Abkant pres, hidrolik verimlilik elde eden ve yaygın olarak kullanılan bir bükme makinesidir. Sac metal işleme için kritik bir ekipman parçası olarak yeri doldurulamaz ve ürün kalitesi, işleme verimliliği ve hassasiyetin belirlenmesinde belirleyici bir rol oynar.
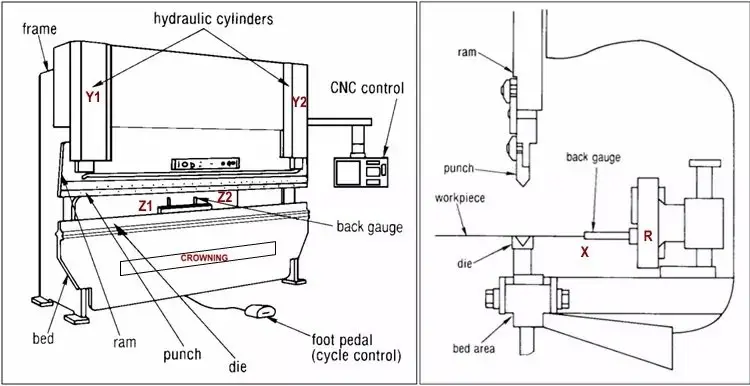
Tipik olarak abkant pres, Şekil 1'de gösterildiği gibi bir çerçeve, kayar blok, hidrolik sistem, ön yükleme rafı, arka dayama, kalıp ve elektrik sistemi dahil olmak üzere çeşitli bileşenlerden oluşan üst piston tarzı bir pres makinesidir.
- Sol dik
- Sol yağ silindiri
- Yağ tankı
- Sağ hidrolik silindir
- Ram
- Çalışma Masası
Bir abkant presin hidrolik sistemi, iki paralel çalışan hidrolik silindirin kullanımıyla aşağı doğru dikey basınç oluşturarak çalışır. Bu basınç, kalıbı bükme kirişi üzerinde hareket ettirerek bükme işleminin tamamlanmasını sağlar. bükme süreci.
Abkant presin "beyni" olarak görev yapan hidrolik kontrol sistemi, abkant pres makinesinin tam yüklenmesi sırasında bükme işleminin senkronize çalışmasını ve hidrolik silindirlerin konumlandırılmasını kontrol etmekten sorumludur.
Bu makalede, basının işleyişini inceleyeceğiz fren hidrolik sistemi.
Hidrolik Sistem
Her bir bükme hareketi için, üst bükme kirişinin tipik bükme süreci şunları içerir:
(1) Yağ pompası çalıştırma
Motor, pompa oku ile gösterilen yönde, yani saat yönünde dönerek eksenel pistonlu pompayı çalıştırır. Yağ daha sonra boru hattından ve tanka geri dönmeden önce valf plakasına ve elektromanyetik taşma valfine boşaltılır. 19 numaralı valf kapatıldığında, 20 numaralı silindirin alt boşluğundaki yağ sabit bir konumda tutulur.
(2) Aşağı doğru hareket
Abkant presin hızlı alçalma hareketi, bükme kirişi, aksesuarların kendi ağırlığı ve yağ basıncı tarafından üretilir. Bu işlem sırasında, hidrolik silindirin doldurma valfi aracılığıyla bir çubuk boşluğu yoktur ve çubuk boşluğu tarafından üretilen herhangi bir geri basınç, yağ sıvısının hızla geri dönmesine neden olur.
Hızlı ileri hareket, üst ölü noktadan başlar ve kısa bir yavaşlama döneminden sonra koçbaşından belirli bir mesafede yavaşlar. bükme plakası. Koçun alçalma hızı 18 numaralı valf ile ayarlanır ve hızlı düşüş 9 numaralı YV1, 24 numaralı YV6, 13 numaralı YV4 ve 17 numaralı YV5 elektromıknatıslarının çalışmasıyla başlatılır.
