Hiç kafanızı kurcalayan sac bükme sorunlarıyla mücadele ettiniz mi? Bu aydınlatıcı blog yazısında, deneyimli bir makine mühendisi metal bükme işlemindeki yaygın zorlukların üstesinden gelme konusundaki uzmanlığını paylaşıyor. Büküm çatlamasını önlemekten hassas delik konumlandırması sağlamaya kadar, sac bükme tekniklerinizi optimize etmek ve her seferinde kusursuz sonuçlar elde etmek için pratik çözümler ve değerli ipuçları keşfedeceksiniz.
Metal levhalar bükülür ve bir plaka bükme maki̇nesi̇pres freni olarak da bilinir. İş parçası makineye yerleştirilir ve kaldırma kolu fren bloğunu kaldırmak için kullanılarak iş parçasının doğru bir şekilde konumlandırılmasını sağlar. İş parçası yerine yerleştirildikten sonra fren bloğu üzerine indirilir ve metal levhayı istenen açıda bükmek için bükme koluna basılır.
Minimum Bükme Yarıçapının Belirlenmesi
Minimum bükme yarıçapı, bükme işleminde kritik bir faktördür ve şekillendirilen metalin sünekliği ve kalınlığı tarafından belirlenir. Alüminyum sac için bükme yarıçapı plakanın kalınlığından daha büyük olmalıdır. Bu, metalin bükme işlemi sırasında çatlamamasını veya kırılmamasını sağlar.
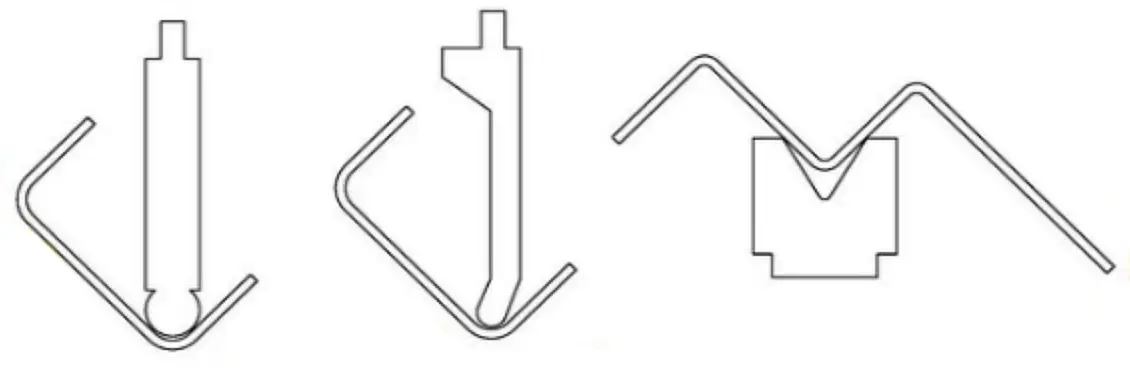
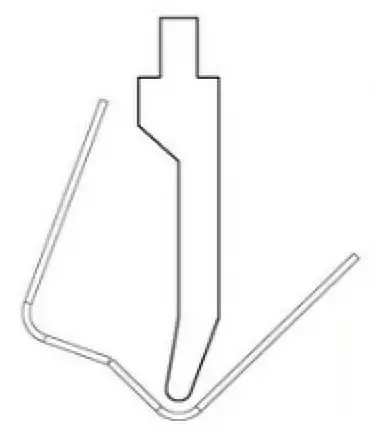
Şekil 1 Normal bükme
Esneklik ve Bükülme Açısı
Malzemenin esnekliği nedeniyle, metalin bükülme açısı genellikle gerekli açıdan biraz daha büyüktür. Bu olgu, şu şekilde bilinir springback'nin, ihtiyaç duyulan hassas açıyı elde etmek için bükme işlemi sırasında hesaba katılması gerekir.
Metal Sac İşleme Teknikleri
Bükme, metal levha işlemede kullanılan birçok teknikten sadece biridir ve tipik olarak bir metal işleme atölyesinde gerçekleştirilir. Diğer teknikler şunları içerir:
Perçinleme: Perçin kullanarak metal levhaların birleştirilmesi.
Kaynak: Metal levhaların ısı kullanılarak birbirine kaynaştırılması.
Metal Bükmede Sık Karşılaşılan Sorunlar ve Çözümleri
Bükme işlemi sırasında, aşağıdakiler de dahil olmak üzere çeşitli yaygın sorunlar ortaya çıkabilir:
1. Oluk Tipi ve Çoklu Bükümlü İş Parçalarının Bükülmesindeki Zorluklar
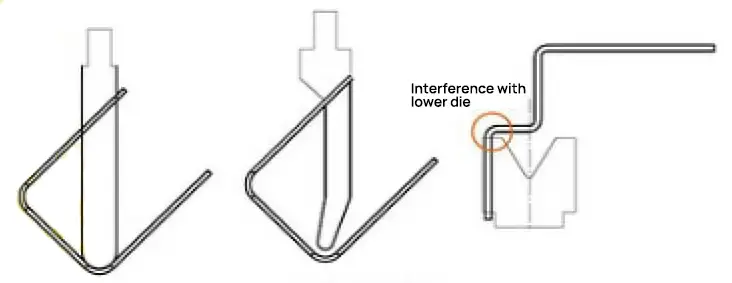
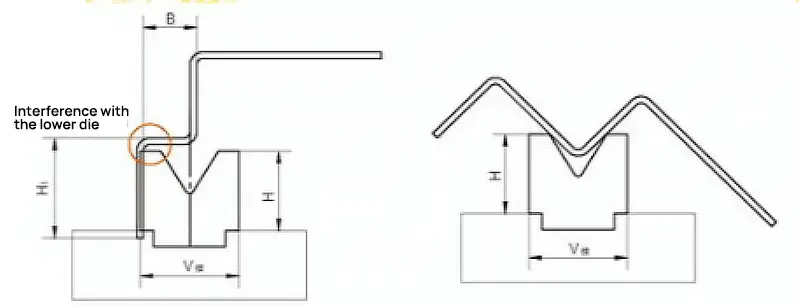
Bu iş parçalarının bükme işlemi sırasında, oluk genişliği bacak yüksekliğinden daha büyüktür, bu da iş parçasının bir ucu ile üst kalıp veya kaydırıcı arasında girişime yol açar. pres freni. Bu, Şekil 2'de gösterildiği gibi iş parçasının boyutlarını garanti etmeyi imkansız hale getirir.
Şekil 2: Girişim Detay Diyagramı
Sac Metal Bükmede Girişimin Tahmin Edilmesi
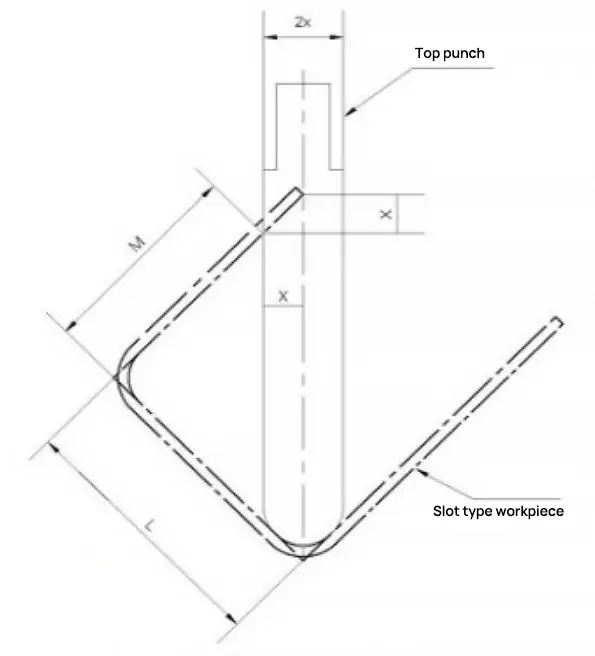
Yüksek bacaklı hassas sac metal parçalarla çalışırken, bükmenin tamamlanıp tamamlanamayacağının belirlenmesi, Şekil 3'te gösterilen ilgili boyutlarla birlikte birden fazla hesaplama gerektirir.
Şekil 3: Oluk Tipi İş Parçalarının İlgili Boyutları Bükme
L-M1,5x ise, iş parçası parazite neden olacağından bükülemez.
Parazit Sorunlarına Çözümler
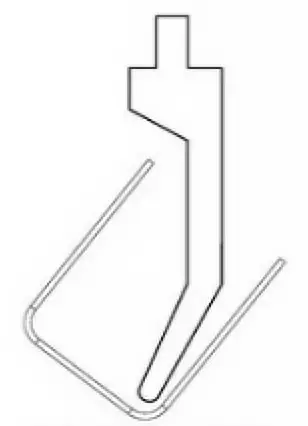
(1) Oluk tipi bir iş parçası bükme girişimine maruz kalırsa, bükme için bir kaz boynu üst kalıp seçilebilir. Bu, iş parçasının bükme kenarı ile pres freni veya üst kalıp arasındaki paraziti önler ve Şekil 4'te gösterildiği gibi iş parçasının bükme boyutlarını sağlar.
Şekil 4: Deveboynu Üst Kalıp Kullanarak Bükme
(2) Oluk tipi bir iş parçası bükme girişimine maruz kalırsa ve uygun kaz boynu üst kalıpları mevcut değilse, Şekil 5'te gösterildiği gibi kullanım gereksinimlerini etkilemeden bükmenin ortasında ters bir ön bükme gerçekleştirilebilir. Bükme açısını yapay olarak artırarak iş parçası normal şekilde bükülebilir. Ardından, ürün kalitesi gereksinimlerinin karşılandığından emin olmak için ön büküm alanını nokta presi yapmak üzere bir düz lastik kalıbı kullanılabilir.
