19. ve 20. yüzyıllarda, Eyfel Kulesi ve otomobil iskeletleri gibi birçok önemli çelik yapı perçinlenmiştir. 20. yüzyılın sonlarında, otomobil iskeletleri de dahil olmak üzere önemli sayıda yapı kaynaklanmıştır. Ancak, uçak gövdeleri ve çelik köprüler gibi bazı yapıların hem daha hafif hem de daha güçlü olması gerekiyordu ve bunlar vidalı bağlantı tekniğini kullanıyordu.
Perçinli ve Vidalı Bağlantılar: Temel Farklılıklar
Taşıyıcı Kuvvet
TaĢıma kuvveti açısından bakıldığında, perçinleme daha iyi kesme taĢıma kapasitesine sahiptir ancak çekme taĢıma kapasitesi daha düĢüktür. Cıvatalı bağlantılar hem gerilme hem de kesme kuvvetini taşıyabilir. Kaynak da gerilme ve kesme mukavemetini taşıyabilir ancak yırtılmaya karşı hassastır.
Ayrılabilirlik
Cıvatalı bağlantılar ayrılabilir bağlantılardır, perçinleme ve kaynak ise ayrılmaz. Bu da cıvatalı bağlantıları bakım veya parça değişimi gerektiren yapılar için tercih edilir kılar.
Kalite Güvence
Kalite güvencesi açısından, cıvatalı bağlantılar perçinlemeden daha iyidir, bu da kaynaktan daha iyidir. Kaynak, kaliteyi kontrol etmek için en az kolay olanıdır, bu yüzden sivil havacılık uçakları daha az kaynak kullanır.
Malzeme Özellikleri Üzerindeki Etkisi
Kaynak, malzeme özellikleri üzerinde en büyük etkiye sahiptir ve önemli kalıntı gerilime ve deformasyona neden olur. Bu durum köprüler ve arabalar için tolere edilebilir ancak uçak yüzeyleri gibi aerodinamik şekiller için ideal değildir.
Maliyet ve Ağırlık
Maliyet açısından bakıldığında, cıvatalı bağlantılar perçinli ve kaynaklı bağlantılardan daha pahalıdır. Ayrıca ekstra ağırlık ekledikleri için bazı uygulamalarda daha az tercih edilirler.
Farklı Malzeme Bağlantıları
Benzer olmayan malzeme bağlantıları için (alüminyum ve titanyum, kompozit ve titanyum, farklı alüminyum alaşım serileri gibi) kaynak iyi bir seçim değildir. Uçaklarda farklı malzemeler yaygın olarak birleştirilir, bu nedenle uygulama yelpazesi kaynaktan ciddi şekilde etkilenir.
Köprülerde Neden Kaynaklı Bağlantılar Yerine Vidalı Bağlantılar Kullanılır?
Mekanik Özellikler
Cıvatalı bağlantılar ve kaynak, güvenilirlik ve maliyet etkinliği nedeniyle inşaat mühendisliğinde daha çok kullanılmaktadır. Cıvatalar, özellikle mükemmel kontrol ve daha düşük maliyet sağlayan yüksek mukavemetli cıvata sürtünme tipi bağlantılar olmak üzere en iyi güvenilirliği sunar.
İnşaat Karmaşıklığı
Cıvatalı bağlantıların saha inşaat ortamlarında kullanımı daha kolaydır. Perçinleme ve kaynak gibi ısıtma işlemlerine ihtiyaç duymazlar, bu da onları daha kontrollü hale getirir. Ayrıca, cıvatalı bağlantılar daha kolay denetlenebilir, böylece daha yüksek kalite ve tutarlılık sağlanır.
Yapısal Bütünlük
Cıvatalı bağlantılar büyük deformasyonlar ve dinamik yükler altında yapısal bütünlüğü korur, bu da onları zaman içinde çeşitli streslerle karşılaşan köprüler için uygun hale getirir. Yüksek mukavemetli cıvataların kullanılması, bağlantıların sağlam ve dayanıklı kalmasını sağlar.
PS1: Kaynak hataları kontrol edilmesi nispeten zordur, bu da tutarsız yorulma özelliklerine neden olur.
PS2: Sıcak perçinleme, özellikle daha büyük titanyum perçinler, uçaklarda da yaygın olarak kullanılır.
Ek açıklama: Her bağlantı tekniği ilerlemekte ve farklı türlerin ortaya çıkmasına neden olmaktadır.
Örneğin, perçinleme tek taraflı perçinleme ve kendinden delici perçinleme olarak ikiye ayrılabilir.
Kendiliğinden delme perçinleme şu anda daha çok otomotiv endüstrisinde kullanılmaktadır ve ekipman pahalıdır.
Tek taraflı perçinleme esas olarak yapının açık olmadığı durumlarda kullanılır ve ambalaj endüstrisinde düşük kaliteli bir uygulamadır.
Uçaklarda lokalize edilmesi zor olan daha gelişmiş perçinleme teknikleri vardır.
Kaynak gibi yeni teknolojiler, lazer kaynağıve karıştırmalı sürtünme kaynağı, havacılık ve uzay endüstrisinde de kullanılmaktadır.
Lazer kaynağı küçük bir ısıdan etkilenen bölgeye ve küçük bir deformasyona sahiptir.
Karıştırmalı sürtünme kaynağının mekanizması net olarak incelenmemiştir ve diğer kaynak yöntemlerinden farklıdır. kaynak yöntemleri̇.
Bu nedenle, daha önce otomobiller için kaynak ve uçaklar için perçinleme kullanıldığı görüşü artık doğru değildir.
Köprüler konusunda çok fazla bilgim yok, ancak sezgisel olarak konuşursak, bu büyük ölçekli yapıların çoğu maliyet faktörlerini göz önünde bulundurur ve ağırlığa duyarlı değildir ve genellikle en son teknolojik yöntemleri kullanmazlar.
