Bazı metal levhalar mükemmel şekilde düz çıkarken diğerlerinin neden eğrildiğini ve deforme olduğunu hiç merak ettiniz mi? Bu makale, döner plaka makaslarındaki kesme kuvvetlerinin ardındaki sırları ortaya koyuyor. Farklı açıların ve açıklıkların metal kesme işleminin kalitesini ve verimliliğini nasıl etkilediğini öğreneceksiniz. Her kesimde hassasiyet sağlayan mekaniği ortaya çıkarmaya hazır olun!
Döner Plaka Makasları ile Sıradan Plaka Makaslarının Karşılaştırılması
Bıçak Tasarımı ve Kesme İşlemi
Sıradan plaka makaslarıyla karşılaştırıldığında, çoğu döner plaka makası eğik bir bıçak tasarımına sahiptir. Bu tasarım, daha verimli bir kesme işlemi sağladığı için avantajlıdır. Eğik bıçak, gerekli kesme kuvvetini azaltır ve sac metalin deformasyonunu en aza indirir.
Döner Plaka Makaslarının Avantajları
Döner plaka makasları, çeşitli temel avantajları nedeniyle sektörde yaygın olarak kullanılmaktadır:
Basit Yapı: Döner plaka makaslarının tasarımı basittir, bu da bakım ve çalıştırmayı kolaylaştırır.
Düşük Arıza Oranı: Yapının basitliği, mekanik arıza olasılığının daha düşük olmasına katkıda bulunur.
Yüksek Verimlilik: Eğik bıçak tasarımı, kesme işleminin verimliliğini artırır.
Minimal Sac Deformasyonu: Döner plaka makasları ile işlenen levhalarda eğilme, bükülme veya bozulma olmaz, bu da nihai ürünün kalitesini korumak için çok önemlidir.
Kesme Mekanizması
Kesme işleminde, döner kirişli kesme makinesinin bıçak desteği bir dönme hareketine maruz kalır. Bu dönme hareketi, işlem sırasında bıçağın kesme açısını ve kesme boşluğunu değiştirdiği için çok önemlidir. Değişen kesme açısı ve kesme boşluğu, temiz ve hassas bir kesim elde edilmesine yardımcı olur.
Tasarımla İlgili Hususlar ve Zorluklar
Döner makasların tasarımında karşılaşılan zorluklardan biri de sac metal kesme kuvvetinin hesaplanmasıdır. Mevcut tasarım metodolojisi genellikle bıçak desteğinin düz hareket ettiği varsayımına dayanarak kesme kuvvetini hesaplar. Ancak gerçekte, bıçak desteği dönme hareketine maruz kalır. Bu tutarsızlık, kesme kuvvetinin yanlış hesaplanmasına yol açarak tasarım boyutunda sapmalara neden olabilir ve potansiyel olarak makinenin normal performansını etkileyebilir.
Kesme Kuvveti Hesaplaması
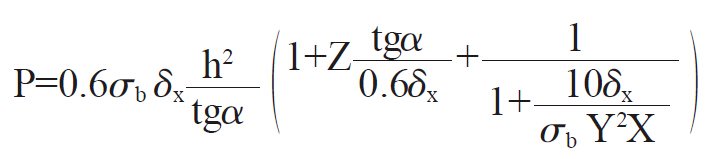
Düz hareket eden bıçak desteğine sahip eğimli bıçaklı makaslama için kesme kuvveti hesaplamasında öncelikle eski bir Sovyet bilim adamı tarafından geliştirilen Norshari Formülü kullanılır. Bu formül, özellikle düz hareket eden bıçak desteklerine sahip makineler için kesme işleminde gereken kuvvetin belirlenmesinde çok önemlidir.
Kesme kuvveti formülünde:
σb - Plaka Çekme Dayanımı Sınırı , N / mm;
δx-Plaka Uzama Oranı;
h-Plaka Kalınlığı, mm;
α- Kesme Açısı, °;
X、Y、Z - Sırasıyla şunlara atıfta bulunur bükme kuvveti katsayısı, kesme bıçağı yanal boşluk bağıl değeri, pres malzemesi katsayısı.
Norşari Formülünün Sınırlamaları
Norshari Formülü, kesme işlemi sırasında değişen kesme kabartma açısını hesaba katmaz ve sabit bir kesme boşluğu varsayar. Sonuç olarak, yalnızca düz bir hareketle hareket eden bıçak desteğine sahip makaslar için geçerlidir.
