Operatörler için Abkant Pres Güvenlik Yönergeleri (yönetmelikler)
Abkant pres operatörleri çevremizdeki dünyayı şekillendirmede çok önemli bir rol oynar, ancak yaptıkları iş risksiz değildir. Bu makalede, hayatımızı daha iyi hale getiren bileşenleri üretirken bu yetenekli profesyonellerin zarar görmemesine yardımcı olmak için sektör uzmanlarından temel güvenlik ipuçlarını inceleyeceğiz.
Abkant pres operatörlerinin güvenliği, makineye olan yakınlıkları ve sac metali doğrudan kullanmaları nedeniyle son derece önemlidir. Olası yaralanmalara maruz kalmanın en aza indirilmesi, güvenli bir çalışma ortamının sürdürülmesinde kritik öneme sahiptir.
Modern abkant presler, sabit fotoelektrik korumalar ve lazer koruma sistemleri dahil olmak üzere gelişmiş güvenlik sistemleri içerir. Bu teknolojiler, sac levha ile zımba ucu arasında parmak ezilmesi olaylarını önlemek için tasarlanmıştır. Bu güvenlik cihazlarının çalışma sırasında her zaman aktif kalması zorunludur.
Ancak operatörler, güvenlik cihazlarının tehlikeli durumlarda abkant presleri otomatik olarak durduramayabileceği belirli çalışma aşamalarında daha dikkatli olmalıdır. Örneğin:
Makine kurulumu sırasında, üst kirişin ayak pedalı aracılığıyla yanlışlıkla etkinleştirilmesini önlemek için abkant pres kilitlenmelidir. Üst kiriş bu işlem boyunca ölü merkez konumunda tutulmalıdır.
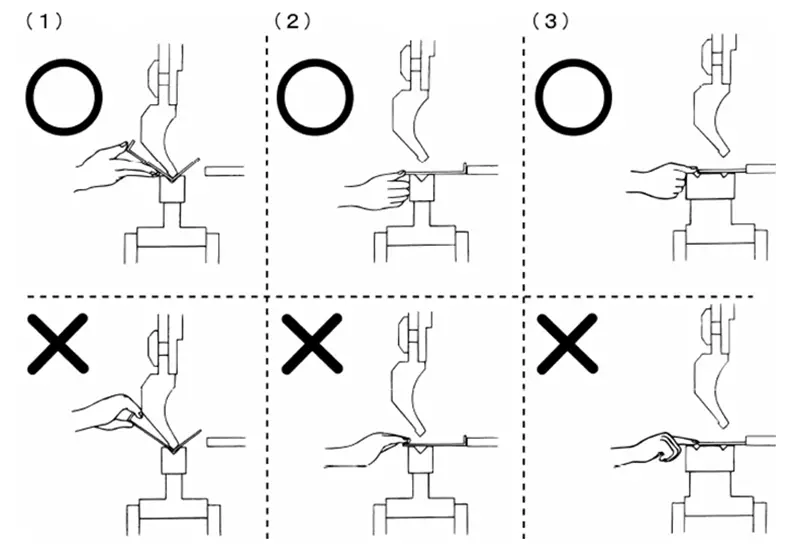
Operatörler abkant pres kullanırken uygun sac işleme tekniklerine uymalıdır. Buna şunlar dahildir:
İş parçasının doğru şekilde desteklenmesi
Normal sac metal hareketini engelleyebilecek eylemlerden kaçınma
Sac levha ile zımba ucu arasında parmak sıkışmasını önlemek için elin uygun şekilde konumlandırılması
Ayrıca, operatörler yorgunluğu azaltmak ve vardiyaları boyunca durumsal farkındalıklarını korumak için ergonomik uygulamalar konusunda eğitilmelidir. Düzenli güvenlik denetimleri ve tazeleme eğitimleri en iyi uygulamaların pekiştirilmesine ve ortaya çıkan güvenlik sorunlarının ele alınmasına yardımcı olabilir.
Gelişmiş güvenlik teknolojilerini uygun operatör eğitimi ve dikkati ile birleştirerek, abkant pres çalışmasıyla ilişkili riskler önemli ölçüde azaltılabilir ve daha güvenli ve daha üretken bir üretim ortamı sağlanabilir.
Önce zımbayı ve ardından kalıbı takın. Bunları hizalamak için kılavuz rayın altındaki iki vidayı gevşetin.
Önce zımbanın yüksekliğini kaldırın ve ardından kalıbın eş merkezli olup olmadığını kontrol etmek için pedala yavaşça basın. Basıncın aralığı aşmadığından emin olmak için daima basınç göstergesini kontrol edin.
