Sac Metal Lazer Kesim: Eğitim Öğretici & Temel Bilgiler
Kalın metal levhaları bir neşter hassasiyetiyle zahmetsizce dilimlediğinizi hayal edin. Bu blog yazısı, yüksek hassasiyet, hız ve esnekliği bir araya getiren devrim niteliğinde bir yöntem olan sac metal lazer kesimin temellerini ortaya çıkarıyor. Lazer kesicilerin iç işleyişini, temel bileşenlerini ve çeşitli kesim tekniklerini keşfedin. Sonunda, bu teknolojinin üretim süreçlerini nasıl optimize edebileceğini ve metal işlerinde üstün kaliteye nasıl ulaşabileceğini anlayacaksınız. Lazer kesimin metal imalatına yaklaşımınızı nasıl dönüştürebileceğini görmek için içeri dalın.
(1) Sac metal lazer kesim makinesi, öncelikle düz metal levhaları yüksek doğruluk ve verimlilikle karmaşık şekilli bileşenlere dönüştürmek için tasarlanmış hassas bir üretim ekipmanıdır.
(2) Bu gelişmiş sistem, kesme işlemlerini gerçekleştirmek için bir lazer ışınının konsantre termal enerjisinden yararlanır. İşlem, yüksek güçlü bir lazerin metal yüzeye odaklanarak hızlı lokalize ısınmaya neden olmasını içerir. Bu yoğun ısı malzemeyi eritir, buharlaştırır veya süblimleştirir, basınçlı yardımcı gazın erimiş metali dışarı attığı temiz, dar bir çentik oluşturarak hassas bir kesim sağlar.
Lazer kesim teknolojisi, geleneksel kesim yöntemlerine göre çok sayıda avantaj sunar:
Olağanüstü hassasiyet: İnce levhalarda ±0,1 mm'ye kadar dar toleranslar elde edilebilir.
Yüksek hızlı işleme: Kesme hızları ince yumuşak çelik için 20-30 m/dak'ya kadar ulaşabilir.
Çok yönlü desen yetenekleri: Karmaşık geometrileri ve karmaşık tasarımları takım değişikliği yapmadan kesebilme.
Otomatik yerleştirme ve programlama: Malzeme kullanımını optimize ederek israfı 30%'ye kadar azaltır.
Üstün kenar kalitesi: Genellikle ikinci bir finisaj gerektirmeyen pürüzsüz, çapaksız kenarlar üretir.
Minimum ısıdan etkilenen bölge (HAZ): Malzeme bozulmasını azaltır ve mekanik özellikleri korur.
Hem prototipleme hem de yüksek hacimli üretim çalışmaları için uygun maliyetli.
Çoklu malzeme uyumluluğu: Çelik, alüminyum ve titanyum dahil olmak üzere çeşitli metalleri işleyebilir.
Bu zorlayıcı avantajlar, lazer kesimi sac metal imalatında dönüştürücü bir teknoloji olarak konumlandırmış ve modern üretim ortamlarında delme, plazma kesme ve su jeti kesme gibi geleneksel kesme yöntemlerini giderek daha fazla desteklemiş veya tamamlamıştır.
2. Sac metal lazer kesim makinesinin ana bileşenleri
Fiber lazer, sadece kontrolü kolay değil, aynı zamanda iyi bir yönlülük, tek renklilik ve tutarlılığa sahip bir lazer üretir. Sonuç olarak, mekanik imalatta yaygın olarak kullanılır ve sac metal işleniyor.
(2) Ana makine
Kesme kafası ve çalışma tezgahı arasında iki tür bağıl hareket vardır:
(1) Kesme işlemi sırasında sadece kesme kafası hareket eder, tezgah ise sabit kalır.
(2) Kesme işlemi sırasında sadece tezgah hareket ederken, kesme kafası sabit kalır.
Bir kesme sisteminin diğer bileşenleri şunlardır:
(3) Soğutma için su kullanan soğutma sistemi.
(4) Şişelenmiş gaz (oksijen, amonyak) veya sıkıştırılmış hava (hava kompresörü, filtre, kurutucu) kullanabilen hava besleme sistemi.
(5) ±5%'lik üç fazlı voltaj kararlılığı ve 2,5%'den fazla olmayan bir güç dengesizliği gerektiren güç kaynağı (üç fazdaki en yüksek voltaj eksi üç fazdaki en düşük voltaj olarak hesaplanır ve üç fazın ortalama voltajına bölünür).
Yüksek performanslı soğutmalı hava kurutucu seçilmiştir.
Kurutucu işleme kapasitesi: 2,0 m³/dak.
Kurutucu giriş basıncı: 1,2 MPa.
3: Filtre:
Yüksek performanslı çok aşamalı hassas filtre.
Filtreleme seviyesi dört seviyeye ayrılmıştır: QPSC seviyesi.
Kendi kendine yapılandırılabilir filtre doğruluğu:
0,3 µm x 1 adet
0,01 µm x 1 adet
0,001 µm x 2 adet
(6) Kontrol Sistemi:
Işık Kılavuzu Odaklama Sistemi:
İşlenecek iş parçasının performans gereksinimlerine göre, ışın yükseltilir, şekillendirilir ve işleme parçasına etki edecek şekilde odaklanır. Lazer çıkış penceresinden işlenecek iş parçasına kadar olan cihaza ışık kılavuzu odaklama sistemi denir.
Lazer İşleme Sistemi (Cypcut Lazer Kesim Sistemi):
Lazer işleme sistemi temel olarak makine yatağını, üç boyutlu koordinat aralığında hareket edebilen çalışma tezgahını ve elektromekanik kontrol sistemini içerir. Elektronik teknolojisinin ilerlemesiyle, birçok lazer işleme sistemi, çalışma tablasının hareketini kontrol etmek ve sürekli lazer işleme elde etmek için bilgisayarları kullanır.
