Tüm mekanik ve mühendislik meraklılarının dikkatine! Bir abkant pres makinesini çalıştırmanın inceliklerini hiç merak ettiniz mi? Bu blog yazısında, abkant preslerin dünyasına dalarak işlevlerini, güvenlik hususlarını ve bakım ipuçlarını inceleyeceğiz. Alanında deneyimli profesyonellerin uzmanlığından yararlanarak, bu güçlü makineleri kullanma konusundaki anlayışınızı ve yeterliliğinizi geliştirmek için size değerli bilgiler sunacağız. Abkant pres oyununuza seviye atlatmaya hazır olun!
Tüm kullanıcıların ve operatörlerin abkant pres makinesini kullanmadan önce bu abkant pres kullanım kılavuzunu baştan sona okumalarını önemle tavsiye ederiz. Bu kılavuz uzman ve kalifiye personel için hazırlanmıştır ve makineyi kaldırmak, taşımak ve yerleştirmek için gerekli tüm belgelerin yanı sıra güvenli kullanım ve bakım talimatlarını da içermektedir.
Mevcut Kontrol Sistemleri
Aşağıdaki abkant pres kontrol sistemlerinin kullanım kılavuzunun PDF versiyonunu indirmek için doğrudan sayfanın altına gidebilirsiniz:
Estun: E21, E200P, E200+
CybTouch: 8, 12
Esa: S630
Delem: DA41, DA52S, DA53T, DA58T, DA66T, DA69T
Önemli Bilgiler
Bu kılavuzda yer alan tüm bilgilerin baskı sırasında doğru olduğunu lütfen unutmayın. Ancak, şirketimiz önceden haber vermeksizin teknik özellikleri değiştirme ve geliştirme hakkını saklı tutar.
Kurulum ve Bakım
Düzgün performans sağlamak için pres freni talimatlara uygun olarak kullanmalı ve düzenli kontroller ve bakım hizmetleri gerçekleştirmelidir. Herhangi bir yanlış veya sorumsuz kullanım makinede onarılamaz hasarlara yol açabilir ve operatörün güvenliğini tehlikeye atabilir.
Sorumluluk Reddi
Yetkisiz personel tarafından yapılan uygunsuz hizmetlerden, değişikliklerden veya bağlantılardan sorumlu değiliz.
Bu kılavuzda belirtilen yönergeleri ve tavsiyeleri izleyerek abkant pres makinenizin güvenli ve verimli bir şekilde çalışmasını sağlayabilirsiniz.
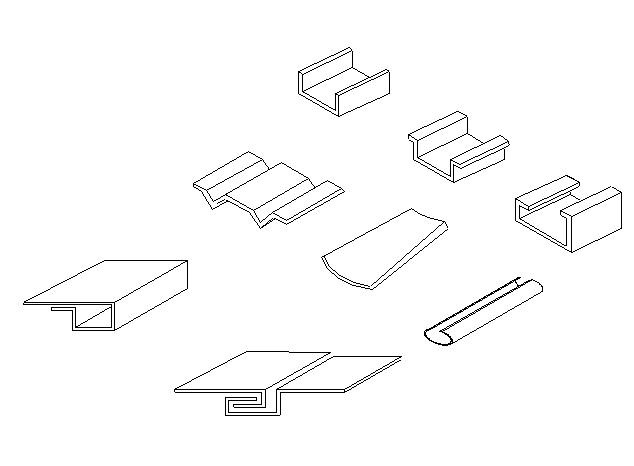
Abkant pres, metal sacların bükülmesinde yüksek verimlilik ve hassasiyet sağlamak üzere tasarlanmıştır. Alt kalıplardaki V oluğunun açıklık boyutu tipik olarak sac kalınlığının 8 katıdır ve farklı kalınlıktaki saclar için buna göre ayarlanmalıdır. Şekil 1'de gösterildiği gibi, çeşitli iş parçalarını bükmek için farklı tipte üst ve alt kalıplar kullanılabilir.
Şekil 1
1.2 Yapısal Bütünlük ve Güvenlik Özellikleri
Abkant pres, yeterli mukavemet ve sağlamlık sağlayan çelik levha imalatından yapılmıştır. Makinenin hidrolik tahrik sistemi, sac kalınlığındaki değişiklikler veya alt kalıp boşluğunun yanlış seçilmesi nedeniyle meydana gelebilecek ciddi aşırı yük çalışma kazalarını önler. Bu makine aynı zamanda istikrarlı performans, kullanım kolaylığı ve güvenilir güvenlik sunar.
Yüksek hassasiyet sağlamak için, üst kalıba bağlantı bir dengeleme cihazı ile donatılmıştır. Bu cihaz, bükme sırasında çalışma tablasının ve sürgünün sapmasını telafi eder. Ek olarak, mekanik blok, sürgü alt ölü noktaya ulaştığında doğru sabitlemeyi sağlamak ve toplu üretimde tutarlılığı korumak için bir yağ silindiri ile donatılmıştır.
1.3 Hidrolik ve Elektrikli Kontrol
Abkant pres, hem hidrolik hem de elektrikli kontrol sistemleriyle donatılmıştır ve sürgünün hareketinin serbestçe ayarlanmasına olanak tanır. Bu özellik, bir inç çalışma kriteri ile deneme ve ayarlama için uygun hale getirir.
1.4 Teknolojik Gelişmeler ve Performans
Bu abkant pres teknolojik olarak gelişmiş ve güvenilir bir performansa sahiptir, bu da onu ideal şekillendirme cihazlarından biri haline getirir. Yüksek üretim verimliliği nedeniyle havacılık, otomobil, gemi yapımı ve makine gibi sektörlerde yaygın olarak kullanılmaktadır.