İş parçasının alınması ve yerleştirilmesi
Parmaklarınızın sıkışmasını önlemek için ellerinizi katlanmış iş parçası ile kalıp arasına koymayın. Kalıbı hizalarken, ellerinizi ve vücudunuzun herhangi bir kısmını üst ve alt kalıp arasındaki boşluktan uzak tutun.
Büyük parçaları bükerken, yüzünüzün yaralanmasına neden olabileceğinden iş parçasının geri tepmesine dikkat edin.
Abkant pres iki veya daha fazla kişi tarafından çalıştırılıyorsa, operatörlerden biri pedal şalterini kontrol etmeli ve dikkatli bir şekilde kullanmalıdır.
CNC Abkant Presler için Güvenlik Kuralları
Makine aleti güvenlik yönetmeliklerine sıkı sıkıya bağlı kalın ve uygun kişisel koruyucu ekipman (KKE) kullanın.
Çalıştırmadan önce, motor, anahtarlar, kablo tesisatı ve topraklama dahil olmak üzere abkant presin elektrikli bileşenlerini kapsamlı bir şekilde inceleyin. Tüm kontrol elemanlarının ve düğmelerin doğru konumlarda olduğunu doğrulayın.
Üst ve alt kalıpların doğru hizalandığından ve güvenli bir şekilde monte edildiğinden emin olun. Konumlandırma cihazlarının imalat özelliklerini karşıladığını onaylayın.
Üst kaydırma plakası ve konum eksenleri başlangıç durumunda değilse programı sıfırlayın.
Çalışmanın ilk 1-2 dakikası içinde veya üst sürgü plakasının 2-3 hareketinden sonra anormal sesler veya arızalar meydana gelirse, makineyi derhal durdurun. Çalışmaya ancak kapsamlı bir inceleme ve normal işlevselliğin onaylanmasından sonra devam edin.
Çalışma sırasında abkant presini kontrol etmesi için tek bir operatör belirleyin. Bükme işlemlerine başlamadan önce tüm personelin güvenli pozisyonlarda olduğundan emin olmak için operatör ve malzeme taşıyıcıları arasında açık iletişim protokolleri oluşturun.
İş parçası kalınlığı ve geometrisine göre uygun kaydırıcı strokunu, üst ve alt kalıpları ve bükme kuvvetini seçin. Optimum V-kalıp genişliğini belirlemek için makinede bulunan bükme kuvveti tablosuna bakın ve gerekli bükme kuvvetinin abkant presin nominal kapasitesini aşmadığını doğrulayın.
Kalıp boşluğunu ayarlarken, sürgünün üst ölü noktada olduğundan emin olun. Boşluğu daha büyük boşluklardan daha küçük boşluklara doğru kademeli olarak ayarlayın.
Yetersiz boşluk nedeniyle kalıp hasarını önlemek için ilk kalıp boşluğunu plaka kalınlığından yaklaşık 1 mm daha büyük ayarlayın.
İki kişilik operasyonlar için, makineyi terk ederken acil durdurmalardan ve güç bağlantısının kesilmesinden sorumlu bir kişi belirleyin.
Düzensiz yüklemeden ve tek noktadan basınç uygulamasından kaçının.
Bükme sırasında eğilmeyi ve olası yaralanmaları önlemek için iş parçalarını sıkıca sabitleyin.
Üst ve alt kalıplar arasındaki alanı göstergelerden veya yabancı cisimlerden uzak tutun.
Kalıpları ayarlamadan önce gücü kesin ve abkant presini durdurun.
Kurulum ve çalıştırma sırasında kazaları önlemek için uygun kalıp seçimi ve güvenli sabitleme sağlayın.
Değişken kalıp açıklıklarını ayarlarken, malzemenin alt kalıpla temas etmesini önleyin.
Eksantrik yükler için maksimum basıncı 50% azaltarak doğru eğilme basıncını hesaplayın.
Maksimum bükme basıncında çalışırken minimum iş parçası uzunluğunu çalışma tezgahı uzunluğunun 1/3'ü kadar tutun.
Çalışma sırasında personelin abkant presin arkasında durmasını yasaklayın.
İş parçasının sadece bir ucuna basınç uygulamaktan kaçının.
Çalışma sırasında iş parçası veya kalıplarda yanlış hizalama tespit edilirse, makineyi derhal durdurun ve gerekli ayarlamaları yapın. Abkant pres hareket halindeyken asla manuel düzeltme yapmaya çalışmayın.
Ekipmanın hasar görmesini önlemek için ultra kalın saclar, su verilmiş çelik, gelişmiş alaşımlar veya yapısal çelik gibi makinenin spesifikasyonlarının ötesindeki malzemeleri bükmeye çalışmayın.
Kalıp hizalaması ve basınç göstergesi doğruluğu için düzenli denetimler gerçekleştirin.