Makine Takım Doğruluğu (VDL/DGQ3441'e göre): ±0,1 mm/m
Tekrarlanabilirlik: ±0,05 mm
Maksimum Eksenel İvme: 2.000 mm/s²
Maksimum Kesme Hızı: 20m/dak
Makine Ağırlığı: Yaklaşık 3,5T
Renk Standardı: NCS S 0585-Y80R; NCS S 7020-R60
Maksimum Çalışma Tezgahı Taşıma Kapasitesi: 250kg (3.000 x 1.500 x 6mm)
Takım tezgahı hassasiyeti VDL/DGQ3441 ölçüm uzunluğu 1 metre.
Not: Kesim hassasiyeti sac kalınlığına, sac gerginliğine ve çekme kuvvetine bağlıdır.
2. Lazer kesim yöntemi
Hassas bir termal işlem olan lazer kesim üç ana tipte sınıflandırılabilir: füzyon kesim (erit ve üfle olarak da bilinir), lazer destekli oksijen kesim (genellikle lazer alevli kesim olarak adlandırılır) ve lazer buharlaştırma kesim. Her yöntem belirli malzemeler ve uygulamalar için farklı avantajlar sunar:
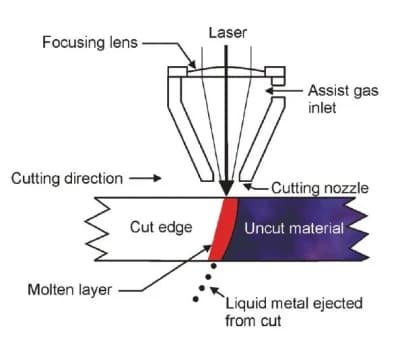
Füzyon kesimi (Lazer metal kesimi): Bu yöntemde malzemeyi eritmek için yüksek güçlü bir lazer ışını kullanılırken koaksiyel bir gaz jeti (tipik olarak nitrojen veya basınçlı hava) erimiş metali çentikten dışarı üfler. Paslanmaz çelik, alüminyum ve diğer demir dışı metalleri kesmek için idealdir ve ısıdan etkilenen minimum bölgelerle yüksek kaliteli kenarlar üretir.
Lazer destekli oksijen kesimi: Bu işlemde lazer ışını malzemeyi tutuşma sıcaklığına kadar ısıtır ve bir oksijen jeti ekzotermik bir reaksiyon başlatarak metali etkili bir şekilde "yakar". Bu yöntem özellikle yumuşak çelik ve düşük alaşımlı çeliklerin kesilmesinde etkilidir, daha yüksek kesme hızları sunar, ancak füzyon kesime kıyasla biraz daha geniş bir çentik ve daha belirgin ısıdan etkilenen bölge ile.
Lazer buharlaştırmalı kesim: Burada lazerin yoğunluğu o kadar yüksektir ki malzemeyi doğrudan buharlaştırarak dar ve hassas bir kesim oluşturur. Bu teknik öncelikle plastik, ahşap ve bazı seramikler gibi metal olmayan malzemelerin yanı sıra minimum ısı girdisinin çok önemli olduğu son derece ince metal folyolar için kullanılır.
Kesme yönteminin seçimi malzeme türü, kalınlık, istenen kenar kalitesi, üretim hızı gereksinimleri ve işlem sonrası ihtiyaçlar gibi faktörlere bağlıdır. Modern lazer kesim sistemleri genellikle parametreleri gerçek zamanlı olarak optimize etmek için uyarlanabilir kontrol algoritmaları içerir ve değişen malzeme özellikleri ve kalınlıklarında tutarlı kesim kalitesi sağlar.
2.1 Lazer Ergitme Kesim
Lazer eritmeli kesme, odaklanmış yüksek güçlü bir lazer ışınının iş parçası malzemesini yerel olarak erittiği ve daha sonra yüksek hızlı bir gaz akışı ile dışarı atıldığı gelişmiş bir termal işlemdir. Bu yöntem, yalnızca sıvı halde gerçekleşen malzeme kaldırma işlemiyle ayırt edilir. Lazer ışını ve yüksek saflıkta inert kesme gazı arasındaki sinerji, erimiş malzemenin çentikten dışarı atılmasını kolaylaştırırken, gaz kimyasal olarak inert kalır ve yalnızca mekanik bir yardımcı olarak hizmet eder.
Maksimum kesme hızı ile ölçülen işlem verimliliği, lazer gücü ile doğrudan bir korelasyon ve hem plaka kalınlığı hem de malzeme erime noktası ile ters bir ilişki sergiler. Belirli bir lazer gücü için sınırlayıcı faktörler, kesme bölgesindeki gaz basıncı ve iş parçası malzemesinin termal iletkenliğidir. Bu parametreleri optimize etmek, yüksek kaliteli kesimler elde etmek ve üretkenliği en üst düzeye çıkarmak için çok önemlidir.
Lazerle eriterek kesmenin en önemli avantajlarından biri, demir alaşımlarında ve titanyum bazlı metallerde oksidasyonsuz kesimler üretebilmesidir. Bu özellikle havacılık ve tıbbi cihaz üretimi gibi yüksek saflıkta kesimler gerektiren sektörlerde değerlidir. Oksidasyonun olmaması, atmosferik oksijenin sıcak metal yüzeyle reaksiyona girmesini önleyen inert gaz korumasına (tipik olarak argon veya nitrojen) bağlanmaktadır.
Optimum kesim kalitesi elde etmek için lazer güç yoğunluğu, kesme hızı, odak konumu ve yardımcı gaz basıncı dahil olmak üzere proses parametreleri hassas bir şekilde kontrol edilmelidir. Gelişmiş CNC sistemleri ve gerçek zamanlı izleme teknolojileri, farklı malzeme kalınlıkları ve bileşimlerinde tutarlı kesim performansını korumak için sıklıkla kullanılır.
2.2 Lazer alevli kesim
Lazer arasındaki fark alevli kesim Lazer alevli kesimde kesme gazı olarak oksijen kullanılır. Oksijen ve ısıtılmış metal arasında kimyasal bir reaksiyon oluşur ve bu da malzemeyi daha da ısıtır. Bu da aynı kalınlıktaki yapısal çelik için lazerle eriterek kesime kıyasla daha yüksek bir kesme hızı sağlar.
