Swing Beam Hidrolik Kesme Makinesi Kullanım Kılavuzu
Güçlü makinelerin ham metali nasıl hassas, kullanılabilir parçalara dönüştürdüğünü hiç merak ettiniz mi? Bu makale, bir mühendislik harikası olan hidrolik kesme makinesinin sırlarını açığa çıkarıyor. Çelik plakaları nasıl kolaylıkla kestiğini öğrenin ve onu metal işlemede bir elyaf haline getiren temel özellikleri keşfedin. Tam potansiyelinden yararlanmanızı sağlamak için çalışmasını, kurulumunu ve bakımını keşfetmeye hazır olun.
Hidrolik kesme makinesi, 450 N/mm² (65.000 psi) plaka gerilme mukavemetine dayalı nominal kapasitesiyle metal-çelik plakaların hassas kesimi için tasarlanmıştır. Bu sağlam tasarım, çeşitli metal türlerinde çok yönlü uygulamaya olanak tanır.
Farklı mukavemet özelliklerine sahip malzemeler için maksimum plaka kalınlığı, optimum kesme performansını ve makinenin uzun ömürlülüğünü korumak için buna göre ayarlanmalıdır. Genel bir kural, malzeme mukavemeti arttıkça maksimum kalınlığı orantılı olarak azaltmaktır.
Makinenin çekirdek yapısı, sertlik ve ağırlık optimizasyonu dengesi sunan sac levha kaynaklı bir tasarıma sahiptir. Bu yapı, kullanım kolaylığı, güvenilir performans ve kesme işlemleri sırasında gelişmiş titreşim sönümleme sağlar.
Kesme işlemi, kesme stroku boyunca tutarlı bir kuvvet sağlayan yüksek basınçlı bir hidrolik sistem tarafından desteklenmektedir. Geri dönüş mekanizması, yalnızca bıçağın hızlı bir şekilde geri çekilmesini kolaylaştırmakla kalmayan, aynı zamanda aşırı basınç artışlarını emerek aşırı yük koşullarına karşı bir koruma görevi gören bir nitrojen gazı akümülatörü kullanır.
Farklı üretim ihtiyaçlarını karşılamak için makine, gerçek zamanlı parametre izleme için dijital bir ekran sistemi veya otomatik çalışma ve hassas kontrol için daha gelişmiş bir sayısal kontrol (NC) sistemi ile donatılabilir.
Tasarıma entegre edilmiş bir bıçak boşluğu göstergesi, farklı malzeme kalınlıklarına uyum sağlamak ve optimum kesim kalitesini korumak için hızlı ve doğru ayarlamalara olanak tanır.
Makine, görünürlüğü artıran ve hassas malzeme konumlandırması sağlayan entegre aydınlatmalı bir hizalama cihazına sahiptir. Kesme stroku ayarlanabilir; bu özellik, çevrim süresini ve enerji verimliliğini optimize ettiği için özellikle dar plakaları işlerken faydalıdır.
Ön destek kolları ve arka dayama sistemi standart özelliklerdir. Arka dayama mekanik olarak ayarlanabilir, konumu sayısal olarak gösterilir veya yüksek çözünürlüklü enkoderler kullanılarak bir NC sistemi aracılığıyla kontrol edilir. İnce ayar, bir el çarkı mekanizması aracılığıyla gerçekleştirilir. Ön destek kolları, ek referans için ölçüm cetvelleriyle donatılmıştır.
Malzemenin sorunsuz bir şekilde taşınmasını kolaylaştırmak için çalışma tablası yuvarlanan destek bilyeleri ile donatılmıştır. Bu özellik, sac stoğun kıvrılmasını en aza indirir ve sürtünmeyi önemli ölçüde azaltarak büyük veya ağır iş parçalarının daha kolay manipüle edilmesini sağlar.
Makinenin tasarımında güvenlik ön planda tutulmuş ve operatörleri tüm çalışma aşamalarında korumak için metal kesme ekipmanlarına yönelik uluslararası güvenlik standartlarına uygun kapsamlı bir koruma sistemi kurulmuştur.
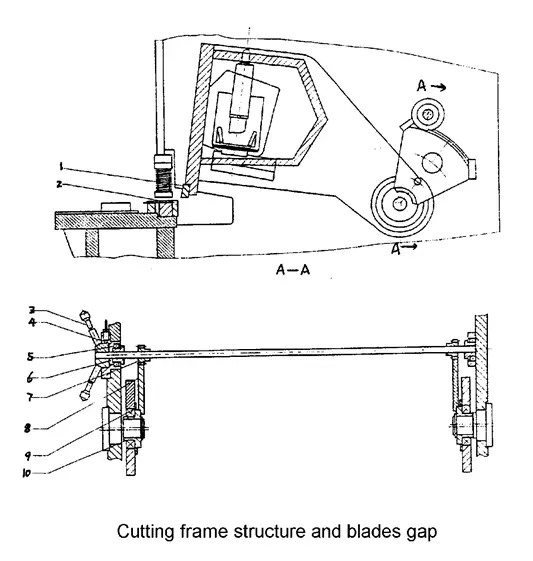
Hidrolik kesme makinesinin çerçevesi
Makine çerçevesi
Yüksek rijitliğe sahip çelik kaynaklı plaka, sol ve sağ dikey direğe sabitlenmiş iki silindire sahiptir.
Üst ve alt kesme tahtaları arasındaki boşluğun hizalanmasını sağlayarak alt kesme tahtasının rahatça ayarlanması için çalışma tablasına bir mengene kesme tahtası yerleştirilmiştir. Rahat ve hızlı çalışma için çalışma tablasına bir besleme topu da yerleştirilmiştir.
