Abkant Pres Sorun Giderme (74 hata kodu): Bükme Sorunları ve Çözümleri
Abkant presinizde hiç bükme sorunlarıyla karşılaştınız mı? Deneyimli bir makine mühendisi olarak, bükme işlemi sırasında ortaya çıkabilecek sorunlardan payıma düşeni gördüm. Bu blog yazısında, en yaygın abkant pres bükme sorunlarını inceleyecek ve bükme işlemlerinizi gidermenize ve optimize etmenize yardımcı olacak pratik çözümleri keşfedeceğiz. İster deneyimli bir operatör ister bu alanda yeni olun, bu makale abkant pres performansınızı artırmak için değerli bilgiler sağlayacaktır.
Abkant presin herhangi bir parçasına bakım yapan tüm personel güvenli çalışma uygulamalarına uymalıdır:
Abkant presin bakımı yapılırken diğer tüm personelin kalıp alanından(çalışma noktası) uzakta olduğundan emin olun.
Servis veya sorun giderme sırasında abkant presin çalışmasını önlemek için tesis içi makine kilitleme prosedürlerini izleyin.
Ekipman bakım uyarı işaretlerini asın.
Yasal gerekliliklerin gerektirdiği şekilde uygun kişisel koruyucu ekipman kullanın.
Servis personeli, elektrik kontrol sorunlarını değerlendirmek için bir elektrik multimetresi ve hidrolik sorunları değerlendirmek için bir basınç göstergesi gibi temel arıza tespit araçlarına ihtiyaç duyabilir.
Hidrolik yön valflerinde manuel geçersiz kılma kullanan servis personeli, aşırı hareket nedeniyle kişisel yaralanmaları veya kalıpların, limit anahtarlarının veya hidrolik silindirlerin hasar görmesini önlemek için son derece dikkatli hareket etmelidir.
1. Hidrolik pompa tahrik motoru çalışmıyor
Neden
Çözüm
Mağaza elektrik beslemesi bağlantı kesme anahtarı KAPALI.
Bağlantı kesme anahtarını AÇIK konuma getirin.
Mağaza elektrik beslemesi bağlantı kesme anahtarları KAPALI.
Bağlantı kesme anahtarını AÇIK konuma getirin.
Kontrol devresi kablo tesisatında gevşek kablo bağlantıları.
Bir multimetre ve kontrol şeması kullanarak elektrik kontrol kablolarının sürekliliğini kontrol edin. Gerektiği gibi onarın.
Kontrol devresi sigortası FU1 atmış.
Olası nedeni kontrol edin. Nedenini giderin ve sigortayı değiştirin.
Bir multimetre ve kontrol şeması kullanarak elektrik kontrol kablolarının sürekliliğini kontrol edin. Gerektiği gibi onarın.
Fren ana ayırma şalterine basın KAPALI.
2. Hidrolik pompa tahrik motoru çalışıyor ancak pres koçu çalışmıyordöngü
Kontrol ayarı kullanılmakta olan mod değildir. (El veya ayak ışığı yanıp sönüyor.)
Kontrol modunu istediğiniz ayara değiştirin.
Operasyonel CNC sistemleri arayüzü mevcut elektrik kontrolü ile uyumsuzdur.
Kalibrasyon, çalıştırma veya üçüncü taraf kontrol modunu seçin.
Ram(Y ekseni) kalibre edilmemiştir.
Ne kalibrasyon, ne çalıştırma ne de üçüncü taraf kontrol modu seçili değildir.
Arka dayama (X ekseni) kalibre edilmemiştir.
Arka göstergeyi kalibre edin.
ETS sistem parametresi yapılandırması yanlış.
CNC sistem satıcısı/üreticisi ile iletişime geçin.
Sistem yapılandırmasını yeniden ayarlama prosedürleri için fabrika servisine danışın.
Hidrolik tahliye valfi açık konumda sıkışmış.
Motor dönüşü yanlış.
Operatör kontrol kaidesi kablosunda gevşek bağlantı/kırık tel veya arızalı elektrik kontak blokları.
Ayak şalterinden AŞAĞI solenoidlerine kadar elektrik sürekliliğini kontrol edin. Uygun şekilde onarın.
Ayırma anahtarına ana besleme gerilimi bağlantısında faz sırasını kontrol edin. Sıralamanın:1-2-3(kırmızı-siyah-beyaz) olduğundan emin olun。
Arızalı koç aşağı aşırı çalışma limit anahtarı veya gevşek/kırık elektrik bağlantısı.
Döndürmeyi deneyin basın ram hidrolik valf manuel geçersiz kılma kontrollerini kullanarak aşağı indirin. Koç hareketi oluşmazsa, tahliye valfi kartuşunu çıkarın ve O-ringleri ve kayar makaraları kusur veya tıkanıklık açısından inceleyin.
Hidrolik tahliye valfi AÇIK konumda sıkışmış.
Operatör kontrol kaidesi kablosunda gevşek bağlantı/kırık tel veya arızalı elektrik kontak blokları.
3. Basın ram sadece yavaş hızda aşağı dönecektir
Neden
Çözüm
Hız değiştirme konumu doğru ayarlanmamış.
Hız değişimi için optimum ayar, şekillendirilmekte olan parçanın zımba temasıdır.
Yüksek hacim valfi AŞAĞI solenoidi arızalı.
Solenoide giden ve gelen elektrik sürekliliğini kontrol edin. Uygun şekilde onarın.
4. Ram hız değişim noktasında veya parça temasında duraksıyor / duruyornokta
Neden
Çözüm
Yüksek basınç tahliye vanası önceden ayarlanmış tahliye basıncı ayarını korumuyor.
Yüksek basınç tahliye vanası önceden ayarlanmış tahliye basıncı ayarını korumuyor.
Yüksek basınç tahliye kartuşu tertibatını manifold bloğundan sökün ve O-ringlerde hasar olup olmadığını kontrol edin. Valfin işlevselliğini doğrulamak için merkez kayar makarayı kontrol edin. Yabancı partikülleri gidermek için solvent ve basınçlı hava ile temizleyin. Valfi yeniden takın ve test edin.
5. Ram tuşuna basıldığında program üst limitine dönülmez
Neden
Çözüm
Kontrol modu JOG olarak ayarlanmıştır.
Operatör kontrol kaidesinden yukarı solenoidlere kadar elektrik sürekliliğini kontrol edin. Uygun şekilde onarın.
Operatör kontrol kaidesi kablosunda gevşek bağlantı/kırık tel veya arızalı elektrik kontak bloğu.
Operatör kontrol kaidesinden yukarı solenoidlere kadar elektrik sürekliliğini kontrol edin. Uygun şekilde onarın.
Koç yukarı-limit anahtarı etkin konumda sıkışmış veya hasar görmüş.
Limit şalterinin mekanik işlevselliğini ve elektriksel sürekliliğini kontrol edin. Uygun şekilde onarın.
6. Baskı koçu bükülme noktasında durmuyor
Neden
Çözüm
Hidrolik yön valfi arızası.
Pilot valf mekanik işlevselliğini kontrol etmek için geçersiz kılmaları manuel olarak etkinleştirin. Pilot makarasında veya valf makarası merkezleme yaylarında herhangi bir engel olmadığından emin olun.
