Modern endüstride özel eritme işlemini bu kadar önemli kılan nedir? Bu proses, havacılık ve elektronik gibi zorlu alanlarda kullanılan yüksek kaliteli çelik ve alaşımların üretimi için gereklidir. Geleneksel yöntemler bu uygulamaların katı gereksinimlerini karşılamakta yetersiz kalmakta ve indüksiyon ergitme, elektro-cüruf metalurjisi ve vakum ark ergitme gibi gelişmiş teknikler gerektirmektedir. Bu makalede, çeşitli özel ergitme yöntemleri ve bunların benzersiz avantajları hakkında bilgi edinecek ve üstün metal ürünlerin üretimindeki önemli rollerini anlamanıza yardımcı olacaksınız.
Özel ergitme, özel çelik, yüksek sıcaklık alaşımları, hassas alaşımlar ve yüksek alaşımlı çelikler üretmek için özel ve etkili bir yöntemdir.
Çelik tarafından temsil edilen metal malzemeler ulusal ekonomide, ulusal savunma inşaatında, bilimsel ve teknolojik alanlarda vb. yaygın olarak kullanılmaktadır.
Çağdaş elektronik teknolojisi, havacılık ve uzay teknolojisi, navigasyon ve enerji teknolojisi ve diğer alanlardaki hızlı ilerleme, çelik ve alaşımların kalitesi ve çeşitliliği için giderek daha yüksek gereksinimler ortaya çıkarmıştır.
Örneğin, çelik veya alaşımların yüksek sıcaklık, yüksek basınç, yüksek hız, dinamik yük, yüksek radyasyon ve yüksek korozif ortam altında güvenilir bir şekilde çalışabilmesi gerekir.
Ancak, konvertör, açık ocak fırını ve ark fırını gibi geleneksel eritme yöntemlerinin gerçek gereksinimleri karşılaması zordur ve özel eritme yöntemlerinin kullanılmasını gerektiren bu kadar yüksek kalitede ürünler sağlayamaz.
Yaygın özel ergitme yöntemleri arasında indüksiyon ergitme, elektro-cüruf metalürjisi bulunmaktadır, plazma arkı eritme, vakum ark yeniden eritme ve elektron ışını eritme işlemi.
(1) İndüksiyonla Eritme
İndüksiyonla eritme, elektromanyetik indüksiyon prensibini kullanarak metalleri ısıtma ve eritme yöntemidir.
Frekansa göre, güç frekanslı fırın, orta frekanslı fırın ve yüksek frekanslı fırın olarak ayrılabilir; atmosfer ve yapıya göre, vakum indüksiyon ocağı ve plazma indüksiyon ocağı ve farklı amaçlar için diğer fırınlar olarak sınıflandırılabilir.
Güç frekanslı fırınlar esas olarak dökme demir eritmek için kullanılır, yüksek frekanslı fırınlar esas olarak laboratuvar araştırmaları için kullanılırken, orta frekanslı fırınlar esas olarak hızlı eritme hızı, yüksek üretim verimliliği, güçlü uyarlanabilirlik, esnek kullanım, iyi elektromanyetik karıştırma etkisi ve uygun başlatma işlemi avantajları ile yüksek kaliteli çelik ve alaşımlar üretmek için kullanılır.
Günümüzde indüksiyon ocağında ergitme, özel çelik, hassas alaşımlar, elektrikli ısıtma alaşımları, yüksek sıcaklık alaşımları ve korozyona dayanıklı alaşımlar gibi özel alaşımların üretiminde önemli bir yöntem haline gelmiştir.
(2) Elektro-cüruf Metalurjisi
Elektro-cüruf metalurjisi, metali ısıtmak ve rafine etmek için sıvı cüruftan geçen akımın neden olduğu cüruf direncinin ürettiği ısıyı kullanan özel bir eritme yöntemidir.
Özü, çelik ve alaşımları daha da saflaştırmayı ve ilk rafine etme temelinde külçelerin kristal yapısını iyileştirmeyi ve böylece yüksek kaliteli metal ürünler elde etmeyi amaçlayan elektro-cüruf yeniden eritme (ESR) işlemidir.