Ancak lazer alevli kesim, lazer eritmeli kesime göre daha kötü bir çentik kalitesine sahip olabilir. Daha geniş kesimler, pürüzlülük, ısıdan etkilenen bölgede artış ve düşük kenar kalitesi üretebilir. Lazer alevli kesim, yanma riski olduğundan hassas modellerin ve keskin köşelerin işlenmesi için uygun değildir.
Termal etkiyi azaltmak için darbe modlu bir lazer kullanılabilir. Kesme hızı, kullanılan lazer gücüne göre belirlenir.
Lazer gücü sabit olduğunda, lazerle alevli kesimde sınırlayıcı faktör oksijen kaynağı ve malzemenin termal iletkenliğidir.
2.3 Lazer gazlaştırma kesimi
Lazerle gazlaştırarak kesme işleminde, malzemenin kesme noktasında gazlaşmasına neden olmak için yüksek güçlü bir lazer kullanılır. Bu kesme yöntemi yalnızca erimiş malzemenin varlığından kaçınılması gereken uygulamalar için uygundur ve bu nedenle küçük bir demir bazlı alaşım yelpazesiyle sınırlıdır.
Maksimum kesme hızı, malzemenin gazlaştırma sıcaklığı ile belirlenir ve plaka kalınlığı ile ters orantılıdır. Malzeme buharının yarık duvarlarında yoğunlaşmasını önlemek için, malzemenin kalınlığı lazer ışınının çapını aşmamalıdır.
Bu işlem için gereken lazer güç yoğunluğu 108W/cm'yi aşan önemli bir değerdir.2ve kesilen malzemeye, kesme derinliğine ve kesici ucun konumuna bağlıdır. lazer ışını odağı.
Plaka kalınlığı sabit olduğunda ve yeterli lazer gücü olduğunda, maksimum kesme hızı gaz jetinin hızı ile sınırlıdır.
Lazer kesim teknolojisi
Lazer kesimdeki birkaç temel teknoloji ışık, makine ve elektriğin bir kombinasyonudur.
Lazer ışınının parametreleri, makinenin performansı ve hassasiyeti ve sayısal kontrol sistemi, kesim verimliliğini ve kalitesini doğrudan etkiler.
Odak Konumu Kontrol Teknolojisi: Lazer kesimin avantajlarından biri, ışının yüksek enerji yoğunluğudur. Şu anda, 120 ila 200 mm arasında değişen bir odak uzaklığı endüstriyel fiber lazer kesiminde yaygın olarak kullanılmaktadır. lazer kesim uygulamaları.
Lazer Perforasyon Teknoloji: Herhangi bir termal kesim teknolojisinde, plakanın kenarından başlayabildiği nadir durumlar dışında, genellikle plaka üzerinde küçük bir delik gereklidir. Lazer kesim makineleri için iki temel yöntem vardır: patlatma ve aşamalı delme.
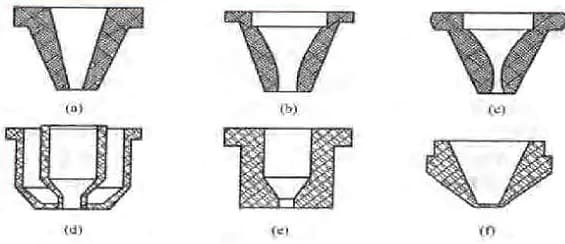
Nozul Tasarımı ve Hava Akışı Kontrol Teknolojisi: Şu anda, lazer kesim için kullanılan nozul, ucunda küçük bir dairesel delik bulunan konik bir delikten oluşan basit bir yapıya sahiptir. Tasarım genellikle deneme yanılma yoluyla belirlenir.
Çeşitli yaygın konsantrik nozullar
Lazer kesimin süreç analizi
Lazer kesim, hem eritme hem de buharlaştırma içeren bir işlemdir.
Kesim kalitesini etkileyebilecek birçok faktör vardır.
Makine takımı ve işleme malzemeleri gibi donanım faktörlerine ek olarak, yazılım faktörleri de lazer kesim işleminin kalitesini etkilemede önemli bir rol oynamaktadır.
Bilgisayar destekli süreç tasarımı, bu yazılım faktörlerinin kesim sürecinin kalitesi üzerindeki etkisini incelemek için temel bir yaklaşımdır. Buna şunlar dahildir:
① Delme Noktası Seçimi: Delme noktasının konumu özel duruma göre belirlenir.
② Yardımcı Kesme Yolu Ayarı:
③ Lazer Işını Yarıçapı Telafisi ve Boş Kontur İşleme:
④ Plaka Yerleşim Optimizasyonu: Malzeme tasarrufu sağlanarak plaka kullanım oranı iyileştirilir.
⑤ Parça Seti Yol Seçimi:
⑥ İşleme Faktörü Etkisinin Dikkate Alınması: Yol, termal deformasyon gibi faktörlerin etkileri dikkate alınarak seçilir.