Fabrikasyon ve yerinde inşaatın karmaşıklığını hesaba katmadan sadece bağlantı yönteminin mekanik özelliklerini göz önünde bulundurursak, cıvatalı bağlantılar ve kaynak, güvenilirlikleri ve maliyet etkinlikleri nedeniyle inşaat mühendisliğinde daha fazla kullanılmaktadır.
Cıvatalar, özellikle yüksek mukavemetli cıvata sürtünme tipi bağlantılar olmak üzere en iyi güvenilirliğe sahiptir. Mühendislikte, daha düşük maliyet ve daha yüksek güvenilirlik elde etmeye yardımcı olan daha küçük dağılımlı daha kontrol edilebilir teknoloji kullanmak her zaman tercih edilir. Bu nedenle, yüksek mukavemetli cıvata sürtünme tipi bağlantılar şu anda bu tür mühendislik gereksinimleri için ideal bir yöntemdir.
Yerinde İnşaat Zorlukları
1. Perçinleme
Geleneksel sıcak perçinleme, montajdan önce perçinin ısıtılmasını gerektirir ve bu da sahada zahmetli olabilir. Doğal soğutma sürecinin (tavlama) kontrol edilmesi zordur, bu da değişken mukavemet ve güvenilirliğe yol açar. Kendinden delici perçinleme gibi modern teknikler bu sorunların bazılarını hafifletir ancak yüksek ekipman maliyetleri de beraberinde getirir.
İnşaat mühendisliğinde çelik yapılar genellikle daha kalın ve daha büyüktür ve kullanılan perçinler soğuk perçinlerle aynı değildir. Önce ısıtılmaları gerekir ve daha sonra düz uç bir perçin makinesi ile bir kavrama haline getirilir.
İşte iki resim daha, şimdi Waibaidu Köprüsü ve Eyfel Kulesi'nin perçinlerinin nasıl vurulduğunu anlamalısınız!
Isıtma > Kurulum > Dövme ve şekillendirme
İnşaat mühendisliğinde çelik yapılar genellikle daha kalın ve büyüktür ve kullanılan perçinler soğuk perçinlerle aynı değildir.
Önce ısıtılmaları gerekir ve daha sonra düz uç bir perçinleyici ile dövülerek bir kavrama haline getirilir.
Bu süreçte perçin aslında iki işlemden geçmiştir: ısıl işlem ve dövme.
Modern endüstriyel koşullar altında, ısıl işlem ve dövmenin çoğu metalürji ve mekanik işleme fabrikalarında yapılmaktadır.
Isıl işlemin başlangıç sıcaklığı ile ısıtma ve soğutma hızının kontrol edilmesi gerekir. Dövme işlemi de yüksek hassasiyetli kalıplarla tamamlanır.
Saha işleme ortamında, her ikisinin de düşük maliyetle iyi bir şekilde kontrol edilemeyeceği açıktır.
İnşaat mühendisliğinin çoğu yerinde kurulumunda, perçin oluşturulduktan sonra dış doğal ortamda sıcaklık düşürülür. Bu işlem aslında "tavlama.
Tavlama çeliğin mukavemetini azaltır ve sünekliğini artırır.
Bununla birlikte, çeliğin bir termometre ile elektrikli bir fırında ısıtıldığı ve sıcaklığın otomatik bir kontrol cihazı tarafından kontrol edildiği fabrika ısıl işleminden farklıdır.
Mühendisler, sahada doğal olarak meydana gelen kontrolsüz tavlamayı sevmezler.
Perçinler bileşen içinde doğal olarak tavlanır ve mukavemetin ne kadar azalacağını ve ne kadar artık gerilme kalacağını tam olarak bilmek imkansızdır.
Yağmur veya güçlü rüzgar gibi bazı kazalarla karşılaşsa bile, "tavlamanın" tersi olan "söndürmeye" bile neden olacaktır.
Bu tür sıcak perçinlerin nihai performansı oldukça değişkendir.
Projenin genel güvenilirliğini sağlamak için perçinin gücünden tam olarak yararlanılmayacak, bu da gerekli perçin sayısını artıracak, israfa ve karmaşık tasarıma neden olacaktır.
Buna ek olarak, konstrüksiyon zahmetlidir ve her perçinin kullanımdan önce ısıtılması gerekir. Artık inşaat mühendisliği alanında bu tür sıcak perçinler pek kullanılmıyor.
2. Kaynak
Yerinde kaynak çevresel faktörlerden etkilenerek çatlaklar, kabarcıklar, cüruf eklenmesi ve eksik nüfuziyet gibi potansiyel kusurlara yol açar. Kalite kontrolü zordur, kalifiye işgücü ve sofistike denetim teknikleri gerektirir. Kaynak ayrıca, yapısal bütünlüğü tehlikeye atabilecek önemli artık gerilmeler ve malzeme deformasyonları ortaya çıkarır.
Eskiden kaynak yapmanın çok basit bir şey olduğu düşünülürdü, ancak çelik yapı dersleri alırken ve biraz bilgi okurken gerçeğin öyle olmadığı anlaşıldı. Kaynak kaynak süreci çok fazla şey içerir, bu da onu çok büyük ve karmaşık bir konu haline getirir. Tüm süreç, çeşitli fiziksel ve kimyasal reaksiyonların büyük bir koleksiyonudur.