Elektro-cüruf yeniden eritme, orta ve büyük dövme parçaların üretimi için uygundur. Yeniden ergitme sonrası ürün düşük fosfor ve sülfür içeriğine sahiptir, düşük metalik olmayan inklüzyonlar, yeniden eritilmiş külçenin yoğun yapısı ve büzülme olmadan döküm, ürünün kalitesini, mekanik özelliklerini, işleme performansını ve kullanılabilirliğini büyük ölçüde artırır.
(3) Vakum Ark Eritme
Vakum ark ergitme düşük oksijen potansiyeli ve yüksek sıcaklıkta ergitme koşulu oluşturabilir, bu nedenle geçen yüzyılın başlarında platin, tantal ve tungsten gibi refrakter veya oksitlenebilir metalleri ergitmek için kullanılmıştır.
Mekanik endüstrisinin gelişmesiyle birlikte, vakumlu sarf elektrot ark yeniden eritme yöntemi titanyum ve alaşımları, hassas alaşımlar, yüksek sıcaklık alaşımları ve refrakter metallerin üretiminde başarıyla uygulanmıştır.
Bu ergitme yöntemi 1940'larda ve 1950'lerde hızla gelişti ve giderek daha büyük kapasitelere ulaştı. Bugüne kadar, özel eritme işlemlerinde, vakum ark ergitme hala yeniden ergitme ve rafine etme için ana yöntemlerden biridir.
(4) Elektron Işınıyla Eritme
Elektron ışını ile yeniden eritme (EBM), yüksek vakum koşulları altında metalleri eritmek için ısı kaynağı olarak yüksek hızlı elektron ışınları yayan bir elektron tabancası kullanan bir eritme yöntemidir.
Refrakter metallerin (tantal, niyobyum, hafniyum, tungsten, molibden, vb.) eritilmesi ile başlamış ve günümüzde yarı iletken malzemelerin, yüksek performanslı manyetik alaşımların ve aşağıdaki gibi bazı özel çeliklerin üretimine kadar genişlemiştir rulman çeliği, korozyona dayanıklı paslanmaz çelik ve ultra düşük karbonlu saf demir.
Buna ek olarak, elektron ışını yeniden eritme fırınları, özellikle ana bileşen olarak niyobyum veya tantal içeren tungsten ve molibden içeren alaşımlar olmak üzere belirli ısıya dayanıklı alaşımların eritilmesi için de kullanılabilir.
(5) Plazma Ark Eritme
Plazma eritme, metalleri eritmek, rafine etmek ve yeniden eritmek için ısı kaynağı olarak plazma arkını kullanan yeni bir eritme yöntemidir.
Metalürjik ısı kaynağı olarak plazma arkı kullanmanın potansiyel avantajları şunlardır: konsantre enerji, yüksek sıcaklık (5000-300.000 K), hızlı iyon akış hızı (100-500 m/s), hızlı ısıtma ve hızlı reaksiyon, vb. Gaz iyonize bir durumdadır ve reaksiyon aktivitesi güçlüdür.
Gaz, şarjı doğrudan azaltmak veya rafine etmek için indirgeyici gazlar (hidrojen, karbon monoksit, alkanlar ve alkenler, vb.) kullanmak gibi ihtiyaçlara göre seçilebilir ve ayrıca külçeleri artık deoksidasyon ürünlerinden arındırmak için deoksidize edebilir.
Yüksek sıcaklıktaki plazma arkının etkisi altında, S, P, Pb, Bi, Sn ve As gibi safsızlıkların uçması kolaydır. Eriyebilir metal malzemeler ve metalik olmayan malzemeleri de eritebilir.
1.2 Özel İzabe Tesisi Tarafından Üretilen Ana Ürünler
Özel ergitme, özel çelik, yüksek sıcaklık alaşımı, hassas alaşım, yüksek alaşımlı çelik, refrakter metaller ve alaşımlar gibi gelişmiş alaşımları üretmek için özel ve etkili bir yöntemdir, titanyum ve titanyum alaşımları, elektrikli ısıtma alaşımları, vb.