20 numaralı silindirin alt haznesindeki yağ 19, 18 ve 17 numaralı valfler aracılığıyla tanka girerken, aynı silindirin üst haznesindeki yağ 21 numaralı valf aracılığıyla enjekte edilir. Koç limit anahtarına ulaştığında, No. 9 YV1, No. 8 YV2, No. 11 YV3, No. 13 YV4 ve No. 24 YV6 elektromıknatısları çalışmaya başlar ve koçun çalışma hızına geçmesine neden olur.
Eğer koç senkronize değilse, 15 numaralı valf bunu otomatik olarak düzeltecektir. Kayar bloğun düşme konumu silindir içindeki mekanik blok tarafından kısıtlanır.
(3) Bükme
Bükülme aşaması, bar olmayan boşlukta basınç oluşmasıyla başlar.
Bükme hızı, yağ pompası tarafından sağlanan yağ miktarı ile sınırlıdır. Öte yandan, oransal valfin yön valfi ile ayarlanabilir.
Yön valfi aynı zamanda bükme kirişinin senkronize çalışmasını ve alt ölü merkezin konumlandırılmasını da kontrol eder.
Bu bükme kuvveti pompanın basıncını sınırlamak için oransal tahliye valfi tarafından sınırlandırılır.
İlgili hız, senkronizasyon, konumlandırma ve basınç değerlerinin tümü CNC'den gelmektedir.
Pedal anahtarı veya düğmesi, No.9 YV içeren elektromıknatıs çalışma süresini kontrol eder1, No.8 YV2, No.11 YV3, No.13 YV4 ve No.24 YV6kayar blok düştüğünde joggle mesafesini gerçekleştirir.
Sürgü düşme hızı valf 16 tarafından ayarlanır.
Koç 11 numaralı YV tarafından kontrol ediliyor.3 ve No.24 YV6.
Aynı elektromıknatısın çalışma süresinin uzunluğu, koçun hareket mesafesini gerçekleştirebilir.
(4) Basınç tahliyesi
Çubuksuz boşluğun gerilimi, ölü merkezin altına ulaştığında veya kısa bir bekletme süresinden sonra başlar, malzemenin oluşması için yeterli zaman sağlar ve parçaların boyutsal hassasiyetini artırır. Basınç tutma ve basınç tahliyesi, sayısal kontrol cihazı tarafından kontrol edilen oransal yön valfi tarafından gerçekleştirilir.
İşleme verimliliğini artırmak amacıyla, basınç tahliyesi için gereken süre en aza indirilmelidir. Bununla birlikte, tüm sistem üzerinde boşaltma etkisinden kaçınmak için boşaltma süresini mümkün olduğunca uzatmak gerekir. Başka bir deyişle, basınç tahliye eğrisi mümkün olduğunca yumuşak olmalı ve dik düşüşlerden kaçınılmalıdır.
Tüm sürecin optimizasyonu, oransal yön valfinin kullanılmasıyla sağlanır.
(5) Ana silindir dönüşü
Pompa akışı ve hidrolik silindir, çubuk boşluğunda, tipik olarak en yüksek hıza yakın olan maksimum dönüş hızını belirleyen bir basınç alanına sahiptir. Geri dönüş işlemi, çubuk boşluğunun basıncının düşürülmesiyle başlayıp üst ölü noktada sona eren senkronize bir çalışma gerektirir.
Dönüş anında, No. 8 YV2 elektromıknatısın basıncını 2 saniye boyunca sıfırlamak gerekir, ardından No. 11 YV3 ve No. 24 YV6 elektromıknatıslar çalışmaya başlar ve kayar blok sabit bir hızda dönmeye başlar.
(6) Abkant presin basınç ayarı
Sırasıyla 6 ve 11 numaralı valfler, yüksek basınçlı taşma valfi ve elektromanyetik taşma valfi, öncelikle abkant presin nominal gücünün korunmasından sorumludur. Bu arada, 14 numaralı valf aşırı yükten kaynaklanan hasarı önlemek için makinenin geri dönüş kuvvetini düzenler.
Hidrolik sistem içindeki basınç, 7 numaralı basınç göstergesi aracılığıyla izlenebilir. Akümülatör No. 10'daki nitrojen basıncı esas olarak No. 19 ve No. 21 valflerinin çalışması için gerekli basıncı kontrol eder.