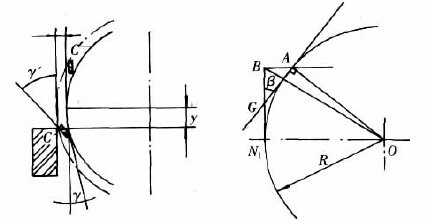
Kesme Rölyef Açısı ve Kesme Açıklığı
Kesme işlemi sırasında, kabartma açısı γ±β aralığında değişebilir. Plaka kesme kalitesi ve gereken kuvvet, kesme boşluğuna oldukça duyarlıdır. Daha büyük bir kesme boşluğu, çekme fonksiyonunun oranını artırarak daha düşük kesme kalitesine yol açar. Orta kalınlıkta plaka kesimi için, kesme boşluğu ideal olarak 8% ila 12% arasında kontrol edilmelidir.
Döner Kesme Makineleri
Döner kesme makinelerinde, basitleştirilmiş bıçak takma işlemi nedeniyle gerekli γ±β değerini elde etmek zordur. Kesme boşluğu deneyimli değeri aştığında, kesme kuvvetinde bir değişikliğe yol açar. Kesme boşluğundaki bir artış, daha yüksek bir bağıl kesme yan boşluğu değeriyle sonuçlanır ve böylece kesme için gereken kuvveti artırır.
Çekme Fonksiyonunun Etkisi
Kesme işlemi sırasında belirgin bir çekme işlevi, kesme kuvvetini ve güç kaybını artırır, plakanın plastik deformasyonuna neden olur, bıçak ve plaka arasındaki sürtünmeyi artırır ve kesicinin hizmet ömrünü azaltır. Bu nedenle, döner kesme makineleri için kesme kuvveti hesaplanırken, kesme bıçağı yan boşluğunun daha yüksek bir bağıl değerinin ve daha yüksek bir bıçak körelme katsayısının seçilmesi önerilir.
Pratik Hesaplama Örneği
Bir kesme makinesi için kesme kuvvetinin hesaplanmasında genellikle teknik bir formül kullanılır. Çoğu hesaplama, farklı malzemeler için dönüştürme faktörleriyle birlikte sıradan Q235 çelik plakalara dayanır:
Q235 Çelik Levha: Dönüşüm faktörü = 1
Q345 Çelik Levha: Dönüşüm faktörü = 1,4
304 Paslanmaz Çelik: Dönüşüm faktörü = 2
Örnek Hesaplama
10 mm kalınlığında ve 6000 mm uzunluğunda Q235 çelik levha için: Kesme Kuvveti=10×6000×23,5=1410000 N=141 Ton
Q345 çelik levha için: Kesme Kuvveti=141×1,4=197,4 Ton
304 paslanmaz çelik plaka için: Kesme Kuvveti=141×2=282 Ton
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Doğru sac metal kesme ekipmanını nasıl seçersiniz? Geleneksel makaslardan gelişmiş lazer kesicilere kadar çok sayıda seçenek arasından en iyi aleti seçmek göz korkutucu olabilir. Bu makale...
Sac makası, adından da anlaşılacağı gibi sac kesmek için kullanılan bir makinedir. Malzeme seçimi genel Q235 plakasına dayanmaktadır. Q345 plakasını kesiyorsanız, o zaman ...
O devasa çelik plakaların nasıl bu kadar hassas kesildiğini hiç merak ettiniz mi? Metal imalat endüstrisinin isimsiz kahramanları olan hidrolik kesme makinelerinin dünyasına girin....
Giyotin makasınızın güvenli bir şekilde çalışmasını ve daha uzun ömürlü olmasını nasıl sağlayabilirsiniz? Bu makale, giyotin makaslar için günlük kontrollerden yıllık revizyonlara kadar temel bakım uygulamalarını incelemektedir. Önemli bilgileri öğreneceksiniz...
Hidrolik kesme makinesi sektöründe hangi şirketlerin lider olduğunu hiç merak ettiniz mi? Bu makale, dünya çapındaki en iyi 26 üreticiyi tarihçeleri, uzmanlıkları ve küresel erişimlerini detaylandırarak incelemektedir. Köklü şirketlerden...
Makaslama makinenizin verimliliğini ve güvenliğini nasıl en üst düzeye çıkaracağınızı hiç merak ettiniz mi? Bu kılavuz, bu güçlü araçların kullanımı ve bakımı için gerekli ipuçlarını ele almaktadır. Doğru makineyi seçmekten...
Mekanik makaslama makineniz gerektiği gibi çalışmıyor mu? Bu kılavuzda, tutarsız kesme genişlikleri, yüzey düzgünlüğü sorunları, aşırı aşınma gibi yaygın sorunlar için ayrıntılı sorun giderme adımları bulacaksınız...
Büyük metal levhaların minimum çabayla nasıl hassas bir şekilde kesildiğini hiç merak ettiniz mi? Bu makalede, hidrolik giyotin makasların büyüleyici dünyasını keşfediyoruz. Hakkında bilgi edineceksiniz...
Fabrikaların minimum çabayla hassas metal kesimleri nasıl elde ettiğini hiç merak ettiniz mi? Metal plakaları çeşitli açılarda kesmek için kullanılan çok yönlü bir araç olan çentik açma makinesine girin. Bu makale...