12 Abkant Pres Kalıp Çeşitleri ve Kullanım Alanları
Basit bir metal levhanın nasıl karmaşık şekillere dönüştüğünü hiç merak ettiniz mi? Bu blog yazısı, abkant pres makineleri ve bükme kalıplarının büyüleyici dünyasına dalıyor. Üst zımba türlerini ve bunların benzersiz uygulamalarını keşfedin ve hassas bükümleri nasıl mümkün kıldıklarını öğrenin. Metal bükmenin ardındaki sırları çözmeye hazır olun!
Bükme, metal levhalarda hassas açısal deformasyonlar oluşturmak için abkant pres makinesi ve özel takımlar kullanan kritik bir sac metal şekillendirme işlemidir. Bu işlem, malzemeyi doğrusal bir eksen boyunca plastik olarak deforme etmek için kontrollü kuvvet uygulanmasını içerir.
Abkant pres takımları iki ana bileşenden oluşur: üst takım (zımba) ve alt takım (kalıp). Üst kalıp veya katlama bıçağı olarak da adlandırılan zımba, bükme kuvvetini uygulayan aktif bileşendir. İş parçasını destekleyen alt kalıp, bükme işlemi sırasında malzemenin akmasını sağlayan V şeklinde veya kanal şeklinde bir boşluğa sahiptir.
Uygun takımların seçimi, istenen büküm açısını, yarıçapı ve genel parça kalitesini elde etmek için çok önemlidir. Malzeme özellikleri, kalınlık ve büküm karmaşıklığı gibi faktörler zımba ve kalıp konfigürasyonlarının seçimini etkiler. Modern abkant presler genellikle hızlı kurulum değişikliklerine ve gelişmiş üretim esnekliğine olanak tanıyan değiştirilebilir takım sistemleri kullanır.
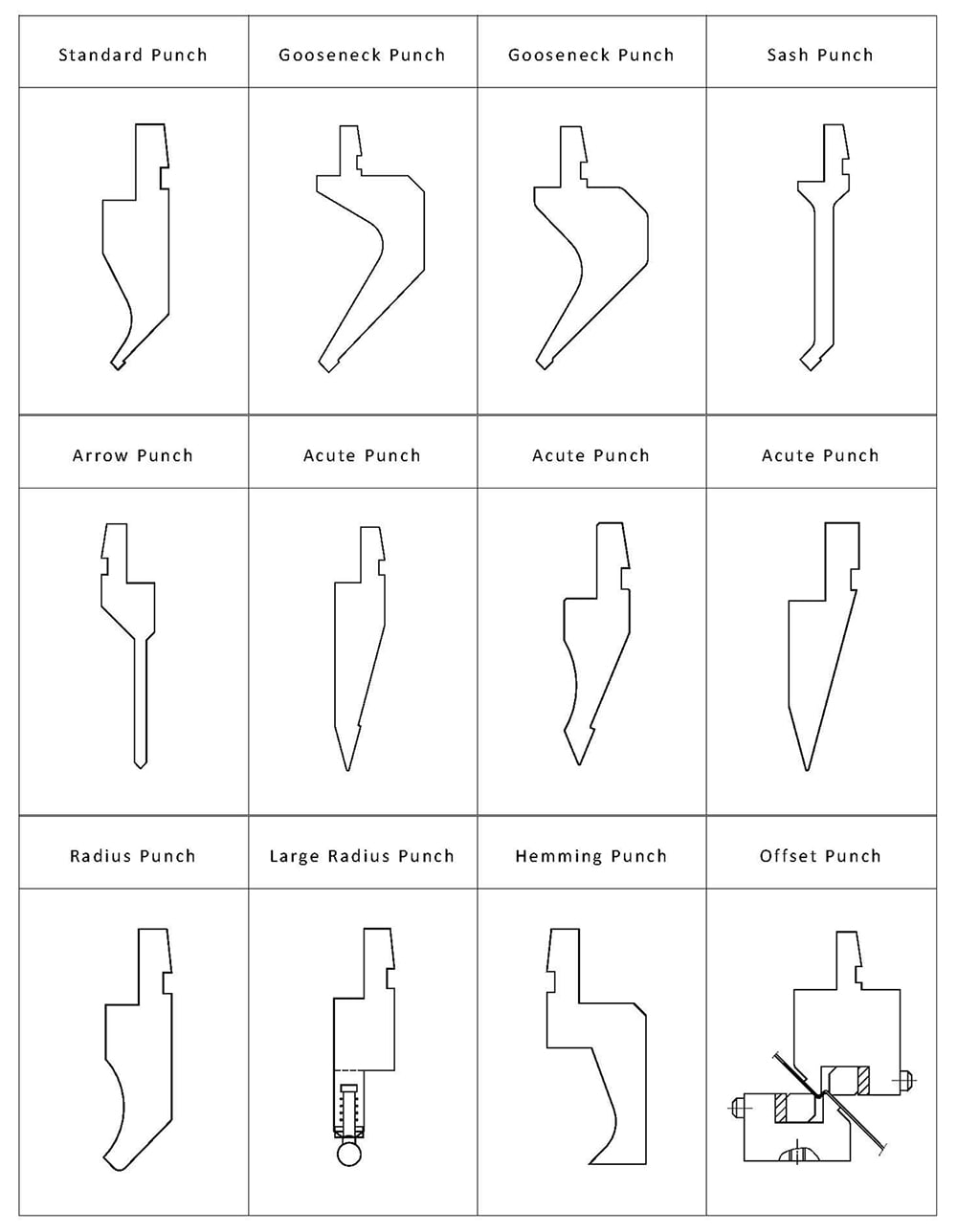
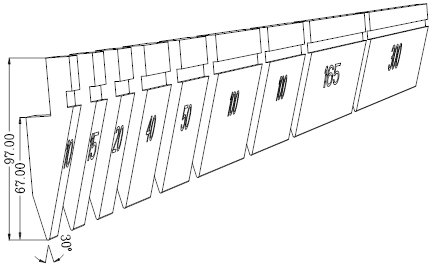
Üst ve alt kalıpların spesifik sınıflandırması Şekil 1'de gösterilmektedir.
1. Abkant pres üst zımbasının sınıflandırılması ve türleri: (Şekil 1)
Şekil 1
2. Abkant presin üst zımbası iki tipe ayrılır: entegre tip ve parçalı tip
Entegre üst zımba: 835mm ve 415mm
Bölmeli üst zımba: a segmentasyonu ve b segmentasyonu
Bölünmüş bir uzunluk: 10,15,20,40,50,100 (sağ korna),100 (sol korna),200,300;
B bölme uzunluğu: 10,15,20,40,50,100(sağ korna),100(sol korna),165,300;
3. Çeşitli üst zımbaların sınıflandırılması ve uygulanması
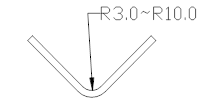
1. Bu büyük yarıçaplı zımba esas olarak R'nin iç yay açısını bükmek için kullanılır ve yay açısının yarıçapı R3 ~ R10'dur.
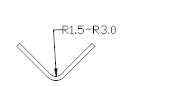
2. Yarıçap zımbası, ilgili zımba ile eşleştirilir. V oluk
Kombinasyon Grafik:
3.4. Özel Yumruk
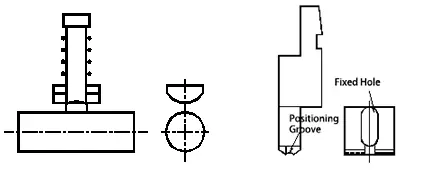
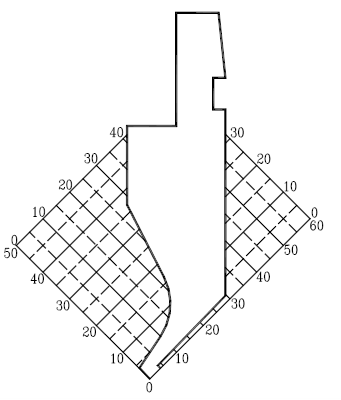
01) Hemming Punch
Basınca dayanıklı Değer (tam uzunluk)
100TON/M
Malzeme
42CrMo
Isıl İşlem
HRC47±2
Basınca dayanıklı Değer (ayrılmış)
Uç Yarıçapı
Grafik (1:1)
İşleme özellikleri:
1. Şekil diyagramı, ürünün büküldükten ve düzleştirildikten sonraki şeklini göstermektedir. Tüm benzer şekiller bükülebilir. 30° alt ve üst kalıplar ile kullanılmalıdır.
2. Presleme, perçinleme, şekillendirme vb. için de kullanılabilir.
Bölünmüş grafik:
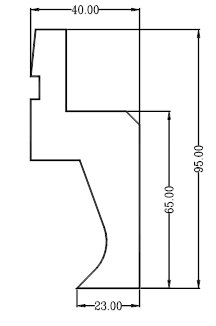
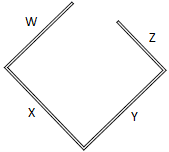
02) Ofset Punch
Basınca dayanıklı Değer (tam uzunluk)
/
Malzeme
42CrMo
Isıl İşlem
HRC47±2
Basınca dayanıklı Değer (ayrılmış)
/
Uç Yarıçapı
/
Grafik (1:1)
İşleme özellikleri:
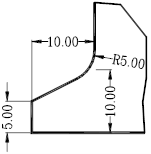
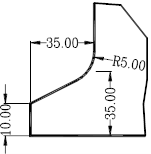
1. Normal katlanamayan Z bükme için kullanılır pres freni ölür.
H=1~10mm
2. Bükülme ürününün şekli sağ üstteki şekilde gösterildiği gibidir, genellikle Z kıvrımı veya ofset.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Sac metal parçaların nasıl tasarlandığını ve hassas bir şekilde üretildiğini hiç merak ettiniz mi? Bu blog yazısında, bükülme payının büyüleyici dünyasına dalacağız - çok önemli bir...
Bir sac metal parçayı deneme yanılma olmadan nasıl doğru bir şekilde bükebilirsiniz? Y faktörü anahtarı elinde tutar. Bu makalede, büküm miktarını hesaplamak için kullanılan çok önemli bir sabit olan Y faktörü açıklanmaktadır...
Çeliğin bükme sırasında neden bazen çatladığını hiç merak ettiniz mi? Bu makalede, çelik bükme teknolojisinin büyüleyici dünyasını keşfediyor, köşe ve orta çatlaklar gibi yaygın kusurların arkasındaki nedenleri ortaya çıkarıyoruz...
Sac metal imalatı için gereken bükme kuvvetini nasıl doğru bir şekilde hesaplayacağınızı hiç merak ettiniz mi? Bu bilgilendirici blog yazısında, bükme kuvveti hesaplamanın inceliklerini keşfedeceğiz, çizim...
Farklı malzemelerin sac metal bükmeyi nasıl etkilediğini hiç merak ettiniz mi? Bu aydınlatıcı makalede, deneyimli bir makine mühendisi, malzeme türlerinin, kalınlıklarının ve malzemelerin bükme üzerindeki etkisine ilişkin uzmanlığını paylaşıyor.
Bu blog yazısında, hava bükmenin büyüleyici dünyasını ve bunu mümkün kılan kuvvet çizelgelerini keşfedeceğiz. Bunun arkasındaki bilimi araştırırken bize katılın...
Sac metal projeleriniz için doğru büküm payını hesaplamakta hiç zorlandınız mı? Bu blog yazısında, bükme payları dünyasına dalacağız ve nasıl hesaplanacağını keşfedeceğiz...
Tüm sac metal imalatçılarının ve tasarımcılarının dikkatine! Projeleriniz için en uygun bükme yarıçapını belirlemekte zorlanıyor musunuz? Başka yere bakmanıza gerek yok! Bu blog yazısında, sac metal...
Tüm metal işleme meraklılarının dikkatine! Abkant presiniz için uygun tonajı tahmin etmekten bıktınız mı? Başka yere bakmayın! Bu blog yazısında, abkant pres dünyasına dalacağız...