Kaynakçılık özel bir meslek olabilir ve sadece yüksek mesleki veya teknik okulda kaynakçılık değil, aynı zamanda bir araştırma üniversitesinde de bir ana daldır. MARC ve NASTRAN gibi birçok yazılım, kaynak sürecini simüle etmek için kaynak modülleri geliştirmiştir. İnşaat mühendisliği alanında bile, kaynağın yapı üzerindeki etkisini inceleyen çok sayıda akademisyen vardır ve bu da kaynağın karmaşıklığını göstermektedir. Kaynak, bağlantı alanındaki malzemeleri eritecek ve bağlantı alanının yakınındaki malzemeler de yüksek sıcaklıklara dayanacaktır.
Bu nedenle, inşaat mühendisliği saha inşaatı koşulları altında, sıcaklık perçinlerden daha yüksek olduğu için, soğutma ve yeniden kristalleşmenin neden olduğu artık gerilme akma dayanımı malzemenin. Çevredeki alan üzerindeki ısıl işlem etkisi kontrol edilemez, çevredeki malzemelerin mukavemeti ve tokluğu değişecektir. Aynı zamanda, kaynak işlemi sadece fiziksel bir değişiklik değildir, aynı zamanda çevredeki gaz ve gazlarla da reaksiyona girer. kaynak flaksı bir miktar kalıntı üretmek için.
Yerinde kaynak genellikle manuel kaynaktır ve hataların meydana gelmesi kaçınılmazdır, bu da alt kesimler, yanlış kaynaklar ve kaynaklar gibi kusurlara neden olur. Bu tür hatalar yapısal sağlamlık ve yorulma performansı üzerinde önemli bir etkiye sahip olabilir.
Özellikle sahadaki inşaat ortamında tüm malzemeler kolayca kaynaklanamaz. Örneğin, alüminyumun fabrikada yüksek gereksinimleri vardır ve sahne daha da zorludur. Çelik, inşaat mühendisliğinde en yaygın kullanılan malzeme olmasına rağmen kaynaklanabilirlik büyük farklılıklar gösterir. Yüksek mukavemetli ve alaşımlı çelik Farklı malzemeler, alüminyumdaki oksitlerin yüksek erime noktası, çok hızlı soğutma ve kaynak sırasındaki reaksiyonlar nedeniyle genellikle zayıf kaynaklanabilirliğe sahiptir.
Fabrika ortamında, çelik gibi malzemeler aşağıdaki yöntemlerle kaynaklanabilir argon ark kaynağı ve daha fazla ekipman gerektiren diğer kaynak teknikleri. Bununla birlikte, inşaat sahası basit bir ortamla sınırlıdır ve ark kaynağı genellikle kullanılır, bu da bu tür malzemelerin kaynaklanmasını gerçekçi olmaktan çıkarır.
Hammaddeler yüksek mukavemetli çelikler veya adi çelikler olsa da fabrika ortamında çeşitli soğuk ve sıcak işlemlerden geçirilerek elde edilirler. Sonuç olarak, yerinde aynı özelliklerde kaynak yapmak neredeyse imkansızdır.
3. Cıvatalama
Cıvatalı bağlantılar, ısıtma işlemlerinin ortadan kaldırılması nedeniyle sahada daha kolay yönetilebilir. Bununla birlikte, cıvata deliklerinin hassas bir şekilde hizalanması çok önemlidir ve yanlış hizalama ek işçilik ve malzeme maliyetlerine yol açabilir. Yüksek mukavemetli cıvata sürtünme tipi bağlantılar, uygun sürtünme kuvvetini sağlamak için titiz yüzey hazırlığı ve kontrollü sıkma gerektirir.
Perçinleme ve kaynakla karşılaştırıldığında cıvatalama, kontrolsüz ısıl işleme neden olabilecek bir ısıtma işlemi olmadan saha inşaat ortamında çok daha kontrollüdür.
Hem bileşenler hem de cıvatalar fabrika ortamında üretilir, bu nedenle ürünün tutarlılığı oldukça iyidir ve yerinde vidalanabilirler. Basınç taşıyan bağlantılar perçinlere benzer, ancak cıvatanın mukavemeti ve tutarlılığı perçinden daha iyidir.
Sürtünmeli bağlantılar aynı değildir ve saha yapımı ile ilgili bir konu vardır - sürtünme kontrolü. Sürtünme, temas yüzeyi basıncından etkilenir ve yüzey pürüzlülüğüAncak kesme bükümlü cıvatalar, tork anahtarları ve yüzey hazırlama teknikleri artık bu sorunu çözebilir.
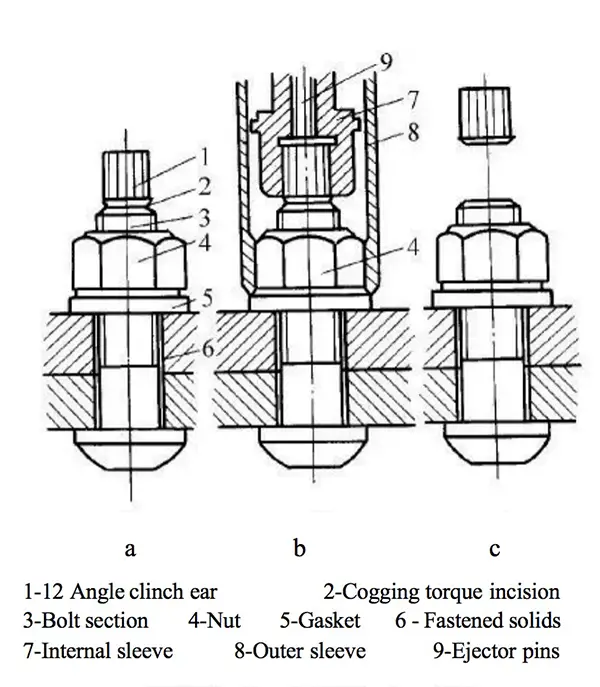
Kesme-büküm cıvatasının bir ucunda perçine benzer, köşesiz yuvarlak bir kafa bulunur ve cıvata diğer ucunda bir yiv (veya erik başı) içinden vidalanır. Yiv ile cıvata arasında ince bir boyun vardır ve bileşen ile cıvata arasındaki sürtünme tarafından üretilen tork boynun burulma sınırına ulaştığında yiv bükülür.
