
Abkant Pres Tonaj Hesaplayıcı (Çevrimiçi ve Ücretsiz)
Tüm metal işleme meraklılarının dikkatine! Abkant presiniz için uygun tonajı tahmin etmekten bıktınız mı? Başka yere bakmayın! Bu blog yazısında, abkant pres dünyasına dalacağız...
Metal saclarda hassas bükümler elde etmenin neden bu kadar zor olabileceğini hiç merak ettiniz mi? Bu makalede, abkant pres büküm hassasiyetinin karmaşıklıklarını keşfediyoruz. Açı hatalarını anlamaktan malzeme kalitesi ve bükme kuvvetinin etkilerine kadar, bükme hassasiyetini etkileyen faktörler hakkında bilgi edineceksiniz. Abkant pres operasyonlarınızı iyileştirmek ve metal işleme projelerinizde daha tutarlı sonuçlar elde etmek için pratik teknikler ve dikkat edilmesi gereken hususları öğrenmeyi bekleyin. Bilginizi artırmak ve bükme süreçlerinizi optimize etmek için bu eğitime katılın.
Açı hatası ve düzlük hata
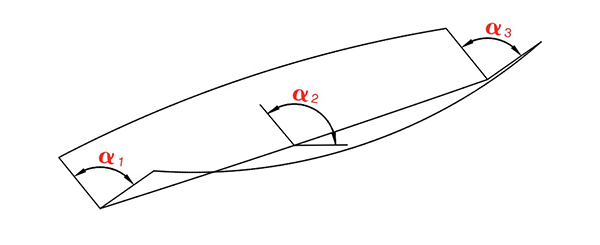
Soru: "ideal bükme durumunda" açı hatası ve düzlük hatası var mıdır?
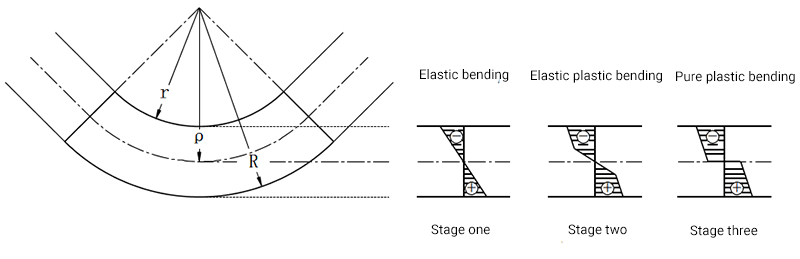
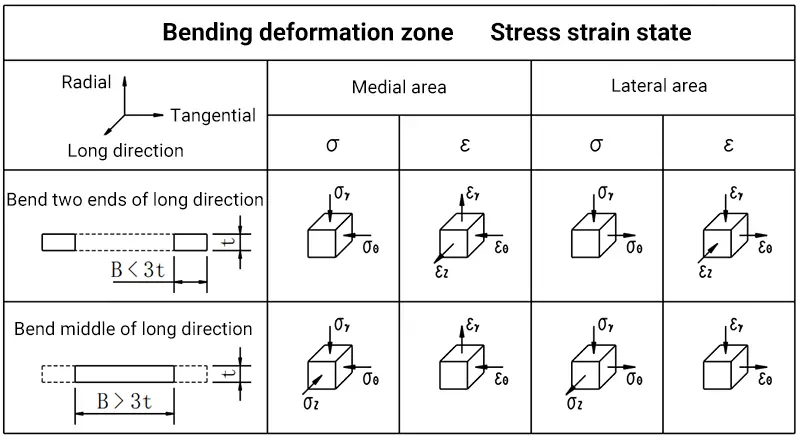
Sac metal bükme işleminin gerilme ve şekil değiştirme analizi
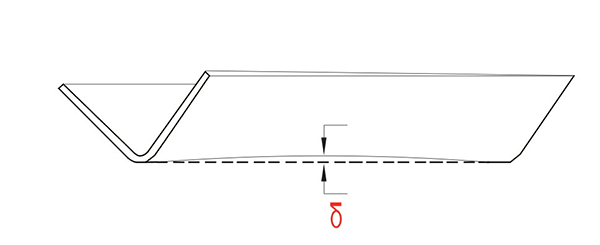
Doğruluk hata analizi
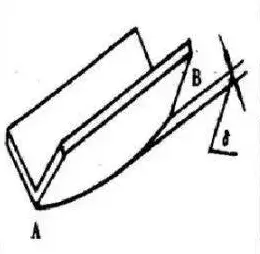
Sonra sac metal büküldüğünde, bükülen iş parçasının kenarı, tipik olarak maksimum sapma (δ) ile ölçülen doğal sapma sergileyecektir.