Şekil 5: Ön bükme
(3) Çok bükümlü iş parçalarını bükerken, H1>H veya B<V/2 ise, iş parçası ile alt kalıp açıklığı ve çalışma tezgahı arasında parazit oluşabilir. Alt kalıp ve bükme sırasının seçimi çok önemli hale gelir ve aşağıdaki yöntemler kullanılabilir:
① İş parçasının normal bükülmesini sağlamak için H>H1 olan yüksek boyutlu bir alt kalıp seçin; ② İş parçasının normal bükülmesini sağlamak için B>V/2 ile daha düşük bir kalıp açıklığı seçin; ③ Yüksek boyutlu alt kalıp yoksa, bükme sırasını değiştirin. Orta bükümü belirli bir açıya kadar önceden deforme edin, ardından kısa taraftan bükün, üçüncü bükümü oluşturun ve son olarak Şekil 6'da gösterildiği gibi iş parçasının işlem boyutunu sağlayarak orta bükümü gerekli boyuta ve açıya kadar bastırın.
Şekil 6: Çok Geçişli Bükme
2. Bükülme Çatlaması
Nedenlerin Analizi:
Bükme çatlaması, bükme işlemi sırasında sac metal parçaların çekme yüzeyinde meydana gelen yaygın bir sorundur. Bu olgu, iş parçasının mekanik özelliklerine önemli ölçüde zarar vererek kullanılamaz hale getirebilir ve hurdaya çıkarma nedeniyle ekonomik kayıplara yol açabilir. Bükülme çatlamasının başlıca nedenleri şunlardır:
Kristal Yapı ve Yuvarlanan Tane Yönü: Sac metalin belirli bir kristal yapısı ve yuvarlanan tane yönü vardır. Tane yönüne paralel bükme, tanelerin hizalanması nedeniyle kırılma olasılığını artırır ve bu da zayıf noktalar oluşturabilir.
Küçük Bükülme Yarıçapı (R): Çok küçük bir bükme yarıçapı seçmek malzeme üzerinde aşırı gerilime neden olarak çatlaklara yol açabilir.
Alt Kalıbın V-Oluk R Açısı: Alt kalıbın V şeklindeki oluğundaki küçük bir R açısı, malzeme üzerindeki gerilimi yoğunlaştırarak çatlama riskini artırabilir.
Malzeme Performansı: Düşük süneklik veya tokluk gibi zayıf malzeme performansı, sac metali bükme sırasında çatlamaya daha duyarlı hale getirebilir.
Önleyici Tedbirler:
Bükülme çatlamasını önlemek için çeşitli stratejiler uygulanabilir:
Kesim Yönü: Sac levhayı keserken, kesme yönü bükme yönüne dik olacak şekilde döndürün. Bu, malzemenin bükülme yönünün taneye dik olması gerektiği anlamına gelir ve kırılma riskini azaltır.
Üst Kalıp R Açısını Artırın: Daha büyük bir R açısına sahip bir üst kalıp kullanmak, gerilimi malzeme boyunca daha eşit bir şekilde dağıtarak çatlama olasılığını azaltabilir.
Geniş R Açılı Bir Alt Kalıp Kullanın: İşleme için daha büyük bir R açısına sahip daha düşük bir kalıp seçmek, malzeme üzerindeki stres konsantrasyonunu en aza indirmeye ve böylece çatlakları önlemeye yardımcı olabilir.
Yüksek Performanslı Malzemeler Seçin: Daha yüksek süneklik ve tokluk gibi daha iyi mekanik özelliklere sahip malzemelerin tercih edilmesi, bükülme çatlaması riskini önemli ölçüde azaltabilir.
3. Bükme Kenarı Düz Değil ve Boyut Dengesiz
Neden Analizi:
Hat Presleme veya Ön Bükme Yok
Açıklama: Hat presleme veya ön bükme teknikleri, nihai bükme işleminden önce malzemenin düzgün bir şekilde hizalanmasını ve ön gerilime tabi tutulmasını sağlamak için gereklidir. Bu teknikler olmadan, malzeme düzgün bir şekilde bükülmeyebilir, bu da düzensiz bir kenara ve dengesiz boyutlara yol açabilir.
Yetersiz Malzeme Basıncı
Açıklama: Bükme işlemi sırasında malzemeye uygulanan yetersiz basınç, eksik veya düzensiz bükmeye neden olabilir. Bu, malzemenin geri yaylanmasına veya tutarsız bir şekilde bükülmesine neden olarak düz olmayan bir kenara ve boyut dengesizliğine yol açabilir.
Dissimetrik Konveks-İçbükey Kalıp Dolgusu ve Eşit Olmayan Bükme Basıncı
Açıklama: Dışbükey-içbükey kalıp filetosu simetrik değilse veya bükme basıncı eşit olmayan bir şekilde dağıtılmışsa, bükme işleminde düzensizliklere neden olabilir. Bu, bükme açısında ve yarıçapında değişikliklere yol açarak dengesiz bir boyuta ve düz olmayan bir kenara neden olabilir.
Alçak Yükseklik
Açıklama: Büküm yüksekliği çok düşükse, temiz ve tutarlı bir büküm için yeterli kaldıraç sağlayamayabilir. Bu da malzemenin düzensiz bir şekilde deforme olmasına, düz olmayan bir kenara ve boyut dengesizliğine yol açabilir.
Çözümler:
Tasarım Hattı Presleme veya Ön Bükme Teknikleri
Uygulama: Bükme işlemine hat presleme veya ön bükme adımlarını dahil edin. Bu teknikler malzemenin önceden gerilmesine yardımcı olur ve son bükümden önce düzgün bir şekilde hizalanmasını sağlar. Bu, özel takımlar veya ek işleme adımları kullanılarak gerçekleştirilebilir.
Kriko Kuvvetini Artırın
Uygulama: Kriko kuvvetini artırarak malzeme basıncının yeterli olduğundan emin olun. Bu, bükme işlemi sırasında daha fazla basınç uygulamak için makine ayarları değiştirilerek yapılabilir. Yeterli basınç daha düzgün bir büküm elde edilmesine yardımcı olur ve geri yaylanma olasılığını azaltır.
Dışbükey-İçbükey Kalıp ve Cila Filetosunda Eşit Açıklık Sağlayın
Uygulama: Eşit olduğundan emin olmak için dışbükey-içbükey kalıp içindeki boşluğu kontrol edin ve ayarlayın. Ek olarak, herhangi bir düzensizliği gidermek için filetoyu parlatın. Bu, bükme basıncının daha eşit bir şekilde dağıtılmasına yardımcı olur ve düzensiz bükülme riskini azaltır.
Yüksekliği Minimum Boyuttan Daha Büyük veya Eşit Yapın
Uygulama: Büküm yüksekliğinin en az gerekli minimum boyuta eşit olduğundan emin olun. Bu, temiz ve tutarlı bir büküm için yeterli kaldıraç sağlar. Uygun yüksekliği elde etmek için tasarımı veya takımları gerektiği gibi ayarlayın.
4. Bükme Sonrası İş Parçası Kazıma
Sebep Analizi:
Pürüzsüz Olmayan Malzeme Yüzeyi
Malzeme üzerindeki düzensiz veya pürüzlü bir yüzey, bükme işlemi sırasında kazınmaya yol açabilir. Bunun nedeni, yüzeydeki düzensizliklerin sürtünmeye ve dirence neden olarak iş parçasına zarar verebilmesidir.
Çok Küçük Dışbükey Kalıp Bükme Yarıçapı
Dışbükey kalıbın bükme yarıçapı çok küçükse, malzeme üzerinde aşırı gerilim yoğunlaşmasına yol açabilir. Bu da bükme işlemi sırasında malzemenin sıyrılmasına ve hatta çatlamasına neden olabilir.
Çok Küçük Bükülme Boşluğu
Kalıp ve zımba arasındaki yetersiz boşluk, malzeme üzerinde aşırı basınca neden olabilir. Bu da malzemenin kalıba sürtünerek yüzey hasarına yol açmasına neden olabilir.
Çözümler:
İçbükey Kalıbın Pürüzsüzlüğünü İyileştirin
İçbükey kalıbın pürüzsüz bir yüzeye sahip olmasını sağlamak sürtünmeyi azaltabilir ve malzemenin kazınmasını önleyebilir. Bu, parlatma veya daha yüksek yüzey kalitesine sahip bir kalıp kullanma yoluyla elde edilebilir.
Dışbükey Kalıp Bükme Yarıçapını Artırın
Dışbükey kalıbın bükme yarıçapının artırılması, gerilimi malzeme üzerinde daha eşit bir şekilde dağıtarak sıyrılma olasılığını azaltabilir. Bu ayarlama, bükme sırasında iş parçasının bütünlüğünün korunmasına yardımcı olabilir.
Bükme Açıklığını Ayarlayın
Kalıp ve zımba arasındaki boşluğun uygun şekilde ayarlanması çok önemlidir. Yeterli boşluk olmasını sağlamak, malzeme üzerinde aşırı basıncı önleyebilir ve böylece kazıma riskini azaltabilir. Bu, bükme makinesini yeniden kalibre ederek veya uygun boyutlara sahip kalıplar kullanarak yapılabilir.
5. Bükülme Açılarında Çatlaklar
Sebep Analizi:
Çok Küçük Bükme Yarıçapı:
Bükme yarıçapı çok küçük olduğunda, malzeme aşırı gerilime maruz kalır ve bükme açılarında çatlaklara yol açar.
Bükme Hattına Paralel Malzeme Tanesi:
Malzeme tanesinin yönü, eğilme özelliklerini önemli ölçüde etkiler. Tane yönü bükme hattına paralel ise, malzemenin anizotropik yapısı nedeniyle çatlaklara neden olabilir.
Dışa Doğru Uzanan İş Boşluğu Çapağı:
İş parçasının kenarlarındaki çapaklar gerilim yoğunlaştırıcı olarak hareket ederek bükme sırasında çatlaklara yol açabilir.