3. Lazer kesim işlemi
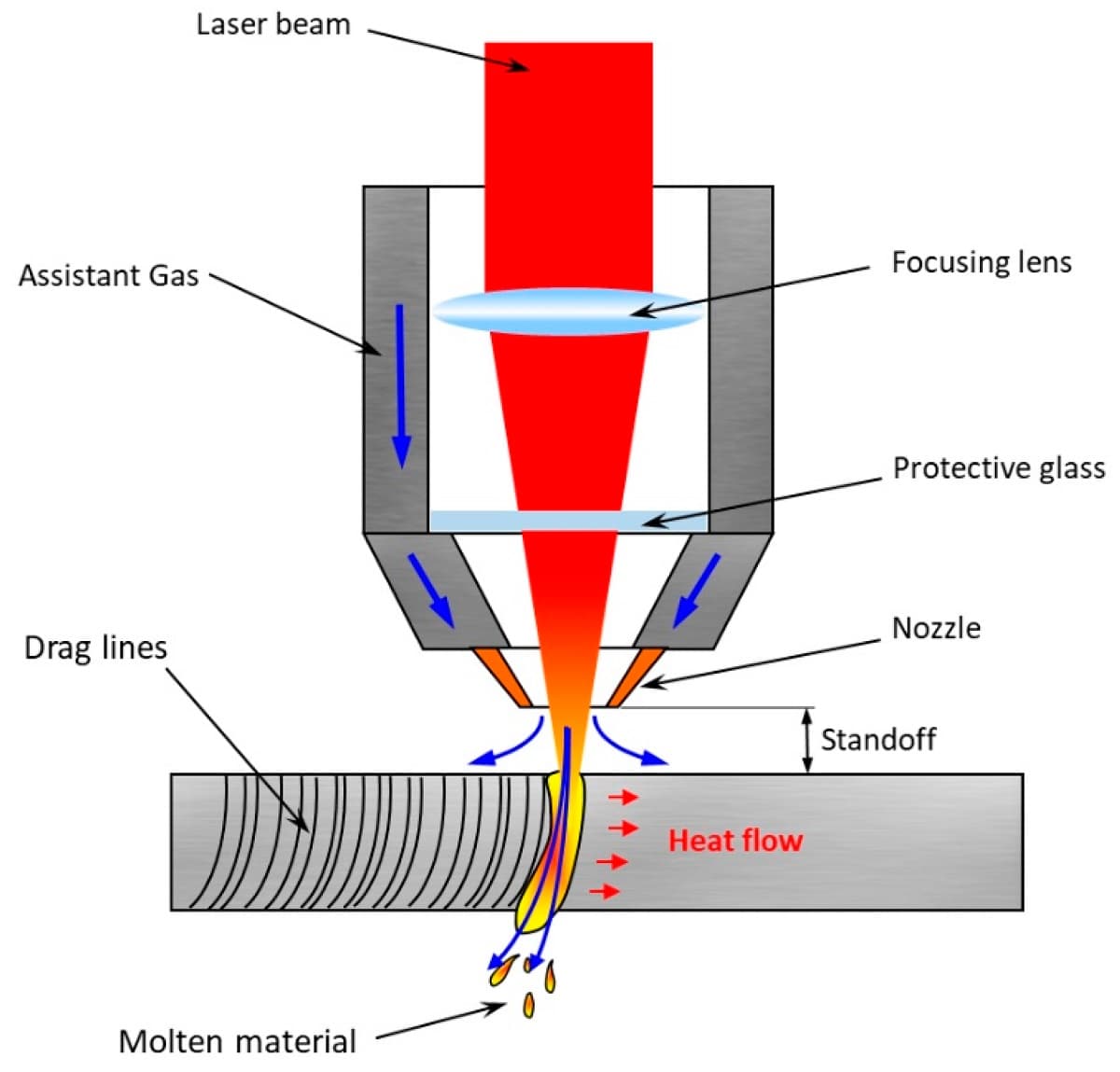
Lazer kesim işlemi "lazer ışını, kesme gazı ve iş parçası arasındaki etkileşimi ifade eder.
3.1 Lazer kesim işlemi
Lazer kesim işlemi, gerçek kesim gerçekleşmeden önce meydana gelir. Lazer, malzemeyi eritmek ve buharlaştırmak için iş parçasını gerekli sıcaklığa kadar ısıtır. Kesme düzlemi, emilen lazer radyasyonu tarafından ısıtılan ve eritilen neredeyse dikey bir düzlemden oluşur.
Lazer alevli kesimde, erime bölgesi yarığa giren oksijen akışı ile daha da ısıtılır ve kaynama noktasına yakın bir sıcaklığa ulaşır. Ortaya çıkan gazlaştırma, malzemeyi uzaklaştırır ve sıvılaştırılmış malzeme, işleme gazı kullanılarak iş parçasının altından dışarı atılır. Lazer eritme kesiminde, sıvılaştırılmış malzeme gazla birlikte dışarı atılır ve bu da yarığı oksidasyondan korur.
Sürekli erime bölgesi kesme yönü boyunca hareket ederek sürekli bir yarık oluşturur. Lazer kesim işleminin birçok kritik yönü bu alanda gerçekleşir ve bu faaliyetlerin analizi lazer kesim hakkında değerli bilgiler sağlayabilir. Bu bilgiler, kesme hızını hesaplamak ve çekme çizgisi özelliklerinin oluşumunu açıklamak için kullanılabilir.
3.2 Malzeme özellikleri
Bir iş parçası üzerindeki kesme işlemlerinin sonucu ya temiz bir kesim ya da diğer taraftan pürüzlü veya yanmış bir kenar ile sonuçlanabilir.
Kesim kalitesini etkileyen temel faktörler şunlardır:
Alaşım Bileşimi
Alaşım bileşimi malzemenin mukavemetini, özgül ağırlığını etkileyebilir, kaynaklanabilirlik, oksidasyon direnci ve belirli bir dereceye kadar asitlik. Ferroalaşım malzemelerindeki bazı önemli elementler arasında karbon, krom, nikel, magnezyum ve çinko bulunur. Ne kadar yüksek karbon içeriğimalzemeyi kesmek o kadar zorlaşır (0,8% kritik değer olarak kabul edilir). Lazer kesim için çok uygun olan bazı karbon çeliği türleri şunlardır Q235 ve SW22 (düşük silikonlu düşük karbonlu alüminyum öldürülmüş çelik).
Malzemelerin Mikroyapısı
Genel olarak, bileşen malzemenin parçacık boyutu ne kadar ince olursa, kesme kenarı kalitesi de o kadar iyi olacaktır.
Yüzey Kalitesi ve Pürüzlülük
Yüzeyde paslı alanlar veya oksit tabakaları varsa, kesim profili düzensiz olacak ve birçok hasarlı nokta sergileyecektir. Oluklu plakayı kesmek için maksimum kalınlığı seçin kesme parametresi.
Yaygın yüzey işlemleri arasında galvanizleme, odaklamalı galvanizleme, boyama, anotlama veya plastik bir film tabakasıyla kaplama yer alır. Çinko ile işlenmiş sac metal, kenarda cüruf birikmesine eğilimlidir. Boyalı plakalar için kesme kalitesi kaplamanın bileşimine bağlı olacaktır.