Gerilme analizine göre, deformasyon bölgesindeki gerilme (σZ) dışta çekme ve içte basma şeklindedir. Bu karşıt çekme ve basma gerilmeleri, bükme sırasında iş parçasını düz tutmak için gerekli olan bir bükme momenti oluşturur. Ancak, bükme işleminin sonunda bu moment kaybolur ve iş parçasının yukarı doğru sapmasına neden olur.
Ne kadar uzun olursa bükme plakası ise, sapma (δ) o kadar büyük olacaktır. Benzer şekilde, daha geniş bükme plakası plaka genişliği ne kadar küçük olursa, sapma (δ) o kadar büyük olacaktır.
Ancak, bükme açısının 150°'den 90°'ye düşürülmesi sapmayı (δ) azaltacaktır.
Ayrıca, plaka kalınlığı arttıkça, sapma (δ) da orantılı olarak artacaktır.
Kenarına basınç uygulayarak bükme sacDüzeltmeli bükme veya üç noktalı bükme gibi yöntemlerle iş parçasının düzlüğü iyileştirilebilir.
Bir abkant pres makinesinde bükme hassasiyetini etkileyen ana faktörler abkant presin sertliği, bükme modu ve bükme kuvvetidir.
Abkant pres makinesinin tasarımında sertlik indeksi nasıl belirlenir?
Sapma deformasyonu pres freni Makine
1)Hava bükme
2)Üç nokta bükme
3)Coining
Bükme sırasında bükme kuvveti nasıl değişir?
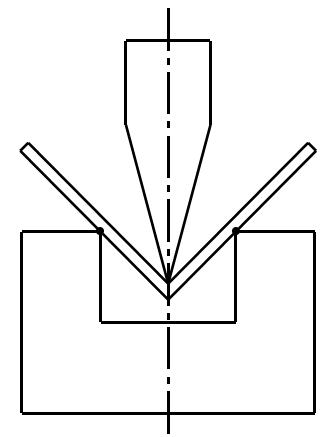
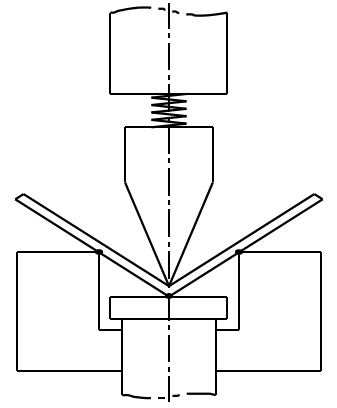
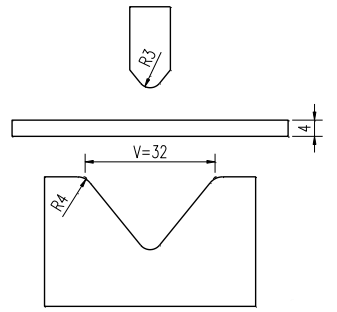
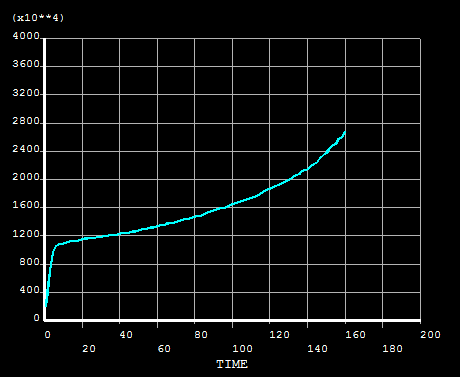
1)Akut zımbanın serbest bükülmesi
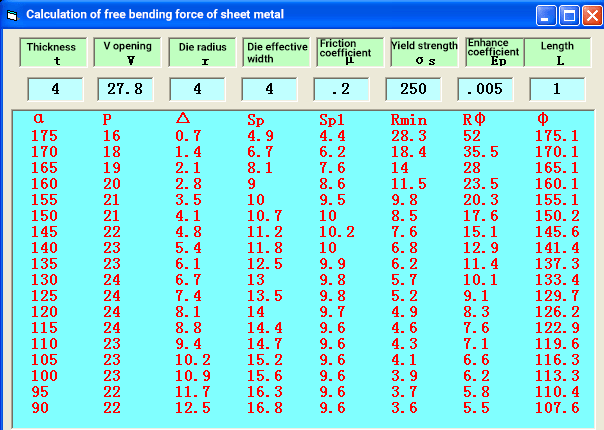
Ekteki şekilde gösterildiği gibi, serbest bükme modunda, tabaka malzemesi aşağıdakilerden yapılır Q235 çelikdoğrusal sertleşme ile ideal elastik-plastik davranışa sahip olduğu kabul edilir. Bu akma dayanımı Bu malzemenin σS = 250 MPa ve sertleşme modülü (tanjant modülü olarak da bilinir) 1050 MPa'dır.