Kesme çerçevesi
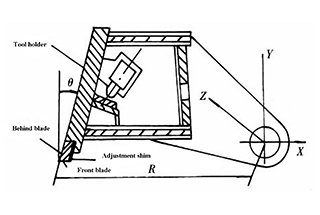
Yüksek sertlikteki kaynaklı plaka eksantrik sokette (9) desteklenir ve sarkaç tekrarı yoluyla kesme işlemini tamamlamak için sol ve sağ silindirler ve strok silindiri tarafından tahrik edilir. (Şekil 1'e bakınız). Yukarı kesim desteğinin dikey yüzeyi, yukarı kesim ve alçak kesim arasındaki boşluğun hizalanmasını sağlamak için kavislidir.
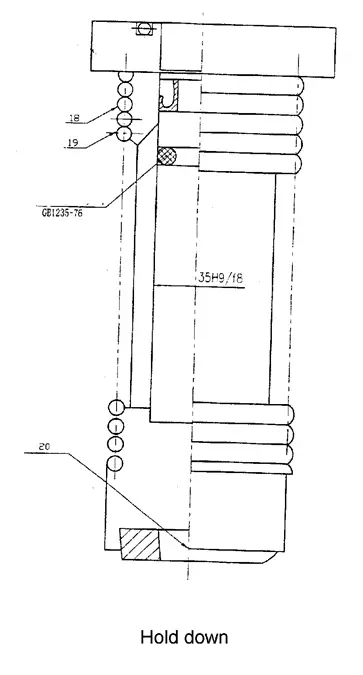
Basınç cihazı (Basılı tutun)
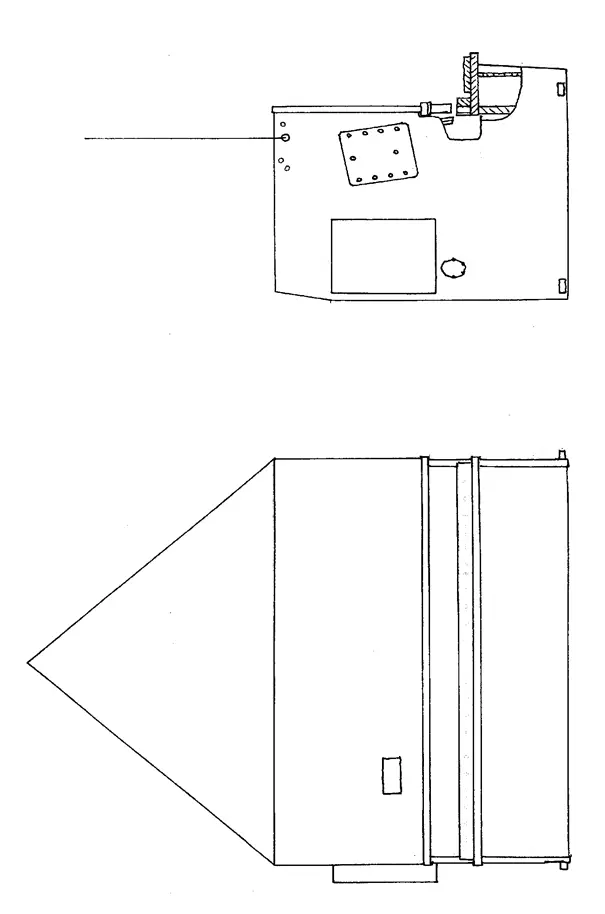
Makine çerçevesinin önündeki destek panosuna monte edilmiş basınç besleme silindirlerinden oluşur. Basınç besleme silindirindeki yağ akışı, baskı yayının (18) çekme kuvvetine karşı aşağı iten ve baskı plakasını sıkıca sabitleyen bir basınç oluşturur. Kesme işlemi tamamlandıktan sonra, silindirler gerilim yayının çekme kuvveti ile sıfırlanır. Basınç plakanın kalınlığı ile birlikte artar. (Bkz. Şekil 3)
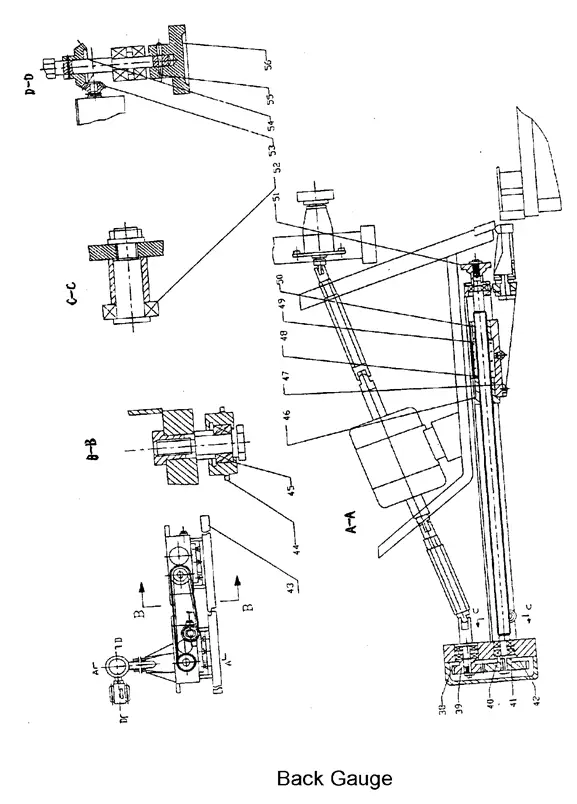
Ön gösterge ve arka gösterge
Ön gösterge:
Çalışma masası, cetvel üzerinde bir valf göstergesi ile donatılmıştır ve hareketli çubuğun istenen valfe ayarlanmasına izin verir. İnce çelik plakaların kesimi ön göstergede rahatlıkla yapılabilir. Arka gösterge (resim 5'e bakınız) yukarı kesim tahtasına sabitlenmiştir ve onunla birlikte yukarı ve aşağı hareket eder.
Arka gösterge, bir dişli aracılığıyla torku azaltan ve kontrol çubuğunu çalıştıran 0,55Kw'lık bir motor tarafından ayarlanır. "+" veya "-" düğmesine basılarak gösterge ileri veya geri ayarlanabilir. Mekanik ayarlama ile istenen vananın elde edilememesi durumunda, el çarkı (50) gerekli vanayı elde etmek için döndürülebilir, bu da arka göstergenin ayarlanmasını hem kullanışlı hem de güvenilir hale getirir.