Tork anahtarı, kesme-büküm cıvatalarıyla aynı etkiyi elde etmek için büyük altıgen cıvataları sıkmak için kullanılabilir. Birisi bugün soğuk algınlığı geçirdiği için bükmek çok zor olmayacak ya da birisi bu gece yan odaya gideceği için çok heyecanlı olmayacaktır (cıvatalar çok sıkı olursa kırılırlar).
Yüzey işleme fabrikada kumlama veya kumlama sonrası pas önleyici boya uygulaması ile yapılabilir.
Sürtünme tipi bağlantı kullanıldığında, elemanlar arasındaki kuvvet aktarımı sürtünme yoluyla gerçekleşir, bu nedenle bağlantı performansı temelde elemanın kendisine eşittir. Tasarım konseptine en uygun olanıdır ve mukavemet, sertlik ve yorulma performansı garanti edilir.
Anahtarın nasıl kullanılacağına dair şema
Cıvata bağlantıları için tezahürat yapmak istediğimi mi sanıyorsun? HAYIR!
Sahada çelik yapılar kuran herkes ne kadar sinir bozucu olduğunu bilir cıvata bağlantısı kurulumlar olabilir.
Cıvata delikleri çeşitli nedenlerle (üretim hatası, kaynak deformasyonu ve kuvvet deformasyonu...) cıvatayla eşleşmeyebilir ve cıvataların bir milimetre eksik olması nadir değildir.
Reinhardt'ın balyozu, kesme pimini deliğe sokmak ve deliği eşleştirmek için kullanılır.
Ancak, iki bileşen birbirine uymadı ve cıvatalar sıkılamadı.
Yerinde delme ve düzeltme bileşeni çok fazla zayıflatabilir.
Bazen çok zahmetli olan onarım kaynağı veya çelik manşon onarımı gerekir.
Birçok durumda, bağlantı plakaları bileşenler arasında doğrudan bağlanamaz ve cıvatalardan bükülmüş olan yivleri kesmeyi unutmayın.
Tüm bunlar malzeme kullanımında önemli bir artışa yol açıyor.
Cıvatalar ağırlık olarak sıradan Q345\Q235'ten daha pahalıdır, bu nedenle cıvatalı bağlantıların fiyatı çok yüksektir.
Kaynakta böyle bir sıkıntı yoktur ve pozisyonda çok fazla fark olmadan doğrudan kaynak yapılabilir.
Kaynağın bir diğer avantajı da hızlı olmasıdır.
Aynı zamanda, kaynak torcu sadece bağlamak için değil, aynı zamanda kesmek için de kullanılabilir ve inşaat hatalarının hızlı bir şekilde düzeltilmesine olanak tanır.
Çoğu zaman kaynak, ek plakalara gerek kalmadan ve daha az malzeme ile doğrudan elemanlar arasında yapılabilir.
Ark kaynağı ile kaynak yapılabilen çeliğin mukavemeti genellikle çok yüksek değildir ve kaynak mukavemeti ana malzemeden daha yüksek olabilir.
Buna ek olarak, kaynak alanı tüm bileşeni tamamen kaplayarak yeterli güvenlik marjları ve güvenilirlik sağlar.
Bu nedenle kaynak, uygun olduğu için yerinde kurulum sırasında yaygın bir yöntemdir.
Ancak, belirli bir ortamda gerekli istikrarlı kaliteyi yeterince düşük bir maliyetle elde etmek mümkün olmadığında çeşitli yöntemler uygulanamaz.
Yerinde kaynağın istikrarsız kalitesinin nedeni, dış ortamın kontrol edilebilir olmaması ve insan operasyonunun güvenilir olamamasıdır.
Bu nedenle kaynak fabrika ortamına taşınırsa sonuçlar çok farklı olur.
Otomatik kaynak makineleri, kapalı atölyeler ve kaynak sonrası doğrultma, taşlama ve ısıl işlem gibi süreçler kaynak deformasyonunu ayarlamaya ve artık gerilimi azaltmaya yardımcı olur.
Buna ek olarak, büyük ölçekli hata tespit ekipmanı kaynakların kalitesini tespit etmeye ve onarmaya yardımcı olabilir.
Dolayısıyla, standart olmayan bazı bileşenleri fabrika ortamında üretmenin en iyi yolu hala kaynak yapmaktır.
Perçinleme, ısıtma işlemi gibi daha iyi teknolojiler kullanılarak da geliştirilebilir.
Geçmişte kömür fırınları kullanılıyordu, ancak şimdi perçini hızlı bir şekilde ısıtmak için girdap akımı ısıtma prensibini kullanan elektrikli fırınlar ortaya çıktı.
Perçin ısıtılıp daha sonra soğutulduğu için plaka üzerinde önemli bir baskı oluşturacak ve plakayı sıkıştırabilecektir.
Ayrıca, perçinlerin tokluğu nispeten iyi olduğundan, bazen dinamik yüklere maruz kalan yapılar için kullanılırlar. Bazı eski çelik köprüleri onarmak için perçin kullanmaya devam etmek hala gereklidir.
Örneğin, aşağıdaki resim Guangzhou Daily'nin Haizhu Köprüsü'nün onarımıyla ilgili haberinden seçilmiştir.
İnşaat mühendisliğinin hantal yapısı nedeniyle, sıcak perçinlerin kullanımı sahada azalmaktadır. Bununla birlikte, soğuk perçinler (çekme perçinler gibi) daha hafif oldukları ve cıvatalara göre daha az malzeme kullandıkları için hafif kaplamaları ve ince plakaları bağlarken hala kullanışlıdır.