Herhangi bir anormallik durumunda, işlemleri derhal durdurun, nedenini araştırın ve hızlı sorun giderme için uygun personeli bilgilendirin.
Gücü kapatmadan önce, alt kalıbın her iki ucundaki silindirlerin altına koruyucu ahşap bloklar yerleştirin ve üst kızağı bu blokların üzerine indirin.
İş tamamlandıktan sonra kontrol sisteminden çıkın, gücü kesin ve çalışma alanını iyice temizleyin.
Sürekli güvenli ve verimli abkant pres operasyonları sağlamak için kapsamlı bir operatör eğitim programı uygulayın ve ayrıntılı bakım kayıtları tutun.
Abkant Pres Güvenlik Çalışma Prosedürleri
Makine aleti güvenlik protokollerine sıkı sıkıya bağlı kalın ve zorunlu kılındığı şekilde uygun kişisel koruyucu ekipman (KKE) kullanın.
Çalıştırmadan önce motoru, anahtarları, kabloları ve topraklamayı düzgün işlevsellik ve güvenli bağlantılar açısından titizlikle inceleyin. Tüm kontrol bileşenlerinin ve düğmelerinin doğru konumlarda olduğunu doğrulayın.
Üst zımba ve alt kalıbın hizalanmasını ve güvenli bir şekilde takılmasını inceleyin. Konumlandırma cihazlarının iş parçası özelliklerini karşıladığından emin olun.
Ram ve konumlandırma eksenleri orijinlerinde değilse, orijine dönüş programını çalıştırın.
Çalıştırmanın ardından, koç 2-3 tam stroku tamamlayacak şekilde ekipmanın 1-2 dakika rölantide çalışmasına izin verin. Herhangi bir anormal ses veya arıza meydana gelirse, çalışmayı derhal durdurun. Çalışmaya ancak tüm sorunları ele alıp çözdükten sonra devam edin.
Çalışma sırasında, operatör ve malzeme taşıma personeli arasında yakın işbirliği sağlayarak faaliyetleri koordine etmesi için bir kişi belirleyin. Bükme işlemleri için sinyal vermeden önce tüm personelin güvenli pozisyonlarda olduğunu onaylayın.
Ram strokunu ayarlayın, uygun zımba ve kalıp kombinasyonlarını seçin ve sac kalınlığı ve geometrisine göre bükme basıncını ayarlayın. Alt kalıp açıklığı boyutunu seçin ve makinenin sağ tarafında bulunan bükme kuvveti tablosuna bakarak iş parçası bükme kuvvetini doğrulayın. Makinenin nominal kuvvet kapasitesini asla aşmayın.
Zımba ve kalıp arasındaki boşluğu ayarlarken, koçun üst ölü noktasında olduğundan emin olun. Boşluğu büyükten küçüğe doğru kademeli olarak ayarlayın. Başlangıçta, kalıbın ezilmesini önlemek için boşluğu sac kalınlığından yaklaşık 1 mm daha büyük ayarlayın.
Çok operatörlü bükme işlemlerinde, ayak frenini kontrol etmesi için bir kişi belirleyin. Makineden ayrılırken daima güç bağlantısını kesin.
Tek taraflı veya tek noktadan yükleme işlemlerinden kaçının.
Kaldırmayı ve olası yaralanmaları önlemek için bükme sırasında levhayı güvenli bir şekilde kelepçeleyin.
Zımba ve kalıp arasındaki alanı aletlerden ve döküntülerden uzak tutun.
Sac presleme kalıplarını ayarlarken gücü kapatın ve işlemleri durdurun.
Bükme aletlerini doğru seçin, zımba ve kalıbın doğru şekilde sabitlendiğinden emin olun. Yaralanmaları önlemek için alet montajı sırasında dikkatli olun.
Değişken alt kalıpların açıklığını ayarlarken, kalıp yüzeyine hiçbir malzemenin temas etmediğinden emin olun.
Bükme basıncını akıllıca seçin. Merkez dışı yükleme için basıncı maksimum kapasitenin 50% altında tutun.
Maksimum bükme basıncı uygularken, iş parçası uzunluğunun yatak uzunluğunun en az 1/3'ü kadar olduğundan emin olun.
Çalışma sırasında personelin makinenin arkasında durmasını yasaklayın.
Bir iş parçasının bir ucunda asla tek operatörle bükme işlemi yapmayın.
Çalışma sırasında iş parçası veya takım sorunları tespit edilirse, makineyi durdurun ve düzeltmeleri yapın. El yaralanmalarını önlemek için çalışma sırasında asla manuel ayarlamalar yapmaya çalışmayın.
Ekipman hasarını önlemek için aşırı kalın plakalar, su verilmiş çelikler, yüksek alaşımlı çelikler veya kare stok dahil olmak üzere makine özelliklerini aşan malzemeleri bükmeyin.
