Abkant Pres Arka Gösterge Kalibrasyonu: Adım Adım Kılavuz
Metal işlemede hassas bükümün nasıl sağlanacağını hiç merak ettiniz mi? Abkant pres arka dayamasının doğru kalibrasyonu çok önemlidir. Bu makale, hem dikey hem de yatay olarak arka dayama çubuğu hizalamasını kontrol etme ve ayarlama ve arka dayama parmaklarını kalibre etme konusunda size adım adım ayrıntılı bir kılavuz sunar. Ekipmanınızın doğruluğunu korumak ve atölyenizin verimliliğini artırmak için bu prosedürlerde ustalaşın. Size zaman kazandıracak ve maliyetli hatalardan kaçınmanızı sağlayacak temel kalibrasyon tekniklerini öğrenmeye başlayın.
Abkant pres bir arka dayama ile donatılmışsa, zımba ve kalıbın merkezine mekanik olarak kalibre edilmelidir.
Abkant Pres Arka Ölçer
Arka dayama cihazı teslim edildiğinde tamamen kalibre edilmiştir ve daha sonra yapılacak herhangi bir kalibrasyon yalnızca parmakların veya arka dayama çubuğunun konumundan çıkmaya zorlanması durumunda gereklidir.
Mekanik kalibrasyona ek olarak, bir program çalıştırılmadan önce arka dayama ETS yazılımı ile kalibre edilmelidir.
I. Destek Çubuğu Hizalamasının Kontrol Edilmesi
1. Dikey Düzlem
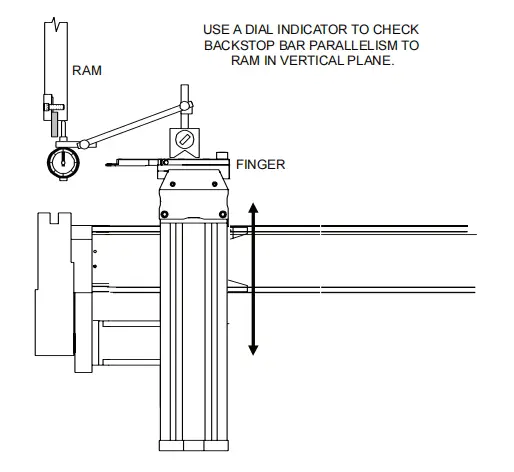
Dikey Düzlemde Destek Çubuğu Hizalamasının Kontrol Edilmesi
Aşağıdaki prosedür, destek çubuğunun dikey düzlemde koça göre paralelliğini test etmek için kullanılabilir:
1. Arka dayama parmaklarından birine manyetik tabanlı bir kadranlı gösterge monte edin. 2. X ve R eksenini, komparatör göstergesinin parmaktan koçun alt yüzeyini referans almasını sağlayacak bir konuma getirin. 3. Parmağı geri tepme çubuğunun bir ucuna getirin ve kadranı sıfıra ayarlayın. 4. Parmağınızı gösterge çubuğunun diğer ucuna getirin ve kadran göstergesini izleyin. Gösterge sıfırda kalmalıdır. 5. Bir miktar kurma koluna izin verilir, ancak kadranlı gösterge her iki uçta da sıfırı göstermelidir. Gerekirse, aşağıdaki bölümde verilen prosedürü tamamlayarak geri döndürme çubuğunu kalibre edin.
2. Yatay Düzlem
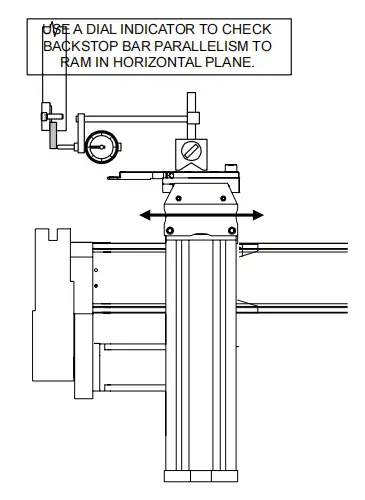
Yatay Düzlemde Geri Tutucu Çubuk Hizalamasının Kontrol Edilmesi
Destek çubuğunun yatay düzlemde koça göre paralelliğini test etmek için aşağıdaki prosedür kullanılabilir:
1. Arka dayama parmaklarından birine manyetik tabanlı bir kadranlı gösterge monte edin. 2. X ve R eksenini, komparatör göstergesinin parmaktan koçun arka yüzeyini referans almasını sağlayacak bir konuma getirin. 3. Parmağı geri tepme çubuğunun bir ucuna getirin ve kadranı sıfıra ayarlayın. 4. Parmağınızı gösterge çubuğunun diğer ucuna getirin ve kadran göstergesini izleyin. Gösterge sıfırda kalmalıdır. 5. Gerekirse, aşağıdaki bölümde verilen prosedürü tamamlayarak destek çubuğunu kalibre edin.