1.5 Çalışma Koşulları
Sıcaklık: Abkant pres için çalışma sıcaklığı aralığı 5~38°C'dir.
Çevre Nemi: Bağıl nem 20~80% RH arasında olmalıdır.
Titreşim ve Parazit: Makine güçlü titreşimlerden ve elektromanyetik parazitlerden uzak tutulmalıdır.
Çevresel Koşullar: Çalışma ortamı zararlı ve aşındırıcı gazlardan ve tozdan arındırılmış olmalıdır.
Abkant pres montajı
Kaldırma
Abkant presin taşınması veya konumlandırılması için kaldırılırken, abkant presin düşme riskini önlemek için yeterli kaldırma kapasitesine sahip bir vinç kullanılması çok önemlidir. Güvenli kaldırma sağlamak için bu yönergeleri izleyin:
İki Çelik Halatlı Sapan ve Kelepçe Kullanın: Makinenin üst kısmında bulunan uygun kaldırma deliklerini kullanın.
Yeterli Çelik Halat: Çelik halatın abkant presin ağırlığını kaldırmak için yeterli boyutta olduğundan emin olun. Halatlar arasındaki açı genişlediğinde ağırlık taşıma kapasitesi azalacağından halatın uzunluğu yeterli olmalıdır (bkz. Şekil 2).
Şekil 2
Nakliye
Abkant presin taşınması sırasında aşağıdakileri göz önünde bulundurun:
Ağırlık Dağılımı: Abkant presin ağırlığının büyük kısmı ön tarafta yoğunlaşmıştır. Hareket veya taşıma sırasında üst koçun tamamen indirildiğinden emin olun.
Kamyona Yükleme: Makinenin arka kısmını aracın yan tarafına mümkün olduğunca yakın yerleştirin. Taşıma sırasında herhangi bir hareketi önlemek için abkant presini çelik halatlar kullanarak kamyona sabitleyin.
Kurulum
Abkant Presin Kuruluşu:
Abkant presin düzgün çalışmasını ve dengesini sağlamak için üzerine yerleştirileceği yüzey sağlam ve sabit olmalıdır. Aşağıdaki adımları izleyin:
Beton Temel: Gerekirse, özel zemin koşullarına uygun bir beton temel hazırlayın. Aşağıda verilen ayrıntılı temel çizimine bakın.
Alan Gereksinimleri: Bakım çalışmaları ve özel görevler için makinenin etrafında yeterli alan olduğundan emin olun. Takım değiştirme işlemlerini kolaylaştırmak için abkant presin sol veya sağ tarafında makinenin uzunluğuna eşit yeterli alan olmalıdır.
Pas Korumasının Sökülmesi: Makinenin açıkta kalan tüm yüzeyleri, gazyağı veya solvent ile kolayca çıkarılabilen pas koruyucu ile kaplanmıştır.
Tesviye
Abkant presin doğru şekilde tesviye edilmesi, doğru çalışması için çok önemlidir. Makinenin düz olduğundan emin olmak için aşağıdaki adımları izleyin:
Yatay Tesviye: Yatay tesviyeyi kontrol etmek için makine tablasına bir su terazisi yerleştirin.
Dikey Tesviye: Dikey tesviyeyi kontrol etmek için su terazisini makine tablası üzerine tekrar yerleştirin.
Ayarlamalar: Abkant presin ayaklarında bulunan tesviye cıvatalarını ayarlayarak gerekli ayarlamaları yapın.
Abkant Pres için Elektrik Şeması ve Çalıştırma Talimatları
Elektrik Bağlantısı ve İlk Kurulum
Makine Etiketi ve Kablo Bağlantılarını Kontrol Edin:
Abkant presin isim plakası ayrıntılarını doğrulayın.
Tüm kabloların sağlam ve iyi durumda olduğundan emin olun.
Güç Bağlantısı:
Abkant presini tesisin güç kaynağına bağlayın.
Tesisin gücü makinenin gereksinimlerini karşılamıyorsa, elektrik tedarikçinizle iletişime geçin.
Güvenlik Önlemleri:
Onarımlar için bağlantının tamamen kesilmesine izin vermek üzere gelen gücün sigortalı olduğundan emin olun.
Gelen gücü kontrol kabinindeki RST kelepçelerine bağlayın.
Elektrik Çizimleri:
Belirli kontrolör konfigürasyonları için ekteki elektrik şemalarına bakın.
Birkaç dakika normal çalıştıktan sonra SA2'yi jog moduna getirin.
Ayak şalterine "yukarı" basın; şalter bırakıldığında koç yükselecek ve duracaktır.
Koçu daha da yükseltmek için, SQ1 sınır anahtarına ulaşıp durana kadar ayak anahtarına basmaya devam edin.
Koçu indirmek için "aşağı" adım atın; koç hızlı bir şekilde düşecek, ardından SQ2 limit anahtarı nedeniyle yavaşça düşerek basınç ekleyecektir.
Koçu durdurmak için ayak şalterini bırakın.
Tekli Seyahat Modu
Tek Seyahat Modu Etkinleştirme:
SA2'yi "tek sefer" konumuna getirin.
"Aşağı" ayak şalterine basın; koç hızla inecek, ardından basınçla yavaşça inecek ve son olarak SQ1 üst limit şalterine yükselecektir.
Bükme basıncı gereksinimlerini karşılamak için zaman rölesi KT1'in çalışma süresini ayarlayın.
Zaman rölesi KT2'nin basınç tutma süresini ayarlayın.
Süreklilik Modu
Süreklilik Modu Etkinleştirme:
SA2'yi "süreklilik" konumuna getirin.
Tek hareket modunu tekrarlamak için ayak pedalına basın.