7. Koç tam tonaja ulaşmadan önce durur ve/veya geri döner veyavirajın tamamlanması
Neden
Çözüm
Program bükülme noktası ayarı yanlış.
Tonaj göstergesini kontrol edin ve daha yüksek tonaj için ayarlayın.
Aşırı merkez dışı yük, burulma güvenlik limit anahtarının etkinleşmesine neden oluyor.
Şekillendirilen parçayı pres yatağı üzerinde merkeze yaklaştırın.
Baskı ramının kaydedilen konuma ulaşıp ulaşmadığını görmek için program bükülme noktasını kontrol edin.
Şekillendirilen parçayı baskı yatağı üzerinde merkeze yaklaştırın.
Tonaj kontrolü bükümü tamamlamak için çok düşük ayarlanmış.
Yavaş hız değişim konumu ayarı yanlış.
8. Pres tonaj göstergesi tam tonaj gösteriyor ancak pres arızalıvirajı tamamlamak için
Neden
Çözüm
Part's malzeme özellikleri pres freni ve kalıp konfigürasyonu ile uyumsuzdur.
Parçanın malzeme özellikleri abkant pres ve kalıp konfigürasyonu ile uyumsuz.
9. Arka dayama bir sonraki flanş uzunluğu adımına ilerlemez
Neden
Çözüm
Arka dayama programı adımlarının iş gerekliliklerini yansıttığını onaylayın.
Arka dayama adımı program boyutunu doğrulayın veya değiştirin.
Adım başına arka dayama konumu boyutu programlanmamıştır.
Adım başına arka dayama konumu boyutu programlanmamıştır.
STOP düğmesi KAPALI olarak kilitlenmiştir.
Arka dayama STOP düğmesini AÇIK konumuna getirin (saat yönünde 1/4 tur)。
10. Hidrolik sistem aşırı ısınıyor
Neden
Çözüm
Pompa debisini ve basıncını bir hidrolik servis merkezinde test edin. Bu tür tesisler uygun değilse, yüksek basınç kartuşu "P2" çıkarılabilir ve mekanik hasar ve aşınma açısından incelenebilir. Gerektiğinde kartuşu veya pompanın tamamını değiştirin.
Pompa debisini ve basıncını bir hidrolik servis merkezinde test edin. Bu tür tesisler uygun değilse, yüksek basınç kartuşu "P2" çıkarılabilir ve mekanik hasar ve aşınma açısından incelenebilir. Gerektiğinde kartuşu veya pompanın tamamını değiştirin.
Abkant pres hız değişim noktasının şekillendirilecek malzemenin üzerinde olduğundan ve tonaj göstergesinin nominal tonaj dahilinde kayıt yaptığından emin olun
Operatör sürekli olarak abkant presin kapasitesinin üzerinde parça şekillendirmeye çalışıyor.
Hidrolik sistem yüksek basınç tahliye valfi zamanından önce tahliye oluyor.
Elektrik motoru ve hidrolik pompa arasındaki kaplin elemanı aşınmış veya parçalanmış.
Yüksek basınç tahliye kartuşu tertibatını manifold bloğundan çıkarın ve O-ringleri hasar açısından inceleyin. Valfin işlevselliğini doğrulamak için merkez kayar makarayı itin. Yabancı partikülleri gidermek için solvent ve basınçlı hava ile temizleyin. Yeniden takın ve ardından valfi test edin.
Yüksek basınç pompası kartuşu arızalı veya aşınmış, bu da akış ve basınç kaybına neden oluyor.
Yüksek basınç tahliye kartuşu tertibatını manifold bloğundan çıkarın ve O-ringleri hasar açısından inceleyin. Valfin işlevselliğini doğrulamak için merkez kayar makarayı itin. Yabancı partikülleri gidermek için solvent ve basınçlı hava ile temizleyin. Yeniden takın ve ardından valfi test edin.
Gerektiği gibi inceleyin ve değiştirin.
11. Hidrolik pompa gürültülü
Neden
Çözüm
Hidrolik sıvı seviyesi düşük.
Baskı koçu yukarı konumdayken sıvı seviyesini kontrol edin. Gerekirse, gözetleme göstergesinde görünene kadar sıvı ekleyin.
Pompa giriş emiş süzgeci tıkalı veya tıkanmış.
Sıvı durumunu kontrol edin. Hidrolik süzgeci, sıvıyı ve hidrolik filtreyi gerektiği gibi değiştirin.
Hidrolik giriş boruları veya bağlantıları gevşek, bu da pompanın hava almasına neden oluyor.
Mil contasında aşınma veya hasar olup olmadığını kontrol edin. Gerekirse değiştirin.
Boru bağlantılarını, pompadaki O-ring ile giriş flanşını kontrol edin ve giriş flanşı cıvatalarını sıkın.
Mil contasında aşınma veya hasar olup olmadığını kontrol edin. Gerekiyorsa değiştirin.
12. Çalışma modları bir sonraki ayara geçmeyecektir
Neden
Çözüm
EDIT seçici anahtarı LOCK olarak ayarlanmıştır.
Yazılı iş işletim prosedürünü doğrulayın ve uygunluk için işletim modunu değiştirin.
13. CNC ölçümü çalışmıyor / arızalı
Neden
Çözüm
Yanlış CNC ölçme arayüzü
Arayüz belgelerini ve kurulumu doğrulayın. Abkant pres arayüzü gereksinimlerini onaylamak için fabrika servisiyle iletişime geçin.
14. Abkant presin ana motoru çalıştırılamıyor
Sebepler:
Ana motorun başlatma devresi, acil durdurma düğmesinin serbest bırakılmaması, gevşek kablo bağlantıları veya 24V kontrol gücünün olmaması gibi çeşitli faktörler nedeniyle arızalanabilir.
Ayrıca, termal röleler, devre kesiciler ve AC kontaktörleri gibi ana motorun başlatma sistemiyle ilgili bileşenler arızalanabilir veya hasar görebilir, bu da başlatma devresinin arızalanmasına yol açabilir.
Güç sorunları;
Çözümler:
Acil durdurmanın ana motorun başlatma devresini serbest bırakıp bırakmadığını, gevşek kablolamayı, 24V kontrol gücünü kontrol edin;
Ana motorun başlatma devresi arızasının nedenini belirlemek için, başlatma devresinin bileşenlerini aşırı yük koruması açısından incelemek gerekir. Eğer varsa, aşırı yükün nedenlerini analiz etmek ve bileşenlerin hasar görüp görmediğini kontrol etmek önemlidir.
Üç fazlı gücün normal olup olmadığını kontrol edin;
15. Abkant pres koçu hızlı bir şekilde aşağı indirilemez
Sebepler:
Koç rayı ayarı çok sıkı;
Arka dayama ekseni yerinde değil;
Koç, üst ölü nokta konumunda değil;
Ayak pedalı sinyalleri modüle girmedi;
Oransal servo valfin arızası;
Çözümler:
Koç rayının uygun olup olmadığını kontrol edin;
Sorunu gidermek için, kontrol ünitesinde X ekseninin gerçek konumu için bir imleç olup olmadığını kontrol etmek veya arka dayama programlama değeri ile gerçek değerin manuel arayüzde eşleşip eşleşmediğini doğrulamak gerekir.