Boya malzemeleri nasıl işlenir:
İlk geçiş, işlenmiş yüzeyi önceden yakmak ve işaretlemek için bir dizi düşük güç parametresinin (gravür için) seçilmesini içerir. İkinci geçiş, malzemeyi kesmek için bir dizi parametrenin seçilmesini içerir.
Katmanlı malzeme kaplamalı plakalar lazer kesim için son derece uygundur. Kapasitif algılamanın doğru çalışmasını ve katmanlı kaplamanın en iyi şekilde yapışmasını sağlamak için (kabarcık oluşumunu önlemek için), katmanlı kenar her zaman kesme iş parçasının üst kısmına yerleştirilmelidir.
Işın Yansıması
Işık demetinin iş parçasının yüzeyine yansıma şekli, alttaki malzemeye, yüzey pürüzlülüğüne ve işleme bağlıdır.
Düşük ısı iletkenliğine sahip malzemeler, yüksek ısı iletkenliğine sahip malzemelere göre kaynak yapmak için daha az güç gerektirir. Örneğin, krom nikel alaşımlı çelik yapısal çelikten daha az güç gerektirir ve işleme sırasında emilen daha az ısı üretir. Öte yandan bakır, alüminyum ve pirinç gibi malzemeler lazer ışığı tarafından üretilen ısının çoğunu emer. Isı, ışının hedef noktasından uzağa iletildiğinden, ısıdan etkilenen bölgedeki malzemeyi eritmek daha zor hale gelir.
Isıdan Etkilenen Bölge
Lazer alevli kesim ve lazer eritmeli kesim, kesilen malzemenin kenarına yakın malzemede değişikliklere neden olabilir. Düşük karbonlu çelik veya oksijensiz çelik işlenirken ısıdan etkilenen bölgede su verme azaltılır. Ancak, şunlar için yüksek karbonlu çelik (60#), kenar alanı daha sert hale gelir.
Erime noktası
Sıcak eriyik
Gazlaştırma sıcaklığı
3.3 Farklı malzemelerin işlenebilirliği
Syapısal çelik
Malzemeyi oksijenle keserken, sürekli mod lazer kullanılarak daha iyi sonuçlar elde edilecektir. Küçük eğri kontrol sistemi, lazer gücünü şaftın ilerleme hızına göre ayarlar. İşleme gazı olarak oksijen kullanıldığında, kesme kenarı hafifçe oksitlenecektir.
Kalınlığı 3 mm'den az olan plakalarda, yüksek basınçlı kesim için amonyak gazı kullanılabilir ve bu da oksitlenmemiş bir kesme kenarı elde edilmesini sağlar.
Karmaşık konturlar ve çapı malzeme kalınlığından az olan küçük delikler, keskin köşelerin kesilmesini önlemek için darbe modunda kesilmelidir. Karbon içeriği ne kadar yüksek olursa, kesme kenarına su vermek o kadar kolay olur ve köşenin yanma olasılığı o kadar artar. Yüksek alaşım içeriğine sahip plakaların kesilmesi, düşük alaşım içeriğine sahip olanlara göre daha zordur.
Oksitlenmiş veya kumlanmış bir yüzey düşük kesim kalitesine neden olur ve plaka yüzeyinde kalan ısı kesim sonuçlarını olumsuz etkileyebilir. Gerilimi ortadan kaldırmak için sadece ikincil işlem görmüş çelik plakalar kesilmelidir. Kaynama koşulları altında erimiş çelikteki kirlilikler kesim sonuçlarını önemli ölçüde etkiler.
Yapısal çelikte temiz yüzey kesimleri için aşağıdaki ipuçlarına uyulmalıdır:
S ≤ 0.04%: tercih edilir, lazer işleme iyi sonuçlar verir.
Si < 0,25%: bazı durumlarda hafif inferior insizyonlar elde edilebilir.
Si > 0.25%: lazer kesim için uygun değildir ve daha kötü veya tutarsız sonuçlara neden olabilir.
Oksijen, kenar oksidasyonunun önemli olmadığı durumlarda kullanılabilir.
Azot, oksidasyon ve çapaksız kenarlar elde etmek için kullanılabilir ve başka bir işleme gerek yoktur. Yüksek lazer gücü ve yüksek basınçlı nitrojen ile kesme hızı oksijen ile eşdeğer veya daha yüksek olabilir.
Paslanmaz çeliği çapaksız nitrojen ile kesmek için odak konumunu ayarlamak gerekir. Odak konumunu sıfırlayarak ve hızı düşürerek temiz bir kesim elde edilebilir, ancak küçük çapaklar önlenemez.
Paslanmaz çelik için aşağıdakiler dikkate alınmalıdır:
Oksijenle kesme: 3 mm'den kalın plakalar için besleme hızını azaltın ve delme için aşamalı bir mod benimseyin.
Lazer Kesim Yöntemi:
Sürekli Kesme (CW - Sürekli Dalga Kesme Yöntemi olarak da bilinir): Bu yöntem, sürekli olarak bir salınım çıkışı üreterek kesim yapar. Düşük karbonlu çelik keserken en yüksek kesme hızına sahip yöntemdir.
Darbe Kesme Yöntemi: Bu yöntem, salınım çıkışını aralıklı olarak üreterek kesim yapar. Malzemeye ısı girişini azaltarak, darbeli kesme iyi kesme kalitesi ve boyutsal doğruluk üretebilir. Darbeli kesim yapılırken, darbe frekansı ayarlanmalıdır. Darbe frekansı, lazer ışınının saniyede birkaç kez açılıp kapanması anlamına gelir ve Hz cinsinden ifade edilir.