Zaman rölesi KT1'i kullanarak sirkülasyon bekleme süresini ayarlayın.
Güvenlik Notu
Yukarıdaki adımlar uzman personel tarafından gerçekleştirilmelidir.
Güvenlik için, CE sertifikasına sahip abkant pres makinelerinde süreklilik modu bulunmaz.
Abkant Presin Hidrolik Sistemi
Hidrolik Yağını Temizleyin
Hidrolik yağın temizliğini korumak, abkant preslerdeki hidrolik sistemin optimum performansını ve uzun ömürlülüğünü sağlamak için çok önemlidir. İşte hidrolik yağın ve yağ deposunun nasıl temizleneceğine dair ayrıntılı bir kılavuz:
Hazırlık:
Çalıştırmadan önce abkant presin kapalı olduğundan ve hidrolik sistemin basıncının düşürüldüğünden emin olun.
Gerekli temizlik malzemelerini toplayın: temiz havlular (lif bırakabileceğinden pamuk kullanmaktan kaçının), temizlik benzini ve ulaşılması zor alanlar için havluyla sarılmış bir sopa veya bambu gibi aletler.
Yağın Çıkarılması:
Yağ deposunun kapağını dikkatlice çıkarın.
Kirli yağı sistemden tamamen boşaltmak için sızdırma tapasını veya fren valfini gevşetin.
Tankın Temizlenmesi:
Deponun altını ve yanlarını temiz bir havluyla silin.
Depoyu iyice yıkamak için temizleme benzini kullanın.
Köşeler ve ulaşılması zor alanlar için, bir çubuğun veya bambunun etrafına bir havlu sarın ve bu alanları titizlikle silin.
Kaynak dikişlerinde veya diğer zor noktalarda birikmiş kir varsa, bu alanları temizlemek için oklava gibi bir alet kullanın.
Tankın Kurutulması:
Depoyu temiz bir havluyla silerek tamamen kuru olduğundan emin olun.
Temiz ve kuru olduktan sonra tankın kapağını yerine takın.
Hidrolik Yağ Seçimi
Uygun hidrolik yağın seçilmesi abkant presin verimli çalışması için çok önemlidir. Aşağıdaki yönergeleri dikkate alın:
Viskozite:
Hidrolik yağın işaret değeri 40°C'deki ortalama viskozitesini gösterir.
Daha yüksek çalışma basınçları ve sıcaklıkları ve daha düşük çalışma hızları için daha yüksek dereceli bir hidrolik yağ seçin.
Önerilen Yağ:
ISO VG46: Bu aşınma önleyici hidrolik yağ 40°C'de ortalama 46 mm²/s viskoziteye sahiptir ve çoğu çalışma koşulu için uygundur.
ISO VG32: Makine uzun süre 5°C'nin altındaki sıcaklıklarda çalışacaksa bu yağı kullanın.
Sıcaklıkla İlgili Hususlar:
Makineyi çok düşük sıcaklıklarda (-5°C'nin altında) çalıştırmaktan kaçının. Gerekirse, yağı ısıtmak için makinenin rölantide çalışmasına izin verin.
Aşırı düşük sıcaklıklar için devreye bir yağ ısıtıcı eklenebilir.
Normal koşullar altında yağ sıcaklığı 70°C'yi geçmemelidir. Özel koşullar için gerekiyorsa bir yağ soğutucusu takın.
Yağ Doldurun
Hidrolik yağının doğru şekilde doldurulması, sistemin performansını korumak için çok önemlidir:
Temizlik:
Kullanılan yağın temiz olduğundan emin olun.
Hava filtresinin somununu sıkın ve yağı filtreden doldurun.
Filtreli dolum ekipmanı kullanıyorsanız, yağ deposunun kapağını açabilir ve doğrudan doldurabilirsiniz.
Yağ Seviyesi:
Yağ göstergesini gözlemleyin. Koç Üst Ölü Noktada durduğunda, hidrolik yağ tankın iç boşluğunun yaklaşık 80% ila 90%'sini doldurmalıdır.
Hava Kabarcıklarının Giderilmesi:
Hidrolik devredeki hava kabarcıklarını gidermek için makineyi önce rölantide ve ardından maksimum strokta çalıştırın.
Hidrolik Diyagram
Hidrolik sistemin kapsamlı bir şekilde anlaşılması için verilen hidrolik şemaya bakın. Bu diyagram harici sistem analizi ve sorun gidermede yardımcı olacaktır.
Standart Kontrol Ekipmanları
5.1
Başlat düğmesi
Ana motoru çalıştırmak ve Kontrol devresini başlatmak için.
5.2
Durdur düğmesi
Ana motorun çalışmasını ve Kontrol devresini durdurmak için.
5.3
Otomatik/Manuel Mod Seçici Anahtarı
Çalışma modunu seçin
Otomatik modda
-Önceden Ayarlanmış basınca ulaşıldığında ve bekleme süresi dolduğunda koç otomatik olarak yükselecektir.
Manuel modda
-Koçun alçaltılması ve yükseltilmesi ayak pedalına basılarak yapılır.
5.4
Ayak pedalı
Bükülme noktasına ulaşmak için koçu indirme komutu vermek için basılı tutun, koç OTOMATİK modda yukarı hareket ederken bırakın.
Manuel modda koçu indirme komutu vermek için basın ve koçu yükseltme komutu vermek için basın.
Abkant Pres Makinasının Çalıştırılması
Başlangıç Öncesi Kontroller
Abkant pres makinesini çalıştırmadan önce, güvenli ve verimli çalışmasını sağlamak için çeşitli kontroller yapmak çok önemlidir:
Kılavuz Yolları Temizleyin ve Gresleyin: Düzgün hareketi kolaylaştırmak için kılavuz yollarda kalıntı olmadığından ve uygun şekilde yağlandığından emin olun.