(1) Özel fiziksel özelliklere sahip bir tür metal ve alaşım olan Hassas Alaşım, esas olarak yapısal bileşenlerden ziyade fiziksel özelliklerine dayalı olarak hassas aletler, kontroller, telemetri, elektrikli cihazlar, aksesuarlar ve havacılıktaki elektronik cihazların yanı sıra silah sistemlerindeki sensörler ve dönüştürücüler gibi önemli malzemelerin üretiminde kullanılır.
Çin'de, alaşım kategorisini belirtmek için bir sayıdan önce "J" harfi kullanılır; örneğin, "1J" yumuşak manyetik alaşımı, "2J" kalıcı manyetik alaşımı, "3J" elastik alaşımı, "4J" termal genleşme alaşımını, "5J" termal bimetali ve "6J" direnç alaşımını temsil eder.
(2) Yüksek sıcaklık alaşımı (yüksek sıcaklığa dayanıklı alaşım veya ısıya dayanıklı süper alaşım) önemli bir metal malzeme Havacılık gaz türbinleri, gemi gaz türbinleri ve roket motorları için. Sürünme deformasyonuna ve sürünme kırılmasına karşı daha yüksek dirence sahip olmasının yanı sıra korozyona ve termal şoka karşı da dirençlidir.
1.3 Çelik ve Alaşım Ergitme için Kalite Değerlendirme Göstergeleri
(1) Bileşen Kontrolü:
Çelik üretiminde genellikle kontrol edilen C, Mn, Si, P, S'nin kontrolüne ek olarak, bileşen kontrolü ayrıca aşağıdakilerin kontrolünü de içerir alaşım elementleri Cr, Ni, Mo, W, Nb, V, Al, Ti ve eser elementler B, Ce, La, Zr, Mg, Ca, Hf, Y, Sm gibi. Bileşimin en iyi şekilde kontrol edilip edilemeyeceği büyük ölçüde eritme işlemine bağlıdır.
(2) Saflık:
Çelik ve alaşımların saflığı, esas olarak aşağıdaki hususları içeren zararlı safsızlıkların ve gaz içeriğinin miktarını ifade eder.
1. Metalik olmayan safsızlıklar
Metalik olmayan safsızlıklar genellikle S, P, Ce, Br, I, vb. anlamına gelir. Farklı çelik sınıflarının S ve P içeriği için farklı gereksinimleri vardır.
Örneğin, normal çelik için w(S)≤0.055%, w(P)≤0.045%; yüksek kaliteli çelik için w(S)≤0.045%, w(P)≤0.040%; yüksek kaliteli çelik için alaşımlı çelikS ve P'nin her ikisi de 0,04%'den azdır; gelişmiş yüksek kaliteli çelik için w(S)≤0,030%, w(P)≤0,035%; bazı yüksek sıcaklık alaşımları için ise w(S)≤0,030%'dir.
Ce, Br, I, vb. için bazı teknik standartlar bunların 0,0025%'den daha düşük olmasını şart koşmaktadır.
2. Gaz
Genel olarak, oksijen, hidrojen ve gaz içeriği ne kadar düşükse çelikte nitrojen ve alaşımlar, performansları o kadar iyi olur.
3. Metalik olmayan kalıntılar
Metalik olmayan kalıntıların çelik ve alaşımların performansı üzerindeki etkisi sadece miktarlarıyla değil, aynı zamanda türleri, boyutları, morfolojileri ve dağılımlarıyla da ilgilidir.
Bu nedenle, metalik olmayan kalıntıların içeriği ve dağılım durumu, çelik ve alaşımların kalitesini değerlendirmek için önemli göstergelerden biridir ve geleneksel denetim standart sınıf karşılaştırma yöntemini kullanır.
4. Metal safsızlıkları
Metal safsızlıkları esas olarak çelik ve alaşımlardaki Pb, Sn, As, Sb, Bi ve diğer eser element safsızlıklarını ifade eder. Metal safsızlıklarının içeriği çelik ve alaşımların performansı üzerinde önemli bir etkiye sahiptir.
5. Döküm yapısı
Çelik ve alaşımlı külçelerin döküm yapısı, külçelerin sıcak iş plastisitesi üzerinde önemli bir etkiye sahiptir ve çeli̇ği̇n mekani̇k özelli̇kleri̇.