Metalin Zayıf Yeniden Kalıplanabilirliği:
Düşük sünekliğe veya zayıf yeniden kalıplanabilirliğe sahip metaller, bükme işlemleri sırasında çatlamaya daha yatkındır.
Çözümler:
Dışbükey Kalıbın Bükme Yarıçapını Artırın:
Bükülme yarıçapının artırılmasıyla, bükülme noktasındaki gerilim yoğunlaşması azaltılır ve böylece çatlak riski en aza indirilir.
Karartma Düzenini Değiştir:
Malzeme tane yönünün bükme hattına dik olmasını sağlamak için kesme düzeninin ayarlanması, malzemenin bükme gerilimlerine dayanma kabiliyetini artırabilir.
İş Parçasının İç Filetosunda Çapak Alma:
Çapakların iş parçasının iç filetosuna doğru yönlendirilmesini sağlamak, dış yüzeydeki gerilim konsantrasyonunu azaltmaya ve böylece çatlakları önlemeye yardımcı olabilir.
Tavlama veya Yumuşak Malzeme Kullanma:
Malzemenin tavlanması sünekliğini artırabilir ve çatlama olasılığını azaltabilir. Alternatif olarak, daha iyi yeniden kalıplanabilirliğe sahip daha yumuşak bir malzeme kullanmak da sorunu hafifletebilir.
6. Bükülme Delik Deformasyonuna Neden Olur
Sebep Analizi:
Bir deliği konumlandırmak için elastik bükme kullanıldığında, bükme kolunun dış yüzeyi hem içbükey kalıbın yüzeyinden hem de iş parçasının dış yüzeyinden gelen sürtünmeye maruz kalır. Bu sürtünme kuvveti konumlandırma deliğinin deformasyonuna yol açabilir. Deformasyon, deliğin etrafındaki malzemenin düzgün bir şekilde desteklenmemesi ve bükme işlemi sırasında düzensiz bir şekilde çekilmesi nedeniyle meydana gelir.
Çözümler:
Bükme işlemi sırasında delik deformasyonunu azaltmak için aşağıdaki çözümleri göz önünde bulundurun:
Şekil Bükme Kullanın: Şekilli bükme, iş parçasının nihai şekline daha yakın uyum sağlayan özel takımların kullanılmasını içerir. Bu yöntem, bükme kuvvetlerinin daha eşit bir şekilde dağıtılmasına yardımcı olarak delik deformasyonu olasılığını azaltır.
Kaplama Levhası Basıncını Artırın: Kapak tahtası tarafından uygulanan basıncı artırarak, iş parçası yerinde daha güvenli bir şekilde tutulur. Bu ilave basınç, hareket ve kaymayı en aza indirmeye yardımcı olarak deliğin deformasyonunu azaltır.
Pitting Plaid'i Kapak Panosuna Ekleyin: Kaplama tahtasına çukurlu bir ekose (dokulu bir yüzey) eklemek, iş parçası ile kaplama tahtası arasındaki sürtünmeyi artırır. Bu artan sürtünme, iş parçasının bükme sırasında kaymasını önlemeye yardımcı olur ve bu da delik deformasyonu olasılığını azaltır.
7. Daha İnce Bükme Yüzeyi
Sebep Analizi:
Çok Küçük Dışbükey-İçbükey Kalıp Dolgu Yarıçapı:
Dışbükey-içbükey kalıbın iç köşe yarıçapı çok küçük olduğunda, bükme yüzeyinde malzemenin aşırı incelmesine yol açabilir. Bunun nedeni, daha küçük bir yarıçapın gerilimi daha küçük bir alana yoğunlaştırarak daha belirgin deformasyona ve incelmeye neden olmasıdır.
Çok Küçük Dışbükey-İçbükey Kalıp Boşluğu:
Dışbükey ve içbükey kalıplar arasındaki yetersiz boşluk da daha ince bir bükme yüzeyine katkıda bulunabilir. Bu sınırlı alan, malzemenin aşırı derecede sıkıştırılmasına ve gerilmesine neden olarak incelmeye yol açabilir.
Dışbükey-içbükey kalıbın iç köşe yarıçapının artırılmasıyla, bükme sırasındaki gerilim dağılımı daha düzgün hale gelir. Bu, gerilim konsantrasyonunu azaltır ve malzeme incelmesini en aza indirir. Daha büyük bir yarıçap, malzemenin bükülme etrafında daha düzgün bir şekilde akmasını sağlayarak kalınlığını korur.
Dışbükey-İçbükey Kalıp Açıklığını Ayarlama:
Dışbükey ve içbükey kalıplar arasındaki boşluğun uygun şekilde ayarlanması, malzemenin aşırı derecede sıkıştırılmamasını veya gerilmemesini sağlar. Yeterli boşluk, malzemenin önemli bir incelme olmadan bükülmesini sağlayarak bükme yüzeyinin bütünlüğünü korur.
8. İş Parçası Yüzeyinde Şişkinlik veya Düzensizlik
Sebep Analizi:
Bükme işlemi sırasında, malzemenin maruz kaldığı diferansiyel gerilimler nedeniyle iş parçası yüzeyi şişkin veya düzensiz hale gelebilir. Özellikle, çevresel yöndeki gerilim altında, malzemenin dış yüzeyi küçülürken iç yüzeyi genişler. Bu diferansiyel deformasyon bükme yönünde şişkinliğe yol açabilir.
Çözümler:
Yüzey şişkinliği veya düzensizliği sorununu ele almak için aşağıdaki çözümleri değerlendirin:
Son Damgalama Aşamasında Dışbükey-İçbükey Kalıba Yeterli Basınç Sağlayın
Son damgalama aşamasında dışbükey-içbükey kalıba yeterli basınç uygulandığından emin olmak, daha düzgün bir deformasyon elde edilmesine yardımcı olabilir. Bu basınç, iş parçasının iç ve dış yüzeyleri arasındaki diferansiyel gerilmelerin en aza indirilmesine yardımcı olur.
İçbükey Yuvarlak Açı Yarıçapını İş Parçasının Dış Dairesine Eşit Yapın
İçbükey yuvarlak açı yarıçapını iş parçasının dış dairesinin yarıçapıyla eşleştirerek, bükme işlemi gerilim yoğunlaşma noktalarını azaltmak için optimize edilebilir. Bu hizalama, gerilmelerin malzeme boyunca daha eşit bir şekilde dağıtılmasına yardımcı olur ve böylece şişkinlik olasılığını azaltır.
Teknikleri Optimize Edin
Malzeme Seçimi: Düzensiz deformasyon riskini azaltmak için daha iyi sünekliğe ve homojenliğe sahip malzemeler seçin.
Kalıp Tasarımı: Takımların özel malzeme ve bükme gereksinimlerini karşılayacak şekilde tasarlandığından emin olun. Düzgün tasarlanmış takımlar daha tutarlı sonuçlar elde edilmesine yardımcı olabilir.
Süreç Parametreleri: Bükme işlemini optimize etmek için bükme hızı, basınç ve sıcaklık gibi işlem parametrelerini ayarlayın. Bu parametrelerde ince ayar yapmak, diferansiyel gerilmeleri en aza indirmeye ve daha pürüzsüz bir yüzey elde etmeye yardımcı olabilir.
9. Alt Kısımda Düzensiz İçbükey Parça
Sebep Analizi:
Düzensiz Malzeme: Hammaddenin kendisi kalınlık veya düzlük açısından tutarsızlıklara sahip olabilir ve bu da içbükey kısımda düzensiz bir tabana yol açar.
Kapak Panosu ve Malzeme Arasındaki Temas Alanının Küçük Olması veya Yetersiz Kriko Kuvveti: Yetersiz temas alanı veya kaplama levhası tarafından uygulanan yetersiz kuvvet, eşit olmayan basınç dağılımına neden olarak düzensizliklere yol açabilir.
İçbükey Kalıpta Malzeme Destek Cihazı Yok: Bir malzeme destek cihazının olmaması, şekillendirme işlemi sırasında yetersiz desteğe yol açarak düzensiz bir tabana neden olabilir.
Çözümler:
Tesviye Malzemeleri: Hammaddelerin şekillendirme işleminden önce düzgün bir şekilde tesviye edildiğinden emin olun. Bu, eşit kalınlık ve düzlük sağlamak için çeşitli tesviye teknikleriyle sağlanabilir.
Malzeme Destek Cihazını Ayarlayın ve Kriko Kuvvetini Artırın:
Malzeme Destek Cihazını Ayarlayın: Malzeme destek cihazının şekillendirme işlemi boyunca yeterli desteği sağlayacak şekilde doğru ayarlandığından emin olun.
Kriko Kuvvetini Artırın: Malzemenin eşit şekilde preslenmesini sağlamak için kriko kuvvetini artırın, böylece düz olmayan bir taban olasılığını azaltın.
Malzeme Destek Cihazını Artırın veya Düzeltin: Malzeme destek cihazı yetersizse veya yoksa, şekillendirme işlemi sırasında gerekli desteği sağlamak için kurulmalı veya düzeltilmelidir.
Şekillendirme Süreçlerini Artırın: Gerekirse ilave şekillendirme işlemleri uygulayın. Bu, kademeli olarak istenen şekle ulaşmak ve altta düzgünlüğü sağlamak için birden fazla şekillendirme aşamasını içerebilir.
10. Bükme Sonrası Delik Eksenlerinin Yanlış Hizalanması
Sebep Analizi:
Bükme işleminden sonra iki taraftaki deliklerin eksenlerinin yanlış hizalanması öncelikle malzemenin geri tepmesinden kaynaklanır. Bir sac büküldüğünde, bükme kuvveti kaldırıldıktan sonra malzeme hafifçe geri yaylanma eğilimindedir. Bu geri tepme etkisi, amaçlanan bükme açısını değiştirerek merkez hattın ve dolayısıyla deliklerin eksenlerinin yanlış hizalanmasına yol açabilir.