Ayrıca, ince plakaların kaynaklanması kolay değildir ve soğuk perçinler, özellikle daha az mukavemet gerektiren bağlantılar için farklı malzeme türlerini bağlamak için uygundur. İnşaat mühendisliğinde, tipik olarak çok ince bileşenler olan ince duvarlı çelik ve profilli çelik plakaları bağlamak için kullanılırlar. Yaygın bir örnek, inşaat sahalarındaki geçici çitlerdir.
Dolayısıyla, hangi yolla bağlanılacağı düşünülmelidir:
- mekanik özelliklerin gereklilikleri;
- inşaat koşulları ;
- paranın izin verdiği kadar.
Her bağlantı türünün uygulamada kendi kapsamı vardır.
Havacılık ve uzay gibi alanlarda perçinler için hala birçok kullanım alanı var, ancak bu benim alanım değil ve diğer havacılık ve uzay uzmanlarının daha fazlasını tanıtmasının zamanı geldi.
Gemi inşaatı perspektifinden özetleyeceğim.
Perçinleme İkinci Dünya Savaşı öncesinde gemi yapımında yaygın olarak kullanılmaktaydı ancak artık kullanılmamaktadır. Gemi inşa endüstrisindeki eskimişliğine rağmen, perçinli bağlantılar modern uçak yapımında hala kullanılmaktadır, ancak bunlar İkinci Dünya Savaşı öncesi gemilerde kullanılan perçinli bağlantılardan çok farklıdır.
Boş ağırlığı azaltma ihtiyacı nedeniyle, kullanılan uçak malzemelerinin çoğunluğu alüminyum ve kompozittir. Alüminyumun kaynaklanması kolay değildir, kompozitler ise kaynaklanamaz. Uçağın aynı zamanda su geçirmez olması gerektiği düşünüldüğünde, perçinleme uçak yapımı için en iyi seçenektir.
Cıvatalı bağlantılar çoğunlukla iç inşaatlarda (binalar, köprüler, vinçler ve gemilerde/okyanus platformlarında güverteye monte edilen tesisler) kullanılır. Cıvatalı yapıların sökülmesi kolaydır ancak su geçirmez değildir ve cıvataların kendileri paslanmaya eğilimlidir (cıvataların oluklarında su birikebilir).
Kaynak, günümüzde denizcilik endüstrisinde kullanılan tek birleştirme yöntemidir (perçinlemenin yerini tamamen almıştır) ve kara inşaatlarında da kullanılmaktadır. Cıvatalı bağlantılarla karşılaştırıldığında, kaynak sızdırmazlık avantajına sahiptir. Perçinleme ile karşılaştırıldığında, kaynak hızlı olma avantajına ve çağdaş kaynak kalitesine sahiptir. kaynak teknoloji̇si̇ daha güvenilirdir. Dezavantajı ise sökülmesinin kolay olmaması ve sökülürken bileşenlerin havaya uçurulması veya kesilmesi gerekmesidir ki bu da hammaddelerin yeniden kullanılabilirliğine zarar verir.
Perçinleme neden nakliye endüstrisi tarafından ortadan kaldırıldı?
Dünya Savaşı öncesindeki perçinli gövde yapısı bir soda krakerine benzetilebilirken, modern kaynaklı teknoloji ile inşa edilen yeni Titanik bir parça hamura benzetilebilir.
Herhangi bir büyük metal yapının anahtarı aslında bileşenlerin bağlantı noktasıdır!
Bu ister gemi, ister uçak, ister araç ya da roket olsun geçerlidir.
Birbirine bağlı iki levha, tek seferlik kompozit bir levhadan daha güçlü olamaz.
Kaynak ile ilgili olarak: Fabrikadaki kaynak sonuçlarına tamamen güvenilmemelidir.
Hatta eğer kaynak malzemesi ana malzemeden daha güçlü ise, sınır hattındaki ana malzeme kaynaktan sonra yine de zayıflayacaktır. Unutmayın!
Örnek
Gerçek bir projeyi örnek olarak ele alayım (pratik örnekler üzerinden öğrenmeyi seviyorum), örnek olarak portal çelik çerçeveli bir çelik yapı fabrika binasını kullanayım.
Sıradan çelik yapı binaları için perçinleme kullanmanın yüksek maliyeti ve zorluğu nedeniyle, kaynak ve cıvatalamayı tartışalım.
Vinçli bir tesis için gereksinimlerimiz aşağıdaki gibidir:
- Tesis, güvenlik, konfor ve dayanıklılık dahil olmak üzere güvenilirlik gereksinimlerini karşılamalıdır.
- Vinç, elektrikli bir ekipmandır ve vincin dinamik yük taleplerini karşılaması gerekir.
- Fabrika taşındıktan sonra atölyenin yıkılması gerekip gerekmediğini ve malzemeler için ne kadar alanın yeniden kullanılabileceğini düşünmemiz gerekiyor.
Kapı çeliğinin çelik kolonu ile temel arasındaki bağlantı ile başlayalım.
Kolon tabanı, rijit bağlantılar ve menteşe bağlantıları olarak ikiye ayrılır.
Güç ekipmanı için rijit bir bağlantı yapma eğilimindeyiz çünkü vincin dinamik yükü, özellikle de yatay frenleme yükü, kolayca genel dengesizliğe neden olabilir.
Kolon tabanını kaynaklayabilir veya cıvatalayabiliriz, ancak kaynak yapmak çok kolay değildir.
Kolon ayağı, kolonun altındaki temele bağlı olduğundan, tamamen kaynak yapılması durumunda, yetersiz kaynak gibi sorunlara neden olması kolaydır. kaynak dikişive kaynak işlemi sırasında kolonun stabilitesini sağlamak zordur.