İyi metalürjik ürünlerin döküm yapısı aşağıdaki koşullara sahip olmalıdır: özellikler gereksinimleri karşılar; yüzey kalitesi iyidir; büzülme küçüktür; külçe yoğundur; bileşim ve organizasyon yapısı tek tiptir, ayrışma derecesi küçüktür; kristal yapı iyidir.
1.4 Çelik ve Alaşımların Mikroyapısı ve Özellikleri Üzerinde Prosesin Etkisi
(1) Bileşen kontrolü çelik ve alaşımların performansını etkiler.
Farklı ergitme yöntemleri farklı derecelerde bileşen kontrolüne sahiptir; vakum ark fırınları kolay oksitlenebilir elementleri kontrol etmede daha iyidir ve elektroslag yeniden ergitme daha az uçucu element kaybına sahiptir.
(2) Saflık, çelik ve alaşımların performansını etkiler.
Vakum ergitme düşük zararlı metal safsızlıklarına ve oksijen içeriğine sahiptir ve elektroslag yeniden ergitme iyi bir kükürt giderme kabiliyetine ve oksit kalıntılarının giderilmesine sahiptir.
(3) Mikroyapının kontrol edilmesi çelik ve alaşımların performansını etkiler.
Elektroslag yeniden ergitme külçeleri sütunlu kristal eksen gelişimine ve düşük gözeneklilik ayrışmasına sahiptir.
2. İndüksiyon Ocağı Eritme
2.1 İndüksiyon Ocağı Çalışma Prensibi ve Ekipmanları
2.1.1 İndüksiyon Ocağının Çalışma Prensibi
Tüm indüksiyon ocakları, çekirdekli veya çekirdeksiz olmalarına ve düşük frekans, orta frekans veya yüksek frekansta çalışmalarına bakılmaksızın, temel devreleri değişken bir güç kaynağı, kapasitörler, bir indüksiyon bobini ve potadaki metal fırın malzemelerinden oluşur (Şekil 2-1).
(1) İndüksiyonla Isıtma Prensibi
İndüksiyonla ısıtma prensibi aşağıdaki iki temel elektrik yasasına dayanır: Birincisi, Faraday'ın elektromanyetik indüksiyon yasası.
E=B-L-v-sin∠(v-B) (2-1)
Burada L, manyetik alan içindeki telin uzunluğudur;
(v-B) manyetik indüksiyon gücünün yönü ile hız yönü arasındaki açıdır.
Diğer temel yasa ise Joule-Lenz yasasıdır. Bu yasa elektriksel termal etki ilkesi olarak da bilinir. Joule-Lenz yasası denklem (2-3) şeklinde ifade edilebilir:
Q = I2 R t (2-2)
Burada Q, Joule-Lenz ısısıdır, J cinsinden; I, akım yoğunluğudur, A cinsinden;
R, Ω cinsinden iletkenin direncidir; t, s cinsinden iletkene enerji verildiği zamandır.
Nüvesiz bir indüksiyon ocağının indüksiyon bobininden f frekanslı bir alternatif akım geçtiğinde, indüksiyon bobini ve çevresini çevreleyen boşlukta alternatif bir manyetik alan oluşur.
Alternatif manyetik alanın polaritesi, manyetik indüksiyon gücü ve frekansı, bu alternatif manyetik alanı üreten alternatif akımla birlikte değişir. Kroze indüksiyon bobini ile kaplanır ve metal fırın malzemeleri ile doldurulursa, alternatif manyetik alanın manyetik alan çizgilerinin bir kısmı metal fırın malzemelerinden geçecektir.
Manyetik alan çizgilerinin değişimi, metal fırın malzemeleri ile manyetik alan çizgileri arasındaki kesici manyetik alan çizgilerinin göreceli hareketine eşdeğerdir.