Arka dayamanın standart aralığı 20-750 mm'dir. Kesme plakasının uzunluğu arka dayamanın maksimum mesafesinden daha uzunsa, arka dayama (43) minimum konumuna çıkarılabilir ve destek çerçevesinin (47) eğimli yüzeyi kullanılarak levha yukarı kaldırılabilir, böylece herhangi bir uzunluktaki plakanın kesilmesine izin verilir. (Bkz. Şekil 4)
Hidrolik kesme makinesinin montajı
Hidrolik kesme makinesinin Paketleme / Sevkiyatı
Fabrikadan çıkan tüm makineler, el korumasına bağlı bir gönyeleme kolu ve ayak paneli ile birlikte paketlenir. Çalışma aletleri ve kullanım kılavuzu tek bir kutuda paketlenmiştir.
Makinenin açıkta kalan tüm yüzeyleri, gazyağı veya bir çözücü ile kolayca çıkarılabilen bir pas önleyici ile kaplanmıştır.
Hidrolik kesme makinesinin kaldırılması
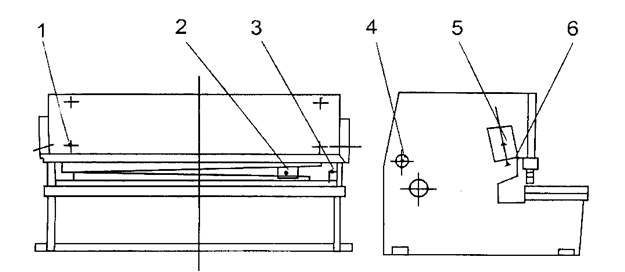
Bu makineyi makinenin her iki yanında bulunan iki kaldırma noktasından kaldırmak için yalnızca onaylı ve güvenli tel halatlar kullanın. (Bkz. Şekil 5)
Vakıf
Tüm makaslarımız bir temel üzerine kurulmak üzere tasarlanmıştır. Ayrıntılar için lütfen ekteki temel çizimine bakın.
Kurulum
Bu hidrolik makaslama maki̇nesi̇ optimum kesme performansı için uygun şekilde dengelenmelidir. Bu, plaka tutma alanında yüksek kaliteli bir tesviye göstergesi kullanılarak sağlanabilir.
Tesviye işleminden önce, tesviye vidalarının beton zemine girmesini önlemek için makinenin ayaklarının altına beş adet taban plakası (en az 150 x 150 x 9 mm ölçülerinde) yerleştirdiğinizden emin olun.
Makine düzleştirildikten sonra, ayaklarının altındaki ve etrafındaki boşluğu çimento harcı karışımıyla doldurarak konumunu sabitleyin.
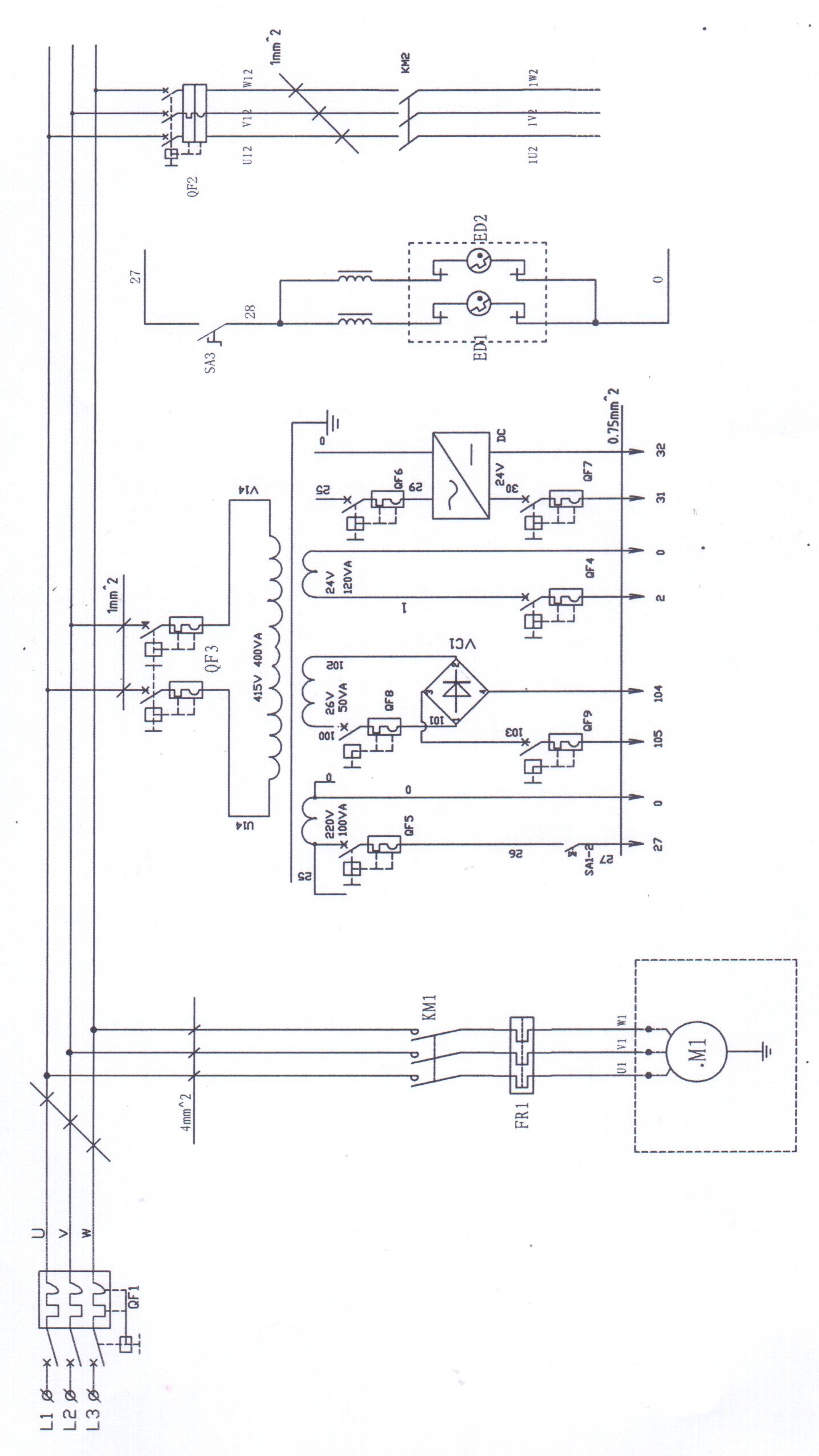
Elektrik Tesisatı
Herhangi bir elektrik gücünü açmadan önce yerel güç kaynağının bu hidrolik kesme makinesi ile uyumlu olduğundan emin olun.