Bakmaktan korkuyor musun? kaynak çubuğu kıçınızı somurturken ve sarkan sütuna bakarken elinizde mi?
İkinci olarak, kiriş-kolon birleşimleri hakkında konuşalım. Bu önemli değil.
Sağlam bir şekilde bağlandıkları sürece, hem cıvatalar hem de kaynak kabul edilebilir, ancak kaynaklar paslanmaya eğilimlidir, bu nedenle çelik yapı üreticilerinin güvenilir olması gerekir.
Eğer cıvata delikleri biraz kaymışsa, bir dakika içinde ağlayabilirsiniz.
Bir kez daha, rüzgara dayanıklı sütun menteşeli olmalıdır.
Bu yüzden tereddüt etmeyin, cıvatayı alın ve bir şans verin.
Son olarak, bir gün fabrika arızalanırsa (patron bana vurma), cıvata bağlantısı ne kadar kolay? İki kişi bir günde üç fabrikayı batırabilir ve gece satabilir.
Özetle, bağlantının menteşeli bir bağlantı olması gerekiyorsa cıvata kullanın.
Rijit bir bağlantıysa, kaynak ve cıvatalı bağlantılar arasındaki seçim duruma, zorluğa ve kaynakçıların beceri düzeyine bağlıdır.
Cıvatalı bağlantılar daha kolaydır ve daha az beceri gerektirir, ancak hassasiyet ve kalite kontrol açısından üretici için daha yüksek gereksinimleri vardır.
Kaynaklı bağlantılar paradan tasarruf sağlayabilir ancak malzeme dayanıklılığı ve kaynakçıların becerisi için daha yüksek gereksinimleri vardır.
İş bittikten sonra, denetim biriminden bir denetim yapması istenecektir, ancak hatalar varsa üretici muhtemelen mutsuz olacaktır ve hatta bir indirim bile teklif edebilir.
Ancak, cıvatalı bağlantılarınıza güveniyorsanız ve hükümetin fabrikanızın arazisini yıkabileceğini düşünüyorsanız, fabrika için tazminat talep etmek için cıvata bağlantısını kullanabilir ve ardından üzerine inşa etmek için yeni bir arazi parçası bulabilirsiniz.
Görüş A
Proses ekipmanlarıyla ilgili temel araştırmaları değerlendirmeyi yeni bitirdim ve düşüncelerimi paylaşacağım.
Hem perçinleme hem de cıvatalamayla ilgili en büyük sorun, ağırlık azaltma hedefiyle çelişmeleridir.
Cıvatalarda da tellerin kayması ve gevşemesi sorunu vardır.
Hem perçinleme hem de cıvatalama basit prensipler ve kanıtlanmış teknoloji avantajına sahiptir.
Çok sayıda kaynak türlerisürtünme kaynağı, karıştırma kaynağı ve lazer ark kaynağı dahil olmak üzere.
Kaynağın avantajı, ağırlık azaltımının sağlanabilmesidir.
Dezavantajı ise bazı metal malzemelerin kaynaklanabilirliğinin zayıf olması ve çatlama ve deformasyona eğilimli olmasıdır.
Aynı malzemenin ve farklı malzemelerin kaynağı farklı kaynak teknikleri gerektirir.
Sürece ek olarak, otomatik kaynak ekipmanı üretimi de zordur.
Görüş B
Kaynak
Avantajlar: Çeşitli şekiller için uygundur, çelik tasarrufu sağlar, otomatikleştirilebilir ve yüksek üretim verimliliğine sahiptir.
Dezavantaj: Kalite, kaynak sarf malzemeleri ve kullanımdan büyük ölçüde etkilenir.
Perçinleme
Avantajlar: Güvenilir kuvvet aktarım bağlantısı, tokluk, iyi plastisite, kalitenin kontrol edilmesi kolaydır, dinamik yüke maruz kalan yapılarda yaygın olarak kullanılır.
Dezavantajlar: Hurda çelik ve ekstra iş.
Cıvatalar genel cıvatalar ve yüksek mukavemetli cıvatalar olarak ikiye ayrılır.
Yaygın cıvataların kullanımı kolaydır ve kesilmemelidir.
Yüksek mukavemetli cıvatalar hem normal cıvataların hem de perçinli bağlantıların avantajlarını içerir ve artık perçinli bağlantıların yerine kullanılabilir.
Görüş C
Kusurlu perçinli parçalar kolayca gözlemlenebilir, bu da onu havacılık, gemi yapımı, köprüler ve diğer alanlarda kullanışlı hale getirir.
Kaynak, yüksek verimlilik ve mukavemete sahiptir, bu da makine, ekipman ve otomobil üretiminde yaygın olarak kullanılmasını sağlar.
Cıvata bağlantıları demontaj için elverişlidir, bu nedenle çoğunlukla montaj işleminde kullanılırlar. Örneğin, uçak camlarında kaynak yapmak bakım için zahmetlidir ve uçuş sırasında kaynak yapmak risklidir.
Perçinleme, bakım sırasında bulunan kusurların onarımını kolaylaştırabilir. Örneğin, bir otomobil şasisinin metal yapısal parçalarının perçinlenmesi üretim verimliliğini ve sağlamlığını tehlikeye atabilir.
Ulusal Stadyum (Kuş Yuvası) projesinde, tüm parçaların kaynaklanması belirli bölgelerde yoğun stres yaratmakta ve yüksek rakımlı yerlerde büyük miktarlarda kaynak yapılması nedeniyle inşaatı elverişsiz hale getirmektedir. En güvenilir çözüm, fabrikada "dallar" yapmak ve bunları yerinde monte etmektir.
Bir perçinleme öğretmeni Japonlar tarafından inşa edilen perçinli bir köprüyü perçinleri ısıtarak onardı. gaz kaynağıSonra da soğuduklarında balyozla parçaladım.