Zımba ve kalıp hizalamasını ve basınç göstergesinin doğruluğunu düzenli olarak kontrol edin.
Anormallik durumunda, makineyi derhal durdurun, nedenini araştırın ve arızanın derhal giderilmesi için ilgili personeli bilgilendirin.
Gücü kapatmadan önce, alt kalıp üzerine her iki yan silindirin altına tahta bloklar yerleştirin ve koçu bu blokların üzerine indirin.
İş tamamlandığında, kontrol sistemi programından çıkın, gücü kesin ve çalışma alanını iyice temizleyin.
Toparlayın
Sac metal imalatı sırasında güvenlik prosedürlerine her zaman titizlikle uyulmalıdır. Buna uygun kişisel koruyucu ekipmanların (KKE) zorunlu kullanımı da dahildir; özellikle kesilmeye dayanıklı eldivenler ve sac metal işleri için özel olarak tasarlanmış koruyucu giysiler üzerinde durulmalıdır. Bu önlemler, keskin metal kenarların ve çapakların kullanılmasıyla ilişkili yırtılmaların, delinmelerin ve diğer olası yaralanmaların önlenmesinde çok önemlidir.
İş parçasının manipülasyonu ve işlenmesi sırasında ellerin ve vücudun uygun şekilde konumlandırılması da aynı derecede önemlidir. Operatörler, sac metali etkili bir şekilde desteklemek ve yönlendirmek için ergonomik olarak doğru duruşları ve el yerleşimlerini korumalıdır. Bu sadece hassas üretim sağlamakla kalmaz, aynı zamanda zorlanma yaralanmalarını ve kazaları da önler. Malzeme üzerindeki kontrolü tehlikeye atabilecek veya imalat süreci boyunca amaçlanan akışını engelleyebilecek garip veya doğal olmayan hareketlerden kaçınmak çok önemlidir.
Ayrıca, kas-iskelet yaralanmaları riskini en aza indirmek ve imalatın tüm aşamalarında iş parçası üzerinde optimum kontrolü sağlamak için operatörler, uygun olduğunda mekanik yardımcıların kullanımı da dahil olmak üzere uygun malzeme taşıma teknikleri konusunda eğitilmelidir. Sac metal imalatçıları, uygun KKD kullanımını ergonomik çalışma uygulamalarıyla birleştirerek operasyonlarında hem güvenliği hem de verimliliği önemli ölçüde artırabilir.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Tüm metal işleme meraklılarının dikkatine! Abkant presiniz için uygun tonajı tahmin etmekten bıktınız mı? Başka yere bakmayın! Bu blog yazısında, abkant pres dünyasına dalacağız...
Abkant pres takımlarınız çok çabuk mu aşınıyor? Bu makale, takımlarınızın ömrünü uzatmak ve sac metal üretiminizde optimum performans sağlamak için gerekli onarım tekniklerini...
"Abkant pres" teriminin kökenini hiç merak ettiniz mi? Bu büyüleyici blog yazısında, "abkant pres" teriminin arkasındaki nedenleri ortaya çıkarmak için tarihte büyüleyici bir yolculuğa çıkacağız...
Sac metalin karmaşık şekillere nasıl ustalıkla büküldüğünü hiç merak ettiniz mi? Bu makalede altı tip abkant büküm prosesi incelenmektedir-katlama, silme, havalı büküm, alttan büküm, coining ve üç noktalı büküm. Siz...
Üretimin uçsuz bucaksız dünyasında bir makine dimdik ayakta durur: abkant pres. Hassasiyet ve güçle metali bükme ve şekillendirme kabiliyetiyle, vazgeçilmez bir makine haline gelmiştir...
Bir CNC abkant presin sorunsuz çalışmasını neyin sağladığını hiç merak ettiniz mi? Cevap hidrolik yağda yatıyor. Bu temel sıvı, makinenin optimum performansını ve uzun ömürlü olmasını sağlar. Makalemiz...
Bir abkant presin hidrolik silindirinin uygun şekilde onarılması, makine performansının ve güvenliğinin korunması için çok önemlidir. Hidrolik silindir tipik olarak bir piston, kovan, piston kolu ve vidadan oluşur....
Bir abkant presin bu kadar hassas bükümleri nasıl elde ettiğini hiç merak ettiniz mi? Bu makale, abkant pres eksenlerinin büyüleyici dünyasını keşfederek rollerinin ve işlevlerinin ardındaki sırları ortaya çıkarıyor. Nasıl olduğunu öğrenin...
Hiç doğru abkant pres strok uzunluğunu ayarlamakta zorlandınız mı? Birçok operatör, genellikle deneme yanılma yöntemine başvurur. Bu makale, hesaplamak için net bir formül sağlayarak sürecin gizemini...