Hassas Z bükümler ve N bükümler düz sac metali karmaşık şekillere nasıl dönüştürür? Bu makalede, sac metal imalatında Z ve N bükme için gerekli teknikler ve önlemler ele alınmaktadır. Metal işleme projelerinizde doğru ve verimli sonuçlar elde etmek için kritik prosedürler, konumlandırma ilkeleri ve özel işleme yöntemleri hakkında bilgi edineceksiniz. Bu bükme tekniklerinin üretim süreçlerinizi nasıl geliştirebileceği, ürün kalitesini nasıl artırabileceği ve yaygın tuzaklardan nasıl kaçınabileceği hakkında bilgi edinin.
Tanım: Bir malzemenin zikzak şeklinde büküldüğü bükme işlemi Z bükme olarak adlandırılır.
Standart bükme işlem aralığı:
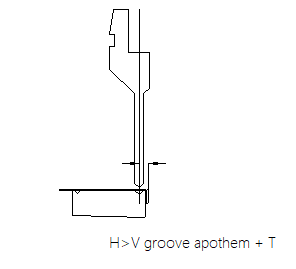
Z bükümünün yüksekliği, V oluğunun apoteminin ve bükülen malzemenin kalınlığının toplamından daha büyük olmalıdır.
H>T+V/2
Minimum işleme boyutu kullanılan makinenin modeline göre belirlenirken, maksimum işleme boyutu makinenin tablasının şekli ile sınırlıdır.
Z Bükme Prosedürleri
1) L bükümleri için işleme yöntemini kullanarak L bükümünü işleyin. 2) L-büküm kenarını konumlandırın ve Z-büküm haline getirin (veya L-bükümün diğer tarafını konumlandırarak Z-büküm haline getirin).
Z-bükme için İş Parçası Yerleştirme Prensipleri
Konumlandırma önceliği: uygun ve istikrarlı konumlandırma.
Genel olarak konumlandırma L dirseği ile aynıdır.
İkincil konumlandırma, iş parçasının ve alt kalıp bükme sırasında düz bir şekilde konumlandırılmalıdır.
Z-bükme için Dikkat Edilmesi Gereken Hususlar
1) Bu bükme açısı L bükümünün doğru olması, genellikle 89,5 ila 90 derece arasında olması gerekir.
2) İş parçasının işleme sırasında deforme olmasını önlemek için arka dayama geri çekilmelidir.
Z bükmenin Genel İşleme Yöntemleri
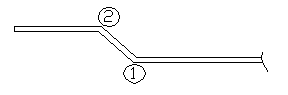
İşlem sırası aşağıdaki resimde gösterildiği gibi düşünülmelidir, önce bükme 1 ve sonra bükme 2.
İlk bükülme bir L bükme ve daha sonra bir Z bükümü oluşturmak için işlenir (makine çalışma tablasına müdahale ederse, önce geniş bir açı oluşturmak için 1'i bükün, ardından 2'yi bükün ve ardından 1'e basın)
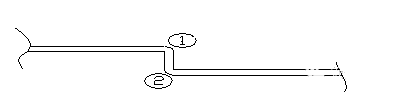
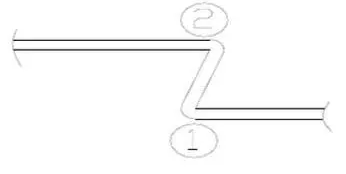
Z bükümü oluşturmak için iki dar açı kullanmak: önce dik açıya bükün, sonra 2'yi yerleştirin ve sonra 1'i yerleştirin
1) Bir çarpışma varsa, önce büyük bir açı oluşturmak için 1'i bükün, sonra 2'yi bükün ve ardından 1'e basın.
2) çarpışma yoksa, genel Z bükme işleme yöntemine göre, önce 1'i bükün ve sonra 2'yi bükün.
Bu tür bir işlem için, konumlandırma ve girişim göz önünde bulundurularak, bükme 2 önce 90 dereceye kadar bükülür, ardından derinlik 1'e yerleştirilir ve ardından derinlik 2 eklenir.
Z bükmenin Özel İşleme Yöntemi
Tanım: Genel Z-büküm işleme koşulları altında tamamlanamayan ve işlenmesi için özel yöntemler gerektiren Z-bükümler.
Özel işleme yöntemleri
1) Merkez hattı ayırma yöntemi (alt kalıp eksantriklik) - örnek işleme için;
2) Küçük V şekilli bir kalıpla şekillendirme - seri üretim için (öncül bir katsayı eklemektir);
3) Taşlanmış alt kalıp ile işleme - tüm durumlarda uygulanabilir.
Diğer işleme yöntemleri
1) Ofset kalıbı ile işleme - adım farkı kalıbının işleme aralığı dahilinde seri üretim için uygulanabilir.
2) Yumuşak bir kalıp ile şekillendirme - seri üretim için uygulanabilir.