Hidrolik Sistemi İnceleyin: Hidrolik sistemde herhangi bir sızıntı olup olmadığını kontrol edin. Sızıntılar verimsizliğe ve potansiyel tehlikelere yol açabilir.
Yağ Seviyesini Kontrol Edin: Deponun yan tarafında bulunan seviye göstergesinden yağ seviyesini doğrulayın. Bu, üst koç tamamen kaldırılmış konumdayken yapılmalıdır. Gerekirse, yağı gerekli seviyeye kadar doldurun.
Motor Dönüş Yönü: Motorun doğru döndüğünden emin olmak için soğutma fanının yönünü gözlemleyin. Fan saat yönünde veya okla gösterilen yönde dönmelidir. Dönüş yanlışsa, besleme hattındaki iki kabloyu değiştirin. Bu ayarlamayı yaparken motorun inching yaparak çalıştığından emin olun.
Makinenin Açılması
Ana Şalter: Makineye güç vermek için ana şalteri açın.
Seçici Anahtar: Seçiciyi "Otomatik" moda getirin.
Ana Motor: Ana motoru çalıştırmak için yeşil düğmeye basın.
Makinenin Kapatılması
Abkant pres birkaç saat kullanılmadığında, enerji tasarrufu sağlamak ve güvenliği korumak için kapatılmalıdır:
Manuel Modu Seçin: Makineyi manuel moda geçirin.
Koçu İndirin: Koçu indirmek için aşağı pedala basın ve üst takımı mümkün olduğunca V kalıbına yaklaştırın.
Durdurma Düğmesi: Makineyi durdurmak için durdurma düğmesine basın.
Ana Şalter: Makineyi tamamen kapatmak için ana şalteri kapatın.
Üst ve alt takımların doğru hizalanması, doğru bükme işlemleri için çok önemlidir:
Kalıp Çizimleri: Rehberlik için abkant pres takımlarının çizimlerine bakın.
Temiz Yüzeyler: Herhangi bir yanlış hizalama veya hasarı önlemek için V-kalıp tabanının ve tabla yüzeylerinin temiz olduğundan emin olun.
Düşük Sistem Basıncı: Sistem basıncını düşürmek için basınç ayar düğmesini saat yönünün tersine çevirin.
Mekanik Derinlik Durdurucuyu Ayarlama: Mekanik derinlik durdurucuyu manuel veya elektrikli olarak en düşük konuma ayarlayın.
Manuel Mod: Manuel modu seçin ve üst takım V kalıbına mümkün olduğunca yakın olana kadar koçu indirmek için aşağı pedala basın.
Hizalama Araçları: Üst ve alt takımları doğru şekilde hizalamak için V-kalıp sıkma cıvatalarını ayarlayın.
Cıvataları Sıkın: Hizalama doğru olduğunda, tüm V-kalıp sıkma cıvatalarını güvenli bir şekilde sıkın.
Koçu Kaldırın: Koçu kaldırmak için YUKARI pedalına basın.
Ek Tavsiyeler
Düzenli Cıvata Kontrolleri: Güvenli olduklarından emin olmak için alet kelepçesinin sabitleme cıvatalarını düzenli olarak kontrol edin.
Alet Deposu: Üst takımın hasar görmesini önlemek için takımları abkant presin yakınındaki bir rafta saklayın.
Alet Kapasitesi: Aşırı yüklemeyi ve olası hasarı önlemek için her aletin maksimum kapasite kuvvetini bilin.
Abkant Pres için Takım Değiştirme Prosedürü
Üst Takım Değiştirme Prosedürü
Manuel Moda Geçin: Mod seçiciyi manuele çevirin.
Koçu indirin: Koçu mümkün olduğunca V kalıbının yakınına indirin.
Güç Kapalı: Makineyi kapatın.
Alet Kelepçesini Gevşetin: Alet kelepçesinin tüm sabitleme cıvatalarını gevşetin.
Aleti Çıkarın: Üst aleti makinenin yan tarafından çıkarın.
Yeni Aracı Monte Edin: Yeni üst aleti aynı taraftan içeri kaydırın.
Alet Kelepçesini Sıkın: Alet kelepçesinin tüm sabitleme cıvatalarını sıkın.
Güç Açık: Makineyi açın ve mod seçicinin manuelde olduğundan emin olun.
Üst Aleti Oturtun: Üst takımı V kalıbına oturtmak için koçu indirin ve takımın hasar görmesini önlemek için basınç ayar düğmesini saat yönünün tersine çevirerek sistem basıncını azaltın.
Alt Takım Değiştirme Prosedürü
Sıkma Cıvatalarını Sökün: V kalıbını serbest bırakmak için tüm sıkma cıvatalarını sökün.
Manuel Moda Geçin: Mod seçiciyi manuel olarak değiştirin.
Güç Açık: Makineyi açın.
Koçu indirin: Koçu V kalıbına mümkün olduğunca yakın indirin.
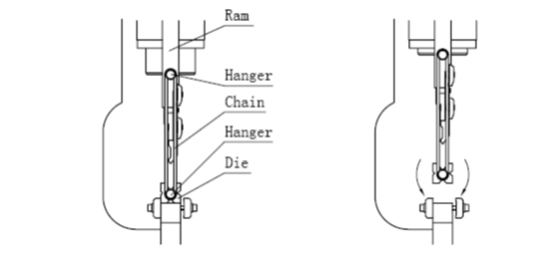
V kalıbını kancalayın: Uygun zincirleri kullanarak V kalıbını her iki uçtan koça asın.
Koçu Kaldırın: YUKARI pedalına basarak koçu V kalıbının dönebileceği bir yüksekliğe kaldırın.