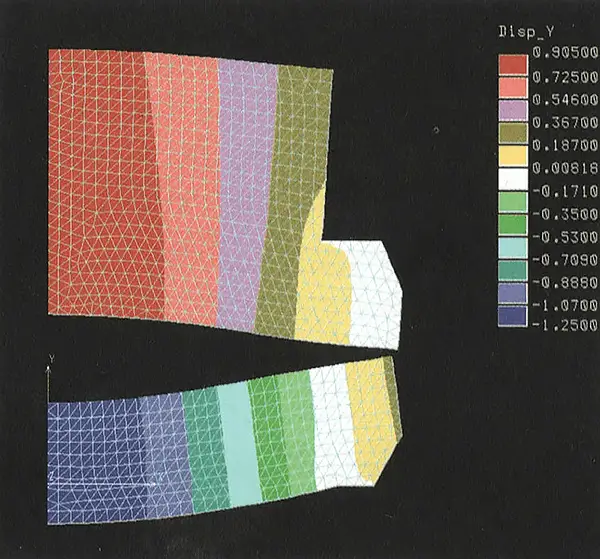
ANSYS analiz sonuçları aşağıdaki gibidir
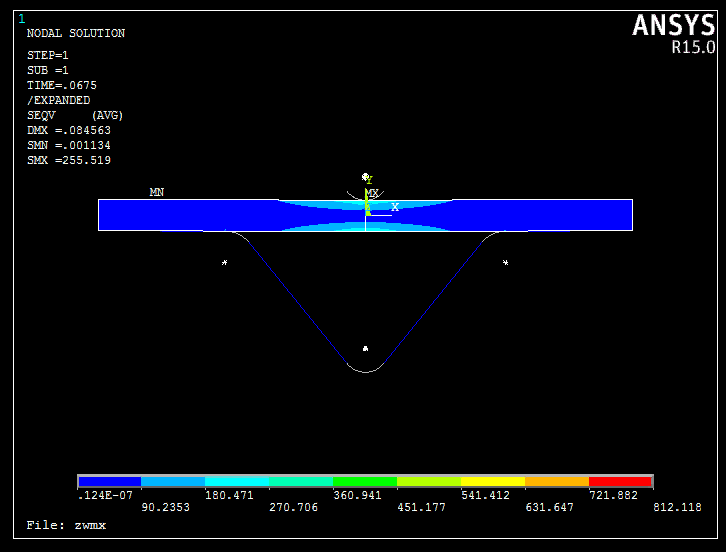
Bükme kuvveti eğri:
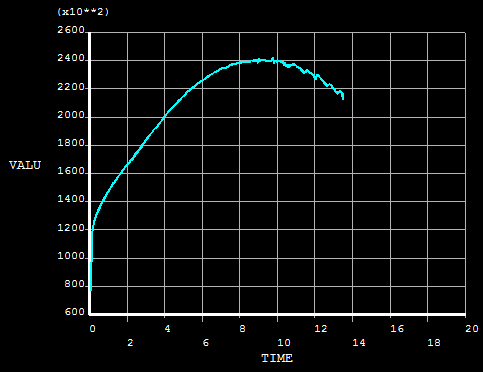
Analitik yöntemin sonuçları aşağıdaki gibidir
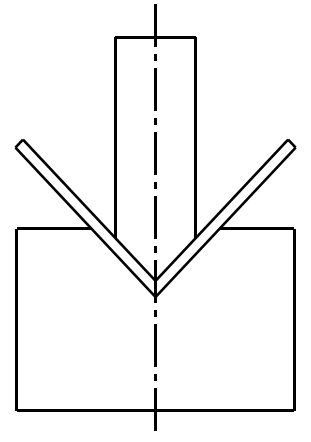
2)Geniş bıçak bükme
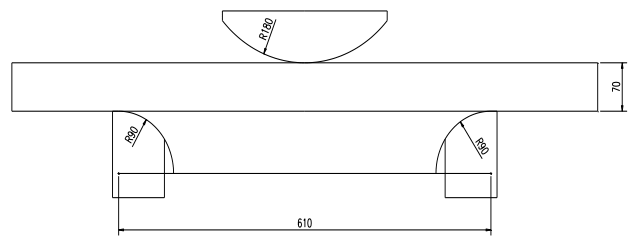
Ekteki şekilde gösterildiği gibi, üst kalıp geniş bir R180 yayı ile tasarlanmıştır ve sac malzeme X80 olarak ayarlanmıştır. Bu malzeme doğrusal sertleşme ile ideal elastik-plastik davranışa sahiptir ve akma dayanımı σs = 552 MPa'dır. Bu malzemenin sertleşme modülü (tanjant modülü olarak da bilinir) 840 MPa'dır.