Kontrolörde, Y ekseninin durumu "1" olarak ayarlanmalıdır. "6" olarak ayarlanmışsa, Y ekseninin gerçek koordinatlarını kontrol etmek gerekir. Değer, Y ekseni ile dönüş konumu arasındaki farktan daha az olmalıdır.
Elektrik şemalarına göre, ayak pedalının giriş sinyallerinin normal olup olmadığını kontrol edin;
Oransal servo valf geri beslemesinin normal olup olmadığını kontrol edin;
16. Abkant ram bükülemiyor veya bükme hızı çok yavaş
Sebepler:
Ram hız dönüştürme noktasında değil;
Y ekseni bükme parametreleri seti iyi değildir;
Programlama, takım tezgahı parametre ayarları, hidrolik gibi basınç yeterli değildir;
Çözümler:
Y ekseni durumunun "2 "den "3 "e olup olmadığını kontrol edin, Y ekseni gerçek değeri hız dönüştürme noktası değerinden büyük olmalıdır, değilse hızlı ileri sarma kısmının parametrelerini ayarlamanız gerekir;
Y ekseni bükme parametrelerinin bir kısmını yeniden ayarlayın;
Sorunu daha fazla teşhis etmek için, programlama işleminin yanlış olup olmadığını veya parametre ayarlarının yanlış olup olmadığını veya hidrolik sorunlar olup olmadığını kontrol etmek önemlidir. Bunu yapmak için, ana basınç ve oransal basınç valfi sinyalini tespit etmek üzere bir basınç göstergesi ve multimetre kullanabilirsiniz. Ardından, oransal basınç valfi ve ana valfin sıkışıp sıkışmadığını kontrol edin, filtreyi ve yağı inceleyin ve son olarak pompayı ve kaplinini kontrol edin.
17. Koç, aşağıdaki işlemler sırasında geri dönemez bükme süreci
Sebepler:
Yük olmadan geri dönemiyor, belki parametre sorunu veya hidrolik arızası;
Bükme sırasında geri dönemiyor, iş parçası açısı ayarlanan değeri karşılamıyor;
Bükme sırasında geri dönülemiyor, iş parçası açısı ayarlanan değeri aştı;
Çözümler:
Y ekseni sorunlarını çözmek için, Y ekseni parametrelerinde ve bükme parametrelerinde gerçek koşullara göre hata ayıklamak önemlidir. Kazanç çok küçükse, koç düzgün veya hiç bükülmeyebilir ve çok büyükse, koç sallanabilir. Parametreler, koçun sallanmayacağı veya biraz daha yüksek bir kazanca sahip olacağı şekilde ayarlanmalıdır.
Ek olarak, sol ve sağ valf için sapma ayarlarının da diyagnostik prosedürü sırasında ayarlanması gerekebilir. Y ekseni çok küçükse konumuna ulaşamayabilir ve çok büyükse boşaltma yapamayabilir. Hidrolik arıza durumunda, ana basıncı kontrol etmek ve PV valfi S5'in güç konumuna getirilip getirilmediğini doğrulamak gerekir.
Y ekseni parametresinin kazanç ayarının çok küçük olması mümkündür, bu ayar uygun şekilde artırılabilir. Alternatif olarak, basınç yeterli olmayabilir ve basınç eksikliğinin nedenini analiz etmek gerekir. Bu, programlama veya hidrolik faktörlerden kaynaklanıyor olabilir.
Programlama faktörleri arasında kalıp seçimi, plaka kalınlığı, malzeme, iş parçası uzunluğu, bükme yöntemi vb. yer alır. Öte yandan, hidrolik faktörler arasında hidrolik pompa sızıntısı, oransal basınç valfinde kirlenme veya hasar, tıkalı bir filtre veya kirli yağ bulunur.
Temel olarak programlama ve çalıştırma nedenleri, programı ve iş parçasını kontrol edin;
Geri basınç valfinin basıncı yanlış veya iki taraf arasında dengesiz olabilir. Geri basınç ayarı çok küçükse, koç yavaşça düşebilir ve çalışma sırasında sallanabilir. İki taraf arasındaki geri basınç dengesizliği, çalışma sırasında koçun bükülmesine neden olabilir.
Çözümler:
Kılavuz boşluğunu yeniden ayarlayın;
Yeniden kilitleme, kilit somunu ve vida çok gevşekse değiştirilmesi gerekir;
Eğer bir referans eğrisi varsa, referans eğrisine göre ayarlanmalıdır;
Sadece BOSCH, REXROTH valfi ayarlanabilir, ancak dikkatli olmak gerekir;
Geri basınç valfinin basıncını ayarlamak için basınç göstergeleri kullanın ve iki tarafı tutarlı hale getirin;
19. Ana motor otomatik olarak durur, ısı rölesi, devre kesici koruması
Sebepler:
Oransal basınç valfi, ana valf sıkışmıştı, makine basınç ekleme durumundaydı;
Filtre tapası tıkalı, yağ hareketi düzgün değil, pompa basıncı yüksek;
Petrolün çok uzun süre kullanılması kirliliğe yol açmıştır;
Sistem tarafından kontrol edilen basınç çıkışının arızalanması ve yanlış sinyal gönderilmesi, böylece oransal basınç valfinin her zaman çalışması;
Çözümler:
Oransal basınç valfinin, ana valfin temizlenmesi;
Filtreyi değiştirin ve yağın kirlilik derecesini kontrol edin;
I3, yağ filtresini hemen değiştirin;
Önerilen yağ ile değiştirildi;
Devre kesiciyi, aşırı ısınma anahtarını değiştirin;
Sistem çıkışını kontrol edin;
20. Hidrolik valf sıkışmış
Sebepler:
Petrolün çok uzun süre kullanılması kirliliğe yol açmıştır;
Düşük kaliteli yağ;
Yağ tankının ağzındaki kauçuk kaplama eskiyor;
Çözümler:
Yağı zamanında değiştirin;
Önerilen yağı değiştirin;
Yağa dayanıklı kauçuk tabakayı değiştirin;
21. Pres fren silindiri düşüşü
Sebepler:
Geri basınç valfi, kaldırma valfi kirli veya hasarlı;
Geri basınç küçüktür;
Glyd lap gerginliği, aşınma;
Silindir iç duvarı hasarlı;
Koç herhangi bir konumda durursa ve yavaşça düşerse, 5 dakika 0,50 mm'den daha az düşerse, o zaman normaldir, bu fenomen esas olarak hidrolik yağ özelliklerinden kaynaklanır;
Çözümler:
Geri basınç valfini temizleyin, valfi kaldırın, hasar varsa değiştirin;
Geri basınç valfi üzerindeki basıncı standarda göre yeniden ayarlayın;