V kalıbını çevirin: İstenen V kalıbını yukarı bakacak şekilde çevirin.
Koçu indirin: AŞAĞI pedalına basarak koçu indirin, böylece kalıp makine tablasına dayanır ve zincirler çıkarılabilir.
V kalıbını ortalayın: V kalıbı üst takıma göre ortalayın.
V kalıbını kilitleyin: Cıvataları sıkarak V kalıbını yerine kilitleyin.
Ön Destek Kolu Ayarı
Abkant pres standart olarak iki ön destek koluyla birlikte gelir. Bu destek kolları, bükme işlemi sırasında plakayı yerinde tutmak için kullanılır. Dikey olarak ve abkant presin uzunluğu boyunca ayarlanabilirler. Destek kollarının genellikle farklı boyutta bir alt takım kullanıldığında veya daha büyük ya da daha küçük boyutta bir plaka büküldüğünde ayarlanması gerekir.
Güvenlik Önlemleri
TEHLİKELİ!
Zımba ve kalıp doğru yerleştirilmemişse, makineyi hiçbir zaman çalıştırmayın.
Ellerinizi veya vücudunuzun herhangi bir parçasını zımba ile kalıp arasındaki boşluğa sokmayın, bu son derece tehlikelidir.
Mekanik Derinlik Durdurma Ayarı
Abkant presle çalışırken, makineye gelebilecek olası hasarları önlemek için mekanik derinlik durdurma ayarını dikkatli bir şekilde yapmak çok önemlidir. İşte dikkate alınması gereken bazı önemli noktalar:
Koç Aşağıdayken Ayarlamalardan Kaçının: Koç aşağı konumdayken asla mekanik derinlik durdurma ayarını yapmaya çalışmayın. Bunu yapmak, bileşenlerin basıncı ve konumlandırılması nedeniyle makinede gereksiz hasara neden olabilir.
Bükülme Açısını Belirler: Derinlik ayarı, sac metalin bükülme açısını belirlediği için çok önemlidir. Doğru derinlik ayarları, hassas bükümler ve yüksek kaliteli bitmiş ürünler sağlar.
Manuel veya Elektrikli Ayarlar: Mekanik derinlik durdurucu, abkant presin tasarımına ve özelliklerine bağlı olarak manuel veya elektrikli olarak ayarlanabilir. Manuel ayarlamalar tipik olarak durdurucunun fiziksel manipülasyonunu içerirken, elektrikli ayarlamalar bir kullanıcı arayüzü veya kontrol paneli aracılığıyla kontrol edilebilir.
Basınç Ayarı
Abkant pres üzerindeki basınç ayarı, malzemeye veya makineye zarar vermeden istenen bükümü elde etmek için hayati önem taşır. İşte bükme basıncını ayarlamak için faktörler ve dikkat edilmesi gerekenler:
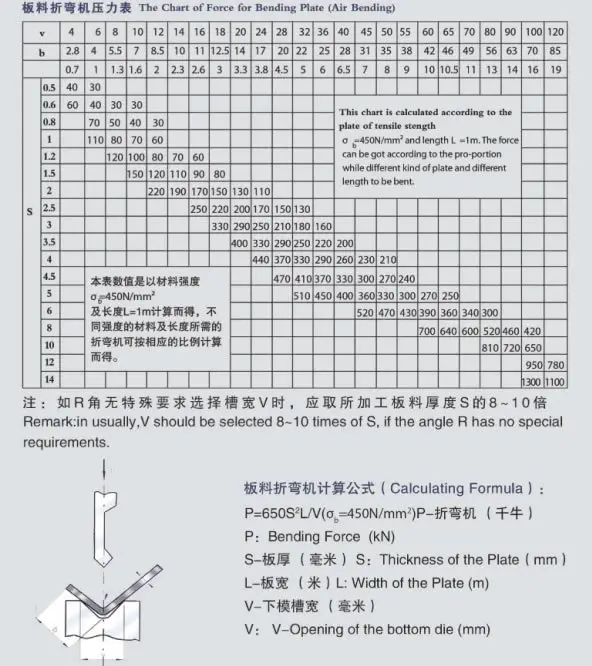
Bükme Tablosu: Tipik olarak, makinenin yan tarafına bir bükme tablosu sabitlenir ve bir kopyası genellikle makine belgelerine eklenir. Bu çizelge, doğru bükme kuvvetinin ayarlanması için gerekli bilgileri sağlar.
Eğilme Kuvvetini Etkileyen Faktörler:
Plaka Kalınlığı: Plakanın kalınlığı gerekli bükme kuvvetini doğrudan etkiler.
Kalıp Açıklığı Genişliği: Genellikle plaka kalınlığının 8 katı olarak hesaplanan kalıp açıklığının genişliği de bükme kuvvetini etkiler.
Eğilme Kuvvetinin Hesaplanması: Gerekli eğilme kuvveti Tablo 1'de verilen formül kullanılarak hesaplanabilir. Bu formül ve tablodaki değerler Qb=450KN gerilme mukavemetine sahip karbon-çelik plakalara dayanmaktadır.
İçin paslanmaz çeli̇k levhalartablodaki P değerini 2 ile çarpın.
İçin alümi̇nyum plakalartablodaki P değerini 0,7 ile çarpın.
Tonaj Hesaplayıcı: Daha hassas hesaplamalar için, abkant presler için özel olarak tasarlanmış bir tonaj hesaplayıcı kullanabilirsiniz. Bu araç, malzeme ve bükme parametrelerine bağlı olarak gereken tam kuvvetin belirlenmesine yardımcı olur.
