1 | Pnömatik yağ pompası çalışmıyor | 1. Hava kaynağı arızası | 1. Eliminasyon |
| 2. Pnömatik tüpte hava sızıntısı | 2. Değişim | ||
| 3. Elektromanyetik valf arızası | 3. Bakım, kontrol ve değişim | ||
| 2 | Pnömatik yağ pompası uzun süre durmaksızın çalışır | 1. Sisteme hava karışması | 1. Hava egzozu |
| 2. Dış borunun bağlantı sisteminde yağ sızıntısı | 2. Bakım | ||
| 3. Güvenlik koruma valfinin portu tıkalı | 3. Sökün, kontrol edin ve temizleyin | ||
| 3 | Pnömatik yağ pompası çalışıyor ancak basınç oluşturamıyor | 1. Pnömatik yağ pompası piston kolunun conta halkası hasar görmüş | 1. Conta halkasını değiştirin |
| 2. Pnömatik yağ pompasının yüksek basınç conta halkası hasar görmüş | 2. Conta halkasını değiştirin | ||
| 4 | Pnömatik yağ pompası hava şarjından sonra çalışmaz, ancak porttan egzoz havası çıkarır | 1. Pnömatik yağ pompasının valf çekirdeği tıkalı | 1. Onarım |
| 2. Pnömatik yağ pompasının valf çekirdeği fekülans tarafından tıkanmış | 2. Sökün, kontrol edin ve temizleyin |
Solenoid valf ana yürütme bileşenidir ve kendi kendini kontrol etme işlevine sahiptir. Bir valf düzgün çalışmazsa, diğer valf havayı serbest bırakarak kavramanın ayrılmasına ve kızağın durmasına neden olarak insanların ve presin güvenliğini sağlar. Hava kaynağı basıncı 0,55 ila 0,6 MPa arasında olmalıdır ve belirtilen değere ayarlanması önemlidir. Yağlayıcı belirli bir yağ seviyesini korumalı ve gaz filtresi ve hava haznesi sık sık su ve kirleticilerden arındırılmalıdır.
Punch Pres ve Kompresörün Hava Tüketimi
JH21-80 debriyaj hava tüketimi: 0,18 m3/dak. Tek bir pres için 0,3 m3/dak kompresör seçilmesi tavsiye edilir.
Dikkat edin:
(1) Yağlayıcıya yağ eklerken, bir kazayı önlemek için boru hattındaki hava basıncı boşaltılmalıdır.
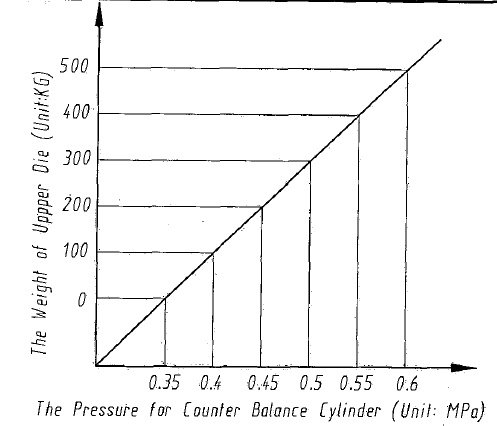
(2) Denge silindirinin basıncı ve üst kalıbın ağırlığı aşağıdaki şekle göre ayarlanabilir. Denge silindirinin izin verilen maksimum çalışma basıncı 0,8 MPa'dır.
(3) Elektrik rölesi elektrik devresi ile kilitlenir. Basınç çok düşükse devre çalışmayacaktır. Basınç rölesi fabrikadan sevk edilmeden önce ayarlanmıştır; rastgele ayarlanmamalıdır.
Panç pres makinesinde hem aralıklı otomatik yağlama sistemi hem de manuel yağlama sistemi kullanılmaktadır. Yağ, yağ teşvik edici bir dağıtıcı aracılığıyla tüm yağlama noktalarına dağıtılır. Volan rulmanı, döner mafsal ve hava yastığı gibi belirli bileşenler bir yağ tabancası kullanılarak yağlanır.