Glyd halkasını değiştirin ve Gglyd halkasının gerilme ve aşınma nedenlerini kontrol edin;
Genellikle yağ kirliliği nedeniyle silindiri, sızdırmazlık halkasını değiştirin;
Her iki taraftaki geri basınç tutarsız, geri basınç ayarı yüksek olabilir;
Çözümler:
Tutarlılığı korumak için geri basıncı belirtilen değere ayarlayın;
23. Ram hız geçiş noktasında çok uzun süre bekliyor
Sebepler:
Tank emme portu sızıntısı;
Kötü montaj gibi dolum vanası arızaları, vana çekirdeğinin sıkışmasına neden olur veya yay gerginliği yeterli değildir;
Y ekseni parametreleri kümesi iyi değil;
Çözümler:
Lastik tabakanın sızdırmazlığını kontrol edin, kapağı buraya yeniden takın;
Doldurma valfi kurulumunu kontrol edin, valf çekirdeğinin çalışmasını kontrol edin, yay gerginliğini kontrol edin;
Y ekseni parametrelerini ayarlayın;
24. İş parçasının uzunluğu ve bükülme açıları çok fazla değişiyor
Sebepler:
Makine ataleti parametre ayarı uygun değil;
Tabaka malzemesi;
Çözümler:
Makine atalet parametrelerini yeniden ayarlayın;
Sac malzemesini kontrol edin;
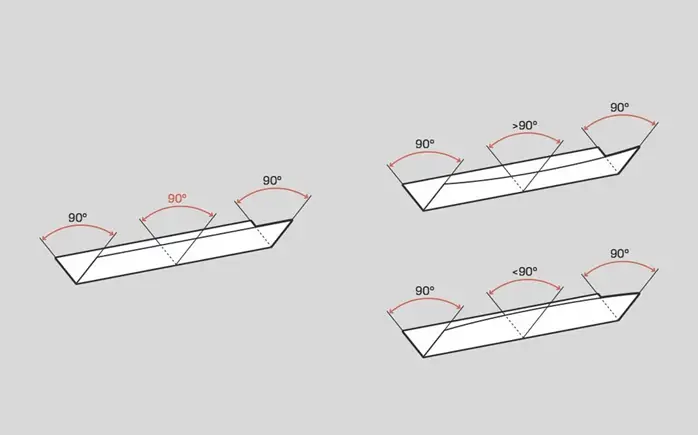
25. İş parçası çok yönlü bir bükülmeye sahip olduğunda, kümülatif hatanın boyutu çok büyük hatalara sahiptir
Sebepler:
İş parçasında çok fazla bükme adımı vardır, bu da büyük bir biriktirme hatasına neden olur;
Makul olmayan bükme emri;
Çözümler:
Her bir bükümün doğruluğunu ince ayarlayın, böylece açı negatif farkta mümkün olduğunca uzak, boyut mümkün olduğunca doğru olur;
Mümkünse bükme sırasını ayarlayın;
26. Otomatik olarak hesaplanan basınç pres fren kontrolörü kalıp empedansından daha büyüktür
Sebepler:
Seçimi alt kalıp programlama modu sırasında mantıksızdır;
Kalıp empedansı seti doğru değil;
Programlama bükme yöntemi yanlış seçilmiştir;
Malzeme parametreleri, birim seçimi gibi makine sabit parametreleri değiştirilir;
Çözümler:
Seçmelisiniz abkant pres takımları plaka kalınlığı ile alt kalıbın V yuva genişliği arasındaki ilişkiye göre belirlenir;
Doğru kalıp empedansı seti;
Programı kontrol edin;
Takım tezgahı sabit parametrelerini kontrol edin;
27. Büyük dairesel yay bükme programlanırken, sistemin yavaş veya ölü olduğu hesaplanır
Sebepler:
X değerinin programlanan değeri, parametredeki X ekseninin maksimum değerini aşıyor;
Çözümler:
Programı kontrol edin;
28. Abkant pres hidrolik yağ sıcaklığı çok yüksek
Sebepler:
Filtre tıkanması, yağ kirliliği, bozulma vb. gibi hidrolik arızalar;
Yüksek baskı altında uzun saatler çalışma;
Çözümler:
Filtreyi, yağı kontrol edin, gerekirse değiştirin;
Uzun saatler boyunca yüksek baskı altında çalışmanın nedenlerini, gerçek ihtiyaçlar mı yoksa başka nedenler mi olduğunu kontrol edin;
29. Üretilen iş parçasının açıları doğru değil
Sebepler:
Hata çok büyükse, programlama hatası, ram bağlantısı gevşemesi, ızgara cetveli arızası olabilir;
Küçük bir hata varsa, kontrolördeki parametreleri düzeltebilirsiniz, değişiklik stabil çalıştıktan sonra, o zaman normaldir;
Sık sık değişen dengesiz açı, koç gevşekliğinden, ızgara cetveli arızasından, metal malzemelerden kaynaklanabilir;
Çözümler:
Sorunu gidermek için çalışma prosedürlerini gözden geçirmek ve prosedürlerdeki kalıp, malzeme, kalınlık, iş parçası uzunluğu ve bükme modunun gerçek işlemle eşleşip eşleşmediğini kontrol etmeye odaklanmak önemlidir. Ayrıca, koç bağlantısının güvenli olup olmadığını ve ızgara bağlantısının sağlam olup olmadığını incelemek önemlidir.
Çalışma sırasındaki küçük hatalar, programlanan malzeme kalınlığı ile kullanılan gerçek kalınlık arasındaki farklar, malzeme homojenliği, kalıp aşınması ve operatörle ilgili nedenler gibi çeşitli faktörlerden kaynaklanabilir.
Sorunun nedenini belirlemek için, Y ekseni yeniden konumlandırmasının doğruluğunu kontrol etmek gerekir. Ayrıca, ram bağlantısının ve ızgara bağlantısının normal olup olmadığını inceleyin. Bunlar normalse, sorun plaka malzemesinden kaynaklanıyor olabilir.
30. Üretilen iş parçası boyutu doğru değil
Sebepler:
Kararsızlık boyutundaki sık değişiklikler, abkant pres makinesinin güç kaynağı, servo sürücü, servo motor kodlayıcı ve ilgili kablolar, sistemler, vida mekanik bağlantısı ve triger kayışı (tekerlek) gibi faktörlerden kaynaklanabilir.
Boyuttaki istikrarlı sapmalar çoğunlukla paralellikten ve düzlük ve arka durdurucunun paralelliği ve dikey derecesi.
Bükme kenarını kullanarak konumlandırma yaparken, bükme açısı 90 dereceden büyükse, küçük bir konumlandırma mesafesine neden olabilir.
Çözümler:
Genellikle 0,02 mm'den az olması gereken arka dayama ekseni tekrar konumlandırmasının doğruluğunu kontrol etmek önemlidir. Önemli bir sapma varsa, olası faktörleri belirlemek ve bunları ele almak gerekir. Sorun servo sürücü, servo motor enkoderi veya kontrolörden kaynaklanıyorsa, en iyisi abkant pres üreticisi.
Sorunu çözmek için, önce kirişin paralelliğini ve düzlüğünü kontrol etmek ve ardından arka durdurucunun paralelliğini ve dikey derecesini kontrol etmek önemlidir.
Bükme kenarı kullanılarak konumlandırma yapılıyorsa, bükme açısının 90 dereceyi geçmemesine dikkat edilmesi önerilir.
31. İş parçası büküldükten sonra bükme konumunda deforme olur
Sebepler:
Deformasyonun nedeni öncelikle hızlı bükme hızından kaynaklanır, bu da elin iş parçasının bükme deformasyonuna ayak uyduramamasına neden olur.