Abkant Pres Koçu için Paralellik Kontrolü ve Ayarı
Bir abkantta şahmerdanın paralelliğini sağlamak, sac metalde hassas ve tutarlı bükümler elde etmek için çok önemlidir. Paralellik tipik olarak her iki yan yağ silindirine bağlı sağlam bir burulma önleyici çubuk ile kontrol edilir. İşte koçun paralelliğinin nasıl kontrol edileceği ve ayarlanacağı hakkında ayrıntılı bir kılavuz:
Fabrika Kalibrasyonu
Abkant presin üst koçu fabrikada V kalıbına paralel olarak kalibre edilmiştir. Ancak, zaman içinde ve kullanımla birlikte, doğruluğu korumak için yeniden kalibrasyon gerekli olabilir.
Yeniden Kalibrasyon için Adımlar
Burulma Çubuğu Bağlantısının Yerini Belirleyin:
Makinenin arka (sol) tarafındaki üst koça bağlı burulma çubuğu bağlantısını bulun.
Vidayı Gevşetin:
Burulma çubuğu üzerindeki vidayı (M8/M10) belirleyin.
Ayarlamaya izin vermek için bu vidayı gevşetin.
Burulma Çubuğunu Ayarlama:
Dış düz parçayı 15° ila 30° döndürmek için uygun anahtarları kullanın.
Saat yönünde ya da saat yönünün tersine çevirebilirsiniz, bu da içindeki eksantrik pimi döndürür.
Vidayı Sıkın:
Ayarı yaptıktan sonra vidayı (M8/M10) iyice sıkın.
Paralelliği Kontrol Edin:
Üst koçun paralelliğini kontrol etmek için bir test bükümü gerçekleştirin.
Koç hala paralel değilse, ayarlama işlemini tekrarlayın.
Gerekirse Tekrarlayın:
İstenen doğruluk elde edilene kadar prosedüre devam edin.
Doğru Ayarlama için İpuçları
Hassas Aletler Kullanın: Yüksek hassasiyeti korumak için ölçüm ve ayarlama için kalibre edilmiş aletler kullandığınızdan emin olun.
Çoklu Test Bükümleri Gerçekleştirin: Mükemmel paralelliği elde etmek için birkaç test bükümü gerekebilir. Sabırlı olun ve küçük ayarlamalar yapın.
Belge Ayarlamaları: Gelecekte referans ve bakım için yapılan ayarlamaların bir kaydını tutun.
Abkant Pres Sorun Giderme
Abkant Pres Makinesi Çalıştırılamıyor
Gelen Güç Kaynağını Kontrol Edin: Makinenin üretici tarafından belirtilen doğru voltaj ve akımı aldığından emin olun. Tüm bağlantıların güvenli olduğunu ve güç kaynağı sorunu olmadığını doğrulayın.
Acil Durdurmanın Serbest Bırakıldığını Kontrol Edin: Acil durdurma düğmesinin devrede olmadığını doğrulayın. Devrede ise, bırakın ve makineyi sıfırlayın.
Kırık Sigortaları Kontrol Edin: Elektrik panosundaki tüm sigortaları süreklilik açısından inceleyin. Atmış sigortaları doğru değerde olanlarla değiştirin.
Transformatör Çıkışını Kontrol Edin: Transformatörün doğru voltajı verdiğini doğrulayın. Çıkış yanlışsa, transformatörün değiştirilmesi gerekebilir.
Ram İndirilemedi
Ayak Pedalı Kablosunda Olası Kopuk Tel Kontrolü Yapın: Ayak pedalı kablosunu herhangi bir hasar veya kopuk tel belirtisi açısından inceleyin. Herhangi bir sorun bulunursa kabloyu değiştirin.
Limit Anahtarını Kontrol Edin: Limit anahtarının doğru çalıştığından emin olun. Çalıştığını doğrulamak için anahtarı bir multimetre ile test edin. Arızalı ise değiştirin.
Motor Dönüşünü Kontrol Edin: Motorun doğru yönde döndüğünü teyit edin. Yanlış motor dönüşü koçun inmesini engelleyebilir. Gerekirse kablo tesisatını ayarlayın.
Ayak Pedalının İçindeki Mikro Anahtarı Kontrol Edin: Ayak pedalının içindeki mikro şalterin çalıştığını doğrulayın. Bir multimetre ile test edin ve düzgün çalışmıyorsa değiştirin.
Bükme Açısı Tüm Bükme Uzunluğunda Eşit Değil
Aşınmış Üst Alet veya Alt Alet: Üst ve alt takımları aşınma ve yıpranma açısından inceleyin. Tutarlı bükme açıları sağlamak için aşınmış aletleri değiştirin.
Makine Tablası Yüzeyi ve V-Kalıbının Alt Tarafı Kirli: Makine tablası yüzeyini ve V kalıbının alt tarafını temizleyin. Kir ve kalıntılar bükümün hassasiyetini etkileyebilir.
Üst ve Alt Aletler Düzgün Hizalanmamış: Üst ve alt takımların hizalamasını kontrol edin. Yanlış hizalama eşit olmayan bükme açılarına neden olabilir. Düzgün hizalandıklarından emin olmak için aletleri ayarlayın.
Başarısızlık
Nedenler
Sorun giderme
Sistem basınç olmadan çalışmaz
1. Motorun negatif dönüşü
Motorun dönüş yönünü değiştirme
2. Ana taşma valfi tıkalı
Ana taşma valfini temizleyin
3. Elektromanyetik valf çalışmıyor
Elektrik ve elektromanyetik bobinleri kontrol edin
Ram Slider yükselemiyor
Valfler sıkışmış
Elektromanyetik valfleri temizleyin
Kaydırıcı otomatik olarak azalır
Valfler sıkışmış
Elektromanyetik valfleri temizleyin
Normal yükselme ve alçalma ancak bükülmede güç yok
Valfler sıkışmış
Elektromanyetik valfi temizleyin
Bileşenlerde, boru bağlantılarında ve yağ silindirinde sızıntı
Sızdırmazlık parçaları eskiyor.