Abkant Pres Hidrolik Şanzıman Prensibi
Abkant pres makinesinin her bir stroku üç çalışma koşuluna ayrılır, yani:
- Hızlı hareket eden
- Çalışma
- Dönüş
Her bir çalışma koşulunun başlangıç ve bitiş pozisyonlarını belirleyen üç spesifik nokta vardır:
- Üst ölü nokta
- Hız değişim noktası
- Alt ölü nokta
Buna uygun olarak, koç üç hızda hareket eder, yani:
- Yüksüz hız
- Çalışma hızı
- Dönüş hızı
Bir abkant pres makinesi döngüsünde, üst ölü merkezden hız değişim noktasına kadar, koç yüksüz hızda hızla aşağı doğru hareket eder.
Hız değişim noktasından alt ölü noktaya kadar, koç çalışma hızında aşağı doğru hareket eder ve iş parçasının bükülmesi bu aşamada tamamlanır.
Alt ölü noktadan üst ölü noktaya kadar, koç dönüş hızında yukarı doğru hareket ederek makinenin bir döngüsünü tamamlar.
Üç hız ve üç özel noktanın konumları sayısal kontrol sistemi aracılığıyla ayarlanabilir.
Bir Elektro-Hidrolik Senkron CNC Abkant Pres Makinesi için, aşağıdaki gibi bilinen belirli bir nokta vardır Klempleme Alt kalıp üzerindeki tabakanın üst yüzeyine karşılık gelen nokta. İş parçası, sayısal kontrol sistemi tarafından otomatik olarak hesaplanan bu noktadan bükülecektir.
Bu hi̇droli̇k şanziman Kullanılan ortam hidrolik yağdır ve kalitesi makinenin performansını ve ömrünü doğrudan etkiler. Özellikle, Elektro-Hidrolik Senkron CNC Abkant Pres Makine oransal bir servo valf ile donatılmıştır, bu da hidrolik yağ gereksinimlerini diğer bükme makinelerine kıyasla daha sıkı hale getirir.
Kullanıcıların hidrolik yağını yılda en az bir kez filtrelemeleri tavsiye edilir.
1. Burulma mili senkronunun senkron prensibi abkant pres makinesi
Torsiyon Mili Zorlamalı Senkronizasyon Kontrol Teknolojisi, bir bükme makinesinin şahmerdanının çalışmasında kullanılır.
Senkron şaft, çerçeve gövdesinin sol ve sağ panellerinde bulunur ve bir bağlantı çubuğu aracılığıyla koça bağlanır.
Çalışma sırasında, koçun bir ucu daha hızlı hareket ederse, koç senkron milin salınım kolunu biyel kolu boyunca bükmek için tahrik eder. Senkron milin sertliği, koçun hızını azaltan bir ters kuvvet oluşturarak koçların (Y1, Y2) senkronize çalışmasını ve çalışma tablasına paralel bir durumu korumasını sağlar.
Koçun hassas konumlandırılması, dahili mekanik bloğun Rijit Konumlandırma Kontrol Teknolojisi ile elde edilir. Sol ve sağ yağ silindirlerinde, mekanik durdurucunun yerleştirme yüzeyine temas ettikten sonra piston kolunun aşağı doğru hareketini durduran ve yağ silindirinin son strok konumunu kontrol eden mekanik durdurucular vardır.
Sol ve sağ yağ silindirlerinin mekanik durdurucuları, koçların (Y1, Y2) çalışma tablasına göreceli paralel durumunu kontrol etmek için bağlantı çubuğu aracılığıyla senkronize olarak ayarlanır.
2. Elektro hidrolik senkron CNC'nin senkron prensibi abkant pres makinesi
Abkant Pres Makinesi, koçu yukarı ve aşağı hareket ettirmek için iki yağ silindiri kullanarak bükme süreci. İki silindirin senkronizasyonu ve alt ölü noktanın doğru konumlandırılması kritik öneme sahiptir.
Elektro-Hidrolik Servo CNC Abkant Pres Makinesi, iki yağ silindirinin senkronizasyonunu ve alt ölü merkezin doğru konumlandırılmasını hassas bir şekilde kontrol eder. CNC sistemi. Bu, koçun yumuşak bir şekilde hareket etmesini ve alt ölü merkezde doğru konumlandırılmasını sağlar.