Çözümler:
Bükme işleminden sonra delik eksenlerinin yanlış hizalanması sorununu ele almak için aşağıdaki çözümleri göz önünde bulundurun:
Düzeltme Sürecini Artırın
Bükme sonrası düzeltme işleminin uygulanması deliklerin yeniden hizalanmasına yardımcı olabilir. Bu, yeniden bükme veya deliklerin düzgün şekilde hizalandığından emin olmak için hassas fikstürler kullanma gibi ikincil işlemleri içerebilir.
Malzeme Geri Tepmesini Azaltmak için Bükme Modeli Yapısını İyileştirin
Bükme modeli yapısının iyileştirilmesi malzeme geri tepmesini önemli ölçüde azaltabilir. Bu şu şekilde sağlanabilir:
Bükme Parametrelerinin Ayarlanması: Bükülme yarıçapı, bükülme açısı ve malzeme kalınlığı gibi ince ayar parametreleri geri tepmeyi en aza indirebilir.
Uygun Aletlerin Kullanılması: Daha dar toleranslara sahip kalıplar gibi doğru aletlerin seçilmesi, daha hassas bükümler elde edilmesine yardımcı olabilir.
Malzeme Seçimi: Daha düşük elastikiyete sahip malzemelerin seçilmesi geri tepmenin boyutunu azaltabilir. Örneğin, daha yüksek akma dayanımına sahip malzemeler daha az geri yaylanma sergileme eğilimindedir.
Simülasyon ve Test: Gerçek bükümden önce malzeme geri tepmesini tahmin etmek ve telafi etmek için gelişmiş simülasyon yazılımı kullanmak daha kesin sonuçlara yol açabilir.
11. Bükme Sonrası Hassas Delik Konumlandırma
Sac metal imalatında bükme işleminden sonra deliklerin hassas bir şekilde konumlandırılmasını sağlamak, nihai ürünün bütünlüğünü ve işlevselliğini korumak için kritik öneme sahiptir. Çeşitli faktörler delik konumlarında yanlışlıklara yol açabilir ve bu nedenleri anlamak etkili çözümler uygulamak için gereklidir.
Sebep Analizi:
Yanlış Açılma Boyutları
Açıklama: Açılma boyutu, bükülmeden önce sac levhanın düz desen boyutlarını ifade eder. Bu boyutlar yanlışsa, nihai bükülmüş parça istenen özelliklerle eşleşmeyecek ve yanlış hizalanmış deliklere yol açacaktır.
Etki: Yanlış katlama boyutları, delik konumlarında önemli sapmalara neden olarak montajı zorlaştırabilir veya imkansız hale getirebilir.
Malzeme Geri Yay
Açıklama: Geri yaylanma, metalin büküldükten sonra kısmen orijinal şekline dönme eğilimidir. Bu olgu, malzemenin elastik geri kazanımı nedeniyle meydana gelir.
Etki: Geri esneme, nihai bükme açısının amaçlanan açıdan farklı olmasına neden olarak deliklerin yanlış hizalanmasına yol açabilir.
Kararsız Konumlandırma
Açıklama: Bükme işlemi sırasında, sac metal düzgün bir şekilde sabitlenmez veya konumlandırılmazsa, kayabilir ve nihai parçada yanlışlıklara yol açabilir.
Etki: Kararsız konumlandırma, delik konumlarında değişikliklere neden olarak parçanın genel hassasiyetini etkileyebilir.
Çözümler:
Çalışma Boşluğu Boyutunu Doğru Hesaplayın
Yaklaşım: Sac metalin doğru açılma boyutunu belirlemek için hassas ölçümler ve hesaplamalar kullanın. Bu, malzeme kalınlığına ve bükülme yarıçapına bağlı olarak bükülme paylarının ve kesintilerin hesaplanmasını içerir.
Araçlar: Doğruluğu sağlamak için CAD yazılımını ve gelişmiş açılma algoritmalarını kullanın.
Düzeltme Sürecini Artırın veya Bükme Kalıbı Yapısını İyileştirin
Yaklaşım: Malzemenin geri esnemesini telafi etmek için ek düzeltme işlemleri uygulayın. Bu, aşırı bükme tekniklerini veya geri yaylanmayı en aza indirmek için tasarlanmış özel kalıpların kullanılmasını içerebilir.
Araçlar: Yüksek kaliteli bükme kalıplarına yatırım yapın ve daha iyi kontrol ve tekrarlanabilirlik sunan CNC abkant presleri kullanmayı düşünün.
İşleme Yöntemlerini Değiştirin veya Konumlandırmayı İyileştirin
Yaklaşım: İşleme yöntemlerini değerlendirin ve potansiyel olarak daha hassas tekniklerle değiştirin. Fikstürler, kelepçeler veya otomatik konumlandırma sistemleri kullanarak bükme sırasında sac metalin konumlandırılmasını iyileştirin.
Araçlar: Ön bükme deliği oluşturmak için lazer kesim kullanın ve tutarlı yerleştirme sağlamak için otomatik konumlandırma sistemleri kullanın.
12. Bükme Çizgisi İki Delik Merkezine Paralel Değil
Sebep Analizi:
Bükme yüksekliği minimum bükme yüksekliğinden daha az olduğunda, bükme parçası genişleme eğilimi gösterir. Bu genişleme yanlış hizalamaya yol açarak bükme çizgisinin deliklerin merkezine paralel olmamasına neden olabilir.
Çözümler:
Bükülecek İş Parçasının Yüksekliğini Arttırın
Bükme yüksekliğinin gerekli minimum bükme yüksekliğini karşıladığından veya aştığından emin olun. Bu, iş parçasının yapısal bütünlüğünün korunmasına yardımcı olacak ve bükme işlemi sırasında istenmeyen genleşmeyi önleyecektir.
Bükme Tekniklerini Geliştirin
Takım Ayarlama: İş parçasının malzemesi ve kalınlığıyla eşleşen uygun takımlar kullanın. Uygun takımlar hassas bükümlerin elde edilmesine yardımcı olabilir.
Bükme Sıralaması: İç gerilimleri ve bozulmaları en aza indirmek için büküm sırasını planlayın. Bu, bükme hattının delik merkezleri ile hizalanmasının korunmasına yardımcı olabilir.
Malzeme Taşıma: Bükme işlemi sırasında iş parçasının uygun şekilde desteklendiğinden ve hizalandığından emin olun. Bu, kaymaları ve yanlış hizalamaları önleyebilir.
Operatör Eğitimi: Operatörleri, minimum bükme yüksekliklerini korumanın önemi ve uygun hizalama teknikleri de dahil olmak üzere bükme operasyonları için en iyi uygulamalar konusunda eğitin.
13. Bükme Sonrası Genişlikte Deformasyon
Sebep Analizi:
Bükme işleminden sonra genişlik açısından meydana gelen ve genellikle yay sapması olarak kendini gösteren deformasyon, nihai iş parçasının kalitesini ve hassasiyetini önemli ölçüde etkileyebilir. Bu sorun tipik olarak, iş parçasının genişliği boyunca burulmaya ve sapmaya yol açan tutarsız derinlik ve büzülme nedeniyle ortaya çıkar. Bu soruna katkıda bulunan başlıca faktörler şunlardır:
Tutarsız Malzeme Özellikleri: Malzeme kalınlığı, sertliği ve tane yapısındaki farklılıklar bükme sırasında düzensiz deformasyona neden olabilir.
Yanlış Takım Kurulumu: Bükme aletlerindeki yanlış hizalama veya aşınma, eşit olmayan basınç dağılımına neden olabilir.
Hatalı Bükme Parametreleri: Yanlış bükme kuvveti, hızı veya açısı deformasyon sorunlarını daha da kötüleştirebilir.
Artık Gerilmeler: Malzeme içinde önceden var olan gerilmeler, ek kuvvetler uygulandığında öngörülemeyen deformasyona yol açabilir.
Çözümler:
Bükme işleminden sonra genişlikteki deformasyonu azaltmak için çeşitli stratejiler uygulanabilir:
Bükme Basıncını Artırın:
Gerekçe: Daha yüksek bükme basıncı uygulamak, malzeme tutarsızlıklarının üstesinden gelerek daha düzgün bir deformasyon elde edilmesine yardımcı olabilir.
Uygulama: Bükme işlemi sırasında uygulanan kuvveti artırmak için abkant pres ayarlarını yapın. Makinenin, takımlara veya iş parçasına zarar vermeden artan basıncı kaldırabildiğinden emin olun.
Düzeltme Sürecini Artırın:
Gerekçe: Ek düzeltme adımlarının gerçekleştirilmesi, ilk bükme sırasında meydana gelen deformasyonun düzeltilmesine yardımcı olabilir.
Uygulama: İş parçasının kontrol edildiği ve herhangi bir sapma için ayarlandığı ara düzeltme aşamalarını tanıtın. Bu, iş parçasını düzeltmek için yeniden bükmeyi veya özel düzeltme araçları kullanmayı içerebilir.
Malzemeler ve Bükme Yönü Arasında Belirli Bir Açı Sağlayın:
Gerekçe: Malzeme tane yönünün bükme yönü ile hizalanması, düzensiz deformasyon olasılığını azaltabilir.
Uygulama: Malzeme tane yapısını analiz edin ve iş parçasının yönünü, bükme kuvvetinin sapmayı en aza indirecek bir yönde uygulanacağı şekilde ayarlayın. Bu genellikle tane yönüne dik bükme anlamına gelir.
Ek Tavsiyeler:
Alet Bakımı: İyi durumda ve düzgün hizalanmış olduklarından emin olmak için bükme aletlerini düzenli olarak inceleyin ve bakımlarını yapın.