Güç kablosunu elektrik panelinin sol alt tarafına bağlayın. Bazı makineler nötr kablo gerektirebilir.
4.1 Aşağıdaki adımlar uzman personel tarafından gerçekleştirilmelidir ve mal sahibinin sorumluluğundadır.
Cihazın isim plakasını doğrulayın hi̇droli̇k makaslama maki̇nesi̇ ve kablo tesisatının tesisinizdeki mevcut güçle eşleştiğinden emin olun.
Gerekli güç makinenin teknik özelliklerini karşılamıyorsa, yardım için lütfen elektrik tedarikçinizle iletişime geçin.
Makineye giden güç kaynağının sigortalı olduğundan emin olun, böylece onarım için bağlantısı tamamen kesilebilir.
Farklı kontrol üniteleri farklı şemalara sahip olabileceğinden lütfen ekteki elektrik çizimlerine bakın.
4.2 Ayak pedalı SF haricinde tüm kumanda düğmeleri ön kontrol paneline sabitlenmiştir. Her bir fonksiyon için semboller düğmelerin üzerinde gösterilir.
Dijital ekran sistemini çalıştırma adımları aşağıdaki gibidir:
Elektrik kutusu kapağını açın ve makineyi çalıştırmak için QF1 ve QF2 güç anahtarlarını açın. Elektrik kutusunu kapatın.
Kontrol devresini açmak için SA1 anahtar düğmesine basın. Makinenin açık olduğunu göstermek için HL1 ışığı yanacaktır.
Arka göstergeyi ileri veya geri hareket ettirmek için SB4 veya SB5 düğmelerine basın.
Arka dayamanın konumu SICK mekanik göstericide görüntülenir. SQ3 ve SQ4 limit anahtarları, 20 mm ila 750 mm standart hareket aralığı ile arka dayamanın maksimum ve minimum hareketine monte edilmiştir.
Çalıştığı duyulabilen pompa motorunu çalıştırmak için SB3 aydınlatma düğmesine basın.
Manuel veya otomatik kesme modunu seçmek için SA3 düğmesini kullanın.
Aydınlatma ışığı SA4 ile gösterilir. Saymaya başlamak için 1'e, saymayı durdurmak için 0'a çevirin.
Hidrolik Sistem
Hidrolik yağını temizleyin
Hidrolik sistemdeki hidrolik yağın temizliği son derece önemlidir. Yağ deposunun temizlenmesi çok önemlidir.
Hidrolik yağı değiştirirken, yağ deposunun kapağını çıkarmak gerekir. Deponun altını bir havlu kullanarak temizleyin (pamuk ipliği kullanmayın) ve ardından temizleme benzini veya gazyağı ile yıkayın.
Tank kapağının sınırlamaları nedeniyle, kol tankın sonuna ulaşamayabilir. Bu gibi durumlarda, her bir köşeyi silmek için havluyu bir bambu veya çubuğun etrafına sarın.
Kirli yağı çıkarmak için sızdıran tapayı veya fren valfini gevşetin.
Temizlenene kadar tankın yanlarını ve tabanını iyice kurulamak için bir temizlik havlusu kullanın.
Gerekirse, kirleri temizlemek için kaynak dikişinde veya temizlenmesi zor alanlarda bir bez yuvarlayın, ardından kapağı tekrar takın.
Hidrolik yağı seçin
Hidrolik yağın viskozite derecesi, 40°C'deki ortalama viskozitesine karşılık gelir. Hidrolik sistem daha yüksek basınç ve sıcaklıkta ve daha düşük hızda çalışıyorsa, daha yüksek bir viskozite derecesi seçilmelidir.
ISO VG46# değerine sahip aşınma önleyici hidrolik yağ kullanılması önerilir (40°C'de ortalama 46 mm2/s viskozite). Makine uzun bir süre boyunca 5°C'nin altındaki sıcaklıklarda çalışacaksa, ISO VG32# değerine sahip hidrolik yağ kullanılması önerilir.
Makinenin çok düşük sıcaklıklarda (-5°C'nin altında) kullanılması tavsiye edilmez, ancak gerekliyse, makinenin bir süre boşta kalmasına izin verilmelidir. Gerekirse devreye bir yağ ısıtıcı takılabilir.
Normal çalışma koşullarında yağ sıcaklığı 70°C'yi geçmemelidir. Gerekirse, bir yağ soğutucu kurulabilir.
Yağ doldurun
Kullanılan yağ temiz olmalıdır. Hava filtresinin somununu sıkın ve hava filtresinden doldurun.
Filtreli bir dolum ekipmanı kullanıyorsanız, yağ tankının kapağını açıp doğrudan doldurabilirsiniz.
Yağ göstergesini gözlemleyin, koç Üst Ölü Noktada durduğunda, hidrolik yağı boşlukların 80-90%'sini doldurmalıdır.
