Sac Metal Tasarım İpuçları ve Nasıl Optimize Edileceği
Sac levha projelerinizin verimliliğini ve kalitesini nasıl artırabileceğinizi hiç merak ettiniz mi? Bu makalede, hataları en aza indirmek ve süreçleri optimize etmek için teknikleri keşfederek sac metal tasarımı için temel ipuçlarını araştırıyoruz. Körlemeden bükmeye kadar her adım, hassas ve uygun maliyetli sonuçlar elde etmek için çok önemlidir. Bu okumanın sonunda, sac metal imalatınızı geliştirmek için pratik bilgiler ve stratejiler edinecek, tasarımlarınızda hem işlevsellik hem de dayanıklılık sağlayacaksınız.
Sac metal parçalar, otomobillerin hem dış yüzey kaplamalarında hem de iç yapısal bileşenlerinde yaygın olarak kullanılmaktadır.
Bir kontrol yapı mühendisi olarak maliyet düşürme, ana işimde her zaman katlanmak zorunda olduğum bir baskıdır.
Kapsamlı bir araştırma yaptıktan sonra, meslektaşlarımın kontrolörün üst kapağını başarılı bir şekilde sac metal damgalı bir parçaya dönüştürdüklerini keşfettim.
Tasarım sürecinde hatalardan kaçınmak için veri topladım ve sac metal parça tasarımındaki yaygın tekniklerin bir listesini derledim. Bu bilgiler aracılığıyla sektördeki diğer kişilerle paylaşmayı ve onlardan bir şeyler öğrenmeyi umuyorum.
Sac metal işleme dört temel süreç içerir: Körleme, Bükme, Germe ve Şekillendirme.
Her sürecin kendine özgü tasarım gereksinimleri vardır ve bu bölümde her sürece dört farklı perspektiften kısa bir genel bakış sunacağız.
1. Karartma
Körleme ayrıca iki kategoriye ayrılır: Sıradan Körleme ve Hassas Körleme.
İşleme yöntemleri farklılık gösterdiğinden, kullanılan teknoloji körleme işlemi ayrıca değişir.
Motor kontrolörünün üst kapağı ve diğer yapısal bileşenler tipik olarak yalnızca sıradan körleme kullanır.
Bu bölümde, yaygın olarak kullandığımız sıradan körlemenin yapısı ve teknolojisine odaklanacağız.
Beceri 1.1
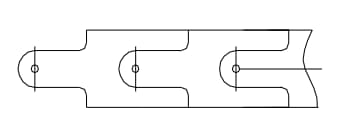
Körleme parçalarının şekil ve boyutunun basit ve simetrik olması idealdir, çünkü bu, yerleşim süreci sırasında israfı en aza indirir.
Körleme parçalarının yerleşimi
Beceri 1.2
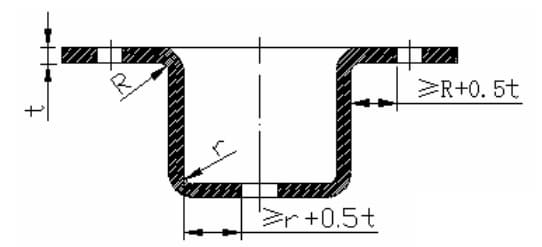
Körleme parçalarının şekli ve iç delikleri keskin köşelerden kaçınmalıdır.
Düz çizgilerin veya eğrilerin birleştiği yerlerde, t'nin malzemenin et kalınlığı olduğu R ≥ 0,5t yarıçaplı bir yay bağlantısı dahil edilmelidir.
Körleme parçasının iç köşe yarıçapının minimum değeri
Beceri 1.3
Dar konsollara ve yuvalara sahip körleme parçaları, derin ve geniş dışbükey veya içbükey bölümlerden kaçınmalıdır.
Genel bir kural olarak, bu kesitler 1,5t'den az olmamalıdır, burada t malzeme kalınlığıdır.
Ayrıca, kalıbın ilgili kısımlarının mukavemetini artırmak için dar ve uzun çentiklerin yanı sıra aşırı dar çentiklerden de kaçınılmalıdır.
Dar konsollardan ve oluklardan kaçının.
Beceri 1.4
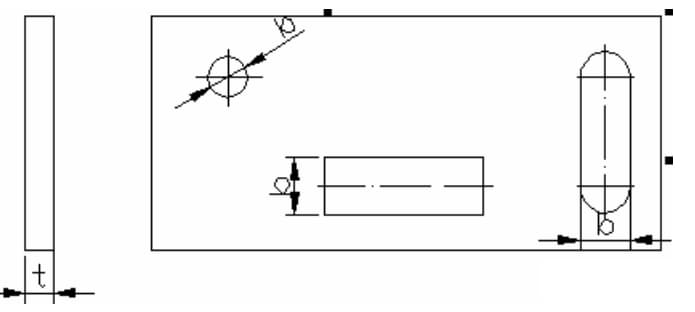
Dairesel delikler, özellikle minimum boyut gereksinimleri göz önünde bulundurulduğunda, zımbalama için tercih edilen seçimdir.