ANSYS analiz sonuçları aşağıdaki gibidir
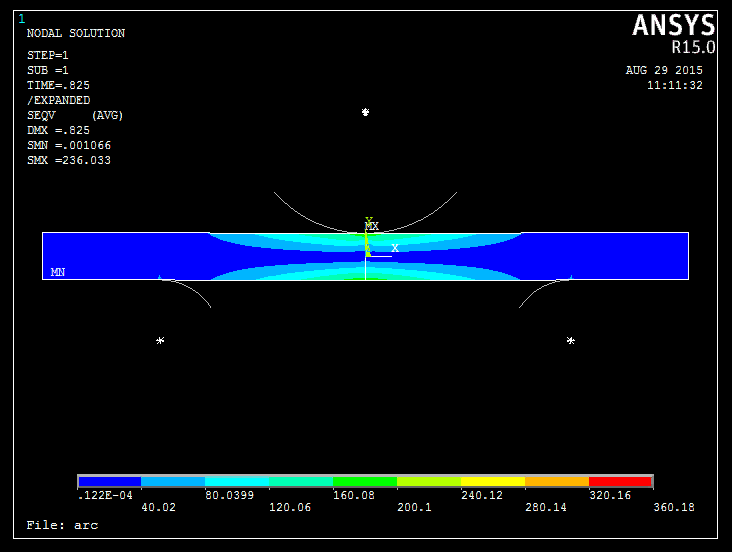
Eğilme kuvveti eğrisi:
Bükme hassasiyetini etkileyen başka faktörler de vardır; bunlar arasında eşit olmayan plaka kalınlığı, plaka sertliği, bükme sırasında tezgah ve koç deformasyonu, kalıp açıklığı seçimi, üst kalıbın alt kalıba derinliği, kalıp aşınması ve tezgah dışbükeyliği yer alır. Bu faktörler, bükme sonrasında iş parçasının bükme açısında ve düzlüğünde hatalara neden olabilir.
Kalıp açıklığı ve üst kalıbın alt kalıba olan derinliği manuel programlama ile kontrol edilir.
Nominal büküm, düşük karbonlu bir serbest bükümdür çelik levha σb = 450 N/mm² gerilme mukavemetine sahip, V = 8 × S açıklık mesafesine sahip V şekilli kalıp üzerinde levhayı 90°'lik bir açıyla büker.
Eşit olmayan kalınlıktaki plakalarla nominal bükme yapıldığında, açı hataları oluşabilir.
Plakanın sertliği eşit olmadığında, bükme sırasında iş parçasının geri yaylanması eşit değildir.
Bu nedenle, malzeme kalitesinin işleme kalitesi üzerinde önemli bir etkisi vardır.
Yükün etkisi altında, çalışma tezgahı ve koç elastik deformasyona uğrayacaktır.
Üst kalıbın derinliği alt kalıp tüm uzunluk boyunca eşit değildir, bu da iş parçasının bükülme açısını ve düzlüğünü etkileyebilir.
Bu sorunu çözmek için makine, deformasyonunu telafi etmek, üst kalıbın alt kalıba derinliğini tüm uzunluk boyunca esasen tekdüze tutmak ve doğruluğunu artırmak için çalışma tablasının NC dışbükeyini benimser. bükme açısı ve iş parçasının düzlüğü.
Eksantrik yük, koçun sol veya sağ tarafındaki yük işlemini ifade eder. Makine, eksantrik yüke karşı güçlü bir direnme kabiliyetine sahiptir.
Eksantrik yük kuvvetinin etkisi altında, çalışma tezgahı ile koç arasında eğim oluşacaktır.