Sürekli kesimin avantajı hızdır, ancak kesim kalitesi o kadar iyi değildir. Malzemeye sürekli ısı girişinden kaynaklanan aşırı ısı girişi, kesme kalitesini ve boyutsal doğruluğu etkiler. Öte yandan, darbeli kesim iyi bir kesim kalitesine sahiptir ancak sürekli kesime göre daha yavaştır. Örneğin, 500W lazer jeneratörü ile 6mm düşük karbonlu çeliğin CW kesim hızı 800mm/dakikadır, ancak darbeli kesim sadece 600mm/dakikadır. Hız farkı daha ince plakalarla artar. Genel olarak, eğer çelik levha kalınlığı 3 mm'yi aşarsa, CW kesim uygulanamaz.
Kesme modu seçimi genellikle bir program oluşturulurken veya makinedeki makine parametreleri değiştirilerek yapılır.
3.4 Gaz parametreleri
Gaz parametreleri şunları içerir:
Gaz tipi;
Basınç;
Nozul çapı ve geometrisi.
Hava basıncı ve nozul geometrisi, kenar pürüzlülüğünün ve çapak oluşumunun belirlenmesinde rol oynar. İşleme gazı tüketimi nozül çapına ve hava basıncına bağlıdır. Hava kesme 1,0mp'nin altındaki basınç düşük basınç olarak kabul edilirken, 1,5mp yüksek basınç olarak kabul edilir.
En yaygın kullanılan kesme nozulu koni şeklinde dairesel bir açıklığa sahiptir. Yarık duvarını etkileyen gazın kalitesini en üst düzeye çıkarmak için nozul ile iş parçası yüzeyi arasındaki mesafeyi mümkün olduğunca küçük tutmak önemlidir. Genellikle 0,5 ile 1,5 arasında bir aralık kullanılır.
4. Lazer işleme
4.1 Lazer perforasyonu
Perforasyon parametre değeri kesme parametre değerinden farklıdır.
Sürekli mod perforasyon
Avantajları: hızlı perforasyon.
Dezavantajı: perforasyon çukuru oluşur.
Darbe modu perforasyonu
Avantajları: küçük delikler.
Dezavantajları: zaman alıcı
Not: plaka kalınlığı (mm) yaklaşık olarak perforasyon süresine (s) karşılık gelir.
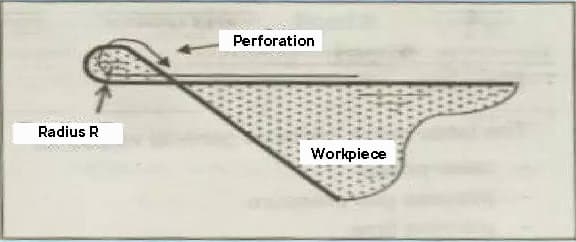
4.2 Kurşun ve üst kesim
CW modu genellikle perforasyon için kullanılır, bu daha hızlıdır ancak darbe kullanarak perforasyondan daha büyük bir delik oluşturur. Bu nedenle, kesilen deliğin konumu genellikle konturun dışına yerleştirilir. Perforasyon ile gerçek kontur arasındaki mesafe kurşun kısım olarak bilinir.
İş parçası üzerindeki çentik kenarındaki düzensizlik, düşük ışık huzmesinin odağının başlangıç kesme parçasının ucundan kontura doğru değiştiğini gösterebilir. Kullanıcı, kılavuz parçayı mümkün olduğunca geometrik birimin bir tarafındaki ideal uzatma çizgisine ayarlamalıdır.
Yüzeydeki küçük iç konturları keserken, kesime başlamadan önce delme işlemi sırasında oluşan ısının dağılmasına izin vermek önemlidir. Delikleri dar bir alana yerleştirmekten kaçının ve kontura göre geniş bir açıyla konumlandırın, bu da ısı dağılımını destekler.
Kurşun uzunluğu plakanın kalınlığına ve deliğin çapına bağlıdır.
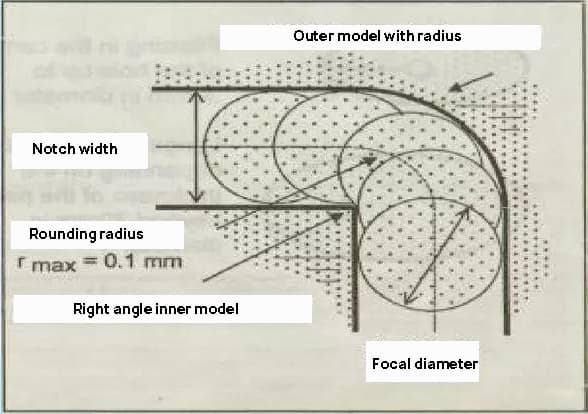
4.3 Köşe işleme
Yarıçaplı geniş açının işlenmesi
Mümkünse, yarıçap olmadan fırlatma açısından kaçının.
Yarıçaplı köşe, yarıçapsız köşeye kıyasla aşağıdaki avantajlara sahiptir:
Bu metal çapaklar birbirine bağlı bir bütün olarak çıkarılabilir.
Odak noktası çok yüksek.
Odağı düşürün.
Alt yüzeydeki metal çapakların çıkarılması zordur
Besleme hızı çok yüksekHava basıncı çok düşükSaf olmayan gazOdak çok yüksek.
Besleme hızını azaltınHava basıncını artırınDaha saf gaz kullanınDaha düşük odak
Sadece bir tarafta çapak var
Yanlış ağız hizalaması Arızalı nozul ağzı
Merkezleme nozuluNozul değiştirme
Yapısal çelik: O ile kesilmiş2
Kusur
Olası nedenler:
Hariç tut
Yukarıdan boşaltılan malzeme
Güç çok düşük, besleme hızı çok yüksek
Bu durumda, cürufun odaklama merceğine sıçramasını önlemek için hemen duraklatma düğmesine basın ve ardından gücü artırın; İlerleme hızını azaltın.
Eğimli yüzey kesimi, her iki tarafta da iyi, her iki tarafta da kötü.
Yanlış, hatalı veya kusurlu polarizasyon aynası; polarizasyon aynası saptırma aynası konumuna monte edilmiştir
Polarize aynayı kontrol edin; Saptırma aynasını kontrol edin.