Çözümler:
Sorunu çözmek için bükme hızını azaltmak ve ellerin iş parçası ile birlikte hareket etmesini sağlamak gerekir.
32. Uzun iş parçasının bükülme açısı tutarlı değildir
Sebepler:
Sorun, bir ucu kalın ve diğer ucu ince olan malzeme kalınlığındaki tutarsızlıklardan kaynaklanıyor olabilir.
Sorun, zımbanın bir ucunun diğerinden daha yüksek olması gibi tutarsız bir yükseklikten kaynaklanıyor olabilir.
Sorun düzensiz bir orta bloktan kaynaklanıyor olabilir.
Çözümler:
Lütfen geri bildirimde bulunun Lazer Kesim departmanına başvurun ve malzeme seçimine gereken özenin gösterildiğinden emin olun. Ayrıca, abkant zımbasını değiştirin ve orta bloğu gerektiği gibi ayarlayın.
33. Bazen iş parçası aşağıdaki işlemler sırasında deforme olur Z-bükme
Sebepler:
Bükme işlemi sırasında, iş parçasının arka ucu eğri boyunca yükselir ve arka parmakla temas ederek sıkışmasına neden olur. Sonuç olarak, iş parçası bükme işleminden sonra deforme olur.
Çözümler:
Arka durdurucunun arkadan çekme işlevini benimseyin.
34. Ortasındaki kare deliğin kenarı sac metal bükme çizgisine çok yakın olması, iş parçasının tamamen bükülememesine neden olur.
Sebepler:
İş parçasının kenarından iş parçasının kenarına olan mesafe bükme hattı kalıptaki V açıklığının yarısından daha küçüktür, bu da bükülmesini imkansız hale getirir.
Çözümler:
Malzemeyi bükme çizgisine kadar taşlayın.
Önce bükme çizgisine bastırın ve sonra bükün.
35. İş parçası üzerinde bir delik var ve bükme hattına çok yakın. Doğrudan bükülürse delik deforme olacaktır.
Çözümler:
Önce çizgiyi bastırın ve sonra bükün.
Bir satır kesip eğilme pozisyonu malzemenin çekilmesini önlemek için bir lazer kesici ile.
Üretim küçük partiler içeriyorsa ve iyi bir son işlem gerektiriyorsa, delik açma ve bükme için bir lazer kesim makinesi kullanılması önerilir. Son olarak, tüm genişletme işlemini tamamlayın.
36. Küçük bükme boyutu konumlandırmayı zorlaştırır ve zımba arka parmağa kolayca bastırılır
Sebepler:
Bükülmenin boyutu, kalıp içindeki V şeklindeki açıklığın merkez hattından iş parçasının kenarına kadar olan mesafe aralığındadır, bu da kalıp normal yönünde takılırsa konumlandırmayı zorlaştırır. Ters takılırsa, zımba arka parmağa doğru bastıracaktır.
Çözümler:
Delgiden kaçınmak için kalıbı ters takın ve arka durdurucunun önüne bir conta yerleştirerek geri çekilmesini sağlayın.
Diğer ucun boyutu doğruysa, o konumda konumlandırma yapmak mümkündür. Kalıbı ters konumda takmayı unutmamak önemlidir.
37. Bükme flanşı düz değil ve boyut dengesiz
Sebepler:
Tasarım sürecinde pres hatları ve ön bükme dikkate alınmamıştır.
Baskı kuvveti yetersiz.
Dışbükey ve içbükey kalıplardaki açısal aşınma asimetriktir veya bükme kuvveti eşit değil.
Elastik basınçla bükülürken ve deliklerle konumlandırılırken, içbükey kalıp yüzeyi ile parçaların dış yüzeyi arasındaki sürtünme nedeniyle dirseğin dış kısmı çekilebilir ve konumlandırma deliklerinin deformasyonuna neden olabilir.
Çözümler:
Şekil bükmeyi benimseyin
Ejektör plakasının basıncını arttırın
Bükme sırasında parçaların kaymasını önlemek için, sürtünme kuvvetini artırmak amacıyla ejektör plakasına bazı sert noktalar veya tanecikler ekleyin.
41. Kavisli yüzey daha ince sıkıştırılmıştır
Sebepler:
İçbükey kalıbın yuvarlak açısı çok küçük
Dışbükey ve içbükey kalıplar arasındaki boşluk çok küçük
Çözümler:
İçbükey kalıbın yarıçapını artırın
Dışbükey ve içbükey kalıplar arasındaki boşluğu düzeltin
42. İş parçasının uç yüzü şişkin veya düzensiz
Sebepler:
Bükme sırasında, malzemenin dış yüzeyi dairesel bir yönde çekilerek büzülme deformasyonuna neden olurken, iç yüzey dairesel bir yönde bastırılarak uzama deformasyonuna neden olur. Bu, eğilme uç yüzeyinin eğilme yönü boyunca çıkıntı yapmasına neden olur.
Çözümler:
Zımba, damgalamanın son aşamasında yeterli basınç altında olmalıdır
İçbükey kalıp yarıçapını parçaların dış köşesine karşılık gelecek şekilde yapın
Ek süreç iyileştirme
43. İçbükey parçanın alt kısmı düzensizdir
Sebepler:
Malzemenin kendisi düzensiz
Üst plaka ve malzeme arasındaki temas alanı küçük veya malzeme çıkarma kuvveti yetersiz
İçbükey kalıpta fırlatma cihazına gerek yoktur
Çözümler:
Tesviye malzemeleri
Fırlatma kuvvetini artırmak için fırlatma cihazını ayarlayın
Ejektör cihazı veya kalibrasyon ekleyin
Yeniden şekillendirme prosedürü ekleyin
44. Bükme sonrası birbirine zıt iki deliğin eksen kayması
Sebepler:
Malzeme geri sıçrar ve bükme açısı böylece merkez çizgisi yanlış hizalanır.
Çözümler:
Kalibrasyon prosedürü ekleyin
İyileştirme bükme kalıbı malzeme esnekliğini azaltmak için yapı
45. Bükme işleminden sonra delik konumunun hassasiyeti garanti edilemez
Kalibrasyon prosedürü ekleyin veya bükmeyi iyileştirin kalıp şekillendirme yapı
Teknik yöntemleri değiştirin veya teknik konumlandırma süreci ekleyin
46. Eğri çizgi iki deliğin merkezine paralel değildir
Sebepler:
Bükme yüksekliği minimum bükme sınırı yüksekliğinden daha az olduğunda, bükülen parça genişleyecektir.