 Boynuz
Boynuz


 Boynuz
Boynuz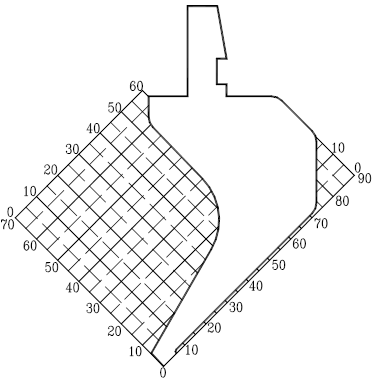


 Boynuz
Boynuz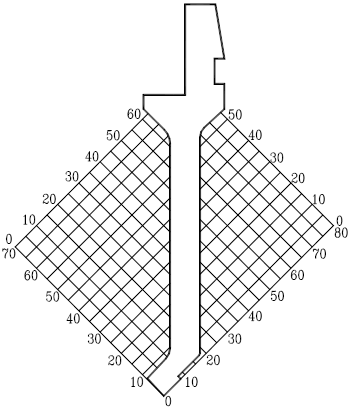

 Boynuz
Boynuz



 Boynuz
Boynuz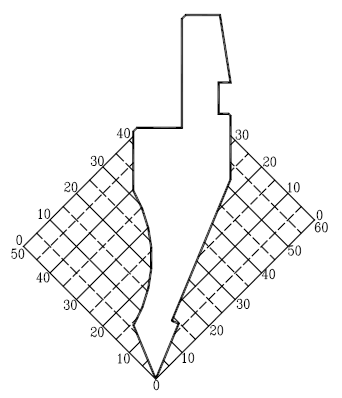



 Boynuz
Boynuz


 Boynuz
Boynuz