Zımbalama için minimum boyut, deliğin şekli, malzemenin mekanik özellikleri ve malzemenin kalınlığı gibi faktörlere bağlıdır.
Yumruk şekli örneği
Malzeme
Dairesel delik çapı (b)
Dikdörtgen deliğin kısa kenarının genişliği b
Yüksek karbonlu çelik
1.3t
1.0t
Düşük karbonlu çelik, pirinç
1.0t
0.7t
Alüminyum
0.8t
0.5t
*t malzeme kalınlığıdır ve minimum delme boyutu genellikle 0,3 mm'den az değildir
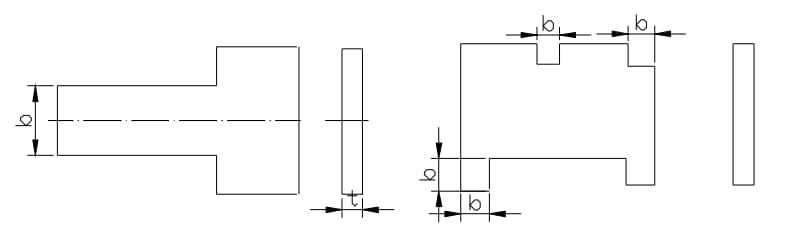
Beceri 1.5
Delme deliği aralığı ve delik kenarı aralığı önemli hususlardır.
Bir parçanın delme kenarı ile şekli arasındaki minimum mesafe, ekteki şekilde gösterildiği gibi parçanın ve deliğin şekline bağlı olarak sınırlandırılır.
Delme kenarı parça taslağının kenarına paralel olmadığında, minimum mesafe malzeme kalınlığından (t) daha az olmamalıdır. Paralel olduğunda, 1,5t'den az olmamalıdır.
Körleme parçalarının delik kenar mesafesi ve delik aralığının şematik diyagramı
Beceri 1.6
Bükme ve çekme parçalarını zımbalarken, delik duvarı ile düz duvar arasında belirli bir mesafe bırakılmalıdır.
Delik duvarı arasındaki mesafe bükme parçası ve germe parçası ve iş parçasının düz duvarı
Beceri 1.7
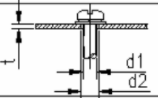
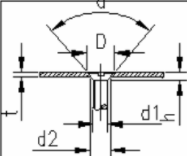
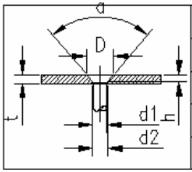
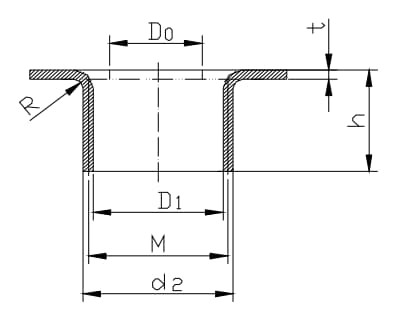
Vidalar ve cıvatalar için açık delikler ve havşa başlı yuvalar için, vida veya cıvatanın açık deliğinin ve havşa başlı yuvasının yapısal boyutları ekteki tabloda bulunabilir.
Havşa başlı bir vida için havşa başlı bir yuva tasarlarken, plaka hem açık deliği (d2) hem de havşa başlı deliği (D) barındıramayacak kadar inceyse, öncelik açık deliğin (d2) sağlanmasına verilmelidir.
Havşa başlı yuva ve havşa başlı vidalar için açık delik
d1
Φ2
Φ2.5
Φ3
Φ4
Φ5
d2
Φ2.1
Φ2.6
Φ3.1
Φ4.1
Φ5.1
D
Φ4.1
Φ5
Φ5.5
Φ7.2
Φ9
h
1
1.1
1.2
1.6
2
a
90°
*Sac metal kalınlığının t ≥ h olması gerekmektedir.
Havşa başlı yuva ve havşa başlı perçin için açık delik
Beceri 1.8
Belirli bir yüksekliği aşan aşırı çapaklara sahip körleme parçalarına izin verilmez. Ekteki tablo, damgalanmış parçanın çapak yüksekliği için sınır değeri (mm) göstermektedir.
Malzeme duvar kalınlığı
Malzeme çekme dayanımı (N/mm2)
>100~250
>250~400
>400~630
>630
f
m
g
f
m
g
f
m
g
f
m
g
>0.7~1.0
0.12
0.17
0.23
0.09
0.13
0.17
0.05
0.07
0.1
0.03
0.04
0.05
>1.0~1.6
0.17
0.25
0.34
0.12
0.18
0.24
0.07
0.11
0.15
0.04
0.06
0.08
>1.6~2.5
0.25
0.37
0.5
0.18
0.26
0.35
0.11
0.16
0.22
0.06
0.09
0.12
>2.5~4.0
0.36
0.54
0.72
0.25
0.37
0.5
0.2
0.3
0.4
0.09
0.13
0.18
*F sınıfı (hassas sınıf) daha yüksek gereksinimleri olan parçalar için geçerlidir;
m seviyesi (orta seviye) orta düzeyde gereksinimleri olan parçalar için geçerlidir;
Sınıf g (pürüzlülük) genel gereksinimleri olan parçalar için geçerlidir.