Malzeme Seçimi: Kritik uygulamalar için tutarlı özelliklere ve minimum artık gerilmelere sahip malzemeler seçin.
Simülasyon ve Test: Bilgisayar destekli tasarım (CAD) ve sonlu elemanlar analizi (FEA) kullanarak bükme işlemini simüle etmek ve fiili üretimden önce olası deformasyon sorunlarını tahmin etmek.
14. Aşağıya Doğru Sapmaya Neden Olan Kesikli İş Parçası
Sebep Analizi:
Kesiği olan bir iş parçası işlendiğinde, kesikteki malzeme açılma eğilimi göstererek iki düz kenarın sola ve sağa doğru hareket etmesine neden olur. Bu hareket, iş parçasının alt kısmında aşağı doğru bir sapmaya neden olur. Bu fenomen, malzemenin bütünlüğünün kesikler veya kesikler nedeniyle tehlikeye girdiği ve deformasyona yol açtığı sac metal işlemede sıklıkla görülür.
Çözümler:
İş Parçası Yapısını İyileştirin
Güçlendirme: İşlem sırasında yapısal bütünlüğü korumak için insizyon etrafındaki alanları güçlendirin. Bu, geçici destekler eklenerek veya daha sert bir malzeme kullanılarak sağlanabilir.
Tasarım Optimizasyonu: Kesiklerin etkisini en aza indirmek için iş parçasını yeniden tasarlayın. Bu, şekli değiştirmeyi veya gerilimi daha eşit dağıtan özellikler eklemeyi içerebilir.
İnsizyonlarda İşleme Ödeneğini Artırın
Kesilerin Bağlanması: Geçici olarak birleştirmek için kesiklerdeki işleme payını artırın. Bu, bükme sırasında kenarları bir arada tutan küçük bir malzeme köprüsü bırakmak anlamına gelir. Bükme işlemi tamamlandıktan sonra bu köprüler kesilebilir.
Ön Bükme Kesimleri: Malzemeye tam olarak nüfuz etmeyen ilk kesimleri yapın ve ardından bükme işlemini gerçekleştirin. Bükme işlemi tamamlandıktan sonra, parçaları ayırmak için kesimleri bitirin.
Ek Hususlar:
Malzeme Seçimi: Sapma olasılığını azaltmak için daha yüksek süneklik ve mukavemete sahip malzemeler seçin.
Takım Ayarları: İşleme sırasında iş parçasını daha iyi destekleyebilen ve sapma olasılığını azaltan özel takımlar kullanın.
Süreç Parametreleri: İş parçası üzerindeki gerilimi en aza indirmek için kesme hızı ve kuvveti gibi işleme parametrelerini ayarlayın.
15. İşleme Sırasında Kayma Malzemesi
Sebep Analizi:
Bükme kalıbını seçme sürecinde, malzeme kalınlığının (T) 4 ila 6 katı olan bir V-oluk genişliği seçmek yaygın bir uygulamadır. Bununla birlikte, bükümün boyutu seçilen V oluğunun genişliğinin yarısından azsa kayma meydana gelebilir. Bu durum, malzemenin büyük boyutlu V oluğu içinde yeterli destekten yoksun olması nedeniyle ortaya çıkar ve bükme işlemi sırasında dengesizliğe yol açar.
Problem:
Buradaki temel sorun, seçilen V oluğunun bükülen malzeme için çok büyük olması ve bunun da işleme sırasında malzemenin kaymasına neden olmasıdır.
Çözümler:
1. Merkez Hattı Sapma Yöntemi (Eksantrik İşleme)
Bükülecek malzemenin boyutu T'nin 4 ila 6 katının yarısından az olduğunda, V oluğundaki fazla boşluğu telafi etmek önemlidir. Bu, V oluğu içinde daha iyi temas ve destek sağlamak için malzemenin merkezin dışına yerleştirildiği eksantrik işleme yoluyla elde edilebilir.
2. Dolgu İşleme
Bir başka etkili çözüm de V oluğundaki fazla boşluğu doldurmak için dolgu kullanmaktır. Bu dolgu malzemeye ek destek sağlayarak bükme işlemi sırasında kaymayı önler.
3. Küçük bir V oluğu ile bükün ve Büyük bir V oluğu ile bastırın
İlk büküm için küçük bir V oluğunun gerekli olduğu, ancak son pres için daha büyük bir V oluğunun gerekli olduğu durumlarda, bir kombinasyon yaklaşımı kullanılabilir. Stabiliteyi sağlamak için malzemeyi küçük bir V oluğu ile bükerek başlayın ve ardından istenen bükülme yarıçapını elde etmek için daha büyük bir V oluğu ile bastırın.
4. Daha Küçük bir V oluğu seçin
En basit çözüm, malzeme kalınlığı ve büküm boyutu için daha uygun olan daha küçük bir V oluğu seçmektir. Bu, malzemenin bükme işlemi boyunca yeterince desteklenmesini sağlayarak kayma riskini azaltır.
16. İç Bükme Genişliği ve Standart Kalıp Hususları
Sebep Analizi:
Abkant pres kullanarak yapılan bükme işlemleri bağlamında, iç bükme genişliğinin genellikle standart kalıp genişliğinden daha dar olması gerekir. İşte temel faktörler ve dikkat edilmesi gereken hususlar:
Alt Kalıbın Standart Genişliği: Bir bükme makinesinin alt kalıbı tipik olarak minimum standart genişliğe sahiptir, genellikle yaklaşık 10 mm. Bu, kalıbın bükülen malzemeyi hasara veya yanlışlıklara neden olmadan alabilmesini sağlamak için çok önemlidir.
Malzeme Kalınlığı: Etkili bükme için, malzeme kalınlığı alt kalıbın minimum genişliğinden daha az olmalıdır. Malzeme çok kalınsa, yanlış bükülmeye ve ekipmanda potansiyel hasara yol açabilir.
Bükme Açısı ve Uzunluğu: 90 derecelik bir açıyla bükülürken, bükümün uzunluğu belirli geometrik kısıtlamalara uymalıdır. √2 (L + V / 2) + T formülü, uygun bir bükme için gereken minimum uzunluğun belirlenmesine yardımcı olur, burada:
𝐿L virajın uzunluğudur.
𝑉V V-kalıp açıklığının genişliğidir.
𝑇T malzeme kalınlığıdır.
Kalıp Sabitleme: Hurda malzemeye veya güvenlik tehlikelerine yol açabilecek kalıbın yer değiştirmesini önlemek için kalıp, kalıp tabanına güvenli bir şekilde sabitlenmelidir. Bu sabitleme, bükme işlemi sırasında stabiliteyi sağlamak için yukarı doğru harekete izin vermemelidir.
Çözümler:
İç bükme genişliğinin standart kalıp genişliğinden daha dar olması sorununu ele almak için aşağıdaki çözümleri göz önünde bulundurun:
Büküm Boyutunu Artırın:
Müşteri ile Müzakere: Müşteri ile bükümün boyutunu artırma olasılığını görüşün. Bu, standart kalıp genişliğiyle uyumlu hale getirerek daha geniş bir iç büküm elde edilmesine yardımcı olabilir.
Tasarım Ayarlamaları: Standart kalıp parametrelerine uymasını sağlayarak daha geniş bir bükümü barındırmak için tasarım özelliklerini değiştirin.
Kalıbın Özel Olarak İşlenmesi:
Özel Kalıp İmalatı: Daha dar iç bükümleri işlemek için özel olarak tasarlanmış özel bir kalıp oluşturun. Bu, özel işleme ve tasarım ayarlamalarını içerebilir.
Geliştirilmiş Kalıp Özellikleri: Kalıbın veya malzemenin bütünlüğünden ödün vermeden daha dar genişliklerin hassas bir şekilde bükülmesine olanak tanıyan özellikler içerir.
Taşlama Aletlerinin Kullanımı:
Hassas Taşlama: İstenen iç büküm genişliğini elde etmek için taşlama aletleri kullanın. Bu yöntem işleme maliyetlerini artırabilirken, yüksek derecede hassasiyet sunar ve küçük ölçekli veya özel bükme işlemleri için etkili olabilir.
Maliyet-Fayda Analizi: Diğer yöntemlere kıyasla taşlama aletleri kullanmanın maliyet etkilerini değerlendirin. Bazı durumlarda, artan işleme maliyeti, bükümün gelişmiş doğruluğu ve kalitesi ile gerekçelendirilebilir.
17. Bükme Hattına Delik Yakınlığı
Sebep Analizi:
Bir delik sac metal parçadaki bükme hattına çok yakın konumlandırıldığında, bükme işlemi deliğin etrafındaki malzemenin çekilmesine ve deforme olmasına neden olabilir. Bu sorun özellikle delikten bükme hattına olan mesafe 𝐿L'nin kritik bir değerden küçük olması. Bu kritik değer tipik olarak plaka kalınlığının 𝑇 4 ila 6 katı arasındadır.T Matematiksel olarak bu şu şekilde ifade edilebilir:
𝐿<4𝑇/2 ila 6𝑇/2
Bükme işlemi sırasında, malzeme üzerinde çekme kuvvetleri etki eder ve bu da 𝐿L yetersizdir. Bunun nedeni, deliğin etrafındaki malzemenin deforme olmasına neden olan önemli bir gerilime maruz kalmasıdır.
Minimum Mesafe 𝐿L Farklı Plaka Kalınlıkları için
Minimum mesafe 𝐿L çeşitli plaka kalınlıkları için standart kalıbın oluk genişliğine göre belirlenebilir. Bu, malzemenin bükme sırasında aşırı gerilime maruz kalmamasını sağlayarak çekme ve bozulmayı önler.
