Sac metalde hassas bükümleri nasıl elde edersiniz? Bu sürecin arkasındaki kalıpları ve teknikleri anlamak çok önemlidir. Bu makalede, serbest bükümden düzeltici bükümlere kadar çeşitli büküm yöntemleri ele alınmakta, bunların uygulamaları ve avantajları vurgulanmaktadır. V-bükümler ve U-bükümler gibi farklı kalıpların nihai ürünün doğruluğunu ve kalitesini nasıl etkilediği açıklanmaktadır. Sonunda, üretim verimliliğini ve ürün kalitesini artırmak için bükme tekniklerini seçmenin ve kullanmanın temellerini kavrayacaksınız.
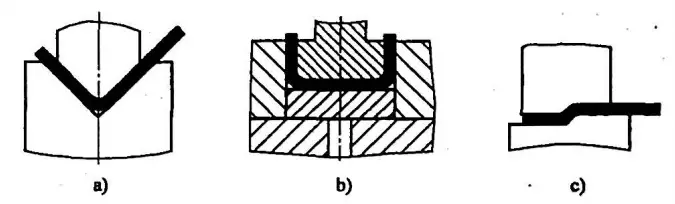
Sac bükme için deformasyon yöntemleri Şekil 1'de gösterildiği gibi serbest bükme, temaslı bükme ve düzeltici bükme olarak sınıflandırılabilir.
Şekil 1 Sac Bükme Deformasyon Yöntemleri
a) Serbest Bükme
b) Temaslı Bükme
c) Düzeltici Bükme
Serbest bükme (Şekil 1a) daha az bükme kuvvetive iş parçasının şekli ve boyutu, kalıp genişliği ve zımbanın ölü merkez konumu ayarlanarak belirlenir.
Bu yöntem, özellikle bükülen parçaların kalitesinin tutarsız olabileceği büyük ölçekli üretimde, işlenen parçaların şekli ve boyutunda genellikle daha az hassasiyetle sonuçlanır. Bu nedenle, serbest bükme genellikle orta ila büyük ölçekli parçaların düşük hacimli üretimi için kullanılır. sac metal Bileşenler.
Buna karşılık, temaslı bükme (Şekil 1b) ve düzeltici bükme (Şekil 1c) sırasında, bükülen parçaların şekil ve boyut doğruluğu kalıp tarafından garanti edilerek daha yüksek ve daha istikrarlı bir kalite sağlanır.
Ancak bu yöntemler daha fazla bükme kuvveti, daha uzun kalıp döküm döngüleri ve daha yüksek maliyetler gerektirir. Tipik olarak, daha yüksek kalitenin gerekli olduğu küçük-orta ölçekli parçaların ve sac metal bileşenlerin büyük ölçekli üretimi için kullanılırlar.
2. Bükme Yöntemleri
Genel olarak, bükme yöntemleri kalıp bükme (üst plaka bükme ve üst plaka bükme içermeyen) ve abkant pres büküm.
Abkant presle bükme, tipik olarak üniversal bir bükme kalıbı kullanılarak kalıpla bükmenin (üst plaka bükme olmadan) özel bir durumudur. Her iki bükme yönteminin de kendi prensipleri, özellikleri ve uygulanabilirliği vardır.
(1) Kalıp Bükme
Kalıp bükme yaygın olarak şunlar için kullanılır sac metal bükme karmaşık yapılar, daha küçük hacimler, daha yüksek hassasiyet ve büyük ölçekli işleme gerektiren parçalar. Basit, yaygın bir bükme kalıbının prensibi Şekil 2'de gösterilmektedir. Kalıbın ömrünü uzatmak için, parçanın tasarımında mümkün olduğunca bükme noktasında bir yarıçap (r>0,5t) kullanılmalıdır.
Şekil 2 Yaygın Bükme Kalıbı Prensiplerinin Şematik Diyagramı
Abkant büküm, sac metalin işlenmesi için yaygın olarak kullanılır bükme parçalari boyut olarak daha büyük olan veya büyük miktarlarda üretilmeyen. Abkant presler sıradan abkant presler ve CNC abkant pres.
Levha için metal bükme Nispeten yüksek hassasiyet gereksinimleri ve karmaşık şekilleri olan parçalar, CNC abkant presler genellikle bükme işlemi için kullanılır. Şasi, dolaplar ve elektronik ürünlerin soğuk bükülmüş açık kesitli çelik ve sac bükme parçaları gibi bükmenin temel prensibi, bükme bıçağını (üst zımba) ve V şeklindeki oluğu (alt kalıp) Şekil 3'te gösterildiği gibi plakayı bükmek için abkant presin.