Çözümler:
Bükme parçalarının yüksekliğini artırın
Bükme tekniğini geliştirin
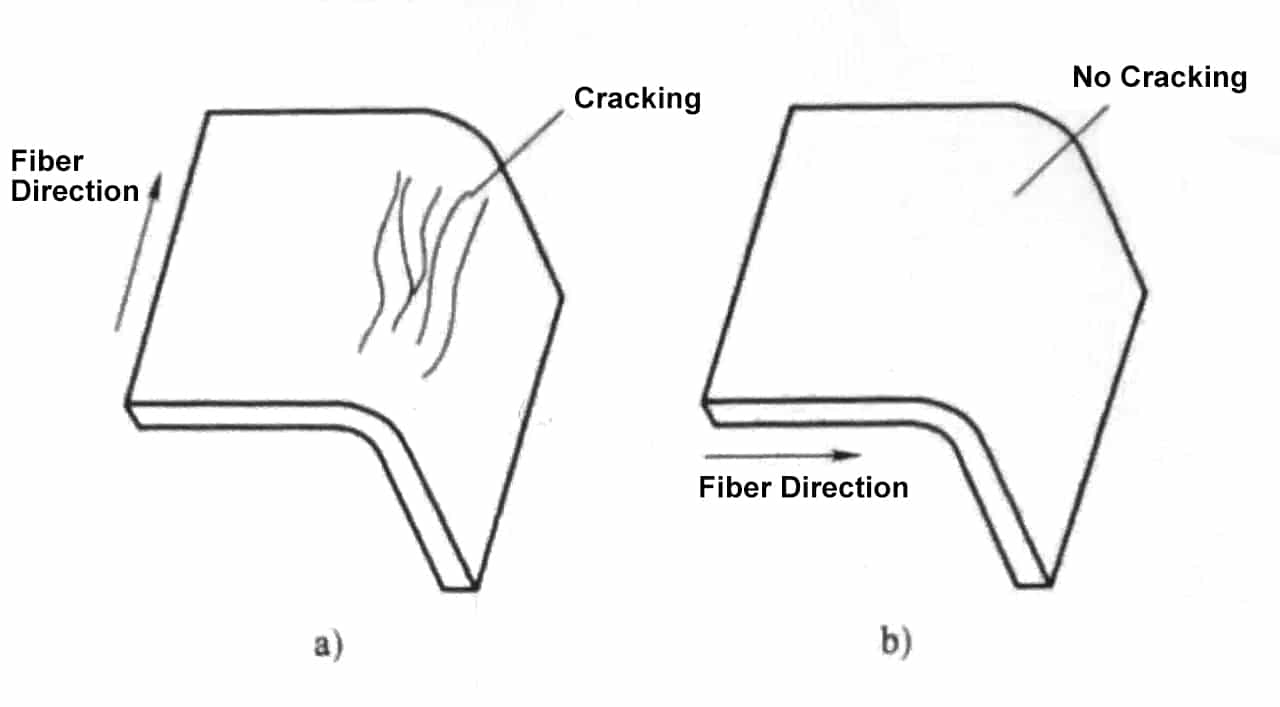
47. Bükülmüş parçanın genişlik yönünde bir yay sapması vardır
Sebepler:
Burulma ve sapma, çekme derinliğinin tutarsızlığı ve bileşenin genişlik yönündeki büzülme nedeniyle üretilir.
Çözümler:
Bükme basıncını artırın
Kalibrasyon prosedürü ekleyin
Malzeme tane yönü ile bükme yönünün belirli bir açıya sahip olduğundan emin olun
48. Kesik çentikli parçalar aşağı doğru bükülür
Sebepler:
Kesilen çentik, iki düz kenarı sola ve sağa doğru açarak parçanın alt kısmında bir sapmaya neden olur.
Çözümler:
Bileşen yapısını iyileştirin
Teknoloji miktarı bükülme payı insizyonu bağlamak için insizyonda arttırılır ve daha sonra büküldükten sonra kesilir
49. İş parçası büküldükten sonra deforme oldu
Sebepler:
Deformasyon esas olarak bükme makinesinin hızından kaynaklanmaktadır ve el makinenin hızına ayak uyduramamıştır.
Çözümler:
Bükme makinesinin hızını azaltın, elde tutulan iş parçası makinenin çalışmasıyla aynı hıza sahiptir.
50. Daha uzun iş parçası için, iki uçta büyük bir açı ve küçük bir açı olacaktır
Sebepler:
Malzeme kalınlığı tutarsız, bir ucu kalın bir ucu ince.
Kalıp aşınması düzensiz, her iki uçta farklı yükseklikte.
Orta blok dengeli değil, aynı seviyede değil.
Çözümler:
Lazer veya NCT'ye geri bildirimde bulunun, aşağıdaki hususlara dikkat etmesine izin verin malzeme seçimi.
Zımba kalıbını değiştirme
Orta bloğu ayarlayın.
51. CNC bükme makinesi ile Z şeklini bükerken, bazı parçalar deforme olacaktır
Sebepler:
Bunun başlıca nedeni, iş parçasının yukarı bükülme hareketi, arka durdurucuya çarpması ve sıkışarak deformasyona yol açmasıdır.
Çözümler:
Arka göstergeyi geri çekin.
52. Bükme boyutu küçük, kötü konumlandırma, kalıbın arka göstergeye basması kolaydır
Sebepler:
Alt kalıp, V merkez hattından kalıbın kenarına kadar olan mesafe boyunca konumlandırılamaz.
Çözümler:
Kalıbı başka bir şekilde takın. Arka göstergeden önce bir conta (en fazla 3t) ekleyin, böylece arka gösterge üst kalıptan kaçınabilir.
Diğer uç boyutu ≧ 3 ise, diğer ucun da kalmasını sağlayabilir ve alt kalıbı başka bir şekilde monte edebilirsiniz.
53. Koç ve kılavuz ray arasında çok büyük bir boşluk, anormal bir ses çıkarır.
Sebepler:
Bu tip arızalar, rayların uzun süre kullanılmasından, aşınma nedeniyle artan boşluktan kaynaklanmaktadır.
Çözümler:
Kılavuz plakanın aşınma derecesini kontrol etmek, aşınma derecesine bağlı olarak ray plakasının değiştirilip değiştirilmeyeceğini belirlemek, gereksinimleri karşılamak için boşluğu yeniden ayarlamak gerekir.
54. Arka göstergenin iletim arızası.
Sebepler:
Tahrik mili triger kasnağının triger kayışından ayrıldığı veya kayış kaydığı için arka dayamalı şanzıman arızalanır.
Çözümler:
Bu arıza, zincir ve triger kayışının yeniden monte edilmesini ve ardından elektrik bölümünün kontrol edilmesini gerektirir.
55. Arka mastarın çapraz kiriş kılavuz rayı ile kalıp merkez hattı arasında çok fazla paralel yanlış hizalama.
Çözümler:
Böyle bir başarısızlığın "X" eksenini serbest bırakması gerekir senkron kayış, paralellik tolerans aralığına yeniden ayarlayın, senkron kayışı yeniden takın.
56. Silindir ve koç bağlantısının gevşemesi, bükme açısının doğru olmamasına veya makinenin referans noktasını bulamamasına neden olur.
Çözümler:
Bu tür bir hata, sıkılmış koçbaşının ve silindir bağlantı somununun yeniden kontrol edilmesini gerektirir.
Oransal tahliye vanası solenoid bobininin açık olup olmadığını kontrol edin. Elektromanyetik bobin voltajı gereksinimleri karşılıyorsa. Yukarıdaki nedenlerden dolayı, lütfen ilgili elektrikli parçaları kontrol edin.
Kartuş valfinin sıkışıp sıkışmadığını veya ana makaranın sıkışıp sıkışmadığını ve nemli deliğin tıkanıp tıkanmadığını kontrol edin. Sebep buysa, lütfen tahliye vanasını çıkarın ve temizleyin.