2. Bükme
Beceri 2.1
Minimum bükülme yarıçapı bükme parçaları: Bir malzeme büküldüğünde, dış tabaka gerilmeye maruz kalırken, iç tabaka köşe bölgesinde sıkıştırmaya maruz kalır.
Malzeme kalınlığı sabit olduğunda, iç yarıçap (R) ne kadar küçük olursa, malzemenin gerilimi ve sıkışması o kadar şiddetli olur.
Dış filetodaki çekme gerilmesi malzemenin nihai mukavemetini aşarsa, çatlaklar ve kırılmalar meydana gelecektir.
Bu nedenle, bükme parçalarının yapısal tasarımında aşırı küçük bükme köşe yarıçaplarından kaçınılmalıdır.
Şirket tarafından kullanılan yaygın malzemeler için minimum bükülme yarıçapı ekteki tabloda bulunabilir.
Bükme yarıçapı, bükme parçasının iç yarıçapını ifade ederken, t malzemenin et kalınlığını temsil eder.
t sembolü malzemenin et kalınlığını, M tavlanmış durumu, Y sert durumu ve Y2 1/2 sert durumu temsil etmektedir.
Yaygın metal malzemelerin minimum bükülme yarıçaplarının listesi
Beceri 2.2
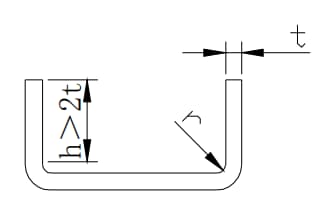
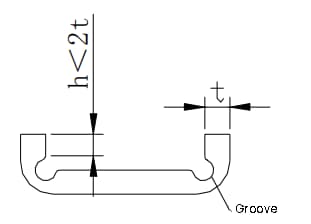
Bükülmüş bir parça üzerindeki düz kenarın yüksekliği, minimum h > 2t olacak şekilde aşırı küçük olmamalıdır.
Bükülen bir parçanın düz kenar yüksekliğinin minimum değeri ile ilgili olarak:
Tasarım h ≤ 2t düz kenar yüksekliği gerektiriyorsa, önce bükme yüksekliği artırılmalı ve bükmeden sonra gerekli boyuta kesilmelidir.
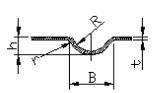
Alternatif olarak, bükme deformasyon alanında sığ bir oluk işlenebilir ve ardından ikincil bir bükme yapılabilir (ekteki şekilde gösterildiği gibi).
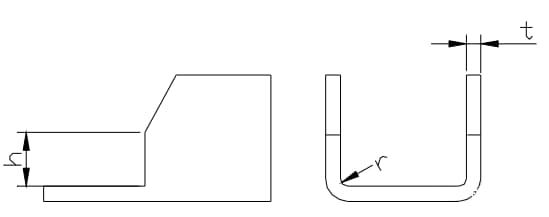
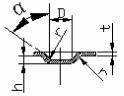
Özel durumlarda, düz kenar yüksekliği viraj tarafında eğik bir açı gerektirebilir.
Bir bükme parçasının kenarı eğik bir açıya sahip olduğunda (ekteki şekilde gösterildiği gibi), kenarın minimum yüksekliği h = (2-4)t > 3mm olmalıdır.
Eğimli kenarlı düz kenar yüksekliği
Beceri 2.3
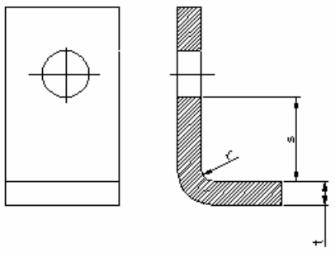
Bükülmüş parçalar üzerindeki delik kenar mesafesi:
Delik önce delinmeli ve sonra bükülmelidir.
Bükme sırasında deformasyonu önlemek için deliğin konumu bükme deformasyon alanının dışında olmalıdır.
Delik duvarından bükme kenarına kadar olan mesafe ekteki tabloda bulunabilir.
t(mm)
s(mm)
1(Mm)
s(mm)
≤2.