Çözümler:
Deliklerin bükülme hattına çok yakın olması sorununu hafifletmek için çeşitli çözümler uygulanabilir:
Büküm Boyutunu Artırın ve Şekillendirmeden Sonra Etek Ucunu Kesin:
Bükme boyutunun artırılmasıyla, delik etrafındaki gerilim dağılımı iyileştirilebilir ve çekme olasılığı azaltılabilir. Şekillendirmeden sonra, kenar istenilen boyutlara ulaşmak için kesilebilir.
Deliği Bükme Çizgisine Kadar Genişletin:
Parçanın görünümü ve işlevinden ödün verilmiyorsa ve müşteri onayı ile delik bükülme çizgisine kadar genişletilebilir. Bu, gerilimin daha eşit bir şekilde dağıtılmasına yardımcı olabilir.
Sekant veya Sıkma İşleme kullanın:
Delik etrafındaki gerilim dağılımını değiştirmek ve böylece çekme riskini azaltmak için sekant veya kıvırma teknikleri kullanılabilir.
Kalıbı Eksantrik Olarak İşleyin:
Kalıbın eksantrik olarak işlenmesiyle, delik etrafındaki gerilim yoğunlaşması en aza indirilebilir ve bükme sırasında bozulma önlenebilir.
Delik Boyutunu Değiştirme:
Deliğin boyutunun ayarlanması da gerilim yoğunlaşmasının azaltılmasına yardımcı olabilir. Bu, bükme sırasında kuvvetleri daha iyi dağıtmak için deliğin büyütülmesini veya şeklinin değiştirilmesini içerebilir.
18. Bükme İşleminde Deformasyon Analizi
Sac metal işleme bağlamında, özellikle bükme işlemleri sırasında, 𝐿L Çizilen kenar ile bükme çizgisi arasındaki mesafe, bükme kalitesinin belirlenmesinde çok önemli bir rol oynar. Bu mesafe çok küçük olduğunda, istenmeyen deformasyonlara yol açabilir. Bu sorunun nedenini ve potansiyel çözümlerini daha derinlemesine inceleyelim.
Sebep Analizi:
Mesafe 𝐿L Çizilen kenar ile bükülme çizgisi arasında 4𝑇/2 ila 6𝑇/2'den daha az (burada 𝑇T plaka kalınlığıdır), malzeme deformasyona eğilimlidir. Bu deformasyon, bükme işlemi sırasında malzemenin alt kalıpla temas etmesi nedeniyle meydana gelir. Yetersiz mesafe, malzemenin serbestçe bükülmesine izin vermez, bu da gerilim yoğunlaşmalarına ve ardından deformasyona yol açar.
Çözümler:
Bu sorunu hafifletmek için çeşitli stratejiler kullanılabilir:
1. Sekant veya Sıkma İşlemi Kullanın
Sekant veya kıvırma işlemi, malzeme akışını yönetmeye ve deformasyona neden olan gerilim konsantrasyonlarını azaltmaya yardımcı olabilir. Bu yöntemler, gerilimleri malzeme boyunca daha eşit bir şekilde dağıtan kontrollü bir deformasyon modeli oluşturmayı içerir.
2. Malzeme Boyutunu Değiştirin
Malzemenin boyutlarını ayarlamak, 𝐿 mesafesini sağlamaya yardımcı olabilirL kabul edilebilir aralıkta olması gerekir. Bu, işlenmemiş parçanın boyutunun artırılmasını veya çizilen kenar ile bükme çizgisi arasında daha fazla boşluk sağlamak için tasarımın değiştirilmesini içerebilir.
3. Özel Kalıp İşleme Kullanın
Bükme işleminin özel gereksinimlerini karşılamak için özel kalıplar tasarlanabilir. Bu kalıplar, daha iyi destek sağlayarak ve gerilim yoğunlaşmalarına neden olan temas noktalarını azaltarak malzeme akışını kontrol etmeye ve deformasyon olasılığını azaltmaya yardımcı olabilir.
4. Kalıbı Eksantrik Olarak İşleyin
Kalıbın eksantrik işlenmesi, kalıbın küçük 𝐿 mesafesini telafi edecek şekilde tasarlanmasını içerir.L. Bu, malzemenin alt kalıpla doğrudan temas etmeden bükülmesini sağlayan ve böylece deformasyon riskini azaltan merkez dışı özellikler veya ayarlamalar içerebilir.
19. Düzleştirmeden Sonra Uzun Düzleştirme Tarafı Yükselir
Sebep Analizi:
Uzun düzleştirme kenarı düzleştirme işlemi sırasında sıkıca yapışmayarak uçlarda yükselmesine neden olabilir. Bu sorun büyük ölçüde düzleştirme konumuna bağlıdır, bu nedenle düzleştirme işlemi sırasında konumlandırmaya çok dikkat etmek çok önemlidir.
Çözümler:
Yukarı Doğru Açıyı Önceden Bükün: Ölü kenarı bükmeden önce, ilk olarak diyagramda gösterildiği gibi yukarı doğru açıyı bükün. Bu ön bükme adımı, malzemenin düzgün bir şekilde hizalanmasına yardımcı olarak kenarın yükselme eğilimini azaltır.
Birden Fazla Adımda Düzleştirin: Kenarı tek bir adımda düzleştirmeye çalışmak yerine, düzleştirmeyi birden fazla aşamada gerçekleştirin. Bu kademeli yaklaşım daha iyi kontrol sağlar ve kenarın yükselme riskini azaltır.
Önce Sona Basın: Ölü tarafı aşağı doğru bükmek için malzemenin ucuna bastırarak başlayın. Bu ilk presleme malzemenin sabitlenmesine yardımcı olur ve sonraki düzleştirme adımları sırasında kenarın yükselmesini önler.
Kök Kısmını Düzleştirin: Önce malzemenin kök kısmını düzleştirmeye odaklanın. Kökün düzgün bir şekilde düzleştirildiğinden emin olmak, kenarın yükselme olasılığını azaltarak sabit bir taban sağlar.
Önlemler:
Detaylara Dikkat: Düzleştirme işlemi boyunca malzemenin konumlandırılmasına ve hizalanmasına çok dikkat edin.
Kalite Kontrol: Kenarların düzgün yapıştığından ve yükselmediğinden emin olmak için düzleştirme işleminin kalitesini düzenli olarak kontrol edin.
Alet Bakımı: Düzleştirme için kullanılan alet ve ekipmanların iyi durumda olduğundan ve uygun şekilde kalibre edildiğinden emin olun.
20. Büyük Boy Çekme Köprü Kırıkları
Sebep Analizi:
Büyük yükseklikteki cer köprülerindeki kırıkların birincil nedeni malzemenin ciddi şekilde gerilmesi ve kırılmasıdır. Bu durum çeşitli faktörlere bağlı olarak ortaya çıkabilir:
Malzeme Gerilmesi ve Kırılması: Cer köprüsünün yüksek olması malzemenin aşırı gerilmesine neden olarak kırılmalara yol açabilir.
Yetersiz Bileme veya Donuk Kalıp Köşeleri: Özel kalıp köşeleri yeterince keskinleştirilmezse, gerilim yoğunlaşmalarına katkıda bulunarak malzeme arızasına yol açabilir.
Zayıf Malzeme Tokluğu: Düşük tokluğa sahip malzemeler stres altında kırılmaya daha yatkındır.
Dar Çekme Köprü: Dar bir cer köprüsü stresi daha küçük bir alanda yoğunlaştırarak kırık olasılığını artırabilir.
Çözümler:
Bu sorunları ele almak ve büyük yükseklikteki asma köprülerde kırılmaları önlemek için aşağıdaki çözümler uygulanabilir:
İşlem Deliğini Uzatın: Kırığın bir tarafındaki işlem deliğini uzatarak, stres dağılımı iyileştirilebilir ve kırık olasılığı azaltılabilir.
Çekme Köprüsünün Genişliğini Artırın: Daha geniş bir cer köprüsü, gerilimi daha geniş bir alana dağıtarak malzeme arızası riskini azaltabilir.
Kalıp Köşelerini Onarın ve Optimize Edin: Özel kalıp R açısının onarılması ve ark geçişinin artırılması, gerilim konsantrasyonlarının azaltılmasına ve malzemenin gerilmeye dayanma kabiliyetinin geliştirilmesine yardımcı olabilir.
Yağlayıcı ekleyin: Cer köprüsüne yağlayıcı uygulamak sürtünmeyi ve buna bağlı gerilimi azaltabilir. Ancak, bu yöntemin sınırlamaları vardır:
İş parçasının yüzeyini kirletebilir.
Alüminyum (AL) parçalar ve yüzey temizliğinin kritik olduğu diğer malzemeler için uygun değildir.
21. Özel Kalıp İşleme Sırasında Boyut Değişiklikleri
Sebep Analizi:
Özel kalıp işleme sırasında, işleme boyutu çeşitli faktörlere bağlı olarak değişebilir. Bunun başlıca nedenlerinden biri iş parçasının yer değiştirmesidir. Bu yer değiştirme genellikle işleme sırasında uygulanan ileri baskı kuvvetinin bir sonucudur. Sonuç olarak, küçük açı 𝐿L iş parçasının ön kısmı artar. Bu değişiklik, işlenen iş parçasının nihai boyutlarında yanlışlıklara yol açabilir.
Çözümler:
Özel kalıp işleme sırasında boyut değişiklikleri sorununu hafifletmek için aşağıdaki çözümler uygulanabilir:
Resimdeki Gölgeleri Kaldırın:
İşleme sırasında iş parçasının ve kalıbın net bir şekilde görülebildiğinden emin olun. Gölgeler önemli ayrıntıları gizleyebilir ve konumlandırma ve hizalamada hatalara yol açabilir. Gölgeleri ortadan kaldırmak için yeterli aydınlatma kullanın ve ışık kaynaklarının konumunu ayarlayın.
