Metal Yüzeylerin Shot Peening İşlemi: Temel Kılavuz
Metal parçaların inanılmaz güç ve dayanıklılıklarını nasıl kazandıklarını hiç merak ettiniz mi? Bilyeli kumlama, her gün kullandığımız esnek bileşenlerin çoğunun arkasındaki isimsiz kahramandır. Bu makalede, yüksek hızlı mermi püskürtme yoluyla metal yüzeyleri geliştiren bir işlem olan bilyeli çekiçlemenin büyüleyici dünyasını keşfedeceğiz. Yorulma direncini artırmaktan aşınma ve korozyon direncini geliştirmeye kadar bu yenilikçi tekniğin sihrini nasıl kullandığını keşfetmeye hazır olun. Hadi bu güçlü yüzey işleminin sırlarını ortaya çıkaralım!
Shot peening, yüzeyi etkilemek için yüksek hızlı kum atışları veya demir atışları kullanarak iş parçalarının mekanik özelliklerini ve yüzey durumunu iyileştiren bir işlemdir. Bu işlem parçaların mekanik mukavemetini, aşınma direncini, yorulma direncini ve korozyon direncini artırabilir.
Ayrıca, bilyeli dövme yüzey matlaştırma, kireç çözme ve döküm, dövme ve kaynak gibi işlemlerde artık gerilmelerin giderilmesi için de kullanılabilir.
Çelik jantların yüzeyindeki eski boya ve pası gidermek için kumlama
Types bilyeli çekiçleme
Shot peening, shot peening ve shot blasting olarak ikiye ayrılır.
Shot peening
Yüzey işleme kumlama ile önemli bir darbe kuvvetine sahiptir ve belirgin bir temizleme etkisi sağlar.
Bununla birlikte, ince levha iş parçalarının bilyeli kumlama ile işlenmesi, iş parçasının kolayca deformasyonuna neden olabilir ve çelik bilye, kumlama veya bilyeli kumlamadan bağımsız olarak iş parçasının yüzeyine çarparak metal alt tabakanın deformasyonuna yol açar. Fe3O4 ve Fe2O3 plastisitesi yoktur ve kırıldıktan sonra soyulurlar. Yağ filmi de alt tabaka ile birlikte deforme olur, bu nedenle yağla kirlenmiş iş parçaları için kumlama veya hava püskürtme yağı tamamen gideremez.
İş parçaları için mevcut yüzey işleme yöntemleri arasında kumlama en iyi temizleme etkisini sağlar.
Atış patlatma
Kumlama, iş parçası yüzeylerinin yüksek standartlarda temizlenmesi için uygundur. Bununla birlikte, Çin'deki mevcut genel kumlama ekipmanı esas olarak menteşe ejderhası, sıyırıcı, kova ve asansör gibi temel ve ağır kum taşıma makinelerinden oluşmaktadır.
Kullanıcıların makineleri kurmak için derin bir çukur inşa etmesi ve su geçirmez bir katman oluşturması gerekir, bu da daha yüksek inşaat maliyetlerine, daha büyük bakım iş yüküne ve daha yüksek bakım maliyetlerine yol açar.
Ayrıca, kumlama işlemi sırasında ortaya çıkan önemli miktarda silika tozu etkili bir şekilde giderilememekte, operatörlerin sağlığı için ciddi bir tehdit oluşturmakta ve çevreyi kirletmektedir.
Shot peening, genel shot peening ve stres shot peening olarak ikiye ayrılır.
Genel olarak, işleme sırasında çelik levha serbest durumdadır ve yüksek hızlı çelik bilye, ön sıkıştırma gerilimi oluşturmak için yüzeye vurmak için kullanılır, bu da çalışma sırasında yüzeydeki gerilme gerilimini azaltır ve hizmet ömrünü uzatır.
Stres bilyeli çekiçleme, çelik levhanın belirli bir kuvvet altında ön bükülmesini ve ardından bilyeli çekiçlemeyi içerir.