II. Arka Gösterge Kalibrasyonu Gösterge Çubukları
Arka dayama ile birlikte iki adet kalibrasyon ölçüm çubuğu verilir.
Kalibrasyon mastar çubukları, "V" çentiğinden yivli ucuna kadar 04.000″+.001″ toleranslı bir boyuta sahip hassas işlenmiş çelik bloklardır.
Her kalibrasyon ölçüm çubuğu, zımbayı kalibrasyon ölçüm çubuğunun "V" çentiğine yerleştirirken aşırı güç uygulanması durumunda hasarı önlemek için kauçuk desteklidir.
DUYURU
Aşağıdaki arka dayama mekanik kalibrasyon prosedürlerinden herhangi birini başlatmadan önce:
Operatör, aşağıdakiler hakkında tam bilgi sahibi olmalıdır pres freni kontroller ve program yürütme
Zımba ve kalıp aşağıdaki bölümde açıklanan prosedürlere göre monte edilmiş ve ortalanmış olmalıdır.
III. Parmak Kalibrasyonu
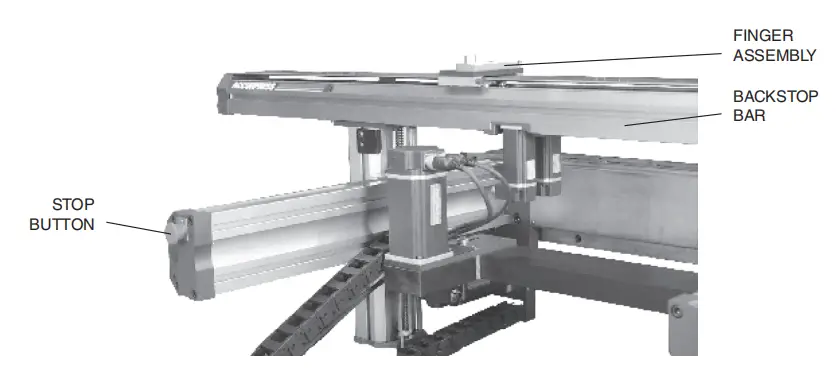
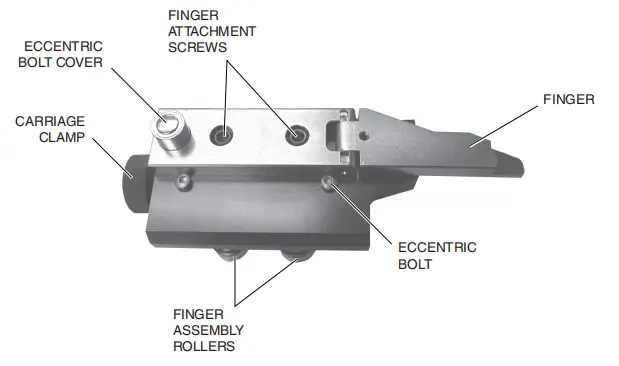
Premium Arka Gösterge Parmak Tertibatı
Arka dayama parmakları, takımla paralel hizadan çıktıklarında kalibre edilmelidir.
Destek çubuğu yerinden oynarsa, hem destek çubuğunun hem de parmakların kalibre edilmesi gerekecektir. Takım her değiştirildiğinde parmakların yeniden kalibre edilmesi iyi bir uygulamadır.
Bu prosedür, her iki parmağın da destek çubuğundan aynı uzaklıkta olmasını sağlayacaktır:
1. Çalışma modunu JOG ve kontrol modunu HAND olarak ayarlayın.
2. Ana menüden "Arka Göstergeyi Kalibre Et" seçeneğini çalıştırın veya programlayın ve ardından arka göstergeyi X=04.000″kalibrasyon konumuna getirin.
3. İki kalibrasyon ölçme çubuğunu kalıp açıklığının karşısına, birkaç inç arayla ve zımba uzunluğunun ortasına yakın bir yere yerleştirin. Her çubuk, kauçuk taban kalıbın üzerinde ve yivli uç arka dayamaya doğru olacak şekilde yerleştirilmelidir.