Koçun her iki ucundaki ızgara algılama mekanizması sapmayı tespit edecek ve bilgisayara geri bildirim sağlayacaktır. Bilgisayar, yağ silindirine giren yağ miktarını ayarlamak, iki pistonun konumunu senkronize tutmak ve tezgah ile koç arasında küçük bir paralellik hatası sağlamak için orantılı servo valfi kontrol eder.
Özel parçalar işlenirken, yukarıdaki eksantrik yük dikkate alınmalıdır. Genel olarak, eksantrik yük altında çalışmaktan kaçınmak gerekir.
Sonra bükme parçası oluşmuşsa ve açı yaklaşık α° ise, ölçülen açı hatası değeri △α°, alt ölü noktanın Y konumu ayarlanarak düzeltilebilir. Düzeltme değeri △Y aşağıdaki formüle göre yaklaşık olarak hesaplanabilir: △Y = K × V × △α
Nerede?
α ≈ 90° olduğunda, K ≈ 0,0055; katlanmış 8-12 kenarlı çelik çubuk için, α ≈ 135°-157,5° olduğunda, K ≈ 0,004.
Denetlenen parça açısı çizim gerekliliklerinden büyükse, alt ölü nokta konumunu △Y düzeltme değerine göre aşağı doğru ayarlayın; aksi takdirde yukarı doğru ayarlayın.
Örnek 1:
Her iki uçtaki açılar ortadaki açıya eşittir.
α= 150° olan bir onikigen katlamak için, V = 200mm açıklığı seçin ve büküldükten sonraki açıyı ölçün, α= 151.5°. Yukarıdaki yöntem kullanılarak △α 1,5° ve K 0,004 olarak hesaplanır.
△Y = K × V × △α = 0,004 × 200 × 1,5 = 1,2 mm.
Y + △Y alt ölü nokta konumunu bilgisayara girin.
Örnek 2:
Her iki uçtaki açılar ortadaki açıya eşit değildir.
V = 60 mm açıklıkla α=90°'de bükülen bir iş parçası için, her iki uçta ölçülen gerçek açılar α=90° ve orta açı α=91°'dir (dışbükey miktar yeterli değildir).
Yukarıdaki yöntemi kullanarak: △α = 1°; K=0.0055
△Y = K × V × △α = 0,0055 × 60 × 1 = 0,33 mm.
Orijinal konveks değere △Y ekleyin ve bilgisayara girin.
Orta açı her iki uçtaki açılardan daha küçükse (dışbükey miktar çok büyükse), dışbükey değeri orijinal temelden △Y kadar azaltın ve bilgisayara girin.
Örnek 3:
Kolonun alt uçlarındaki açılar eşit değildir. Açıklık genişliği V = 60 mm olan bir iş parçası α= 90°'de bükülür.
Sol uçta ölçülen gerçek açı α=90° ve sağ uçtaki açı α=91°'dir (sol alt ve sağ üst).
Yukarıdaki yöntemi kullanarak: △α=1, K=0.0055
△Y=K × V × △α=0.0055 × 60 × 1=0.33mm
Referans konumunu değiştirmek için sağ ucun sıfır noktasındaki Y + △Y değerini yukarı doğru girin.
Açı hassasiyeti, bükme işlemlerinde kontrol edilmesi tartışmasız en karmaşık ve zorlu parametredir. İki yaygın bükme yöntemi vardır: alttan bükme ve hava bükme. Alttan bükmenin çeşitli uygulamaları aşağıda gösterilmiştir.

Dibe eğilme, eğilme sırasında uygulanan aşağı doğru kuvvetin ayarlanmasıyla kontrol edilir. bükme süreci metali şekillendirmek için. Avantajları arasında, tutarlı bükme açıları ile ±15 dakikaya kadar ulaşan yüksek açı doğruluğu yer alır.
Bununla birlikte, dezavantajları önemlidir: hava bükmeye göre beş ila sekiz kat daha fazla kuvvet gerektirir ve daha düşük esnekliğe sahiptir. Farklı açılar veya şekiller farklı takımlar gerektirir.
Serbest bükme olarak da bilinen havalı bükme daha yaygın olarak kullanılır. Y ekseni inişini, yani üst kalıbın alt kalıba girdiği derinliği düzenleyerek kontrol edilir, böylece bükülme açısı.
Havalı bükmenin avantajları arasında daha düşük gerekli kuvvet ve yüksek esneklik yer alır, çünkü tek bir takım seti iş parçalarını çeşitli açılarda bükebilir. Dezavantajı ise bükülen iş parçasının açısında daha düşük hassasiyet ve daha zayıf tutarlılıktır.