Shot peening ekipman çeşitleri
İki ana tip bilyeli çekiçleme ekipmanı vardır:
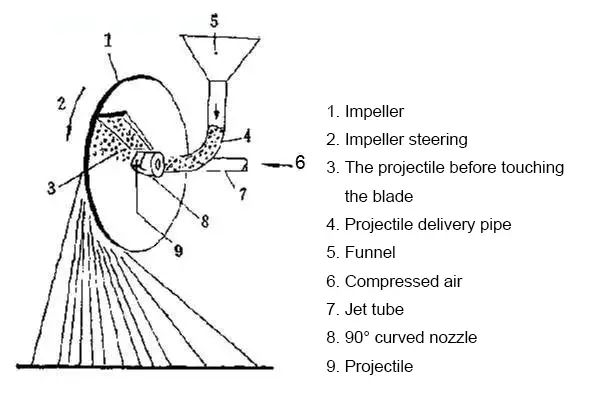
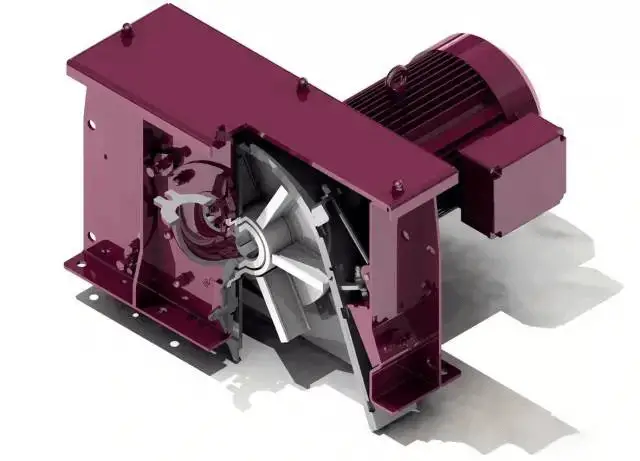
1. Mekanik santrifüjlü shot penning makinesi
Yüksek shot peening mukavemeti, küçük çeşitlilik, büyük parti, basit şekil ve büyük boyut gerektiren parçalar için uygundur.
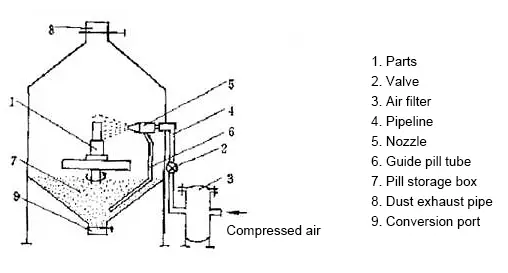
2. Pnömatik kumlama makinesi (basınçlı hava tipi)
Orta derecede bilyeli çekiçleme mukavemeti gerektiren parçalar için uygundur, karmaşık şekiller ve küçük boyutlarda.
Merminin tanıtılması
1. Dökme çelik bilye
Tipik olarak, metalin sertliği 40-50 HRC aralığındadır.
Sert metallerin işlenmesi sırasında sertlik 57-62 HRC'ye kadar yükseltilebilir.
Dökme çelik bilye, iyi tokluğu nedeniyle oldukça değerlidir ve yaygın olarak kullanılır. Ayrıca dökme demir bilyeye kıyasla daha uzun bir hizmet ömrüne sahiptir, genellikle birkaç kat daha uzundur.
2. Dökme demir bilye
Bu malzemenin sertliği tipik olarak 58-65 HRC'dir, bu da onu kırılgan ve kırılmaya eğilimli hale getirerek kısa bir kullanım ömrüne neden olur. Sonuç olarak, yaygın olarak kullanılmamaktadır.
Bununla birlikte, esas olarak yüksek yoğunluklu bilyeli çekiçlemenin gerekli olduğu durumlarda kullanılır.
3. Cam Boncuk
Önceki iki malzemeyle karşılaştırıldığında, bu malzeme daha düşük sertliğe sahiptir. Esas olarak işleme için kullanılır titanyumalüminyum, magnezyum ve demir kirliliğini tolere edemeyen diğer malzemeler.
Ayrıca, demir kirliliğini gidermek ve parçaların yüzeyinin pürüzlülüğünü azaltmak için çelik bilyeli çekiçlemeden sonra ikincil işlem için de kullanılabilir.
4. Seramik Boncuk
Seramik boncuk kabaca 67% ZrO kimyasal bileşimine sahiptir.2, 31% SiO2ve 2% Al2O3 ana bileşenler olarak. Eritme, atomize etme, kurutma, yuvarlama ve eleme işlemlerini içeren bir süreçle yapılır.
Pürüzlülüğü etkileyen faktörler: pürüzlülük güç ve sertlik parça malzemesi, merminin çapı, püskürtme açısı ve hızı ve parçanın orijinal yüzey pürüzlülüğü.