Makineyi çalıştırın ve önce rölantide çalışmasına izin verin, ardından hidrolik devredeki hava kabarcıklarını dışarı atmak için maksimum strokta çalıştırın.
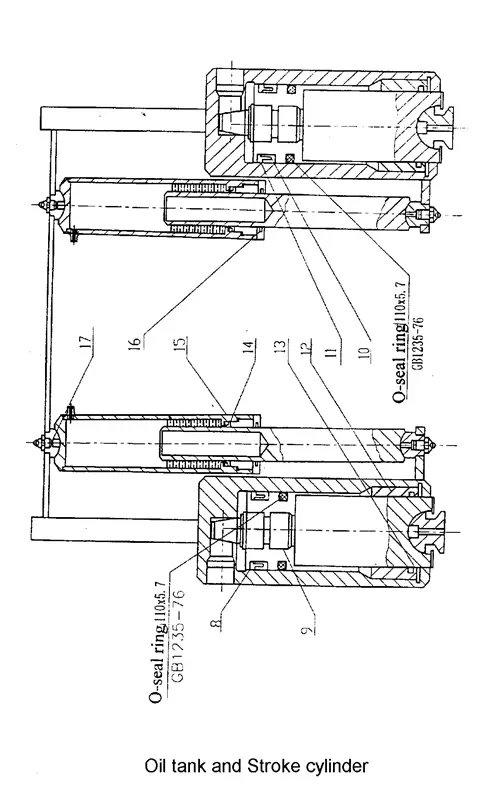
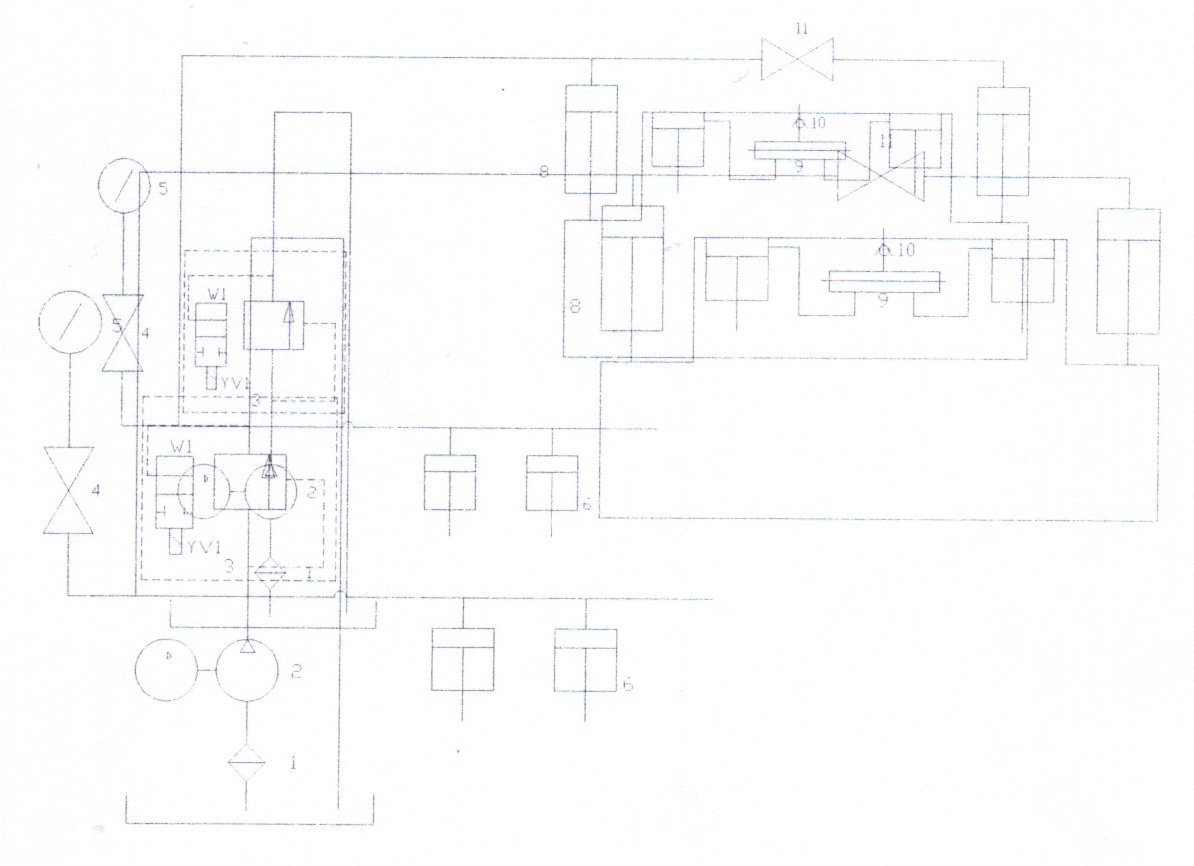
Hidrolik sistemin çalışma kuralı aşağıdaki gibidir:
Kesme çerçevesi aşağı iner:
Manyetik boşaltma valfi 3'e enerji verildiğinde, pompa 2 hidrolik yağı çeker ve bu yağ manyetik boşaltma valfi 3'ten geçerek tutuculara ve ana yağ silindirinin üst bölgesine akar. Tutucu piston aşağı inerek metal plakayı yayın kuvvetine karşı bastırır ve yağ basıncı yükselmeye başlar.
Basınç, strok silindirindeki nitrojen gazı basıncına ulaştığında, kesme çerçevesi kesmek için aşağı hareket eder.
Kesme çerçevesi yukarı döner:
Kesme çerçevesi alt ölü noktaya ulaştığında, manyetik boşaltma valfi 3'ün manyetik demiri YV1 bir limit anahtarı nedeniyle güç kaybeder ve kesme çerçevesi nitrojen gazı silindirinden gelen basınç nedeniyle yukarı hareket eder.
Aynı zamanda, ana silindirin üst bölgesindeki yağ, manyetik boşaltma valfi aracılığıyla yağ tankına geri akar.