Sızdırmazlık halkalarını değiştirin
Abkant Pres Bakımı
Genel Kılavuzlar
Kılavuzu Okuyun: Abkant presini kullanan veya bakımını yapan herkesin kılavuzu iyice okuduğundan ve anladığından emin olun. Optimum sonuçlar elde etmek için talimatlara sıkı sıkıya bağlı kalınması şarttır.
Atanmış Operatör: Makineye atanmış bir kişi görevlendirin. Operatörler, makinenin çalışması ve güvenlik protokolleri hakkında çalışma bilgisine sahip olmalıdır.
Eğilme Kuvveti ve Yük Dağılımı
Nominal Kuvvet: İş parçasına uygulanan bükme kuvveti abkant presin nominal kuvvetini aşmamalıdır.
Kalıp Ömrü: Kalıpların ömrünü uzatmak için, özellikle dar sacları bükerken uygun olmayan bükme genişliği nedeniyle kalıplara zarar vermekten kaçının. Bu gibi durumlarda çalışma basıncını uygun şekilde azaltın.
Eğilme Yükü: Her 630 mm uzunluk için eğilme yükü 400KN'yi geçmemelidir.
Yük Merkezleme: Doğruluğu korumak için bükülen sacların makine üzerinde ortalandığından emin olun. Düzensiz yükleme hem iş parçalarını hem de makineyi tehlikeye atabilir.
Yan Bükme: Bir iş parçasının sadece bir taraftan bükülmesi gerekiyorsa, yük nominal kuvvetin dörtte birini aşmamalıdır. Yükü dengelemek için her iki tarafta da bükme işlemi gerçekleştirin.
Hidrolik Sistem Bakımı
Yağ Değişim Programı:
Hidrolik yağını kullanımın ilk ayından sonra değiştirin.
Daha sonra, her 2000 çalışma saatinde bir yağı değiştirin.
Yağ Sıcaklığı: Yağ sıcaklığını 15-60°C arasında tutun. Sıcaklık bu aralığı aşarsa, bir soğutucu takın.
Yağ Tipi: Aşınma önleyici hidrolik yağ ISO VG46# (40°C'de ortalama 46mm²/s viskozite) kullanın. 5°C'nin altındaki işlemler için ISO VG32# kullanın.
Yağ Seviyesi ve Kalitesi:
Depodaki yağ seviyesini düzenli olarak kontrol edin.
Belirtilen özellikleri karşılayan yağ kullanın.
Hidrolik yağın işaret değeri 40°C'deki ortalama viskoziteye karşılık gelir.
Yağ Filtresi:
Yağ filtresini düzenli olarak bir solvent içinde durulayarak ve fırçalayarak temizleyin.
Temizleme mümkün olmadığında veya hasar gördüğünde yağ filtresini değiştirin.
Değiştirme gerektiğinde aynı sınıf yağ filtresini kullanın.
Yağlama
Yağlama Noktaları:
Yağlama noktalarını düzenli olarak kontrol edin.
Haftalık olarak yüksek kaliteli gres ile yağlayın.
Yağlama noktaları olmadan aşınmaya maruz kalan parçalar için haftada iki kez yağlayın.
Yağlama Diyagramı: Yağlama noktaları hakkında özel ayrıntılar için yağlama diyagramına bakın.
Elektrik Bakım
Elektrik Terminalleri:
Ana panodaki ve elektrik şalterlerindeki tüm bağlantıları düzenli olarak kontrol edin.
Vidaları gerektiği gibi sıkın.
Arızalı sigortaları ve sinyal lambalarını değiştirin.
Mekanik Parça Kontrolü
Aylık Çekler:
Burulma çubuğu yatağının düzgün şekilde sabitlendiğinden emin olun.
Kızakların aşınmamış olduğunu kontrol edin.
Silindir çubuklarının düzgün şekilde sabitlendiğini doğrulayın.
Üst koçun düzgün şekilde sabitlendiğinden emin olun.
Bakım Aksesuarları
Kullanılabilirlik: Bakım aksesuarlarını her zaman el altında bulundurun.
Onarım Sonrası Hassasiyet: Ağır onarımlardan sonra, makinenin hassasiyetinin fabrika standartlarını karşıladığından emin olun.
Özel Koşullar
Düşük Sıcaklıkta Çalışma: Makineyi çok düşük sıcaklıklarda (-5°C'nin altında) kullanmaktan kaçının. Gerekirse, makinenin bir süre boşta çalışmasına izin verin. Gerekirse bir yağ ısıtıcı takılabilir.
Yüksek Sıcaklıkta Çalışma: Normal koşullar altında yağ sıcaklığı 70°C'yi geçmemelidir. Özel koşullar altında bir yağ soğutucusu gerekebilir.
Önerilen Hidrolik Yağlar
FIAT-HTF 46
ENERGOL HLP 46
ESSO NUTO H46
SHELL-TELLUS S46
TOPLAM-AZOLLA 46
Güvenlik Sağlama ve Abkant Pres Makinesi Ana Konstrüksiyonu
Giriş
Bu bölüm, abkant pres makinesini çalıştırırken personelin ve ekipmanın güvenliğini sağlamaya yönelik yönergeler sunmaktadır. Özel gereksinimlere göre hazırlanmış olsa da, diğer makineler için de referans olarak kullanılabilir.