Shot peening sonrası parçaların özellikleri
Bilyalı çekiçlemeden sonra parçanın yüzeyindeki artık basınç gerilimi ve basınç gerilimi katmanının derinliği, malzemenin özelliklerine ve çekiçleme gücüne bağlıdır.
Daha yüksek mukavemet ve sertliğe sahip malzemeler, daha büyük basınç gerilimi ve daha sığ bir basınç gerilimi tabakası derinliği ile sonuçlanır.
Ayrıca, bilyeli çekiçleme mukavemeti ne kadar yüksek olursa, basınç gerilimi tabakası da o kadar derin olacaktır.
Patlatılmış yüzey tabakasının malzeme organizasyonundaki değişiklikler
Kumlama sonrası yüzey pürüzlülüğü: Kumlama sonrası yüzeyin pürüzlülüğü, bilyeli çekiçleme mukavemetindeki artış, yüzey sertliğindeki azalma ve bilye boyutundaki azalma ile daha da kötüleşir.
Boyut artışı: Püskürtülen yüzeydeki metal dışarı itilir ve küçük metal dalga tepeleri oluşturarak boyutta bir artışa neden olur.
Shot peening uygulama aralığı
Shot peening, otomobil parçalarında bükülme yorgunluğunu önleyebilir.
Shot peening, yorulma direncini artırır ve krank millerinin güvenli hizmet ömrünü uzatır.
Ayrıca bilyeli dövme, bağlantı çubuklarının mukavemetini ve sertliğini artırır.
Sağlam bilyeli çekiçleme işlemi bükülmeyi artırabilir yorulma dayanımı ve dişli dişlerinin temas yorulma dayanımı, dişlinin tutukluk önleme kabiliyetini geliştirmek ve dişli ömrünü uzatmak için çok önemli bir yöntem haline getirir.
Yüzey bilyeli kumlama, gerilme korozyonu direncini ve aşağıdakilere karşı direnci artıran etkili bir yüzey güçlendirme işlemidir hidrojen gevrekleşmesi Bağlantı elemanlarında kırılma.
Shot peening, iş parçasının güvenilirliğinde ve dayanıklılığında önemli bir iyileşme sağlar.
Yüzey bilyeli dövme, malzemenin yapısını değiştirerek, gerilme korozyonu performansı da dahil olmak üzere yorulma performansını artırma hedefine ulaşır ve böylece bağlantı elemanlarının kalitesini artırır.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Neden bazı metal nesneler parlak ve paslanmadan kalırken diğerleri parlaklığını hızla kaybeder? İşin sırrı kullanılan kaplamanın türünde yatmaktadır. Bu makale kaplama türleri arasındaki farkları...
Bir kalıp nasıl ayna gibi bir yüzey elde edebilir? Parlatma sadece estetikle ilgili değildir; dayanıklılık ve verimli üretim için gereklidir. Bu makale, kalıp parlatmanın altı temel yöntemini incelemektedir...
Üretimde yüzey işlemenin önemini hiç düşündünüz mü? Bu blog yazısında, çeşitli yüzey işleme süreçlerini ve bunların uygulamalarını inceleyeceğiz. Uzman mekanik...
Küçük metal çapakların neden büyük sorunlara neden olabileceğini hiç merak ettiniz mi? Bu makale, özellikle asansörlerde sac metal parçalardaki keskin kenarların ve çapakların nedenlerini ve tehlikelerini araştırmaktadır. Gönderen...
Son teknoloji yüzey baskı teknikleriyle sıradan nesneleri canlı sanat eserlerine dönüştürdüğünüzü hayal edin. Vakum kaplamanın hassasiyetinden fotoğraf aşındırmanın detaylı sanatına kadar, bu makale...
En basit aletlerden en karmaşık motorlara kadar her makine parçasının aniden arızalanmaya başladığını düşünün. Neden mi? Korozyon, aşınma ve diğer yüzey hasarları. Bu blogda...
Shot peening gibi basit görünen bir işlem malzeme yüzeylerini nasıl önemli ölçüde geliştirebilir? Küçük mermileri bir yüzeye iterek, bilyeli çekiçleme faydalı artık gerilime neden olur, mukavemeti, yorulma direncini,...
Sıradan malzemeleri çarpıcı, yüksek performanslı yüzeylere dönüştürebilseydiniz ne olurdu? Bu makalede.... ürünlerin hem işlevselliğini hem de estetiğini yükselten 15 farklı yüzey işleme tekniğini keşfedeceksiniz.