s≥t+r
≤25
s≥2t+r
>25~50
s≥2,5t+r
>2
s≥1,5t+r
>50
s≥3t+r
Eğimli kenarlı düz kenar yüksekliği
Beceri 2.4
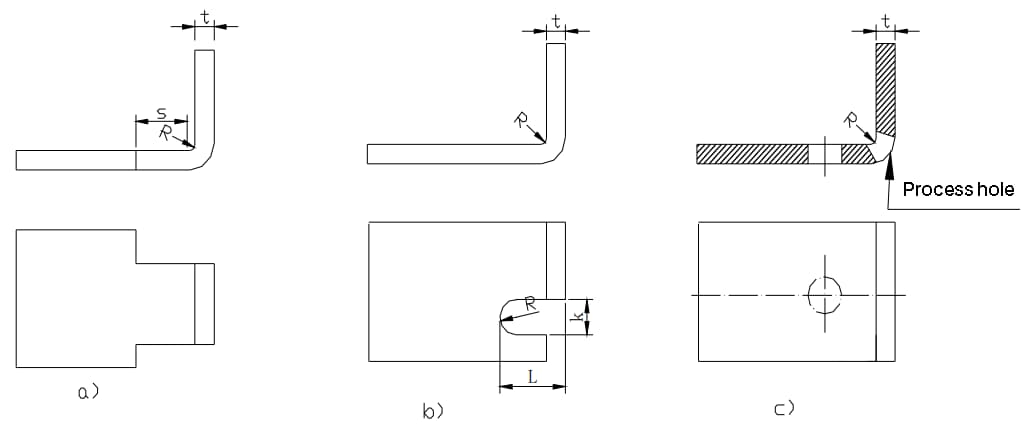
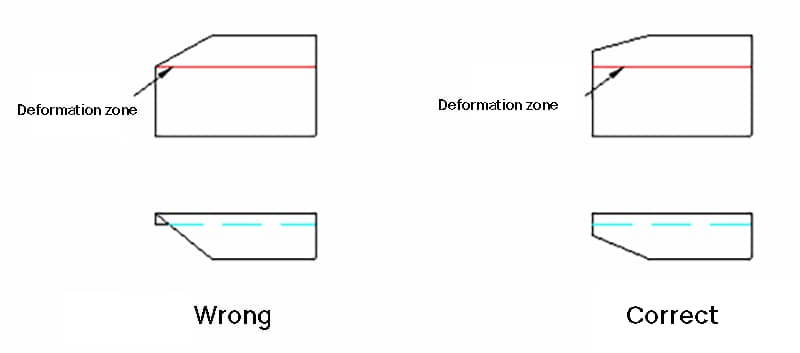
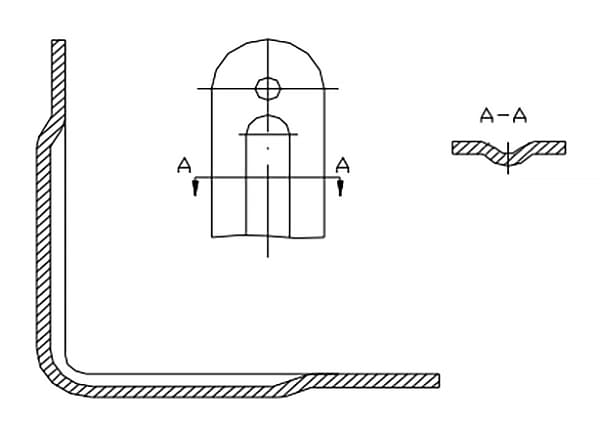
Kenarın bir bölümü yerel olarak bükülmüş bir işlem çentiği tarafından yerel olarak büküldüğünde, gerilim yoğunlaşmasının keskin köşede bir bükülme çatlağına neden olmasını önlemek için, boyuttaki ani değişikliği ortadan kaldırmak için bükülme belirli bir mesafe kaydırılabilir (Şekil a'da gösterildiği gibi) veya bir işlem oluğu (Şekil b'de gösterildiği gibi) veya işlem deliği (Şekil c'de gösterildiği gibi) açılabilir.
Lütfen çizimdeki boyutsal gerekliliklere dikkat edin: s ≥ R; yiv genişliği K ≥ t; yiv derinliği L ≥ t + R + K/2.
Bir delik bükme deformasyon alanında olduğunda yerel bükme için tasarım ve işleme yöntemi örnek olarak çentik formunu kullanır.
Çentik formu örneği
Beceri 2.5
Eğimli kenara sahip bükme kenarı deformasyon alanının dışında konumlandırılmalıdır.
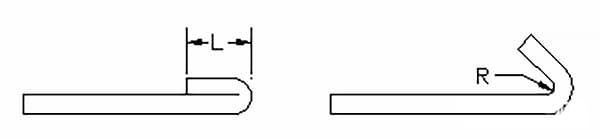
Ölü kenar tasarımı, malzeme kalınlığına bağlı olarak ölü kenar uzunluğunu dikkate almalıdır.
Ekteki şekilde gösterildiği gibi, ölü kenarın minimum uzunluğu (L) tipik olarak ≥ 3,5t + R'dir.
Burada, t malzemenin et kalınlığını ve R ölü kenar oluşmadan önceki işlemin (sağdaki şekilde gösterildiği gibi) minimum iç bükülme yarıçapını temsil eder.
Minimum ölü kenar uzunluğu (L)
Beceri 2.7
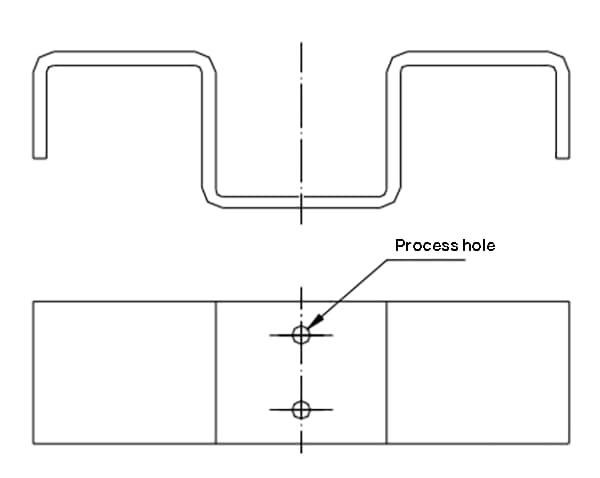
İşlenmemiş parçanın kalıpta doğru konumlandırılmasını sağlamak ve bükme sırasında sapmadan kaynaklanan israfı önlemek için tasarıma işlem konumlandırma delikleri eklenmiştir.