Güvenlik Ekipmanları
Personelin ve ekipmanın güvenliğini sağlamak için abkant pres makinesine çeşitli güvenlik mekanizmaları entegre edilmiştir. Operatörler hiçbir güvenlik ekipmanını değiştirmemeli, sökmemeli veya devre dışı bırakmamalıdır.
Işık Işını/Lazer Işını
Makine, müşteri gereksinimlerine bağlı olarak bir ışık huzmesi veya lazer ışını ile donatılabilir. Bu ışınlar, müdahale edildiğinde güvenlik modülünü etkinleştiren bir ışık perdesi oluşturur. Bu, koçun aşağı doğru hareket etmesini önler ve böylece operatörü olası yaralanmalardan korur.
Güvenlik Izgarası
Operatörleri tehlikeli alanlardan uzak tutmak için makinenin yan ve arka tarafına bir güvenlik ızgarası yerleştirilmiştir. Bu ızgara, bir güvenlik anahtarı aracılığıyla elektrik sistemine bağlanır. Güvenlik ızgarası açıldığında, elektrik sistemi devreye girerek makineyi çalışmaz hale getirir.
Acil Durdurma
Acil durdurma düğmeleri, tutamak kontrol istasyonunda ve askı kontrol istasyonunda stratejik olarak konumlandırılmıştır. Operasyonel bir hata veya başka bir kaza durumunda, acil durdurma düğmesine basılması tüm makine hareketlerini derhal durduracaktır.
Hidrolik Sistem
Hidrolik sistem, abkant pres makinesinin kritik bir bileşenidir. Koçun düşmesi önemli bir tehlike oluşturur ve bu tehlike bir emniyet kaldırma valfinin dahil edilmesiyle azaltılır. Hem değişim valfinin hem de emniyetli kaldırma valfinin valf çekirdekleri izlenir. Valf çekirdeklerinde herhangi bir anormallik tespit edilirse, izleme sinyali düşen koçun neden olacağı yaralanmaları önlemek için elektrik sistemini durduracaktır. Valf çekirdekleri sıfırlanamazsa, valf derhal incelenmelidir.
Sorun Giderme
Tüm güvenlik protokollerine uyulduğunda abkant pres makinesinin normal çalışması güvenlidir. Ancak, olağandışı kazalar durumunda veya bakım ve onarım sırasında aşağıdaki adımlar atılmalıdır:
Güvenlik ızgarasını kilitleyin.
Dikmelerin içinde bulunan acil durdurma düğmesine basın.
Profesyonel yardım alın.
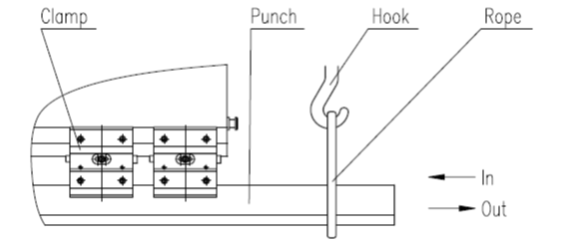
Herhangi bir vücut parçası zımba veya levha tarafından sıkıştırılırsa, aşağıdaki adımları izleyin:
Acil durdurma düğmesine basın.
Durumu dikkatlice inceleyin.
Makineyi yalnızca güvenli olduğundan emin olduktan sonra yeniden başlatın.
Çalışma modunu "inç" konumuna getirin.
Koçu geri çekmek ve kelepçeli parçaları serbest bırakmak için kol geri dönüş düğmesine basın.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Tüm metal işleme meraklılarının dikkatine! Abkant presiniz için uygun tonajı tahmin etmekten bıktınız mı? Başka yere bakmayın! Bu blog yazısında, abkant pres dünyasına dalacağız...
Abkant pres operatörleri çevremizdeki dünyanın şekillendirilmesinde çok önemli bir rol oynamaktadır, ancak yaptıkları iş risksiz değildir. Bu makalede, sektörden önemli güvenlik ipuçlarını inceleyeceğiz...
Abkant pres takımlarınız çok çabuk mu aşınıyor? Bu makale, takımlarınızın ömrünü uzatmak ve sac metal üretiminizde optimum performans sağlamak için gerekli onarım tekniklerini...
"Abkant pres" teriminin kökenini hiç merak ettiniz mi? Bu büyüleyici blog yazısında, "abkant pres" teriminin arkasındaki nedenleri ortaya çıkarmak için tarihte büyüleyici bir yolculuğa çıkacağız...
Sac metalin karmaşık şekillere nasıl ustalıkla büküldüğünü hiç merak ettiniz mi? Bu makalede altı tip abkant büküm prosesi incelenmektedir-katlama, silme, havalı büküm, alttan büküm, coining ve üç noktalı büküm. Siz...
Üretimin uçsuz bucaksız dünyasında bir makine dimdik ayakta durur: abkant pres. Hassasiyet ve güçle metali bükme ve şekillendirme kabiliyetiyle, vazgeçilmez bir makine haline gelmiştir...
Bir CNC abkant presin sorunsuz çalışmasını neyin sağladığını hiç merak ettiniz mi? Cevap hidrolik yağda yatıyor. Bu temel sıvı, makinenin optimum performansını ve uzun ömürlü olmasını sağlar. Makalemiz...
Bir abkant presin hidrolik silindirinin uygun şekilde onarılması, makine performansının ve güvenliğinin korunması için çok önemlidir. Hidrolik silindir tipik olarak bir piston, kovan, piston kolu ve vidadan oluşur....
Bir abkant presin bu kadar hassas bükümleri nasıl elde ettiğini hiç merak ettiniz mi? Bu makale, abkant pres eksenlerinin büyüleyici dünyasını keşfederek rollerinin ve işlevlerinin ardındaki sırları ortaya çıkarıyor. Nasıl olduğunu öğrenin...