üç fazlı güç fazı modülasyonu, motorun tersine dönmesine neden olur.
58. Ram hızı hızlıdan yavaşa dönüyor, çok uzun süre duraklıyor.
Çözümler:
Depo yağ yüzeyinin çok düşük olup olmadığını, dolum ağzının su altında kalıp kalmadığını kontrol edin. Hızlı ilerlerken silindir haznesi sıvı ve hava ile dolar ve bu da yetersiz doluma neden olur. Yukarıdaki nedenlerden dolayı, tank yağı tamamen dolana kadar dolum ağzının 5 mm üzerindeki dolum tankına eklenebilir.
Hızlı ileri sarma hızının yetersiz doluma neden olacak şekilde çok yüksek olup olmadığını kontrol edin. Yukarıda açıklanan nedenlerden dolayı, sistem parametrelerini değiştirerek hızlı ileri sarma hızını azaltabilirsiniz.
Doldurma valfinin tamamen açık olup olmadığını kontrol edin, eğer yağ kirliliğinden kaynaklanıyorsa valf makarası esnek değildir ve takılma sorunu yetersiz yağ dolumuna neden olur. Doldurma valfini temizlemeniz ve yeniden takmanız, makarayı esnek hale getirmeniz gerekir.
59. Ram normal döner, hızlı ileri normal, manuel yavaşlayamaz, bükülme zayıf.
Çözümler:
Yağ devresini kontrol eden ters çevirme valfinin düzgün çalışıp çalışmadığını kontrol edin. Eğer öyleyse, doldurma valfinin kapanmamasına neden olur, böylece üst hazne ve tank doldurma portu bağlanır, basınç oluşturamaz. Valfin düzgün çalışmamasının nedeni enerji verilmemesi veya sıkışmış olmasıdır.
Doldurma valfinin sıkışıp sıkışmadığını kontrol edin, eğer öyleyse, lütfen doldurma valfini temizleyin, makaranın esnek olması için yeniden takın.
60. Ram dönüş hızı çok yavaş.
Sebepler:
Yüksek geri dönüş basıncı gibi arızalar esas olarak doldurma vanasının açık olmamasından kaynaklanır. Bu olgu, yukarıdaki arızanın mantığının tam tersidir 3.
Çözümler:
Bu, arıza 3'ün çözümüne atıfta bulunularak ele alınabilir.
61. CNC bükme makinesinin pompasını çalıştırdıktan sonra, düşük voltaj bağlantı kesme anahtarları.
Çözümler:
Bu tür arızalar için aşağıdaki kontroller gereklidir:
Güç kaynağı eksikliği olgusunu kontrol edin.
Pompa motor akımının çok büyük olmasına neden olan yüksek basınç filtresi tıkanıklığı olup olmadığını kontrol edin.
Düşük voltaj anahtarının çok küçük ayarlanıp ayarlanmadığını kontrol edin.
62. CNC'yi başlattıktan sonra abkant preslerdönüş sırasında referans noktası bulunamaz.
Çözümler:
Izgara cetvelinin okuma kafası bağlantı parçaları gevşeyerek okuma kafasının dönüş stroku sırasında ızgara cetvelindeki referans noktasıyla hizalanmamasına neden olabilir. Bu durumda, silindir strokunu aşmıştır ve pompa aşırı yük altında çalışmaktadır. Bu sorunu çözmek için, silindir üzerindeki kırmızı durdurma düğmesine basın. CNC sistemi referans noktasını durdurmak için. Izgara cetvelini sabitlemek için konektörü yeniden bağlayın, manuel moda geçin ve alt kalıpla hizalanana kadar koçu manuel olarak indirin. Ardından referans noktasına geri dönün ve sorunu giderin.
Operatör son işlemden sonra abkant pres makinesini düzgün bir şekilde kapatmadıysa ve makineyi kapatmadan önce koçu üst ölü nokta konumunda durdurmadıysa CNC abkant presram, bir sonraki başlatma sırasında üst ve alt kalıbın üst üste binme konumunda olabilir. Bu, sistemin referans noktası işlemi sırasında referans noktasını bulamamasına neden olacaktır.
Bu sorunu çözmek için sistemi manuel moda geçirin ve koçu üst ve alt kalıbın çakışma konumuna manuel olarak ayarlayın. Ardından yarı otomatik veya otomatik moda geçin ve referans noktasını yeniden konumlandırın.
63. DNC60 veya DNC600 CNC bükme makinesi için CNC sistemi görüntülenmedi, gri-beyaz programlama tuşu gösterge ışığı yanıp sönüyor.
Sebepler:
Bu arıza tipik olarak kontrol ünitesi operatörünün ürün programlama işlemi sırasında kullanılmayan ürün programlarını derhal ve tamamen temizlememesinden ve bunun yerine doğrudan önceki ürünün programını değiştirmesinden kaynaklanır.
Bu davranışın tekrarlanması, sistemin tampon belleğinin programlarla dolmasına ve sistem programının düzgün çalışmamasına neden olabilir.
Çözümler:
Sorunu çözmek için önce ana motor gücünü kesin. Ardından, klavyedeki "+ +" ve "- -" tuşlarına aynı anda basın. Son olarak, sistemi başlangıç durumuna döndürmek için gücü tekrar açın.
Ardından, temizlenecek öğeyi belirtmek için "1" girerek projeyi temizleyin. "817" şifresini girdikten sonra onaylamak için enter tuşuna basın. Ekranda işlemin gerçekleştirildiğini belirten bir uyarı görüntülenecektir. Bu noktada, projeyi temizlemek için gerekli adımlar tamamlanmıştır.
64. CNC bükme makinesi ızgara cetvelinin "sayımı doğru değil" bükme açısı hatasına neden olur.
Sebepler:
Bu arıza öncelikle "Y1" ve "Y2" eksenlerindeki yeniden konumlandırma doğruluğu hatalarının kümülatif artışından kaynaklanır ve bükme işleminden sonra iş parçasının açı hatasında bir artışa yol açar. Açısal hatadaki bu artış, önceki hataların üzerine inşa edilir ve esas olarak ızgara cetveli geri besleme sinyalinin darbe kaybetmesinden kaynaklanır.
Çözümler:
Bu sorunu çözmek için ızgara cetvelini çıkarın ve iyice temizleyin. Toz ve titreşimleri azaltmak için önlemler alın. Makul bir montaj seviyesi sağlamak için ızgara cetvelini yeniden tasarlayın ve yeniden monte edin. Izgara cetveli hasar görmüşse, onarım veya değiştirme için üreticiye iade edilmelidir.
65. Ürün programlandıktan sonra, arka dayama "X" ekseni ve "R" ekseni için güvenli mesafe alarmı verilir.
Sebepler:
Bu tür bir arıza, öncelikle üst ve alt kalıplar arasındaki güvenli mesafe ayarlarının yanı sıra X ve R eksenleri için sınır konumlarının programlanan konumlarla çakışması nedeniyle meydana gelir. Güvenliği sağlamak için, bu ayarlar yanlışsa sistem bir alarm tetikleyecek ve çalışmayı önleyecektir.