Havayla bükülen iş parçalarının açı hassasiyeti neden daha düşüktür? Örneğin, bükme sırasında sac metal V10 alt kalıpla, üst kalıbın aşağı bastırma mesafesindeki 0,05 mm'lik bir fark, aşağıdaki tabloda gösterildiği gibi 1°'lik bir açı sapmasına neden olabilir.
Tablo: Farklı alt kalıp açıklıkları ve bükme açıları için 1°'lik açı değişimine karşılık gelen iniş derinliğindeki değişimler
| Bükme açısı/Alt kalıp açıklığı | 30° | 45° | 60° | 75° | 90° | 105° | 120° | 135° | 150° | 165° |
| 4 | 0.17 | 0.07 | 0.04 | 0.03 | 0.02 | 0.02 | 0.02 | 0.01 | 0.01 | 0.01 |
| 6 | 0.26 | 0.11 | 0.07 | 0.05 | 0.04 | 0.03 | 0.03 | 0.03 | 0.03 | 0.03 |
| 8 | 0.36 | 0.14 | 0.08 | 0.06 | 0.05 | 0.04 | 0.04 | 0.03 | 0.03 | 0.03 |
| 9 | 0.41 | 0.16 | 0.09 | 0.07 | 0.05 | 0.05 | 0.05 | 0.04 | 0.03 | 0.03 |
| 10 | 0.45 | 0.18 | 0.10 | 0.08 | 0.05 | 0.05 | 0.05 | 0.05 | 0.05 | 0.04 |
| 12 | 0.54 | 0.22 | 0.13 | 0.08 | 0.07 | 0.05 | 0.05 | 0.05 | 0.05 | 0.05 |
| 14 | 0.61 | 0.24 | 0.15 | 0.10 | 0.08 | 0.07 | 0.06 | 0.06 | 0.06 | 0.06 |
| 15 | 0.66 | 0.26 | 0.16 | 0.11 | 0.08 | 0.08 | 0.07 | 0.07 | 0.07 | 0.06 |
| 16 | 0.71 | 0.28 | 0.16 | 0.12 | 0.09 | 0.08 | 0.07 | 0.07 | 0.07 | 0.07 |
| 18 | 0.81 | 0.32 | 0.19 | 0.13 | 0.11 | 0.09 | 0.08 | 0.08 | 0.07 | 0.07 |
| 20 | 0.90 | 0.36 | 0.21 | 0.15 | 0.11 | 0.10 | 0.09 | 0.09 | 0.09 | 0.08 |
| 22 | 1.00 | 0.40 | 0.23 | 0.16 | 0.13 | 0.11 | 0.10 | 0.09 | 0.09 | 0.09 |
| 24 | 1.09 | 0.44 | 0.25 | 0.17 | 0.14 | 0.11 | 0.10 | 0.10 | 0.10 | 0.10 |
Şu anda, bükme makinelerinin Y ekseni hassasiyeti genellikle 0,01 mm'ye ulaşabilir, bu nedenle açı sapması çok şiddetli olmamalıdır. Ancak metal levhanın kalınlığının tamamen tutarlı olması garanti edilebilir mi?
Eğer bir 1.5mm kalınlığında sac kalınlığı 10% değişir, bu 0,15 mm'lik bir farktır, üst ve alt kalıplar arasındaki mesafede 0,15 mm'lik bir farka eşdeğerdir ve yaklaşık 3°'lik bir açı sapmasına neden olur.
Benzer şekilde, metal levhanın şekil değiştirme sertleşmesi özelliklerindeki 10%'lik bir değişim, bükme açısında yaklaşık 1,5°'lik bir değişikliğe neden olabilir. Metal sac kalınlığının ve gerinim sertleşmesinin hava ile bükme sırasında bükme açısı üzerindeki etkisi Şekil 6'da gösterilmektedir.

İşte bu noktada bükme makineleri metal kesme maki̇nesi̇ Aletler. ile metal kesme makinelerinde, ham iş parçaları arasındaki boyut farklılıklarından bağımsız olarak, makine takımı yeterince hassas olduğu sürece işlenmiş parçaların nihai doğruluğu garanti edilebilir.
Ancak, yaygın hava bükme uygulamasında durum böyle değildir. abkant preslerBu makinenin doğasında olan bir hassasiyet meselesi değil.

MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.