Ekteki şekilde gösterildiği gibi, proses konumlandırma delikleri önceden tasarıma dahil edilmelidir.
Birden fazla bükümle oluşturulan parçalarda, biriken hatayı en aza indirmek ve ürün kalitesini garanti etmek için işlem delikleri konumlandırma referansı olarak kullanılmalıdır.
Çoklu bükme sırasında eklenen proses konumlandırma delikleri
Beceri 2.8
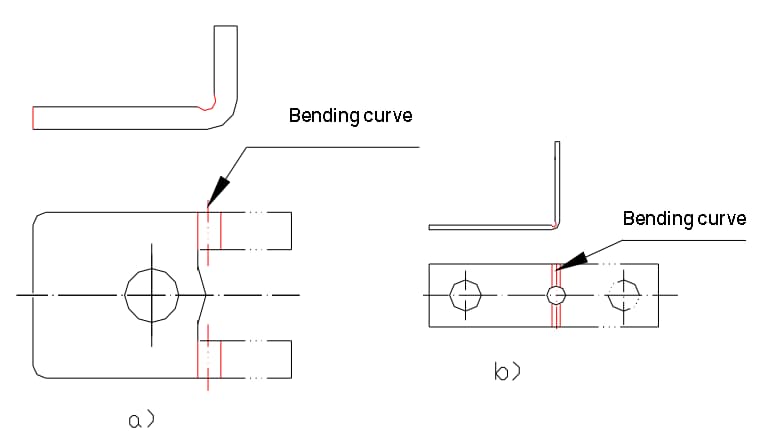
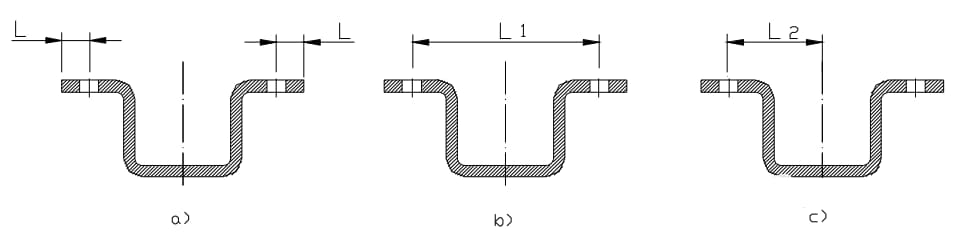
Bükülmüş parçaların ilgili boyutlarını belirtirken, süreç dikkate alınmalıdır.
Örneğin, ekteki şekilde gösterildiği gibi:
a) Zımbalama bükmeden önce yapılırsa, L boyutunun doğruluğu kolayca sağlanır ve işleme basittir.
b) ve c) L boyutu için yüksek bir doğruluk seviyesi gerekiyorsa, delikler bükülmeden önce işlenmelidir, bu da daha zahmetlidir.
Beceri 2.9
Malzemenin mekanik özellikleri, duvar kalınlığı, bükme yarıçapı ve bükme sırasındaki pozitif basınç dahil olmak üzere bükme parçalarının geri yaylanmasını etkileyen çeşitli faktörler vardır.
Bükülen parçanın iç yarıçapının plaka kalınlığına oranı ne kadar büyükse, bükülen parçanın iç yarıçapı da o kadar yüksek olur. springback.
Geri yaylanmayı bastırmanın bir örneği bükme parçalarının tasarımında bulunabilir.
Şu anda üretici, kalıp tasarımında geri yaylanmayı önlemek için esas olarak tasarım önlemleri kullanmaktadır.
Ek olarak, geri yaylanma açısını basitleştirmek için tasarımda bazı yapılar geliştirilmiştir, örneğin bükme alanına bir takviye nervürü eklenmiştir. Bu sadece iş parçasının sertliğini artırmakla kalmaz, aynı zamanda geri esnemeyi azaltmaya da yardımcı olur.
Tasarımda geri yaylanmayı bastırmak için yöntem örnekleri
3. Esneme hareketleri
Beceri 3.1
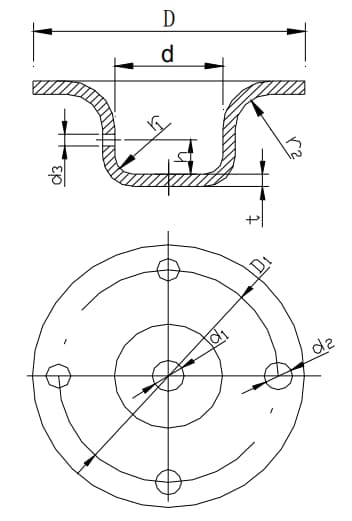
Gerilmiş parçanın alt kısmı ile düz duvar arasındaki köşe yarıçapı ekteki şekilde gösterildiği gibi olmalıdır.