Çözümler:
Sorunu çözmek için ürünü yeniden programlayın veya ürün parametrelerini ya da kalıp ayarlarını gereksinimleri karşılayacak şekilde değiştirin. Bu, alarmı kaldıracak ve çalışmaya izin verecektir.
66. Arka dayama X ekseni ve R ekseni, tahrik motorunda bir hata oluşuyor
Çözümler:
Bu tür bir arızayı gidermek için, önce cihazın elektrik kutusunu açın CNC bükme makine. Alarm kodu için sürücü ekranını kontrol edin ve kullanım kılavuzuna ve hızlı alarm koduna başvurarak alarmın nedenini belirleyin.
İki yaygın alarm vardır:
Alarm 16, tahrik motorunun aşırı yüklendiğini gösterir. X ekseni ve Y ekseni sürücülerinin esnekliğini, direncini ve mekanik limitini kontrol edin. Gerekirse, mekanik sorunları çözün.
Alarm 22, bir kodlayıcı geri besleme sinyali alarmını gösterir. Bunun nedeni "bağlantı" noktasındaki zayıf temas, lehimleme veya bağlantı kesilmesi ya da sinyal paraziti olabilir. Her bir sorunu tek tek kontrol edin.
67. Y1, Y2 bilgisayar ekranı konumu gerçek konumla eşleşmiyor.
Sebepler:
Bu tür bir hata esas olarak NC bükme makinesinin orijinal referans noktasındaki değişikliklerin doğru olmamasından kaynaklanmaktadır.
Çözümler:
Referans noktasını yeniden başlatmak için.
68. X, R ekseni kontrolör konumlandırması gerçek konumlandırma ile eşleşmiyor.
Sebepler:
Bu tür bir arıza, makine kapalıyken X ekseni ve R ekseninin konumundaki bir değişiklikten kaynaklanır. Bilgisayar kapanmadan önceki konumun hafızasını korur, bu da X ekseni ve R ekseninin gerçek ve kayıtlı konumları arasında bir tutarsızlığa yol açar.
Çözümler:
X ekseni R ekseni konumunun yeniden başlatılması gerekir.
69. Y1 ekseni ve Y2 ekseni konum sapması izin verilen senkronizasyon sapma mesafesini aşıyor, koç yukarı ve aşağı hareket edemiyor.
Sebepler:
Bu tür bir arıza, kapatma sırasında koç üst ve alt kalıp arasında konumlandırılmadığında meydana gelir ve zımbanın düşmesine neden olur. Sonuç olarak, Y1 ve Y2 eksenlerinin gerçek konumları limitlerini aşar.
Sorunu çözmek için Y1 ve Y2 eksenlerinin gerçek konumlarını ayarlayın. Kontrol ünitesi geçerli konum değerini göstermelidir. Ayarlama yapıldıktan sonra abkant pres normal şekilde çalıştırılabilir.
Çözümler:
Sorunu çözmek için, aşağıdaki denetleyicideki verileri artırın CNC pres fren makinesini orijinal değerinden 5 mm kadar düşürün. Ardından manuel moda geçin ve koçu manuel olarak indirin. Sistem konumu otomatik olarak düzeltecek ve normal çalışmaya dönecektir.
70. Oluşturulan parçanın her iki ucunda eşit olmayan açı
Neden
Çözüm
Metal kalınlığında farklılık.
Herhangi bir farklılığı telafi etmek için ram paralelini ofsetleyin.
Parçanın her iki ucundaki malzeme kalınlığını kontrol edin. Malzeme kalınlığı farklılığını telafi etmek için koçu paralel olarak kaydırın.
Herhangi bir takım farklılığını telafi etmek için ram paralelini ofsetleyin.
71. Şekillendirilmiş parçalarda tutarsızlık
Neden
Çözüm
Pres koçu, yatak ve takımlar pas önleyici ile kaplanmıştır.
Kalıp setini çıkarın, tüm parçaları solventle temizleyin, yeniden monte edin ve yeniden ayarlayın.
Takımlar pres yatağı kapağı üzerinde düz durmuyor
Boşluğu kalınlık mastarları ile kontrol edin. Pres yatağı ve takım arasında şim yapın veya gerekirse mekanik olarak düzeltin.
Aletler aşınmış.
Boşluğu kalınlık mastarları ile kontrol edin. Pres yatağı ve takım arasında şim yapın veya gerektiğinde mekanik olarak düzeltin.
72. Oluşturulan her parça uçtan uca tutarlı bir açı sergiler,ancak bölümden bölüme tutarsızlık var
Neden
Çözüm
Basın koçu serbest düşüyor
Pres koç yolları montaj ayarını kontrol edin.
Sökün ve hasarlı veya aşınmış makaralar, makaralar, yaylar veya kirletici maddeler olup olmadığını kontrol edin.
Sökün ve hasarlı veya yıpranmış makara inişlerini, makaraları, yayları veya kirletici maddeleri kontrol edin.
73. Oluşturulan her parça uçtan uca tutarsız bir açı sergiler
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Tüm metal işleme meraklılarının dikkatine! Abkant presiniz için uygun tonajı tahmin etmekten bıktınız mı? Başka yere bakmayın! Bu blog yazısında, abkant pres dünyasına dalacağız...
Abkant pres operatörleri çevremizdeki dünyanın şekillendirilmesinde çok önemli bir rol oynamaktadır, ancak yaptıkları iş risksiz değildir. Bu makalede, sektörden önemli güvenlik ipuçlarını inceleyeceğiz...
Abkant pres takımlarınız çok çabuk mu aşınıyor? Bu makale, takımlarınızın ömrünü uzatmak ve sac metal üretiminizde optimum performans sağlamak için gerekli onarım tekniklerini...
"Abkant pres" teriminin kökenini hiç merak ettiniz mi? Bu büyüleyici blog yazısında, "abkant pres" teriminin arkasındaki nedenleri ortaya çıkarmak için tarihte büyüleyici bir yolculuğa çıkacağız...
Sac metalin karmaşık şekillere nasıl ustalıkla büküldüğünü hiç merak ettiniz mi? Bu makalede altı tip abkant büküm prosesi incelenmektedir-katlama, silme, havalı büküm, alttan büküm, coining ve üç noktalı büküm. Siz...
Üretimin uçsuz bucaksız dünyasında bir makine dimdik ayakta durur: abkant pres. Hassasiyet ve güçle metali bükme ve şekillendirme kabiliyetiyle, vazgeçilmez bir makine haline gelmiştir...
Bir CNC abkant presin sorunsuz çalışmasını neyin sağladığını hiç merak ettiniz mi? Cevap hidrolik yağda yatıyor. Bu temel sıvı, makinenin optimum performansını ve uzun ömürlü olmasını sağlar. Makalemiz...
Bir abkant presin hidrolik silindirinin uygun şekilde onarılması, makine performansının ve güvenliğinin korunması için çok önemlidir. Hidrolik silindir tipik olarak bir piston, kovan, piston kolu ve vidadan oluşur....
Bir abkant presin bu kadar hassas bükümleri nasıl elde ettiğini hiç merak ettiniz mi? Bu makale, abkant pres eksenlerinin büyüleyici dünyasını keşfederek rollerinin ve işlevlerinin ardındaki sırları ortaya çıkarıyor. Nasıl olduğunu öğrenin...