Şekil 3 Abkant Pres Bükme
a) Hazırlık
b) Tamamlama
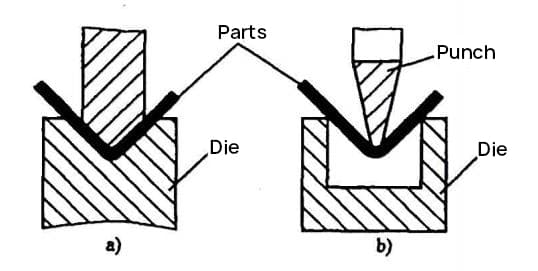
Farklı bükme merkezi açılarına sahip bükülmüş parçaların üretim işlemlerini gerçekleştirmek için, Şekil 4'te gösterildiği gibi genellikle iki abkant pres bükme şekli vardır.
Şekil 4 Abkant Pres Bükme Şekilleri
a) Düzeltici Bükme
b) Serbest Bükme
3. Abkant Presin Üniversal Bükme Kalıbı
Büyük yapısal boyuta, karmaşık kesit şekline sahip veya büyük miktarlarda üretilmeyen bükülmüş parçaların yanı sıra tek parça, küçük partiler ve deneme üretimi olarak üretilen parçalar için özel bükme kalıpları tasarlama ve üretme yöntemi, parçaların çeşitliliği ve miktarı, kalıp üretiminin zorluğu, üretim maliyetleri ve teslimat süreleri gibi birçok olumsuz faktörle kısıtlanmaktadır.
Daha büyük yapısal boyutlara ve daha karmaşık kesit şekillerine sahip bazı parçalar (şasi ve kabinlerin yapısal parçaları gibi) da kalıp yapısı ve kurumsal proses ekipmanı ile sınırlıdır.
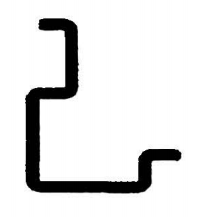
Bu sorunları çözmenin en etkili yolu, bükme için üniversal bükme kalıbını kullanmaktır. Üniversal bükme kalıbı sadece basit L şekilli, U şekilli, Z şekilli parçaları işlemekle kalmaz, aynı zamanda Şekil 5 ve 6'da gösterildiği gibi dışbükey ve içbükey kalıpları ve çoklu V şekilli kombinasyon bükümlerini birleştirerek son derece karmaşık parçaları da işleyebilir.
Şekil 5 Soğuk Bükülmüş İçi Boş Kesitli Çelik (Kabinin Dikey Ekseni)
Şekil 6 Abkant Pres Bükme Karmaşık Bükülmüş Parça Örneği
(1) Punch (Bükme Bıçağı)
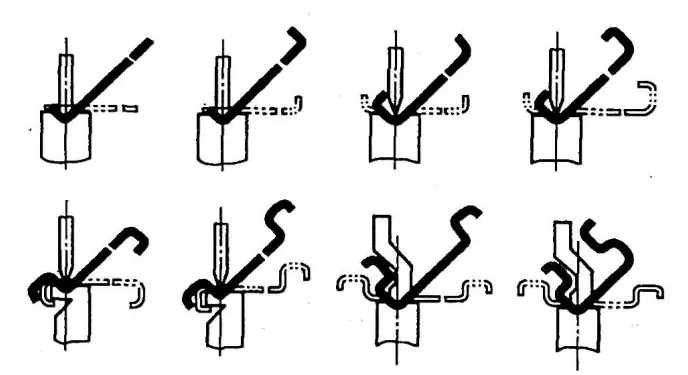
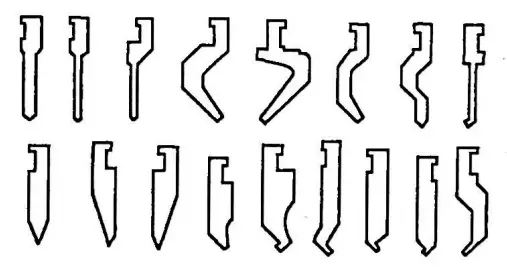
Çeşitli karmaşık bükülmüş parçaların bükme üretimine yönelik talebi karşılamak için, son yıllarda, esas olarak iki türe ayrılan bükme bıçaklarının birçok şekli ve özelliği geliştirilmiştir: düz kollu ve kavisli kollu bükme bıçakları.
Ayrıca, temel olarak en karmaşık parçaların (kutu şekilli, kapı şekilli ve diğer özel yapısal parçalar gibi) bükme işlemlerini karşılayabilen entegre veya birleşik yapılar haline getirilebilirler. Profesyonel kalıp üretim fabrikaları, bükme bıçakları serisini standartlaştırmış ve üretmiştir. Bükme bıçaklarının yaygın şekilleri Şekil 7'de gösterilmektedir.