Koçun konumu, makinenin her iki tarafına monte edilen ızgara cetvelleri tarafından gerçek zamanlı olarak algılanır ve CNC sistemine geri beslenir. Sayısal kontrol sistemi, iki ızgara cetvelinden gelen geri bildirim verilerini karşılaştırır ve senkronize valf gruplarındaki oransal servo valfi ayarlayarak valfin açılma boyutunu ve yağ silindirinin yağ girişini kontrol ederek koçun çalışmasını kabul edilebilir bir hata aralığında tutar. Bu, koçların (Y1, Y2) senkronize çalışmasını ve çalışma tablasına paralel bir durumu korumasını sağlar.
Sayısal kontrol sistemi ayrıca alt ölü noktaya ulaşıldığını doğrulamak için ızgara cetvelinden gelen geri bildirim verilerini sistem tarafından ayarlanan alt ölü nokta ile karşılaştırır.
Abkant Pres Makinesi tam kapalı devre elektro-hidrolik sistem kullanır servo kontrol teknolojisi, koçun konum sinyalinin her iki taraftaki ızgara cetvelleri tarafından sayısal kontrol sistemine geri beslenmesiyle senkronize kontrolü için kullanılır. Sayısal kontrol sistemi daha sonra senkron valfin açılma boyutunu kontrol eder ve yağ silindirinin yağ girişini ayarlayarak koçların (Y1, Y2) senkronize çalışmasını ve çalışma tablasına paralel bir durumu korumasını sağlar.
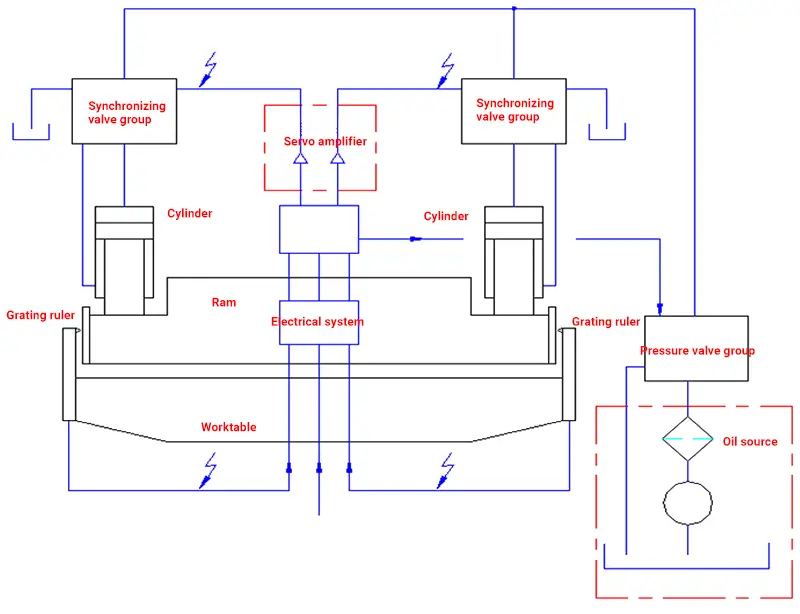
Elektro hidrolik senkron CNC'nin senkron şematik diyagramı hidrolik pres fren makinesi
Koçun her iki tarafında herhangi bir konumlandırma hatası varsa, sayısal kontrol sistemi, koçun çalışma tablasına paralel durumunu korumak için iki senkron valfe düzeltme talimatları gönderecektir.
Diyagram, esas olarak hidrolik yağ kontrolü ve elektrik sinyal iletiminden oluşan Abkant Pres Makinesinin senkron sisteminin bileşenlerini göstermektedir.
Basınçlı yağ iki senkron valf grubu tarafından kontrol edilir ve koçun senkronize hareketini sağlamak için iki yağ silindirine girer. Koç hareketinin konumu, her iki taraftaki ızgara cetvelleri tarafından gerçek zamanlı olarak algılanır ve CNC sistemine geri beslenir.