Mavi plazma, iş parçası kesilmemiş
Proses gazı hatası (N2); İlerleme hızı çok yüksek; Güç çok düşük
Bu durumda, cürufun odaklama merceğine sıçramasını önlemek için hemen duraklatma düğmesine basın; Oksijeni işleme gazı olarak kullanma; Besleme hızını azaltma; Gücü artırma
Hatalı kesme yüzeyi
Hava basıncı çok yüksek; Nozul hasarlı; Nozul çapı çok büyük; Malzeme iyi değil.
Hava basıncını azaltın; Nozulu değiştirin; Uygun nozulları takın; Pürüzsüz ve düzgün yüzeyli bir malzeme kullanın.
Çapak yoktur ve traksiyon hattı eğimlidir; insizyon altta daralır.
Besleme hızı çok yüksek
İlerleme hızını azaltın.
Krater üretimi
Hava basıncı çok yüksek; İlerleme hızı çok düşük; Odak çok yüksek; Plaka yüzeyinde pas var; İşlenen iş parçası aşırı ısınmış; Malzeme saf değil.
Hava basıncını azaltın; İlerleme hızını artırın; Odağı düşürün; Daha kaliteli malzemeler kullanın.
Çok kaba kesilmiş yüzey
Odak çok yüksek; Hava basıncı çok yüksek; Besleme hızı çok düşük; Malzeme çok sıcak.
Odağı düşürme; Hava basıncını azaltma; Besleme hızını artırma; Soğutma malzemesi.
Paslanmaz çelik: N ile kesilmiş2 yüksek basınç
Kusur
Olası nedenler:
Uzlaşma şartları
Damla şeklinde ince düzenli çapaklar üretir;
Odak çok düşük; Besleme hızı çok yüksek.
Odağı yükseltin; İlerleme hızını azaltın.
Her iki tarafta düzensiz ipliksi çapaklar büyür ve büyük plakaların yüzeyi renk değiştirir.
Besleme hızı çok düşük; Odak çok yüksek; Hava basıncı çok düşük; Malzeme çok sıcak.
Besleme hızını artırın; Odağı düşürün; Hava basıncını artırın; Malzemeyi soğutun.
Kesme kenarının sadece bir tarafında büyüyen düzensiz çapak
Meme ortalanmamış; Odak çok yüksek; Hava basıncı çok düşük ve hız çok düşük.
Memeyi merkezleme; Odağı düşürme; Hava basıncını artırma; Hızı artırma.
Kesme kenarı sararması
Atmosfer oksijen safsızlıkları içerir.
İyi kalitede nitrojen kullanın.
Plazma düz bir kesit üzerinde üretilir.
İlerleme hızı çok yüksek.
Bu olursa, geçici olarak basın.
Düz çizgi yüzeyinde plazma üretme
İlerleme hızı çok yüksek; Güç çok düşük; Odak çok düşük.
Bu durumda, cürufun odaklama merceğine sıçramasını önlemek için hemen duraklatma düğmesine basın; Toplama hızını azaltın; Gücü artırın; Odağı yükseltin.
Işın dağılımı
İlerleme hızı çok yüksek; Güç çok düşük; Odak çok düşük.
İlerleme hızını azaltın; Gücü artırın; Odağı yükseltin.
Köşede plazma üretin
Açı toleransı çok yüksek; Modülasyon çok yüksek; Hızlanma çok yüksek.
Açı toleransını azaltın; Modülasyonu veya ivmeyi azaltın.
Işın başlangıçta ayrılır
İvme çok yüksek; Odak çok düşük; Erimiş malzeme boşaltılamadı
İvmeyi azaltın; odağı yükseltin ve dairesel deliği delin.
Kaba kesik
Nozul hasarlıdır; Lens kirlidir.
Başlığı değiştirin; Gerekirse lensi temizleyin.
Yukarıdan boşaltılan malzeme
Güç çok düşükAşırı besleme hızıHava basıncı çok yüksek
Bu durumda, erimiş gözyaşlarının odaklama merceğine sıçramasını önlemek için hemen duraklatma düğmesine basınGücü artırın ve besleme hızını azaltınHava basıncını azaltın
5. Sac metal lazer kesim önlemleri
En iyi işleme kalitesini elde etmek için lütfen aşağıdaki talimatları izleyin:
Hassas ayar makinesi aleti;
Bakım planına göre bakım yapın;
Yukarıdaki gerekliliklere göre işleme;
İş parçasının yüzeyinde pas veya kireç bulunmamalıdır (turşu veya pürüzsüz)
Parametreler malzeme ve plaka özellikleri ile eşleşir;
Birbiriyle ilişkili parametreleri önceden ayarlayın.
İşleme kalitesinde bir düşüş kaydedildiğinde, aşağıdaki faktörleri kontrol edin:
Parametreler;
İşleme kafası;
Işın yolu;
Lazer;
Lazer kesim makinesini satın alırken belirlenen standart parametreleri değiştirmeyin;
Parametreleri optimize etmek için bunlar için yeni bir dizin oluşturun. İşleme kalitesi kötüleşirse, önemli değişiklikler yapılıp yapılmadığını belirlemek için makinedeki standart parametreleri optimize edilmiş parametrelerle karşılaştırın.
Malzemelerin yüzey kalitesi lazer kesim kalitesini büyük ölçüde etkiler. Hammaddeler pas ve kirden korunmalıdır. Yüzey paslı, kirli veya pürüzlüyse, malzeme lazer kesim makinesinde kesilmeden önce işlenmelidir.
En iyi kesim kalitesini elde etmek için operatör bu ilkelere uymalıdır:
Malzeme kalınlığına ve türüne göre standart kesme parametrelerini kullanın.
Kesme kalitesi düştüğünde, standart kesme parametrelerini kullanarak ayarlayın.
Ayarlanması gereken ana parametreler lazer gücü, gaz basıncı, odak konumu ve kesme hızıdır.
Operatör, standart parametre dosyalarını yeniden yazmak yerine, deneyimlerini sürekli olarak geliştirmek için kendi parametre dosyalarını ve parametre dosyası dizinini oluşturmalıdır.