Aşınmış Kendiliğinden Konumlanan Parçaları Değiştirin:
Zamanla kalıbın kendinden konumlandırmalı parçaları aşınarak konumlandırmada yanlışlıklara yol açabilir. Bu parçaları düzenli olarak inceleyin ve gerektiğinde değiştirin. Geri başlatıcı yapıların kullanılması daha iyi konumlandırma sağlayabilir ve yer değiştirme olasılığını azaltabilir.
Dış Sistem Analizini Uygulayın:
Herhangi bir araştırmaya gerek olmamakla birlikte, harici bir sistem analizi yapılması boyut değişikliklerinin diğer olası nedenlerinin belirlenmesine yardımcı olabilir. Bu analiz, makineler, aletler ve çevresel koşullar dahil olmak üzere tüm işleme düzeninin incelenmesini içerebilir.
22. Tutarsız Genel Körleme Boyutu
Sebep Analizi:
Proje Dağıtım Hatası: İlk kurulum ve planlama aşamalarındaki hatalar, körlemenin nihai boyutlarında yanlışlıklara yol açabilir.
Yanlış Besleme Boyutu: Malzeme besleme sürecindeki hatalar, amaçlanan boyutlardan sapmalara neden olarak körlemenin genel boyutunu etkileyebilir.
Çözümler:
Sapma Hesaplama ve Dağıtım:
Sapmayı Hesaplayın: Amaçlanan boyuttan toplam sapmayı belirleyin ve her bir büküm için atanan sapmayı hesaplayın.
Dağıtım Toleransı: Hesaplanan dağılım toleransının kabul edilebilir aralıkta olup olmadığını değerlendirin. Eğer öyleyse, iş parçası kabul edilebilir olarak değerlendirilebilir.
V-Oluk Boyutunun Ayarlanması:
Beden Çok Büyük: Körlemenin toplam boyutu çok büyükse, daha küçük bir V oluğu kullanın. Bu ayarlama, bükme sırasında malzeme esnemesini azaltarak istenen boyutların elde edilmesine yardımcı olabilir.
Beden Çok Küçük: Toplam boyut çok küçükse, daha büyük bir V oluğu kullanın. Bu, daha küçük boyutu telafi ederek ve kabul edilebilir aralığa getirerek malzeme esnemesini artırmaya yardımcı olabilir.
23. Perçinleme Sonrası Çekme Deliğinde Pullanma veya Gevşeme ve Bunun Sonucunda Oluşan Deformasyon
Sebep Analizi:
Dökülme:
Çekme Deliğinin Küçük R Açısı: Çekme deliğindeki küçük bir yarıçap (R) açısı, gerilme yoğunlaşmasına yol açarak malzemenin parçalanmasına veya talaşlanmasına neden olabilir.
Flanşta Aşırı Çapak: Kesme veya işleme sonrasında malzeme üzerinde kalan pürüzlü kenarlar veya çıkıntılar olan çapaklar da ek gerilme noktaları oluşturarak dökülmeye katkıda bulunabilir.
Gevşek Perçinleme:
Çekme Deliklerinin Yanlış Hizalanması: Çekme delikleri düzgün hizalanmadığında, perçin malzemeleri etkili bir şekilde sabitleyemez ve gevşek bir oturmaya neden olur.
Deformasyon:
Yanlış Hizalanmış Delikler: Perçinleme işlemi sırasında deliklerin yanlış hizalanması, eşit olmayan gerilim dağılımına neden olarak malzemenin deformasyonuna yol açabilir.
Yanlış Perçinleme Yöntemi: Uygun olmayan bir perçinleme tekniğinin kullanılması da gerekli kuvvetin eşit şekilde uygulanmaması nedeniyle deformasyona yol açabilir.
Çözümler:
Dökülmenin Önlenmesi:
Daha Büyük R Açısına Sahip Bir Merkez Zımba Kullanın: Merkez zımbada daha büyük bir yarıçap, gerilimin çekme deliği etrafında daha eşit bir şekilde dağıtılmasına yardımcı olarak dökülme olasılığını azaltabilir.
Çapaklara Dikkat: Gerilim yoğunlaşmasını önlemek için flanşlama işlemi sırasında çekme deliği etrafındaki çapakların en aza indirildiğinden veya çıkarıldığından emin olun.
Doğru Perçinlemenin Sağlanması:
Basıncı Artırın ve Broşlamayı Derinleştirin: Daha yüksek basınç uygulamak ve broşlama işlemini derinleştirmek perçin için daha güvenli bir uyum oluşturmaya yardımcı olabilir.
Daha Büyük R Açısına Sahip Bir Merkez Zımba Kullanın: Bu aynı zamanda perçin için daha iyi bir hizalama ve uyum elde edilmesine yardımcı olabilir.
Yanlış Hizalamanın Giderilmesi ve Perçinleme Yöntemi:
Doğru Delik Hizalama: Perçinlemeden önce tüm deliklerin düzgün şekilde hizalandığından emin olun. Bu, hassas ölçüm araçları ve hizalama teknikleri kullanılarak gerçekleştirilebilir.
Doğru Perçinleme Yöntemini Kullanın: Belirli malzeme ve uygulama için uygun perçinleme yöntemini benimseyin. Bu, doğru perçin tipinin kullanılmasını, doğru miktarda kuvvet uygulanmasını ve eşit basınç dağılımının sağlanmasını içerebilir.
24. Saplamanın Eğri Perçinlenmesi veya Perçinleme Sonrası Deforme Olmuş İş Parçası
Sebep Analizi:
İş Parçası İşleme Sırasında Düzleştirilmedi
İş parçası perçinleme işleminden önce düzgün bir şekilde düzleştirilmezse, yanlış hizalamaya ve deformasyona neden olabilir.
Alt Yüzeye Uygulanan Eşit Olmayan Kuvvet veya Aşırı Basınç
Perçinleme sırasında eşit olmayan kuvvet veya aşırı basınç uygulanması, iş parçasının eğrilmesine veya deforme olmasına neden olabilir.
Çözümler:
Saplamaya Basarken İş Parçasını Düzleştirin
Perçinleme işlemine başlamadan önce iş parçasının iyice düzleştirildiğinden emin olun. Bu, uygun düzleştirme araçları veya teknikleri kullanılarak gerçekleştirilebilir.
Bir Destek Çerçevesi Kullanın
Bir destek çerçevesi uygulamak, perçinleme işlemi sırasında iş parçasının hizalanmasını ve dengesini korumaya yardımcı olabilir. Bu, eğrilme ve deformasyon riskini azaltır.
Basıncı Yeniden Ayarlayın
Perçinleme işlemi sırasında uygulanan basıncı dikkatlice ayarlayın. Herhangi bir eğrilme veya deformasyonu önlemek için basıncın eşit olarak dağıtıldığından emin olun.
Alt Yüzeydeki Gerilim Aralığını Artırın ve Üst Yüzeydeki Kuvvet Aralığını Azaltın
Alt yüzeydeki gerilim aralığını artırıp üst yüzeydeki kuvvet aralığını azaltarak daha dengeli bir kuvvet dağılımı elde edebilirsiniz. Bu, iş parçasının bütünlüğünün korunmasına yardımcı olur ve deformasyonu önler.
Ek Tavsiyeler:
Perçinleme Ekipmanının Düzenli Bakımı ve Kalibrasyonu
Tutarlı performans sağlamak için perçinleme ekipmanının düzenli olarak bakımının yapıldığından ve kalibre edildiğinden emin olun. Bu, işlem sırasında doğru miktarda kuvvet ve basınç uygulanmasına yardımcı olur.
Operatörler için Eğitim
Operatörlerin perçinleme işlemi sırasında doğru hizalama, basınç ayarı ve destek çerçevelerinin kullanımının önemini anlamalarını sağlamak için yeterli eğitim sağlayın.
Kalite Kontrol Kontrolleri
Herhangi bir sorunu erkenden tespit etmek ve gidermek için perçinleme sürecinin çeşitli aşamalarında kalite kontrol kontrolleri uygulayın. Bu, iş parçasının genel kalitesinin korunmasına yardımcı olur.
25. Ofset Bükme Sonrası Paralel Olmayan Taraflar
Sebep Analizi:
Yanlış Kalıp Kalibrasyonu
Kalıp doğru şekilde kalibre edilmezse, bükme işleminde yanlışlıklara yol açarak paralel olmayan kenarlara neden olabilir.
Üst ve Alt Kalıp Contalarının Yanlış Ayarlanması
Üst ve alt kalıplar arasındaki contalar hizalamanın korunmasında çok önemli bir rol oynar. Bu contalar düzgün ayarlanmazsa, yanlış hizalamaya neden olabilir.
Özdeş Olmayan Üst ve Alt Kalıp Yüzleri
Düzgün bir bükme sağlamak için üst ve alt kalıpların yüzeyleri aynı olmalıdır. Herhangi bir tutarsızlık düzensiz bükülmeye ve paralel olmayan kenarlara yol açabilir.
Çözümler:
Kalıbı Yeniden Kalibre Edin
Kalıbın doğru şekilde kalibre edildiğinden emin olun. Bu, bükme işleminde hassasiyet sağlamak için kalıp ayarlarının kontrol edilmesini ve ayarlanmasını içerir.
Contaları Ayarlayın
Doğru hizalamayı elde etmek için üst ve alt kalıplar arasındaki contaların kalınlığını artırın veya azaltın. Bu ayar, kenarların paralelliğinin korunmasına yardımcı olur.
Kalıp için Eksantrik İşleme Kullanın
Herhangi bir yanlış hizalama sorununu düzeltmek için eksantrik işleme tekniklerini uygulayın. Bu, bükme işlemindeki herhangi bir eksantrikliği telafi etmek için kalıbın ayarlanmasını içerir.
Alt ve Üst Kalıp Yüzeylerinin Aynı Olmasını Sağlayın
Üst ve alt kalıpların yüzeylerinin aynı olduğunu doğrulayın. Bu, kalıp yüzeylerinin düzgün ve herhangi bir tutarsızlık içermediğinden emin olmak için işlenmesini veya parlatılmasını içerebilir.