Bir köprünün içindeki çatlak bir kaynağı onarmak, tüm köprü yıkılıp yeniden kaynak yapılamayacağı için zordur.
Görüş D
Verilen yanıt sadece iki noktaya değinirken, perçinlemenin avantajları net değildir.
Cıvatalama, hem bağlantı plakasında hem de cıvatalarda iyi tokluk ve süneklik sunar.
Büyük deformasyonlar altında bile taşıma kapasitesini korur ve güçlü sismik dirence sahiptir.
Düğüm yükünün ne zaman aşıldığını gözlemlemek kolaydır.
Kaynağın tokluğu, özellikle düşük sıcaklıklarda o kadar iyi değildir, bu da onu kırılgan hasara eğilimli hale getirir.
İnşaat sırasında, cıvatalama konstrüksiyonu kaynak kadar uygun olmayabilir, ancak konstrüksiyon kalitesinin kontrol edilmesi kolaydır.
Kaynak, özellikle de saha kaynağı, çatlaklar, kabarcıklar, cüruf, kaynak sızıntısı, erimemiş ve nüfuzi̇yet kaynaği.
Kaynak personeli için yüksek gereksinimleri vardır ve inşaat kalitesini gözlemlemek zordur.
Yaygın ultrasonik cihazların teknik içeriği tahri̇batsiz testler yüksek mukavemetli cıvata tork testinden daha yüksektir ve daha yüksek ekipman ve işçilik maliyetlerine sahiptir.
Görüş E
Kendi sezgilerime dayanarak bazı kavramları tartışmama izin verin.
Bu perçinleme işlemi en basit olanıdır. Perçinin kendisi bir dökümdür ve perçinleme sadece nesnede delikler açılarak gerçekleştirilebilir. Dezavantajı, yeterince büyük bir uzunlamasına darbe verildiğinde perçinin deforme olabilmesi ve çökebilmesidir.
Vida işlemi daha karmaşıktır çünkü tüm vidalar kendi kendine çalışmaz. Vidanın dişinin bir torna tezgahı tarafından yapılması gerekir ve bağlantıdaki deliğin de negatif deseni kazımak için bir takım tezgahına ihtiyacı vardır. Perçinleme ile karşılaştırıldığında, vidalar doğrudan darbeye maruz kaldıklarında daha güçlüdür. Bununla birlikte, bağlantı uzun süreli ileri geri titreşime maruz kalırsa vidalar zamanla gevşeyebilir ve vidanın dişli yüzeyi özellikle paslanmaya eğilimlidir.
Kaynak işlemi en karmaşık olanıdır. Avantajlar açısından, kaynak sadece birleştirmekle kalmaz, aynı zamanda malzemeleri kaynaştırır. Bu nedenle kaynak, mukavemet, su sızdırmazlığı, hava sızdırmazlığı ve elektrik iletkenliği açısından önceki iki türden daha iyi olmalıdır.
Görüş F
Kaynak yapmanın dezavantajları:
Deformasyon şiddetli olabilir, çünkü yüksek kaynak sıcaklığı kaynakta gerilim yoğunlaşmasına yol açar. Bu nedenle, birçok yüksek hassasiyetli, yüksek gereksinimli yüzey bağlantısında dişler ve yapışkanlı yapıştırma kullanılır.
İncelenmesi zordur. Kaynaktan sonra, herhangi bir kusuru tespit etmek için özel test ekipmanına ihtiyaç duyulur ve bu da maliyetleri artırabilir.
Saha kısıtlamaları da bir sorun olabilir.
Sökülmesi zordur. Bir kaynak hatası yapılırsa, bağlantı kesilmeli ve yeniden kaynak yapılmalıdır.
Kaynak yapmanın avantajları:
İyi bir bağlantı performansına sahiptir ve farklı şekil ve boyutlarda malzemelere sahip büyük ekipmanların kaynağı için pratiktir.
İyi bir sertliğe, genel performansa ve sızdırmazlığa sahiptir.
Görüş G
Cıvatalar kolayca çıkarılabilir, ancak yer kaplar ve ağırlık eklerler, bu nedenle çıkarılmaları gerekmiyorsa az kullanılırlar. Kaynak, ekipman ve çalışma saatleri gerektirir ve tüm malzemeler kaynaklanamaz. Perçinleme daha az yaygınlaşmaktadır.
Görüş H
Köprüler, kuleler ve inşaat vidaları gibi sabit nesneler genellikle perçinlenir veya kaynaklanırken, hareket eden nesneler veya parçalar, hareketin vidaları gevşetebileceği gerçeğinden dolayı birbirine kaynaklanır veya perçinlenir. Her uçuştan önce her vidayı kontrol etmek mümkün değildir.
Kaynak en kararlı seçenektir çünkü hem perçinli hem de vidalı bağlantılar iki parçayı sürtünme ile birleştirir, bu da iki parça arasında öteleme yönünde bir kuvvet varsa uygun değildir. Kaynak, iki bileşeni tek bir ünite halinde birleştirir.
İki parça arasında öteleme yönünde bir kuvvet varsa, birbirlerine destek olmaları halinde vidalarla sabitlenmeleri düşünülebilir. Örneğin, bir parçanın olukları ve diğer parçanın dışbükey rayları varsa, birbirlerine uyuyorlarsa vidalarla sabitlenebilirler. Prensip, ötelemenin sürtünme kuvvetini montaja karşı basınca dönüştürerek taşıma kuvvetini ve stabiliteyi büyük ölçüde iyileştirmektir.