İşleme sırasında bükme bıçağı, bükülen parçaların şekline ve boyutuna göre seçilir. Genellikle, sac metal işleme işletmeleri, özellikle sac metal üretiminde yüksek derecede profesyonel uzmanlığa sahip işletmeler olmak üzere, büyük bir bükme bıçağı şekli ve spesifikasyonu rezervine sahiptir. Çeşitli karmaşık bükülmüş parçaların bükme gereksinimlerini karşılamak için, bükme bıçaklarının birçok şeklini ve özelliğini özelleştirmek gerekir.
(2) Evrensel Panç
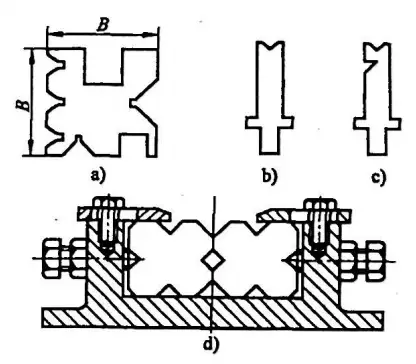
Şekil 8, abkant pres için yaygın olarak kullanılan içbükey kalıp kesit şekillerini göstermektedir. Üniversal içbükey kalıp (bkz. Şekil 8a), yaygın sac kalınlıklarını ve farklı şekil ve boyutlardaki parçaları bükmek için dört taraftan işlenir. Yiv, bükülen parçaların malzeme kalınlığına, şekline ve boyutuna göre bükme işlemi için seçilir. Şekil 8b ve 8c, bütünleşik veya birleşik yapılar haline getirilebilen yaygın içbükey kalıp yüzü şekillerini göstermektedir (bkz. Şekil 8d). Bunlar esas olarak karmaşık parçaların (kutu şekilli, kapı şekilli ve diğer özel yapısal parçalar gibi) bükme işlemi için kullanılır.
Şekil 7 Dışbükey Kalıp (Bükme Bıçağı)
Şekil 8 Abkant Preslerde Yaygın Olarak Kullanılan İçbükey Kalıp
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Sac metal parçaların nasıl tasarlandığını ve hassas bir şekilde üretildiğini hiç merak ettiniz mi? Bu blog yazısında, bükülme payının büyüleyici dünyasına dalacağız - çok önemli bir...
Sac metal parçaların bükme sırasında neden çatladığını veya deforme olduğunu hiç merak ettiniz mi? Bu makale, sac metal tasarımının temel ilkelerini incelemekte ve hassas bükme tekniklerine odaklanmaktadır...
Farklı malzemelerin sac metal bükmeyi nasıl etkilediğini hiç merak ettiniz mi? Bu aydınlatıcı makalede, deneyimli bir makine mühendisi, malzeme türlerinin, kalınlıklarının ve malzemelerin bükme üzerindeki etkisine ilişkin uzmanlığını paylaşıyor.
Bu blog yazısında, hava bükmenin büyüleyici dünyasını ve bunu mümkün kılan kuvvet çizelgelerini keşfedeceğiz. Bunun arkasındaki bilimi araştırırken bize katılın...
Tüm sac metal imalatçılarının ve tasarımcılarının dikkatine! Projeleriniz için en uygun bükme yarıçapını belirlemekte zorlanıyor musunuz? Başka yere bakmanıza gerek yok! Bu blog yazısında, sac metal...
Metal imalat projeleriniz için bükme payını tam olarak nasıl hesaplayacağınızı hiç merak ettiniz mi? Bu blog yazısında, bükülme payı formüllerinin büyüleyici dünyasını keşfedeceğiz ve...
Metal levhaları karmaşık formlara dönüştürmenin ardındaki sanat ve bilimi hiç merak ettiniz mi? Bu büyüleyici blog yazısında, sac şekillendirmenin büyüleyici dünyasının derinliklerine dalıyoruz...
Sac metal projelerinizin neden bazen garip bir şekilde büküldüğünü veya çatladığını hiç merak ettiniz mi? Bu makale, sac metal bükmede imalat deliklerinin önemli rolünü açıklamaktadır. Bu deliklerin nasıl açıldığını öğreneceksiniz...
Tek bir iz veya çizik bırakmadan sac büktüğünüzü hayal edin. Bu makalede, sürtünme, malzeme sertliği ve çizik gibi zorlukları ele alarak iz bırakmadan sac bükme için yenilikçi teknikleri keşfediyoruz...