Tutucu piston da yay kuvveti nedeniyle yukarı hareket eder ve yağ, manyetik boşaltma valfi 3 aracılığıyla yağ tankına geri döner.
Kesme çerçevesi üst ölü noktaya ulaştığında, bir kesme döngüsü tamamlanır.
6. Standart kontrol ekipmanları
Başlat düğmesi
Ana motoru çalıştırmak ve Kontrol devresini başlatmak için.
Durdur düğmesi
Ana motorun çalışmasını ve Kontrol devresini durdurmak için.
Otomatik/Man modu seçici anahtarı
Çalışma modunu seçin
Otomatik modda
-Ayak şalterine bir adım attığınızda kesme çerçevesi kesmeye devam eder.
-Sadece ayak pedalı ile kesme komutu verebilir.
Manuel modda
-Ayak şalterine bir adım attığınızda, kesme çerçevesi yalnızca bir kez kesim yapacaktır.
-Panel üzerindeki döndürme düğmesini döndürerek kesme strokunu ayarlayın.
Ayak pedalı
Kesme bıçağına aşağı komutu vermek için itin ve üst bıçak taşıyıcısının OTOMATİK modda yükselmesi için bırakın.
Aydınlatma Işığı
Kesme bıçağı alanında parlamak için çalışma ışığı, 220V, 50Hz'de tek fazlı güç kaynağında çalışır.
Hidrolik kesme makinesinin ayarlanması ve çalıştırılması
Hidrolik kesme makinesinin bıçakları arasındaki boşluğu ayarlayın
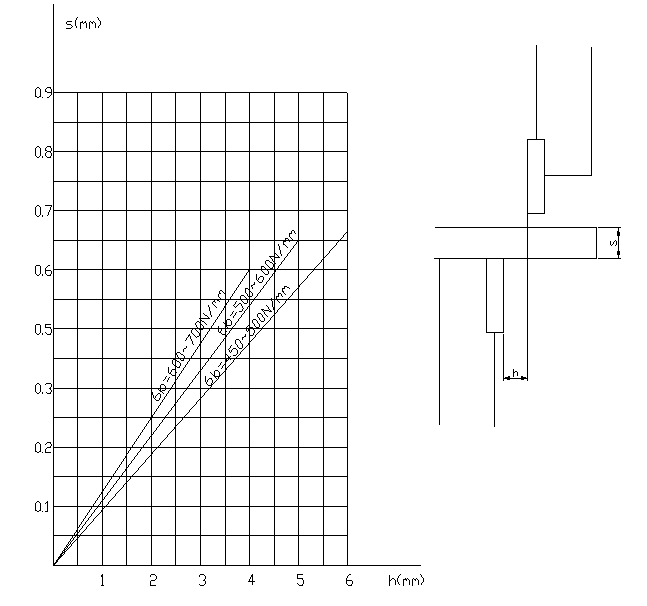
Bıçak boşluğu hem kesim kalitesi hem de bıçakların ömrü için çok önemlidir. Lütfen aşağıdaki boşluk ayar tablosuna göre ayarlayın.
Boşluğu ayarlamak için (bkz. Resim 2), sıkı vidayı (4) gevşetmeniz, ardından el çarkını (3) plakanın kalınlığına göre hesaplanması gereken istenen değere çevirmeniz ve son olarak vidayı (4) sıkmanız gerekir.
Üst ve alt bıçaklar arasındaki boşluğu ölçmek için kullanılan bir küresel vana (makinenin sağ tarafında, silindirin dışında bulunur) vardır.
Daha fazla ayrıntı için: manuel modda, kesme çerçevesi alt ölü noktaya ulaştığında, yağ devresini hızla kapatarak kesme çerçevesinin alt ölü noktada kalmasına neden olun. Ardından, küresel vanayı yavaşça açarak kesme çerçevesinin tüm strok boyunca adım adım yukarı hareket etmesini sağlayın. Bu, bıçaklar arasındaki boşluğun açıklık değerini ölçmenizi sağlayacaktır.
Hidrolik kesme makinesinin çalışması
7.2.1 Makinenin Hazırlanması
(1) Kare alma kolunu ve ayak pedalını el koruması alanından çıkarın. Cıvataları ve iki yan deliği kullanarak gönyeleme kolunu makine tablasının sol tarafına sabitleyin. Kol elektrik paneline yakın olmalıdır.
(2) Küresel vananın açık konumda olduğundan emin olmaya dikkat ederek bileşenleri kirli yağdan temizleyin.
(3) Gerekli tüm alanları yağlayın.
(4) 12mm modelinin altındaki her makine için yağ deposunu 200L HL46 hidrolik yağı ile doldurun.
(5) Toprak hattını bağlayın, gücü açın ve tüm elektrikli bileşenlerin çalışmasını kontrol edin.
7.2.2 Makinenin Çalıştırılması
(1) 'START' düğmesine basın ve bırakın.
(2) 'Motor açık' gösterge ışığı yanmalıdır.
(3) Mod seçiciyi 'MAN'dan 'AUTO'ya değiştirin.
(4) Ayak şalterine basarak kesme çerçevesinin alçalmasını ve kesim yapmasını sağlayın.
(5) Kesme çerçevesi inmiyorsa, motorun yanlış yönde çalışıyor olması muhtemeldir. Gücü kapatın ve motoru yeniden başlatmak için iki faz kablosundan birini ters çevirin.
(6) Üst bıçak taşıyıcı yükselecek ve limit anahtarına ulaştığında duracaktır.
7.2.3 Motorlu Arka Gösterge
(1) Motorlu arka dayama göstergesi fabrikada doğru bir şekilde ayarlanmalı ve arka dayama çubuğundan kesme kenarına olan mesafeye karşılık gelmelidir.
(2) Arka gösterge çubuğunu arkaya getirmek için '+' düğmesine basın. Okuma artacak ve maksimum hareket sınırı anahtarı L/S 3'e ulaştığında duracaktır.