Görüş I
Perçinli bağlantılar geniş bir kategoridir ve cıvatalar en yaygın türlerden biridir. Cıvatalama veya yüksek mukavemetli perçinleme kaynaktan daha fazla mukavemet sağlayabilir, ancak dezavantajı daha yüksek maliyettir. Uçaklar, bom vidası ve huck vidası gibi normal vidalı bağlantılardan daha güçlü ve daha hafif olan perçinli bağlantılar kullanır. Uçaklar yüksek güvenlik standartları gerektirdiğinden kaynaklanamazlar ve perçinleme kullanmaları gerekir. Yüksek hızlı trenler bu kadar yüksek standartlar gerektirmez, bu nedenle genellikle kaynak kullanırlar. Arabalar daha da düşük standartlara sahiptir ve kaynak kullanabilirler, ancak Land Rover gibi bazı araba üreticileri tüm gövdeleri alüminyum olan ve uçaklar gibi perçinlenmiş arabalar yapmışlardır, ancak bunlar son derece pahalıdır.
Köprüler benim uzmanlık alanım değil, ancak yüksek mukavemetli çelik kullanırken köprüyü hafif tutma ihtiyacı gibi bazı özel gereksinimler için kaynak yapmak mümkün olmayabilir. zayıf kaynak yüksek mukavemetli çeliğin performansı. Ayrıca, deniz kıyısı yakınlarında korozyon direnci gereksinimleri olabilir ve korozyona dayanıklı çeliğin kaynaklanması da zor olduğundan, güvenliği sağlamak için genellikle perçinleme kullanılır.
Kaynak Teknolojisindeki Gelişmeler
Son yıllarda kaynak teknolojisi, geleneksel dezavantajlarından bazılarını gideren önemli ilerlemeler kaydetti:
- Lazer Kaynağı: Bu yöntem konsantre bir ısı kaynağı sağlayarak ısıdan etkilenen bölgelerin ve deformasyonun minimum düzeyde olmasını sağlar. Hassasiyetin ve minimum malzeme bozulmasının kritik olduğu endüstrilerde giderek daha fazla kullanılmaktadır.
- Sürtünme Karıştırma Kaynağı: Halen kapsamlı bir çalışma altında olmasına rağmen, bu teknik malzemelerin mekanik karıştırma yoluyla birleştirilmesini, güçlü ve hatasız kaynaklar oluşturulmasını içerir. Özellikle birbirine benzemeyen malzemelerin birleştirilmesi için faydalıdır ve havacılık ve otomotiv uygulamalarında kullanılır.
Bakım ve Onarım
Bakım ve onarım hususları da bağlantı yöntemlerinin seçiminde kritik bir rol oynamaktadır:
- Perçinleme: Perçinli bağlantıların denetlenmesi ve bakımı nispeten kolaydır. Arızalı perçinler, çevreleyen malzeme üzerinde önemli bir etki yaratmadan değiştirilebilir, bu da onları uçaklar gibi düzenli bakım gerektiren yapılar için uygun hale getirir.
- Kaynak: Kaynaklı bağlantıların onarımı daha karmaşıktır ve genellikle yapıyı zayıflatabilecek kesme ve yeniden kaynak işlemlerini gerektirir. Tahribatsız test yöntemleri, yapıyı sökmeden kusurları tespit etmek için gereklidir.
- Cıvatalama: Cıvatalı bağlantılar sökülmesi ve değiştirilmesi en kolay olanlardır, bu da onları sık sık ayarlama veya yer değiştirme gerektirebilecek yapılar için ideal kılar. Bununla birlikte, dinamik yükler altında gevşemeye eğilimlidirler ve düzenli denetimler ve bakım gerektirirler.
Yapısal Bağlantılarda Gelecek Trendleri
Yapısal bağlantılar alanı, çeşitli yöntemlerin gücünü, dayanıklılığını ve verimliliğini artırmayı amaçlayan sürekli araştırma ve geliştirmelerle sürekli olarak gelişmektedir:
- Hibrit Teknikler: Farklı bağlantı yöntemlerinin birleştirilmesi, her birinin güçlü yanlarından faydalanılmasını sağlayabilir. Örneğin, hem kaynak hem de cıvata kullanılan hibrit yapılar daha fazla güvenilirlik ve bakım kolaylığı sunabilir.
- Akıllı Malzemeler ve Teknolojiler: Kendi kendini iyileştiren malzemeler ve akıllı sensörler gibi malzeme bilimindeki yenilikler bağlantı teknolojilerine entegre ediliyor. Bu gelişmeler, yapıların uzun ömürlülüğünü ve güvenliğini önemli ölçüde artırarak gerçek zamanlı izleme ve otomatik onarım yetenekleri sağlayabilir.
- Çevresel Hususlar: Sürdürülebilir inşaat uygulamaları, bağlantı yöntemlerinin seçimini etkilemektedir. Atıkları en aza indiren, enerji tüketimini azaltan ve geri dönüşümü kolaylaştıran teknikler giderek daha önemli hale gelmektedir.
Sonuç
Yapı mühendisliğinde perçinli, cıvatalı veya kaynaklı bağlantıların seçimi, mekanik özellikler, inşaat koşulları, kalite kontrol, bakım gereksinimleri ve maliyetten etkilenen karmaşık bir karardır. Her bir yöntemin avantajları ve dezavantajları olmakla birlikte, teknoloji ve malzemelerdeki gelişmeler bu yöntemlerin uygulanabilirliğini ve performansını sürekli olarak artırmaktadır. Köprüler gibi büyük ölçekli yapılar için cıvatalı bağlantılar, güç, dayanıklılık ve denetim kolaylığı ihtiyaçlarını dengeleyen güvenilir ve bakımı kolay bir çözüm sunar. Sektör geliştikçe, hibrit ve yenilikçi teknikler yapısal bağlantıların verimliliğini ve etkinliğini daha da optimize edecek, daha güvenli ve daha esnek yapılar sağlayacaktır.