Bu nedenle, metal fırın malzemelerinde indüklenmiş bir elektromotor kuvvet (E) oluşacaktır ve bunun büyüklüğü aşağıdaki denklemle belirlenebilir:
E = 4,44 Ф- f - n (2-3)
Burada Ф indüksiyon bobinindeki alternatif manyetik alanın Wb cinsinden manyetik akısıdır;
f, Hz cinsinden alternatif akımın frekansıdır;
n, fırın malzemeleri tarafından oluşturulan döngünün dönüş sayısıdır, genellikle n=1'dir;
Yukarıdaki denklemden, fırın malzemelerinde daha büyük bir indüklenmiş voltaj üretmek için teorik olarak manyetik akı, frekans ve dönüş sayısının artırılmasının kullanılabileceği görülebilir.
Bununla birlikte, indüksiyon bobinine enerji verildikten sonra oluşan manyetik alan çizgileri havadan geçmeye zorlandığından (nüvesiz indüksiyon ocağı durumunda) ve hava yüksek bir manyetik relüktansa sahip olduğundan, manyetik akı nispeten küçüktür, bu da manyetik akıyı artırmayı zorlaştırır ve fırın malzemelerinin dönüş sayısı genellikle l'ye eşittir.
Bu nedenle, indüklenen gerilimi artırmak için frekansı artırma yöntemini kullanmak daha iyidir.
Metal fırın malzemelerinin kendileri kapalı bir döngü t oluşturduğundan, metal fırın malzemelerinde üretilen indüklenmiş akım (I):
Burada R, metal fırın malzemesinin Ω cinsinden etkin direncidir;
Fırın malzemesinin ısıtma hızı indüklenen akıma, fırın malzemesinin etkin direncine ve enerji verme süresine bağlıdır. İndüklenen akım, indüklenen elektromotor kuvvetin büyüklüğüne, yani fırın malzemesinden geçen manyetik akının büyüklüğüne ve içinden akan alternatif akımın frekansına bağlıdır. İndüklenen akımın büyüklüğü fırın malzemesi bloğunun boyutuna bağlıdır.
(2) Elektromanyetik Karıştırma
Fırın malzemesinden indüklenmiş bir akım geçtiğinde, kaçınılmaz olarak elektromanyetik kuvvetlere maruz kalacak ve metal fırın malzemesinin yönlü hareketine neden olacaktır; yani "elektromanyetik karıştırma" etkisi. Faydaları aşağıdaki gibidir:
1) metal sıvının tekdüze sıcaklığı.
2) Metal sıvının homojenleştirilmesi.
3) Fiziksel ve kimyasal reaksiyonların kinetik koşullarının iyileştirilmesi.
2.1.2 İndüksiyon Ocağı Çalışma Ekipmanları
İndüksiyon fırınları iki tipe ayrılabilir: çekirdeksiz ve çekirdekli tipler, ikincisi çelik üretiminde nadiren kullanılır ve burada tartışılmayacaktır. Nüvesiz indüksiyon ocaklarına gelince, bunlar güç frekansına göre genellikle üç tipte sınıflandırılabilir: bir transformatör aracılığıyla doğrudan elektrik şebekesine bağlanan ve esas olarak dökme demir eritmek için kullanılan hat frekanslı fırın (50 veya 60Hz frekanslı); yüksek frekanslı bir elektronik tüp osilatör kullanan ve esas olarak küçük laboratuvar araştırmaları için kullanılan yüksek frekanslı fırın (10KHz ila 300KHz frekans aralığında); ve orta frekanslı bir jeneratör seti, tripler veya tristör statik kullanan orta frekanslı fırın (150Hz ila 10000Hz frekans aralığında) frekans dönüştürücü.
Orta frekanslı indüksiyon fırınları için komple ekipman seti şunları içerir: güç kaynağı ve elektrik kontrol parçası, fırın gövdesi, iletim cihazı ve su soğutma sistemi.
2.2 İndüksiyon Ocağında Ergitmenin Özellikleri
(1) Elektromanyetik indüksiyonla ısıtma. Isıtma yöntemi farklı olduğundan, indüksiyon ocakları elektrik ark ısıtması için gerekli grafit elektrotlara veya ark altında lokalize aşırı ısınma bölgelerine ihtiyaç duymaz, böylece elektrot karbon artışı olasılığını ortadan kaldırır. İndüksiyon fırınları, elektrik ark fırınlarında eritilmesi zor olan düşük karbonlu çelik ve alaşımları eritebilir ve düşük gaz içerikli ürünler üretmek için uygun koşullar yaratır.