Düşük ışık seviyesi çalışma modu, sürekli mod ve darbe modunu içerir. Sürekli mod normal kesim için kullanılırken, darbe modu malzemenin kalınlığından daha küçük olan küçük delikleri ve perforasyonları işlemek için kullanılır.
Tekrar kullanılacak iş parçalarını kesmek için grafik kontur üzerinde darbeli perforasyon gerçekleştirilebilir. Sürekli mod perforasyonu genellikle daha hızlı kesim için kullanılır, ancak darbeli perforasyona kıyasla daha büyük bir deliğe neden olur.
Küçük malzemeleri keserken delme işleminden önce ve sonra ısı dağılımı çok önemlidir. Kesme hattını iş parçasının dar kısımlarıyla birleştirmekten kaçının ve ısı dağılımına izin vermek için şekil ile yeterli bir açı olduğundan emin olun.
Lazer kesim makinesinin maksimum kesim boyutu 3000 x 1500 mm'dir. 500W'lık maksimum kesim kapasitesi fiber lazer kesim makinesi karbon çeliği için 6 mm ve paslanmaz çelik için 4 mm'dir.
Olası duman ve buhar tehlikesinden kaçınmak için lazer tarafından ışınlanabileceğinden veya ısıtılabileceğinden emin olmadığınız bir malzemeyi işlemeyin.
Operatör, makine çalışırken makineyi gözetimsiz bırakmamalıdır. Ayrılması gerekiyorsa, makine kapatılmalı veya güç düğmesi kapatılmalıdır.
Ulaşabileceğiniz bir yerde yangın söndürücü bulundurun. Kullanılmadığında lazeri veya kapağı kapatın. Korumasız lazer ışınının yakınına kağıt, bez veya diğer yanıcı malzemeler koymayın.
İşleme sırasında herhangi bir sorun yaşanırsa, sorunu çözmek için makine derhal kapatılmalı veya ilgili personele bildirilmelidir.
Lazeri, yatağı ve çevresindeki alanı temiz, düzenli ve yağ kirliliğinden uzak tutun. İş parçalarını, plakaları ve atıkları gerektiği gibi saklayın.
Gaz tüplerini kullanırken, sızıntıları önlemek için kaynak tellerini ezmekten kaçının. Gaz tüplerinin kullanımı ve taşınması ile ilgili yönetmeliklere uyun. Gaz tüpünü güneşe veya ısı kaynaklarına maruz bırakmayın. Vanayı açarken tüp ağzının yanında durun.
Bakım sırasında yüksek gerilim güvenlik yönetmeliklerine uyun. Yönetmeliklere ve prosedürlere uyarak her 40 saatlik çalışmada veya haftada bir ve her 1000 saatlik çalışmada veya altı ayda bir bakım gerçekleştirin.
Makineyi açtıktan sonra, herhangi bir anormallik olup olmadığını kontrol etmek için X ve Y eksenlerini düşük hızda manuel olarak çalıştırın.
Yeni bir iş parçası programını kullanmadan önce bir test işlemi gerçekleştirin ve performansını kontrol edin.
Çalışma sırasında, kesme makinesinin çalışma aralığının dışına çıkması veya çarpışma nedeniyle kazaları önlemek için makinenin hareketlerine karşı dikkatli olun.
Yukarıdaki eğitim içeriği sayesinde, sac hakkında daha derin bir anlayışa sahip olduğunuzu düşünüyorum metal lazer kesimBu da size kesinlikle yardımcı olacaktır.
Eğer hala başka sorularınız varsa sac lazer kesimlütfen yorum alanına bir mesaj bırakın.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Lazerle kesilen sac metalin neden bazen mükemmellikten uzak kaldığını hiç merak ettiniz mi? Bu makale, iş parçalarındaki çapaklar ve eksik kesimler gibi yaygın lazer kesim sorunlarını ele almakta ve pratik çözümler sunmaktadır. Yazan...
Lazerle kesilmiş sac metal üzerindeki sinir bozucu dalgalanmaları hiç fark ettiniz mi? Bu kusurlar hassasiyeti bozabilir ve maliyetleri artırabilir. Bu makalede, kesim dalgalanmalarına yol açan kritik faktörler incelenmektedir...
Sac metal endüstrisi lazer kesim teknolojisi ile nasıl bir dönüşüm geçirdi? Bu devrim niteliğindeki süreç, benzersiz bir hassasiyet, verimlilik ve çok yönlülük sunarak geleneksel yöntemlerin yerini alıyor. Bu makalede, lazer kesim teknolojisinin...
Metali bir cerrahın neşterinin hassasiyetiyle kesebilen bir makine hayal edin. Metal lazer kesim makineleri bu kabiliyeti sunarak endüstrilerin metallerle çalışma şeklini değiştiriyor. Bu makale...
Lazer kesim teknolojisinin imalat endüstrisinde devrim yarattığı, verimliliği ve hassasiyeti daha önce hiç olmadığı kadar artırdığı bir gelecek hayal edin. Bu makalede, lazer kesimdeki ilerlemelerin imalat sektörünü nasıl yeniden şekillendirdiği...
Karmaşık tasarımları metal yüzeylere nokta hassasiyetiyle zahmetsizce kazıyabildiğinizi hayal edin. Bu, metal işlemeyi dönüştüren bir teknoloji olan metal lazer kazıyıcıların sihridir. Bu makalede, lazer kazıyıcıların prensiplerini,...
Metal kesiminin geleceği yüksek güçlü lazer kesiciler tarafından mı şekillendirilecek? Endüstriler daha hızlı, daha hassas ve daha kalın malzeme işlemeyi talep ettikçe, yüksek güçlü lazer kesim makineleri de...
Bir lazer kesim makinesinin optimum performans için nasıl kurulduğunu hiç merak ettiniz mi? Bu makalede, yeni lazer kesim makinenizi ambalajından çıkarmak, incelemek ve kurmak için gerekli adımları...
Metal, parlaklığı ve sünekliği olan bir tür malzemedir. Bu nedenle çoğu metal, altın yüzükler, gümüş kolyeler, demir takılar gibi güzel ve zarif el sanatları veya takılara dönüştürülebilir...