Ek İpuçları:
Düzenli Bakım ve Denetim
En iyi durumda kalmalarını sağlamak için kalıpları ve kalıpları düzenli olarak inceleyin ve bakımlarını yapın. Bu, aşınma ve yıpranmanın kontrol edilmesini ve gerekli ayarlamaların veya değiştirmelerin yapılmasını içerir.
Hassas Ölçüm Araçları Kullanın
Bükme işleminden sonra kenarların hizalanmasını ve paralelliğini kontrol etmek için hassas ölçüm aletleri kullanın. Bu, herhangi bir sorunun derhal tespit edilmesine ve düzeltilmesine yardımcı olur.
26. Ürün Yüzeyinde Derin Kırışıklıklar
Sebep Analizi:
Alt Kalıpta Küçük V-Oluk
Açıklama: Alt kalıpta daha küçük bir V oluğu, bükme kuvvetini daha küçük bir alana yoğunlaştırarak ürün yüzeyinde daha derin kırışıklıklara yol açabilir.
Alt Kalıptaki V-Olukta Küçük R Açısı
Açıklama: V-olukta daha küçük bir yarıçap (R) açısı daha keskin kıvrımlara neden olabilir, bu da malzeme yüzeyinde derin kırışıklıkların oluşma olasılığını artırır.
Malzeme Çok Yumuşak
Açıklama: Daha yumuşak malzemeler deformasyona karşı daha hassastır ve bükme kuvvetleri altında kolayca derin kırışıklıklar oluşturabilir.
Çözümler:
İşleme için Büyük Bir V-Oluk Kullanın
Uygulama: Alt kalıpta daha büyük bir V oluğuna geçilmesi, bükme kuvvetini daha geniş bir alana dağıtarak ürün yüzeyindeki kırışıklıkların derinliğini azaltır.
Geniş R Açısına Sahip Bir Kalıp Kullanın
Uygulama: V oluğunda daha büyük yarıçap açısına sahip bir kalıp kullanmak, daha yumuşak kıvrımlar oluşturarak derin kırışıklıkların oluşumunu en aza indirir.
Dolgu Bükme Kullanın (Metal veya Döküm Poliüretan ile)
Uygulama: Bükme işlemi sırasında metal veya döküm poliüretan gibi dolgu malzemelerinin kullanılması, kuvvetin daha eşit bir şekilde dağıtılmasına yardımcı olarak kırışıklıkların derinliğini azaltabilir. Dolgu, bükme geriliminin bir kısmını emen ve malzeme yüzeyini koruyan bir tampon görevi görür.
27. Bükme Sonrası Büküme Yakın Deformasyon
Sebep Analizi:
Bükme işleminden sonra bükümün yakınındaki deformasyon, makinenin aşırı yüksek hızda çalışmasına bağlanabilir. Makinenin yukarı doğru bükme hızı, operatörün iş parçasını manuel olarak tutup destekleyebileceği hızı aştığında, eşit olmayan kuvvet dağılımına ve ardından deformasyona neden olur. Hızlardaki bu tutarsızlık, iş parçasının bükme işlemi sırasında düzgün şekilde hizalanmamasına veya desteklenmemesine yol açarak bükme alanının yakınında istenmeyen deformasyona neden olabilir.
Çözümler:
Bu sorunu ele almak için aşağıdaki çözümler uygulanabilir:
Makinenin Çalışma Hızını Düşürün: Makinenin çalışma hızı düşürülerek bükme işlemi daha kontrollü ve kademeli hale getirilebilir. Bu, operatörün iş parçasını daha iyi yönetmesine olanak tanıyarak bükme işlemi boyunca düzgün bir şekilde hizalanmasını ve desteklenmesini sağlar. Daha yavaş bir hız, deformasyona neden olabilecek ani hareket riskini azaltır.
Operatörün El Tutma Hızını Artırın: Operatörün el tutma hızını artırmak üzere eğitilmesi, hareketlerinin makinenin çalışmasıyla senkronize edilmesine yardımcı olabilir. Bu senkronizasyon, iş parçasının tutarlı bir şekilde desteklenmesini sağlayarak deformasyon olasılığını azaltır. Ancak bu çözüm, operatörün el becerisine ve tepki süresine büyük ölçüde bağlı olduğundan daha az pratik olabilir.
Ek Tavsiyeler:
Destek Araçlarının Kullanımı: Arka göstergeler, yan destekler veya otomatik taşıma sistemleri gibi destek araçlarının uygulanması, bükme işlemi sırasında iş parçasının konumunun ve hizasının korunmasına yardımcı olabilir. Bu araçlar ek denge sağlayarak operatörün manuel kullanımına olan bağımlılığı azaltabilir.
Düzenli Bakım ve Kalibrasyon: Bükme makinesinin düzenli olarak bakımının yapıldığından ve kalibre edildiğinden emin olmak, tutarlı performans elde edilmesine yardımcı olabilir. Doğru bakım, eşit olmayan kuvvet uygulaması veya deformasyona katkıda bulunabilecek mekanik aşınma gibi sorunları önleyebilir.
Operatör Eğitimi: Operatörlere doğru taşıma teknikleri ve makinenin hızıyla senkronizasyonun önemi hakkında kapsamlı eğitim verilmesi, iş parçasını etkili bir şekilde yönetme becerilerini artırabilir. Eğitim programları, destek araçlarının kullanımı ve farklı malzeme türlerinin işlenmesi için en iyi uygulamaları da içerebilir.
28. AL Parçaların Bükme Sırasında Çatlaması
Alüminyum (AL) parçalar, malzemenin benzersiz kristal yapısı nedeniyle büküldüğünde çatlamaya eğilimlidir. Bu yapı, alüminyumu bükme işlemi sırasında paralel çizgiler boyunca kırılmaya duyarlı hale getirir.
Çatlamayı Önlemek için Çözümler:
Körleme Sırasında Malzeme Yönünü Ayarlayın:
AL Malzemesini döndürün: Alüminyum levhayı bükme için hazırlarken, bükme yönü alüminyumun damarına (dokusuna) dik olacak şekilde malzemeyi döndürmek çok önemlidir. Bu ayarlama, gerilimin malzeme boyunca daha eşit bir şekilde dağıtılmasına yardımcı olarak tane çizgileri boyunca çatlak oluşma olasılığını azaltır.
Üst Kalıbın Yarıçapını Artırın:
R Açısını Geliştirin: Bükme işleminde kullanılan üst kalıbın yarıçapının (R açısı) artırılması, alüminyum parça üzerindeki gerilim konsantrasyonunu önemli ölçüde azaltabilir. Daha büyük bir yarıçap, malzeme üzerindeki gerilimi azaltarak çatlama riskini en aza indiren daha kademeli bir bükülmeye izin verir.
Ek Hususlar:
Malzeme Seçimi: Daha iyi sünekliğe sahip bir alüminyum alaşımının seçilmesi, bükme sırasında çatlama eğiliminin azaltılmasına da yardımcı olabilir. 5052 veya 6061 gibi alaşımlar iyi bükülme özellikleriyle bilinir.
Ön ısıtma: Alüminyum levhanın bükülmeden önce ön ısıtmaya tabi tutulması işlenebilirliğini artırarak çatlamaya daha az eğilimli hale getirebilir.
Uygun Aletler: Takımların iyi durumda ve hatasız olduğundan emin olmak da daha sorunsuz bir bükme sürecine katkıda bulunabilir ve çatlak riskini azaltabilir.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Sac metal parçaların nasıl tasarlandığını ve hassas bir şekilde üretildiğini hiç merak ettiniz mi? Bu blog yazısında, bükülme payının büyüleyici dünyasına dalacağız - çok önemli bir...
Farklı malzemelerin sac metal bükmeyi nasıl etkilediğini hiç merak ettiniz mi? Bu aydınlatıcı makalede, deneyimli bir makine mühendisi, malzeme türlerinin, kalınlıklarının ve malzemelerin bükme üzerindeki etkisine ilişkin uzmanlığını paylaşıyor.
Tüm sac metal imalatçılarının ve tasarımcılarının dikkatine! Projeleriniz için en uygun bükme yarıçapını belirlemekte zorlanıyor musunuz? Başka yere bakmanıza gerek yok! Bu blog yazısında, sac metal...
Metal levhaları karmaşık formlara dönüştürmenin ardındaki sanat ve bilimi hiç merak ettiniz mi? Bu büyüleyici blog yazısında, sac şekillendirmenin büyüleyici dünyasının derinliklerine dalıyoruz...
Tek bir iz veya çizik bırakmadan sac büktüğünüzü hayal edin. Bu makalede, sürtünme, malzeme sertliği ve çizik gibi zorlukları ele alarak iz bırakmadan sac bükme için yenilikçi teknikleri keşfediyoruz...
Sac metal tasarımcılarının tasarımlarının doğruluğunu nasıl sağladıklarını hiç merak ettiniz mi? Bu blog yazısında, sac metal tasarımının büyüleyici dünyasına dalacağız ve sac metal...
Doğru sac metal parçalar tasarlamakta zorlanıyor musunuz? Sac metal imalatında çok önemli bir kavram olan K-faktörünün sırlarını çözün. Bu makalede, uzman makine mühendisimiz sac metal...
Hiç sac metal parçaları doğru bir şekilde açmakta zorlandınız mı? Bu makale, sac metal açma hesaplamalarının arkasındaki sanat ve bilimi incelemektedir. Kullanılan temel kavramları, formülleri ve teknikleri keşfedin...
Düz bir metal levhayı hassasiyet ve doğrulukla karmaşık şekillere dönüştüren nedir? Cevap, sac metal bükmenin karmaşık deformasyon sürecinde yatmaktadır. Bu makalede...