Yağlama, krank mili presi için hayati önem taşır:
Sürtünmeli kavrama ve frenin sürtünme yüzeyleri hariç, göreceli hareket halindeki tüm parçalar yağlanmalıdır.
Presi çalıştırırken, yağ yolu tıkanıklıklarını önlemek ve aşırı ısınmayı ve ana burç, bağlantı kolu yatağı ve kızak çıtalarında hasarı önlemek için yağlama etkisini izlemek çok önemlidir. Sıcaklık +70°C'yi geçmemeli ve -35°C'nin altına düşmemelidir. Sıcaklık yükselirse, zımba pres makinesi derhal durdurulmalıdır. Ayrıca, ana motorun sıcaklığı +60°C'yi geçmemelidir (motor kapağında ölçülür).
| HAYIR. | Yağlama Noktası | Yağlama Yağının Markası ve Türü | Yağlama Modu |
| 1 | Biyel Kolu burcu | 00# Kireç Gres | Güç tahrikli Yağlama |
| 2 | Ön Ana burç | 00# Kireç Gres | Güç tahrikli Yağlama |
| 3 | Arka Ana burç | 00# Kireç Gres | Güç tahrikli Yağlama |
| 4 | Gib (6 puan) | 00# Kireç Gres | Güç tahrikli Yağlama |
| 5 | Bağlantı dişi | CKC150 Dişli Yağı | Manuel Yağ tabancası Yağlama |
| 6 | Bilyalı Vida | CKC150 Dişli Yağı | Dolum yağı yağlaması |
| 7 | Dişli Kutusu | CKC150 Dişli Yağı | Daldırma yağlama |
| 8 | Dengeleyici | HL150 Yağlama Yağı | Manuel Yağ pompası Yağlama |
| 9 | Manuel Yağ Pompası | HL150 Yağlama Yağı | |
| 10 | Gres pompası | 00# Kireç Gres | Elektrikli yağlama |
| 11 | Hava Yastığı Yağlama Noktaları | 2# Lityum Gres | Manuel Yağ tabancası Yağlama |
| 12 | Volan Yatağı | 2# Lityum Gres | Manuel Yağ tabancası Yağlama |
Preste herhangi bir ayarlama yapmadan önce, yapısını iyice anlamak çok önemlidir. Bu, doğru kullanım ve kurulum sağlayarak hata ve hasar riskini en aza indirir.
Ana motor aşağıdaki senaryolarda otomatik olarak duracaktır:
Bir zımba presinin güvenli ve verimli çalışmasını sağlamak, bakım ve güvenlik prosedürlerine sıkı sıkıya bağlı kalmayı gerektirir. Ekipmanın bütünlüğünü ve operatörlerin güvenliğini korumak için aşağıdaki yönergelere titizlikle uyulmalıdır:
| Sorunlar | Sebep | Çözüm | |
| Operasyon Hazırlığı | Delme presi çalışmıyor. | 1. Hava basıncı çok düşük. | 1. Gösterge basıncını kontrol edin ve basıncı ayarlayın |
| 2. Güç ve ana motor arızaları | 2. Sigortayı veya kesiciyi değiştirin | ||
| 3. Acil Durdurmanın yedek kontağı | 3. Acil Durdurma düğmesini kontrol edin | ||
| 4. Çalıştır düğmesinin zayıf teması | 4. Düğmeyi değiştir | ||
| 5. Devre kesilir | 5. Devreyi kontrol edin | ||
| 6. Sürgü normal konumuna geri hareket etmiyor acil durdurma | 6. İnç strok ile çalıştırın ve sürgünün konumunu ayarlayın. | ||
| Operasyon sırasında | Basın çalışmıyor | 1. Solenoid valfte hata | 1. Solenoid valfi kontrol edin veya solenoid valfin halkasını değiştirin. |
| 2. Döngü bağlanmıyor | |||
| 3. Solenoid valf kapanır | |||
| Ana burç sıcak | 1. Burçlu şaft çubukları | 1. mili yeniden frezeleyin veya burcu hurdaya çıkarın | |