(3) Arka gösterge çubuğunu öne getirmek için '-' düğmesine basın. Okuma azalacak ve minimum hareket sınırı anahtarı L/S 4'e ulaştığında duracaktır.
(4) Arka dayamanın paralelliği fabrikada ayarlanmalıdır, ancak gerektiğinde kalibre edilebilir.
(5) Kesmeden önce pas önleyici kaplamayı çıkarmak için arka dayama çubuğunu arkaya doğru hareket ettirin.
Not:
(1) Kesim sırasında basınç tablosu açık olmalı ve yanlış görünüyorsa basınç kontrol edilmelidir. Taşma valfinin ayarlanması gerekebilir.
(2) Çalışma sırasında olağandışı bir ses veya yağ deposunda aşırı ısınma meydana gelirse, makine derhal durdurulmalıdır. Yağ tankının sıcaklığı 60°C'yi geçmemelidir.
Hidrolik kesme makinesinde sorun giderme
Makine Çalıştırılamıyor
Gelen güç kaynağını kontrol edin.
Acil Durdurmanın serbest olduğunu kontrol edin.
Transformatör çıkışını kontrol edin.
Makine Kesemiyor
Limit anahtarının devrede olduğunu kontrol edin.
Motorun doğru bir rotasyonda döndüğünü kontrol edin.
Ayak kürek kablosunun kopuk olmadığını kontrol edin.
Ayak pedalının içindeki mikro şalterin çalışıp çalışmadığını kontrol edin.
Aşağı Vuruşta Koç Gevezeliği
Karşı denge ayar basıncı biraz fazla yüksek
Ayarı düşürmek için ayar vidasını biraz serbest bırakın
Makine Kendi Kendine Çalışır
Ayak pedalının içindeki Mikro şalterin hasar görmediğinden emin olun.
Ayak kürek kablosu birbirine kısa devre yapmış olabilir.
Hidrolik sistemin arızası ve giderilmesi
Arıza
Neden
Çözmek
Hidrolik sistemde basınç yok ve kesme çerçevesi çalışmıyor
1. Manyetik değişim valfinin fişi kötü bağlanmış.
1. Fişi kontrol edin.
2. Valf çekirdeği atık nedeniyle sıkışmış veya kabalaşmış. Tesadüf valfinin tüm gaz kelebeği valf deliği akamıyor.
2. Vanayı sökün ve temizleyin.
1. Kesme çerçevesi yavaş döner veya yukarı-ölü noktada yukarı çıkamaz
Azot gazının basıncı yeterli değildir.
Basınç eklemek için nitrojen gazı sağlayın
2. Kesme çerçevesi ve tutucuların hareketi uyumsuzdur
Hidrolik kesme makinesinin bakımı
Yağlama ve Hidrolik Yağı
Bu makine 46. sınıf hidrolik yağ kullanır ve sadece aynı sınıf yağ ile doldurulmalı veya değiştirilmelidir, örneğin:
FIAT-HTF 46
ENERGOL HLP 46
ESSO NUTO H46
SHELL-TELLUS S68
TOPLAM-AZOLLA 46
Yağlama programı
Bu makinedeki hidrolik yağı ilk 1500 çalışma saatinden sonra değiştirilmeli ve montaj sırasında girmiş olabilecek yabancı maddeleri çıkarmak için yağ deposundan tamamen boşaltılmalıdır. Yağ filtresi de değiştirilmeli ve aynı sınıf yağ filtresi ile değiştirilmelidir. Daha sonra, her 5000 çalışma saatinde bir yağ değişimi yapılmalıdır.
Ayrıca, arka gösterge tertibatında bulunan tüm gres nipeli noktaları iki haftada bir yağlanmalıdır.
Hayır.
isim
akış
Dahili zaman (h)
Tip ve marka
1
Her dönüş silindiri üzerinde bir üst nokta ve bir alt nokta.
Küçük
16
Ca-yağlama yağı ZG-3 GB491-65 Mekanik yağ N46GB443-84B
2
Arka durdurma kayar somununun solunda bir nokta ve sağında bir nokta
Orta
8
3
Üst bıçak çerçevesinin salınımı için biri solda diğeri sağda olmak üzere iki dayanak noktası
Küçük
24
4
Biri boşluk mili kovanının solunda ve diğeri sağında
Küçük
48
5
Sol ve sağ silindirlerin piston kolu üzerindeki her bir nokta
Orta
8
4# karbon-lityum Q/SY1000-65
6
Her biri sol ve sağ silindirin dolgu bloğunda
Orta
8
Not:
50% Kalsiyum bazlı yağlama yağını kullanım için 50% mekanik yağ ile karıştırın.
30% Karbon-Lityum yağlama yağını 70% mekanik yağ ile karıştırın.
Yağ deposunu her altı ayda bir değiştirin.
Kesme Bıçağının Değiştirilmesi
Hem üst hem de alt makas bıçakları aynıdır ve değiştirilebilir. Kesme çerçevesinin alt ölü noktaya inmesini sağlamak için küresel vanayı kullanın ve makineyi kapatın.
Önce alt bıçağı, ardından üst bıçağı çıkarın. Üst bıçak taşıyıcısındaki tüm küçük ayar vidalarını gevşetin.
Bıçakları ve bıçak yuvasını/yatağını temizleyin. Önce üst bıçağı, ardından alt bıçağı geri sabitleyin. Gerekirse, bıçak boşluğunu kapatmak için üst bıçak taşıyıcısındaki küçük ayar vidalarını sıkın. Minimum açıklığı kontrol etmeyi ve bıçakları gerektiği gibi kapatmak için küçük ayar vidalarını ayarlamayı unutmayın.
DİKKAT: Makas bıçaklarında/makinede hasar veya kişisel yaralanma meydana gelebileceğinden, bu işi gerçekleştirmek için her zaman kalifiye ve deneyimli personel görevlendirin.