CNC sistemi verileri analiz eder ve hesaplar, servo amplifikatör aracılığıyla iki senkron valf grubunu kontrol eder. Oransal servo valfin makara pozisyonunun geri besleme sinyali de alınır ve analiz edilerek dinamik bir kapalı döngü kontrolü oluşturulur.
Koçun hareketi boyunca, sayısal kontrol sistemi, senkronize valf grubunu dinamik olarak kontrol etmek ve senkronize çalışma ve alt ölü noktanın doğru konumlandırılmasını sağlamak için ızgara cetvelini ve orantılı servo valfin makara konumundan gelen geri besleme sinyalini kullanarak parametreleri programa göre ayarlar.
Bu nedenle, Elektro-Hidrolik Senkron CNC Abkant Pres Makinesinin senkron kontrol sistemi esas olarak CNC sistemi, ızgara cetveli ve oransal valften oluşur.
Yukarıda gösterildiği gibi, Elektro-Hidrolik Senkron Abkant Pres Makinesinin bükme prensibi, normal bir Abkant Pres Makinesinin bükme prensibine benzer. bükme açısı Alt kalıp ağzındaki tabakanın presleme derinliğini üst zımba aracılığıyla ayarlayarak veya iş parçasını kalıpla aynı açıda bastırarak.
Tek fark, elektro-hidrolik oransal valf ve ızgara cetvelinden gelen geri bildirim yoluyla sayısal kontrol sistemi tarafından kontrol edilen koçun kontrol modudur. Bu, bükme derinliği için tam bir kapalı döngü, dijital kontrol modu oluşturur.
Abkant pres makinesinin iki tür senkron modu arasındaki fark
Standart abkant pres makinesi, koçun senkronize hareket etmesini sağlamak için tork tüpüne dayanırken, elektro-hidrolik abkant pres makinesinin senkronizasyonu hidrolik yağ devresindeki denge ile sağlanır.
Burulma mili abkant presinin açık döngü kontrolü kullanarak çalıştığını, elektro-hidrolik abkant presin ise kapalı döngü kontrolü kullandığını belirtmek gerekir.
Elektro hidrolik senkron pres freni makine aşağıdaki belirgin avantajlara sahiptir
Elektro-hidrolik abkant pres makinesindeki tamamen kapalı devre kontrol sistemi, silindirin strokunun sürekli olarak izlenmesini ve kontrol edilmesini sağlar. Silindir eğilmeye başladığında, sistem silindirin her iki yanında bulunan terazilerden gelen okumalara dayanarak derhal komutlar verir ve bu komutlar oransal valfleri silindirleri senkronize tutmak için ayarlamalar yapmaya sevk eder.
Elektro-hidrolik abkant pres makinesinde, bir silindir tam yükte çalışırken diğerinin yüksüz basınçlı durumda sıfır basınçta çalışması mümkündür.
Ayrıca, elektro-hidrolik senkronizasyon sistemi koçun farklı açılarda eğilmesine olanak tanıyarak iş parçalarının geleneksel abkant pres makinelerinde mümkün olmayan farklı açılarda bükülmesini mümkün kılar.
Elektro-hidrolik senkron sistemdeki basınç, sistem parametrelerine bağlı olarak oransal basınç valfi tarafından her çalışma koşulunda otomatik olarak düzenlenir.
Bu sistem aynı zamanda hızlı hızdan yavaş hıza sorunsuz geçiş yapabilir, hidrolik etkiyi azaltabilir ve sistem kararlılığını artırabilir.
Elektro-hidrolik abkant pres makinesindeki silindir konumunun hassas kontrolü, aynı kalıbın farklı açılarda bükülmesini mümkün kılarak onu son derece esnek bir makine aracı haline getirir.
Ayrıca, tüm sürecin otomatik kontrolü, insan faktörlerinden kaynaklanan hataları azaltır ve her çalışma koşulu CNC parametreleri aracılığıyla ayarlanabilir ve düzeltilebilir.
Sonuç olarak, elektro-hidrolik abkant pres makinesi üretim verimliliğini artırır, parçaların hassasiyetini yükseltir ve makineyi operatör için çalışan bir araca dönüştürür.