| 2. zayıf yağlama | 2. Yağlamayı kontrol edin ve yağ yolunu temizleyin | ||
| Gib ısınıyor | 1. Gib boşluğu çok küçük | 1. Gib boşluğunu ayarlayın | |
| 2. Gib'in zayıf yağlanması | 2. Yağlamayı kontrol edin ve yağ yolunu temizleyin | ||
| 3. Çubuklu kayar çubuklar | 3. Hurda çivi veya kızak | ||
| Slaytta gürültü | 1. Top şeklindeki kapak tahtası gevşek | 1. Cıvataları sıkın. | |
| 2. Bilyalı başlığın boşluğu çok büyük. | 2. Ara parçanın kalınlığını ayarlayın | ||
| İnç strok düğmesine basıldığında sürekli strok | 1. Çalıştır düğmesi hatası | 1. Düğmeyi değiştirin | |
| Acil Durum Düğmesine basıldığında zımba basma sıfırlanamaz | 1. Düğmenin kötü değiştirilmesi | 1. Düğmeyi değiştirin | |
| İki el düğmelerine aynı anda basıldığında debriyaj çalışmıyor. | 1. Hava basıncı düşük | 1. Hava kaynağını kontrol edin veya regülatörü ayarlayın. | |
| 2. sürtünme bloğu aşınması | 2. Boşluğu ayarlayın veya yeni sürtünmeyi değiştirin | ||
| 3. Elektrik kablosu arızaları | 3. Devreyi kontrol edin ve sorunları giderin | ||
| Tek vuruşta presleyin, zımba presi üst ölü noktada durmaz. | 1. Hava basıncı düşük. | 1. Hava kaynağını kontrol edin ve ayarlayın | |
| 2. Yakınlık anahtarının yanlış konumu. | 2. Kam anahtarını ayarlayın. |
| Hayır. | Pozisyon | Aşınan Parçalar | Şartname | Miktar | Açıklama |
| 1 | Çerçeve | Geri Ana Çalı | 1 | Şekil10 | |
| 2 | Sürüş Parçaları | Ön Ana Burç | 1 | Şekil 9 | |
| Rulman GB/T297-1994 | 132316 (80x 170×61.5) | 1 | |||
| Rulman GB/T297-1994 | 33220 (100x180x63) | 1 | |||
| Rulman GB/T276-1994 | 6032 (160x240x38) | 2 | |||
| O Tipi Conta Halkası GB1235-76 | 240X5.7 | 1 | |||
| 230×5.7 | 1 | ||||
| 155X3.1 | 2 | ||||
| 170×3.5 | 1 | ||||
| 85×3.1 | 2 | ||||
| 95×3.1 | 1 | ||||
| Rotasyon için Conta Halkası GB9877.1-88 | 190X220X15 | 1 | |||
| Dudak Conta Halkası SN70 | SN70/TC10012512 | 2 | İthalat | ||
| V kayışı GB1171-74 | B-2700 | 3 | |||
| 3 | Slayt | Biyel kolu alt yatağı | 1 | Şekil 11 | |
| Biyel kolu üst yatağı | 1 | Şekil 12 | |||
| O Tipi Conta Halkası GB1235-76 | 130×3.1 | 1 | |||
| 35X3.1 | 1 | ||||
| 20×2.4 | 2 | ||||
| 75×3.1 | 1 | ||||
| 220×5.7 | 1 | ||||
| Mil için Y Tipi Conta Halkası | d110 | 1 | |||
| JB/ZQ4265-86 | |||||
| GB/T292-1994'ü yenmek | 46206 (30x62x16) | 2 | |||
| TB1-IIA Piston deliği için Dik Açılı kombine conta | 180><7.00 | 1 | |||
| Dudak Conta Halkası GB9877.1-88 | PD30x50x7 | 2 |
Şekil 1 Ürün Yapısı
Şekil 2 Çerçeve
Şekil 3 Sürüş Parçaları
Şekil 4 Debriyaj ve Fren
Şekil 5 SIide
Şekil 6 Pnömatik şematik diyagram
Şekil 7 Yağlama şematik diyagramı
Şekil 8 Temel planı
Şekil 9 Ön Ana Mil Burcu
Şekil 10 Arka Ana Mil Burcu
Şekil 11 Bağlantı alt burcu
Şekil 12 Bağlantı üst burcu

MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.