4. Avuç içi butonlarını kullanarak basın ram zımba her bir kalibrasyon ölçer çubuğuna oturana kadar aşağı "V" çentiği, sadece kauçuk desteği hafifçe deforme edecek kadar kuvvet uygulayarak. Kalibrasyon ölçüm çubuğunu manuel olarak hareket ettirmeye çalışarak güvenli bir şekilde kenetlendiğini kontrol edin.
5. Parmaklar kalibrasyon ölçer çubuklarıyla aynı yüksekliğe gelene kadar taşıyıcıyı dikey olarak ayarlayın. Arka dayamanın mekanik ayarı, arka dayamanın arkasında gerçekleşir. pres freni. Bu nedenle, güvenlik nedenleriyle, arka dayama alanında çalışmadan önce arka dayama STOP düğmesine basılmalı ve kilitli konumda tutulmalıdır.
Manuel-R sistemine sahip makineler için arka dayama taşıyıcı el çarkını kullanın.
Power-R sistemine sahip makineler için doğru konumu programlayın.
6. Bir arka dayama parmağını bir kalibrasyon mastarı çubuğunun ucuna getirin. Manuel-Z sisteminde, taşıyıcı kelepçesini gevşetin ve parmağı kaydırın. Power-Z sisteminde, uygun konumu programlayın.
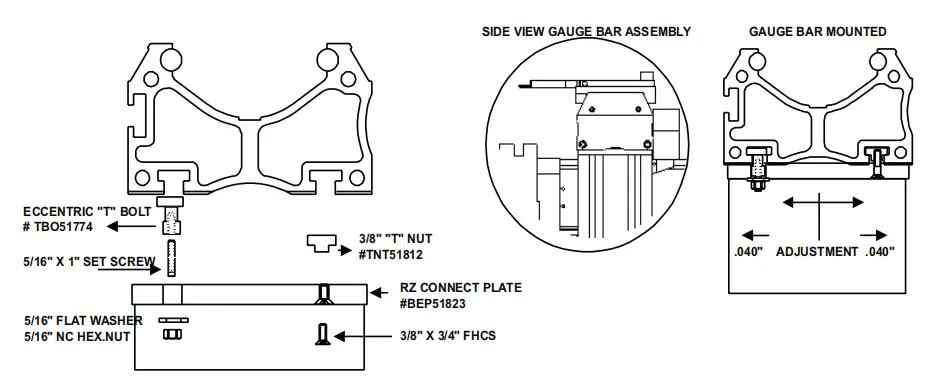
Parmağı kalibrasyon konumuna ayarlayın:
5/16″ altıgen anahtar kullanarak, parmağı parmak bloğuna bağlayan iki soket başlı vidayı gevşetin.
7/16″ altıgen anahtar kullanarak, parmağı kalibrasyon bloğuna sıkıca ayarlamak için eksantrik cıvatayı çevirin. Parmağı parmak bloğu kenarına paralel tutmak için hafif bir el basıncı kullanın.
7. İkinci arka dayama parmağını ikinci kalibrasyon mastarı çubuğunun ucuna getirin ve adım 6'da açıklandığı gibi ayarlayın.
8. Her bir parmağı, parmak ile gösterge çubukları arasındaki temas basıncı her iki parmak için de aynı olacak şekilde ayarlayın.
9. Ayarlama tamamlandığında, eksantrik cıvata kapağını değiştirin ve iki vidayı tekrar sıkın.
10. Kalibrasyon ölçer çubuklarını çıkarın ve arka dayama durdurma düğmesini saat yönünde 1/4 tur döndürerek arka dayamayı yeniden etkinleştirin.
IV. Destek Çubuğu Kalibrasyonu
1. Dikey Düzlem
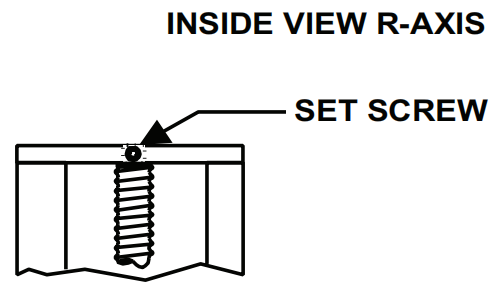
Geri döndürme çubuğunu dikey düzlemde ayarlamak için, R ekseni üst plakasındaki ayar vidasını gevşeterek başlayın.