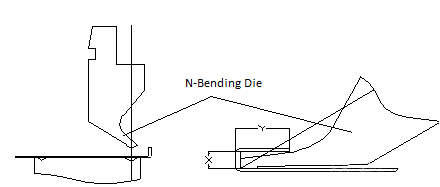
N Bükme
Tanım: N bükme oluşturmak için aynı işleme yüzeyini sürekli olarak iki kez işlemek
N-bükme İşlemi için Önlemler
İlk kıvrımın açısı 90°'den büyük olmamalıdır.
İkinci büküm için arka dayama, işlenmiş yüzeye göre ayarlanmalıdır.
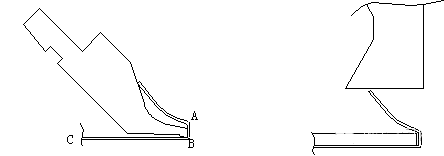
N Bükme Özel İşleme Yöntemi
Y boyutlu N bükme işleminden sonra üst zımba ile hafif bir girişim varsa, malzeme N bükme işleminden sonra bir hemming kalıbı kullanılarak düzleştirilmelidir.
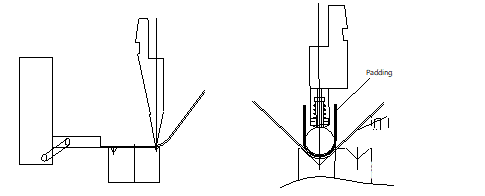
Y boyutlu N bükümden sonra üst zımba ile önemli bir girişim varsa, malzeme önce A bükümden sonra çarpışma konumuna bükülmelidir basın hattıdaha sonra C noktasında konumlandırılır ve B noktasında bükülür. hemming kalıbı ve malzemeyi şekillendirmek için dolgu kullanılmalıdır.
Şekillendirme zımbası ve kalıbı kullanarak işleme.
Ark İşleme
Ark işleme iki kategoriye ayrılabilir: bir bükme modeli ile dairesel kesim ve bir ark bıçağı ile dairesel kesim.
Ark bıçakları iki çeşittir: sabit ve ayarlanabilir.
Önlemler
C: 90° alçak kalıpla işleme yaparken, yetersiz işleme olabilir, bu durumda kalıbı manuel olarak itmek veya mümkünse 88° alçak kalıp kullanmak gerekir.
B: İş parçasının boyutsal doğruluğunu doğrulamak için bir ölçüm cihazı kullanın.
C: 90°'lik bir yay işlenirken, alçak kalıp 2 (R + T) yarıçapına sahip olmalıdır.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Sac metal parçaların nasıl tasarlandığını ve hassas bir şekilde üretildiğini hiç merak ettiniz mi? Bu blog yazısında, bükülme payının büyüleyici dünyasına dalacağız - çok önemli bir...
Farklı malzemelerin sac metal bükmeyi nasıl etkilediğini hiç merak ettiniz mi? Bu aydınlatıcı makalede, deneyimli bir makine mühendisi, malzeme türlerinin, kalınlıklarının ve malzemelerin bükme üzerindeki etkisine ilişkin uzmanlığını paylaşıyor.
Tüm sac metal imalatçılarının ve tasarımcılarının dikkatine! Projeleriniz için en uygun bükme yarıçapını belirlemekte zorlanıyor musunuz? Başka yere bakmanıza gerek yok! Bu blog yazısında, sac metal...
Metal levhaları karmaşık formlara dönüştürmenin ardındaki sanat ve bilimi hiç merak ettiniz mi? Bu büyüleyici blog yazısında, sac şekillendirmenin büyüleyici dünyasının derinliklerine dalıyoruz...
Sac metal projelerinizin neden bazen garip bir şekilde büküldüğünü veya çatladığını hiç merak ettiniz mi? Bu makale, sac metal bükmede imalat deliklerinin önemli rolünü açıklamaktadır. Bu deliklerin nasıl açıldığını öğreneceksiniz...
Tek bir iz veya çizik bırakmadan sac büktüğünüzü hayal edin. Bu makalede, sürtünme, malzeme sertliği ve çizik gibi zorlukları ele alarak iz bırakmadan sac bükme için yenilikçi teknikleri keşfediyoruz...
Sac bükmenin bu kadar karmaşık olabileceğini hiç düşünmüş müydünüz? Sac metal işlemede kritik bir teknik olan kapalı bükme, profesyonel bir ustaya ihtiyaç duymadan hassas, dayanıklı bükümler elde etmek için özel yöntemler kullanır...
Herhangi bir iz veya leke olmadan mükemmel sac metal bükümleri elde ettiğinizi hayal edin. Bu makalede, metal bükme işlemlerinde bozulmamış yüzey kalitesi sağlayan gelişmiş teknikler ele alınmaktadır. Yenilikçi yöntemler hakkında...
Lokomotiflerdeki devasa çelik yapıların hassas kavislerini nasıl elde ettiklerini hiç merak ettiniz mi? Bu makalede.... sac parçalarda büyük bükülme yarıçapları oluşturmanın ardındaki sırları açıklıyoruz.