Makas Bıçağının Taşlanması
Makas bıçağı dikdörtgen şeklindedir ve üst bıçak iki kesici kenara sahipken alt bıçak dört kesici kenara sahiptir. Bıçağı yalnızca iki veya dört kenarın tamamı kullanıldıktan sonra yeniden taşlamanız gerekir.
Yeniden taşlama yaparken, bıçağın yüksekliğini değil, yalnızca kalınlığını taşlamayı unutmayın. Kesme bıçaklarının taşlama kalınlığının azalması, gerdirme cıvatasındaki vidayı ayarlayarak (hızlı bıçak boşluğu kolunun yanında) üst bıçak taşıyıcısını kapatma ihtiyacına neden olabilir.
Üst ve alt bıçaklar
(Takım çizimleri Ekteki çizimlere bakınız)
Güvenlik önleyici ve hidrolik kesme makinesi ana yapısı
Dikkat!
Bu bölüm sadece özel gereksinimleri olan makineler için geçerlidir ve diğer makineler için referans alınmamalıdır.
Hem insanların hem de ekipmanın güvenliğini sağlamak için güvenlik ekipmanı tasarladık. Operatör güvenlik ekipmanını değiştirmemeli, çıkarmamalı veya bağlantısını kesmemelidir.
10.1 Işık Işını/Lazer Işını
Bir ışık huzmesi veya lazer vardır (müşterinin isteğine bağlı olarak). Operatör ışık perdesini engellerse, güvenlik modülü etkinleşir ve operatörün yaralanmasını önlemek için koç aşağı doğru hareket edemez.
10.2 Güvenlik Izgarası
Operatörü tehlikeli alanlardan uzak tutmak için makinenin yan ve arka tarafında bulunan bir güvenlik ızgarası vardır. Güvenlik ızgarası, bir güvenlik anahtarı aracılığıyla elektrik sistemine bağlıdır. Güvenlik ızgarası açılırsa, elektrik sistemi çalışacak ve makine çalışamayacaktır.
10.3 Acil Durdurma
Kol kontrol istasyonunda ve askı kontrol istasyonunda bir acil durdurma düğmesi bulunmaktadır. Bir hata işlemi veya kaza durumunda, acil durdurma düğmesine basmak makinenin tüm eylemleri durdurmasına neden olacaktır.
10.4 Hidrolik Sistem
Koçun tehlikeli bir şekilde düşmesini önlemek için sistemde bir emniyet kaldırma valfi bulunur. Değişim valfinin ve emniyet kaldırma valfinin valf çekirdekleri bir kontrol sinyaline sahiptir. Valf çekirdeği anormalse, kontrol sinyali düşme yaralanmasını önlemek için elektrik sistemini durduracaktır. Değişim valfinin ve emniyet kaldırma valfinin valf çekirdekleri sıfırlanamazsa, valf kontrol edilmelidir.
10.5 Sorun Giderme
Normal çalışma güvenlidir. Herhangi bir garip kaza meydana gelirse veya makinenin bakımını veya onarımını yaparken, güvenlik ızgarasını kilitleyin, dikmelerin içindeki acil durdurma düğmesine basın ve yardım isteyin. Elleriniz veya vücudunuzun diğer kısımları zımba veya tabaka tarafından sıkıştırılırsa, acil durum düğmesine basın, durumu kontrol edin ve ardından makineyi yeniden başlatın. Çalışma modunu "inç" konumuna getirin, ardından kol geri dönüş düğmesine basın, koç geri dönecek ve sıkışan parçaları çıkarmanıza izin verecektir.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Hidrolik giyotin makasları döner kirişli makaslardan ayıran nedir ve bu farklar metal işleme projeleriniz için neden önemlidir? Bu makalede, bıçak hareketi, makas hareketi ve kesme hızı gibi temel farklar...
Hidrolik döner kiriş makaslarında malzemeye zarar vermeden hassas kesimleri nasıl sağlarsınız? Bu makalede kesme kuvveti hesaplaması, kesme açısı ve kesme açısı gibi kritik faktörler...
O devasa çelik plakaların nasıl bu kadar hassas kesildiğini hiç merak ettiniz mi? Metal imalat endüstrisinin isimsiz kahramanları olan hidrolik kesme makinelerinin dünyasına girin....
Sac makası, adından da anlaşılacağı gibi sac kesmek için kullanılan bir makinedir. Malzeme seçimi genel Q235 plakasına dayanmaktadır. Q345 plakasını kesiyorsanız, o zaman ...
Makaslama makinenizin verimliliğini ve güvenliğini nasıl en üst düzeye çıkaracağınızı hiç merak ettiniz mi? Bu kılavuz, bu güçlü araçların kullanımı ve bakımı için gerekli ipuçlarını ele almaktadır. Doğru makineyi seçmekten...
Büyük metal levhaların minimum çabayla nasıl hassas bir şekilde kesildiğini hiç merak ettiniz mi? Bu makalede, hidrolik giyotin makasların büyüleyici dünyasını keşfediyoruz. Hakkında bilgi edineceksiniz...
Bazı metal levhalar mükemmel şekilde düz çıkarken diğerlerinin neden eğrildiğini ve deforme olduğunu hiç merak ettiniz mi? Bu makale, döner plaka makaslarındaki kesme kuvvetlerinin ardındaki sırları ortaya koymaktadır. Nasıl olduğunu öğreneceksiniz...
Giyotin makastaki hidrolik sistemin arızalanmasına ne sebep olur? Bu makalede basınç kaybı, valf arızaları ve baskı ayağının otomatik olarak düşmesi gibi yaygın sorunlar ele alınmaktadır....
Endüstriyel kesimde hassasiyet ve verimliliğin nasıl bir araya geldiğini hiç merak ettiniz mi? Bu makale, giyotin makasların büyüleyici dünyasını keşfediyor, avantajlarını ve zorluklarını detaylandırıyor. Mekanik kesimin nasıl...










{kind=link}
{kind=link}