Gerilmiş parçanın alt kısmı ile düz duvar arasındaki köşe yarıçapı plaka kalınlığından daha büyük olmalıdır, yani r1 ≥ t.
Daha düzgün germe için, r1 tipik olarak (3 ~ 5)t olarak ayarlanır ve maksimum köşe yarıçapı plaka kalınlığının 8 katından fazla olmamalıdır, yani r1 ≤ 8t.
Bükülme boyutu örneği
Beceri 3.2
Flanş ve gerilmiş parçanın duvarı arasındaki köşe yarıçapı, plaka kalınlığının iki katından daha büyük olmalıdır, yani r2 ≥ 2t.
Daha düzgün esneme için r2 tipik olarak (5 ~ 10)t olarak ayarlanır ve maksimum flanş yarıçapı plaka kalınlığının 8 katını geçmemelidir, yani r2 ≤ 8t.
(yukarıdaki şekle bakın)
Beceri 3.3
Dairesel gerilmiş parçanın iç boşluğunun çapı, germe sırasında kırışmayı önlemek için en az d ≥ d + 10t olmalıdır.
(yukarıdaki şekle bakın)
Beceri 3.4
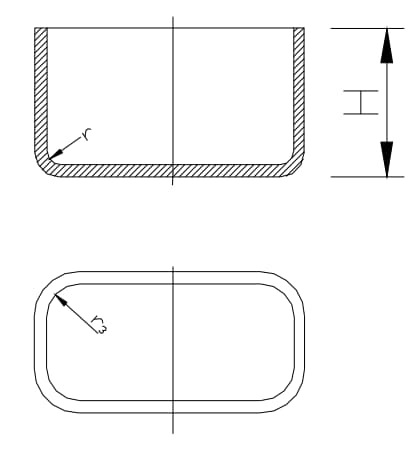
Dikdörtgen şeklinde gerilmiş bir parçanın bitişik duvarları arasındaki dolgu yarıçapı r3 ≥ 3t olmalıdır.
Germe sürelerinin sayısını en aza indirmek için r3, tek seferlik germeye izin verecek şekilde mümkün olduğunca ≥ H / 5 olarak ayarlanmalıdır.
Dikdörtgen germe parçasının iki bitişik duvarı arasındaki dolgu yarıçapı
Beceri 3.5
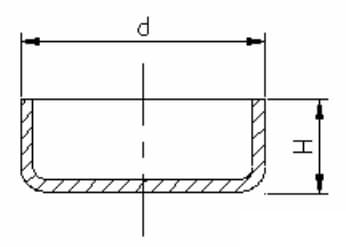
Tek adımda dairesel flanşsız bir çekme parçası oluştururken, yükseklik (h) / çap (d) oranı aşağıdaki şekilde gösterildiği gibi 0,4'ten küçük veya eşit olmalıdır, yani H / d ≤ 0,4 olmalıdır.
Tek seferde şekillendirme sırasında dairesel flanşsız gerilmiş parçaların yüksekliği ve çapı arasındaki boyutsal ilişki.
Beceri 3.6
Gerilmiş parçaların tasarım çiziminde boyut işaretlemesi için önlemler:
Gerilen parçalar farklı seviyelerde gerilime maruz kalır, bu da gerildikten sonra malzeme kalınlığında değişikliklere yol açabilir. Tipik olarak, tabanın merkezi orijinal kalınlığını korurken, alt köşedeki malzeme incelir, üstteki flanşa yakın malzeme kalınlaşır ve dikdörtgen gerilmiş parçanın etrafındaki köşedeki malzeme kalınlaşır.
Uzatılmış parçalar tasarlanırken, ürün çizimindeki boyutlar, garanti edilmesi gereken dış veya iç boyutlar olarak açıkça belirtilmelidir ve aynı anda her ikisi olarak işaretlenemez.
Gerilmiş parçanın içbükey veya dışbükey yayının iç yarıçapı ve bir adımda oluşturulan silindirik gerilmiş parçanın yükseklik boyutu toleransı, ulusal standardın (GB) 16. derecesinin doğruluk toleransının mutlak değerinin yarısına eşit bir sapma değerine sahip çift taraflı simetrik sapmalardır ve ± işaretiyle işaretlenmiştir.
4. Şekillendirme
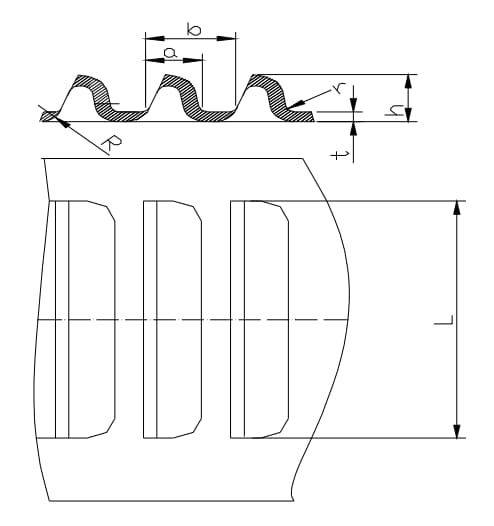
Beceri 4.1
Levha şeklindeki metal parçalar üzerindeki takviye nervürleri yapısal sertliği artırmaya yardımcı olur. Takviye nervürlerinin yapısı ve boyut seçimi aşağıdaki şekilde gösterilmiştir.