(2) Erimiş havuzda belirli bir seviyede elektromanyetik karıştırma vardır. Elektromanyetik indüksiyonun neden olduğu metal karıştırma, çelikte homojen bileşimi ve sıcaklığı, inklüzyon birleşmesini, büyümeyi ve yüzmeyi teşvik eder. İndüksiyon ocağı eritme işlemi sırasında alaşım elementlerinin kaybı nispeten küçüktür, bu nedenle tahmin edilen bileşim daha doğrudur, bu da bileşen kontrolüne elverişlidir ve eritme süresini kısaltır.
(3) Erimiş havuz yüzey alanının oranı küçüktür. Bu, erimiş metaldeki kolay oksitlenen elementlerin kaybını azaltmak ve gaz emilimini azaltmak için avantajlıdır. Bu nedenle, indüksiyon ocakları, özellikle titanyum, alüminyum veya bor içeren yüksek alaşımlı çeliklerin ve alaşımların ergitilmesi için nispeten uygun koşullar yaratmıştır. Bununla birlikte, cüruf ve çelik arayüzünde metalurjik reaksiyona elverişli olmayan zayıf akışkanlık, düşük reaksiyon mukavemeti oluşturmaya eğilimlidir. Bu nedenle, indüksiyon ocağı ergitme işleminde hammadde gereksinimleri nispeten katıdır.
(4) Giriş gücünün uygun şekilde ayarlanması. İndüksiyon ocağı ergitme işlemi sırasında, giriş gücü rahatlıkla ayarlanabilir. Bu nedenle, erimiş havuzun erime sıcaklığı daha doğru bir şekilde kontrol edilebilir, fırın yalıtılabilir ve çelik birkaç kez üretilebilir, böylece tek bir partide farklı bileşimlere sahip ürünlerin eritilmesi için koşullar yaratılabilir.
(5) Aynı güç kaynağı birkaç farklı kapasitedeki fırına güç sağlayabilir (ancak aynı anda değil), bu nedenle indüksiyon fırınlarının esnekliği eritme kapasitesi açısından elektrik ark fırınlarından daha fazladır.
(6) Yüksek termal verimlilik. İndüksiyon fırınlarının ısıtma yöntemi ve küçük yüzey alanı daha az ısı dağılımına neden olur, bu nedenle indüksiyon fırınlarının termal verimliliği elektrik ark fırınlarından daha yüksektir. Bununla birlikte, indüksiyon fırınlarının elektriksel verimliliği elektrik ark fırınlarından daha düşüktür, bu nedenle iki tür elektrikli fırının toplam verimliliği benzerdir.
(7) Daha az duman ve küçük çevre kirliliği. İndüksiyon ocaklarında ergitme yapılırken temelde alev veya yanma ürünleri oluşmaz.
(8) Elektrik ark ocaklarına göre daha fazla refrakter malzeme tüketir ve daha kısa pota ömrüne sahiptir. Potadaki refrakter malzeme gereksinimi yüksektir, bu nedenle ton çelik başına refrakter malzeme maliyeti de elektrik ark ocaklarına göre daha yüksektir.
2.3 İndüksiyon Ocağı Ergitme Prensipleri
2.3.1 Elementlerin Oksidasyonu ve Deoksidasyonu
Oksijen erimiş çelikte iki halde bulunur. Biri [O] ile temsil edilen çözünmüş oksijendir ve çözünürlüğü sıcaklık artışı ile artar. Diğeri ise erimiş çelikte inklüzyon şeklinde bulunan oksijendir. Erimiş çelikte deoksidasyon elementleri mevcut olduğunda, erimiş çelikteki çözünmüş oksijen bunlarla birleşerek oksit inklüzyonları oluşturur. Erimiş çelikteki oksijen kaynakları temel olarak eritme ve döküm sırasında atmosferden gelen oksijen istilasını, hammaddelerle birlikte getirilen oksijeni ve refrakter malzemelerden giren oksijeni içerir.