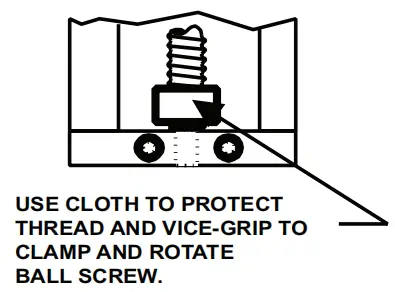
Vidalı milin en alt noktasının etrafına küçük bir bez yerleştirin ve vidalı mile zarar vermemeye dikkat ederek bezin üzerine mengene pensesi uygulayın.
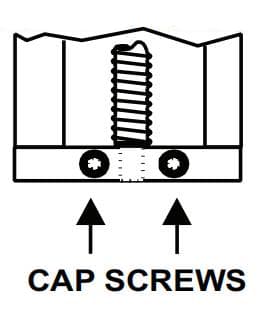
R ekseni alt plakasındaki kapak vidalarını gevşetin ve yüksekliği ayarlamak için bilyalı vidayı döndürün.
Ayarlama tamamlandığında, ayar vidasını ve kapak vidalarını sıkın. Mengeneyi çıkarın- pense ve bez.
Destek Çubuğu R Ekseni Ayarı
R ekseni yüksekliğini ayarlamak için ayar vidasını(üst plaka) gevşetin.
Vidalı milin en alt noktasının etrafına küçük bir bez yerleştirin ve bezin üzerine vidalı mengeneyi kavrayacak kadar sıkı bir mengene pensesi uygulayın.
Kapak vidalarını (alt plaka) gevşetin ve yüksekliği ayarlamak için bilyeli vidayı döndürün.
Ayarlama tamamlandığında ayar vidasını ve kapak vidalarını sıkın.
Mengene saplı penseyi ve bezi çıkarın.
2. Yatay Düzlem
Yatay düzlemde geri döndürme çubuğunu ayarlamak için, T-somunları gevşetin ve T-civataları koç ile paralellik elde edilene kadar döndürün.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Tüm metal işleme meraklılarının dikkatine! Abkant presiniz için uygun tonajı tahmin etmekten bıktınız mı? Başka yere bakmayın! Bu blog yazısında, abkant pres dünyasına dalacağız...
Abkant pres operatörleri çevremizdeki dünyanın şekillendirilmesinde çok önemli bir rol oynamaktadır, ancak yaptıkları iş risksiz değildir. Bu makalede, sektörden önemli güvenlik ipuçlarını inceleyeceğiz...
Abkant pres takımlarınız çok çabuk mu aşınıyor? Bu makale, takımlarınızın ömrünü uzatmak ve sac metal üretiminizde optimum performans sağlamak için gerekli onarım tekniklerini...
"Abkant pres" teriminin kökenini hiç merak ettiniz mi? Bu büyüleyici blog yazısında, "abkant pres" teriminin arkasındaki nedenleri ortaya çıkarmak için tarihte büyüleyici bir yolculuğa çıkacağız...
Sac metalin karmaşık şekillere nasıl ustalıkla büküldüğünü hiç merak ettiniz mi? Bu makalede altı tip abkant büküm prosesi incelenmektedir-katlama, silme, havalı büküm, alttan büküm, coining ve üç noktalı büküm. Siz...
Üretimin uçsuz bucaksız dünyasında bir makine dimdik ayakta durur: abkant pres. Hassasiyet ve güçle metali bükme ve şekillendirme kabiliyetiyle, vazgeçilmez bir makine haline gelmiştir...
Bir CNC abkant presin sorunsuz çalışmasını neyin sağladığını hiç merak ettiniz mi? Cevap hidrolik yağda yatıyor. Bu temel sıvı, makinenin optimum performansını ve uzun ömürlü olmasını sağlar. Makalemiz...
Bir abkant presin hidrolik silindirinin uygun şekilde onarılması, makine performansının ve güvenliğinin korunması için çok önemlidir. Hidrolik silindir tipik olarak bir piston, kovan, piston kolu ve vidadan oluşur....
Bir abkant presin bu kadar hassas bükümleri nasıl elde ettiğini hiç merak ettiniz mi? Bu makale, abkant pres eksenlerinin büyüleyici dünyasını keşfederek rollerinin ve işlevlerinin ardındaki sırları ortaya çıkarıyor. Nasıl olduğunu öğrenin...