İsim
Diyagram
R
h
B veya D
r
α °
Stiffen
(3~4)t
(3~2)t
(7-10)t
(1~2)t
–
Dışbükey
–
(2~1.5)t
≥3h
(0.5~1.5)t
15~30
Stifnerlerin yapısı ve boyut seçimi
Beceri 4.2
Çıkıntıların aralığı ve kenar aralığı için sınır boyutlar aşağıdaki tabloda belirtilmiştir.
Diyagram
D
L
1
6.5
10
6
8.5
13
7.5
10.5
15
9
13
18
11
15
22
13
18
26
16
24
34
20
31
44
26
36
51
30
43
60
35
48
68
40
55
78
45
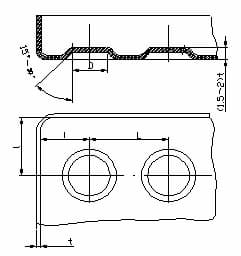
Panjurların yapısı
Panjurların boyut gereksinimleri: a ≥ 4t; b≥6t; h≤5t; L≥24t; r≥0,5t.
Beceri 4.3
Panjurlar genellikle havalandırma ve ısı dağıtımı amacıyla çeşitli kapaklarda veya muhafazalarda kullanılır. Şekillendirme yöntemi, malzemenin zımbanın bir kenarıyla kesilmesini ve bir tarafında açıklık bulunan dalgalı bir şekil oluşturmak için malzemenin zımbanın geri kalanıyla aynı anda gerilmesini ve deforme edilmesini içerir. Panjurların tipik yapısı aşağıdaki şekilde gösterilmektedir.
Dişli deliklerle iç delik flanşlama boyut parametreleri
5. Sac metal tasarımı nasıl optimize edilir?
Sac metal işleme, belirli gereksinimleri karşılayan parçalar üretmek için metal sacları soğuk işleme yöntemidir. Sac metal parçalar, geleneksel bileşenlere kıyasla güç, ağırlık, maliyet etkinliği ve gelişmiş performans gibi çeşitli avantajlar sunar.
Sonuç olarak, sac metal parçalar Çin'de elektronik ve iletişim gibi yüksek teknoloji sektörlerinde giderek daha fazla kullanılmaktadır.
Bununla birlikte, sac metal parçaların daha yüksek kalite ve işlevselliğine yönelik talepler artmaya devam etmektedir. Bu nedenle, orijinal sac metal işleme teknolojisini optimize etmek, sac metal işleme uzmanları için çok önemli bir odak noktası haline gelmiştir.
Bu makale, işleme teknolojisinin optimizasyonuna, dört temel soğuk işleme bağlantısının uygulanmasıyla başlayarak sistematik bir şekilde yaklaşılması gerektiğine inanmaktadır. sac metal işleme.
1. Karartma
Körleme, sac metal malzemelerin bir kalıpla delinerek birbirinden ayrılması işlemidir. Bu aşama tipik olarak basit şekillere sahip parçaların işlenmesi için kullanılır, çünkü işlemede yüksek derecede doğruluk sağlar ve malzeme israfını en aza indirir.
Körleme aşamasını optimize etmek için aşağıdaki faktörler göz önünde bulundurulmalıdır:
Şekil kontrolü: Boşaltılan sac parçaların şekli, özellikle dış ve iç deliklerin köşe bölgelerinde kontrol edilmelidir. Aşırı açıları azaltmak, keskin açılardan kaçınmak ve sonraki ısıl işlem sırasında sac metalin yapısını etkileyebilecek kalıp çatlamasını önlemek için bu alanlarda bir ark ayarlanmalıdır.
Delme optimizasyonu: Delme boyutu ve minimum değeri optimize edilmelidir. Sac metal parçaları zımbalarken, zımbalama boyutu çok küçükse, zımba üzerindeki yükü azaltabilir, ancak kalıp üzerindeki ani basıncı artırabilir ve kalıbın kalitesini etkileyebilir. Zımbalama boyutu, sac metal parçaların farklı yük hedeflerine göre ayarlanmalıdır. Genel olarak, bir deliğin uzunluğu delik aralığının iki katından fazla ve 3,00 mm'den büyük olmalıdır.
Konsol ve oluk ayarı: Kalıp kenarının mukavemetini artırmak ve konsol çentik genişliğini metal plaka kalınlığının 200 katından daha büyük olacak şekilde kontrol etmek için boş parçalar üzerindeki konsol ve oluk çok dar veya çok uzun olmamalıdır.
2. Bükme
Bükme aşaması, levhaya basınç uygulamak için bükme ekipmanının kullanılmasını içerir metal malzemelerelastik deformasyona ve ardından istenen tasarıma göre plastik deformasyona uğramalarına neden olur.
Bu aşamada, tasarım gereksinimlerine göre farklı parçalar seçilmeli ve gerçek bükme operasyonu sac kalınlığına göre belirlenmelidir.