(1) Elementlerin deoksidasyon yeteneği
Çeşitli elementlerin oksidasyonunun zorluk derecesine oksidasyon durumu denir ve deoksidasyon yeteneği olarak da bilinir. Belirli bir sıcaklık ve basınçta belirli bir deoksidasyon elementi konsantrasyonu ile dengede çelikte çözünmüş kalan oksijen içeriğini ifade eder. Oksijen içeriği ne kadar düşükse, bu elementin deoksidasyon kabiliyeti o kadar güçlüdür. Bir elementin deoksidasyon reaksiyonu için genel formül şöyledir:
x[M]+y[O]=MxOy (2-5)
Metal oksitler erimiş çelikte çözünmeyen saf maddeler olarak kabul edilirse ve metal elementler ve erimiş çelikte oksijen düşükse, o zaman elimizde:
Formülde, aMxOy elementin deoksidasyonu ile elde edilen oksidin aktivitesini temsil eder, a[M] çelikteki deoksidasyon elementinin aktivitesini temsil eder ve a[O] çelikteki oksijen aktivitesini temsil eder. Deoksidasyon ürünü saf bir oksit olduğunda veya doymuş bir durumda olduğunda, aMxOy 1'e eşittir. fM=1, f0=1 veya fMx.f0y=sabit olduğunda,
KM = 1/K olsun. Sonra, KM = [%M]x.[%O]y (2-8).
KM'nin büyüklüğü bir elementin deoksidasyon yeteneğini belirlemek için kullanılabilir. KM değeri ne kadar küçükse, elementin deoksidasyon yeteneği o kadar güçlüdür. Şekil 2-7 ve Tablo 2-8, 1600°C sıcaklıkta erimiş demir ve nikel içindeki elementlerin deoksidasyon yeteneklerinin bir karşılaştırmasını sunmaktadır. Genel olarak, 1600°C'deki erimiş demirde, deoksidasyon kabiliyetinin en güçlüden en zayıfa doğru sıralaması şöyledir: Ba → Ca → Ce → La → Mg → Zr → Al → Ti → B → Si → Mn → W → Fe.
(2) Elementlerin deoksidasyon etkileri ve etkileyen faktörler
1. Elementlerin oksijene afinitesi: Bir elementin oksijene olan afinitesi ne kadar güçlüyse, deoksidasyon kabiliyeti de o kadar artar ve bu da deoksidasyon etkisini iyileştirmek için daha avantajlıdır.
2. Oksijen giderici elementlerin fiziksel özellikleri: Bunlar erime noktası, özgül ağırlık, kaynama noktası (buhar basıncı) ve çelik sıvıdaki çözünürlüğü içerir.
3. Deoksidasyon ürünlerinin fiziksel özellikleri: Çelik sıvının erime noktası, özgül ağırlığı, ara yüzey gerilimi, yüksek erime noktalı oksitlerle düşük erime noktalı sıvı kompozit oksitleri oluşturma yeteneği ve çelik sıvıdaki çözünürlüğün tümü deoksidasyon etkisi üzerinde önemli bir etkiye sahiptir.
(3) Oksijen giderici elementlerin ve kompozit oksijen gidericilerin özellikleri:
1. Alüminyum deoksidasyonu ve alüminyum, manganez veya silikon ve manganez ile eşzamanlı deoksidasyon: Alüminyum, oksijene yüksek afinitesi olan güçlü bir deoksidizördür, ancak deoksidasyon yeteneği kalsiyum, magnezyum, baryum, nadir toprak elementlerinden daha düşük ve silikon, manganez, titanyum ve diğer elementlerden daha yüksektir.
2. Deoksidasyon için kalsiyum ve kalsiyum alaşımlarının özellikleri: Kalsiyum çok güçlü bir deoksidizördür ve aynı zamanda oldukça etkili bir kükürt giderici elementtir. Bununla birlikte, düşük kaynama noktası (1484 ℃) nedeniyle, erimiş demirde buhar halinde bulunur ve bu da etkinliğini azaltır. Buna ek olarak, kalsiyumun erimiş demirdeki çözünürlüğü çok düşüktür, bu da deoksidasyon ve kükürt giderme etkilerini etkiler, böylece kullanım verimliliğini azaltır.