Bükme işlemi sırasında, yerel anormal deformasyon genellikle sac metal parçaların görünümünü ve işlevselliğini etkileyebilen yaygın bir sorundur. Bükme işlemini optimize etmek için, operatör bu tür deformasyonu önlemek amacıyla önceden bir kesim yapmalıdır.
Birden fazla büküm gerektiğinde, sonraki büküm süreçleri üzerinde herhangi bir olumsuz etkiden kaçınmak ve sac metal parçalarda istenen tasarım hedefine ulaşmak için tüm büküm aşamaları boyunca kapsamlı bir tahmin yapılmalıdır.
3. Basın perçinleme
Basın perçinleme işlemi sac metal parçalar için metalin deforme edilmesini ve basınç yoluyla birbirine bağlanmasını içerir. Bu işlem yaygın olarak vidalı pres perçinleme ve cıvatalı pres perçinlemede kullanılır.
Uç pres perçinleme işlemleri için somun tipik olarak kabartmalı dişli ve tel yuvası bölümüne sahip dairesel bir şekle sahiptir. Bu işlem sadece somun üretim sürecinin kalitesini optimize etmekle kalmaz, aynı zamanda kaynak ihtiyacını da ortadan kaldırır.
Daha iyi bir tasarım sonucu elde etmek için aşağıdaki adımlar atılmalıdır:
Kalıp seçimi: Pres perçinleme işleminde preslenen cıvataların yüksekliğine göre farklı özelliklerde kalıplar seçilebilir ve pres perçinleme cihazının basınç tahliyesi, somun preslemenin kalitesini sağlamak ve israfı önlemek için ayarlanmalıdır.
Sac metal boyutu seçimi: Pres perçinleme yapısını ayarlarken, pres perçinleme sonuçlarını sağlamak ve sac metal parçaların pres bağlantısının serbest kalmasını önlemek için uygun bir sac metal boyutu seçilmelidir.
4. Kaynak
Kaynak, soğuk işleme sürecinde parçaların yapılarını birleştirmek için çok önemli bir yöntemdir. sac metal işleme. Bu işlem tipik olarak yüksek sıcaklık koşulları altında gerçekleştirilir.
En yaygın kullanılan kaynak yöntemleri şunlardır argon ark kaynağı ve temas nokta kaynağı.
İçinde kaynak süreciKaynak deformasyonunu en aza indirmek ve verimliliği artırmak için sac metal parçaların özelliklerine göre farklı yöntemler seçilmelidir.
Kaynak işlemini optimize etmek için aşağıdaki adımlar atılmalıdır:
Kaynak kontrolü: Yeterli kaynak kontrolü sağlanmalıdır.
Uzunluk kontrolü: Sac metal deformasyonunu önlemek ve kaynak noktası üzerindeki yükü optimize etmek için kaynak parçasının uzunluğu doğru bir şekilde kontrol edilmelidir.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Sac metal işlemede maliyetleri düşürmek ve kârı artırmak mı istiyorsunuz? Günümüzün rekabetçi piyasasında, doğru maliyet hesaplaması hayatta kalmak için çok önemlidir. Bu makale iki temel modeli incelemektedir - ürün...
Sac metal parçaların tasarım ve üretimini hantal, hataya açık bir süreçten sorunsuz, verimli bir operasyona dönüştürdüğünüzü hayal edin. Bu makale CAD/CAM teknolojisinin güçlü rolünü incelemektedir...
Düz bir metal levhayı hassasiyet ve verimlilikle karmaşık, üç boyutlu bir parçaya dönüştürdüğünüzü hayal edin. Sac metal imalatı sanatı ve bilimi, bir dizi titiz süreci içerir,...
Sac metal parçaların kaynak veya vida olmadan sıkıca bağlı kalması nasıl sağlanır? Bu makale, metal imalatında kritik bir teknik olan perçinleme işlemini incelemektedir. Hakkında bilgi edineceksiniz...
Ya yaratıcılığı hassasiyetle birleştiren bir beceride ustalaşabilseydiniz? Sac metal imalatı, otomotivden havacılık ve uzaya kadar çeşitli sektörlerde çok önemlidir. Bu yeni başlayanlar için rehber...
Sac metal imalatında doğrultmanın önemini hiç düşündünüz mü? Bu önemli süreç, nihai ürünün doğruluğunu ve kalitesini garanti eder. Bu makalede, doğrultma işleminin...
Bu makale, paslanmaz çelik, alüminyum ve daha fazlasını kapsayan sac metal imalatının büyüleyici dünyasını keşfediyor. Bu malzemelerin nasıl seçildiğini ve neden her şey için gerekli olduklarını öğreneceksiniz...
Karmaşık yapılar oluşturmak için sac metal parçaların nasıl birleştirildiğini hiç merak ettiniz mi? Bu blog yazısında, sac metal birleştirme tekniklerinin büyüleyici dünyasını keşfedeceğiz. Olarak...
Projelerinizde sac metal bağlantılarının güvenilirliğini nasıl sağlarsınız? Çeşitli dişli bağlantı ve perçinleme yöntemlerini anlamak çok önemlidir. Bu makale ilkeleri incelemektedir...