2.3.2 Difüzyon Deoksidasyonu ve Çökelme Deoksidasyonu
(1) Difüzyon Deoksidasyonu
Difüzyon deoksidasyon prensibi: Enerji dağılımı kanununa göre, difüzyon deoksidasyonu sırasında oksijen aynı anda hem cüruf hem de çelik sıvısı içinde çözünebilir. Belirli bir sıcaklıkta, aşağıdaki denge ilişkisi mevcuttur:
(FeO) = Fe(l) + [O] (2-9)
Bu sırada, cüruf ve çelik sıvı arasındaki oksijen konsantrasyonu oranı sabit olmalıdır, yani
Difüzyon deoksidasyonunu etkileyen faktörler:
a) Sıcaklığın difüzyon deoksidasyon verimliliği üzerindeki etkisi. Sıcaklığın erimiş demirdeki maksimum doymuş oksijen içeriği üzerindeki etkisi iki yönlüdür ve ilişki aşağıdaki formülle ifade edilir: Log [%O]doymuş = -6320/T + 2.734 (2-11).
b) Çelik cürufu temas koşullarının etkisi.
c) Cüruf bileşiminin etkisi.
(2) Çökelme deoksidasyonu:
Çökelme deoksidasyonunun prensibi: Çökelme deoksidasyonu, erimiş çelikte çözünmeyen bir oksit oluşturmak için çözünmüş oksijenle reaksiyona girmek amacıyla erimiş çeliğe demirden daha fazla oksijen afinitesi olan elementlerin eklenmesini ifade eder. Oksit daha sonra kaldırma kuvveti ile erimiş çelikten uzaklaştırılır ve böylece erimiş çeliğin oksijen içeriği azaltılır.
Çökeltme deoksidizörlerinin türleri ve uygulama aralığı: Yaygın olarak kullanılan çökeltme deoksidizörleri temel olarak saf metal deoksidizörleri, nikel bazlı deoksidizörleri, alüminyum bazlı deoksidizörleri, silikon-manganez bazlı ve silikon-kalsiyum bazlı deoksidizörleri içerir. Toplam oksijen içeriğini azaltmak için kalsiyum, baryum ve magnezyum gibi güçlü oksijen giderici elementler içeren kompozit oksijen gidericiler kullanılarak, toplam oksijen içeriği ≤0.003% olan bir çelik sıvı elde edilebilir. Sadece farklı deoksidizatörlerin birlikte kullanılmasıyla yüksek saflıkta çelik elde edilebilir.
2.3.3 Alaşım Kükürt Giderme
Esasen alaşım kükürt giderme, erimiş demirdeki çözünmüş kükürdün yüksek erime noktalı bir bileşiğe (CaS, MgS, CeS gibi) veya bir sülfit okside dönüştürülmesini içerir. Bu sülfürlerin erimiş demirdeki çözünürlüğü demir sülfürünkinden çok daha düşüktür ve kükürdün çelikten uzaklaştırılmasını veya dağılmasını sağlar. Başlıca kükürt giderme yöntemleri rafinasyon maddeleri veya cüruf reaksiyonu kullanmaktır.
(1) Rafineri Maddesi Kükürt Giderme
Rafineri maddesi kükürt giderme işleminin temel prensibi, sülfür oluşturmak için sülfüre yüksek afinitesi olan maddeler kullanmaktır. Bu sülfürler erimiş demirde çözünmez veya çok düşük çözünürlüğe sahiptir ve alaşım sıvısından daha düşük bir yoğunluğa sahiptir. Çeşitli elementlerin sülfüre olan bağıl ilgisi, 1 mol sülfür ile reaksiyona giren her bir elementin standart serbest enerji değişimi ile ölçülebilir. Aynı sıcaklıkta, standart serbest enerjinin değeri ne kadar küçükse, element ve kükürt arasındaki yakınlık o kadar büyüktür. Farklı elementlerin sülfüre olan bağıl yakınlığı La, Ca, Ba, Mg, Mn, Fe sırasına göre azalır.
(2) Cüruf Reaksiyonu Kükürt Giderme
Cüruf reaksiyonu kükürt giderme işlemi yalnızca bir alkali indüksiyon fırınında gerçekleştirilebilir. Kükürt giderme işlemi aşağıdaki üç adıma ayrılabilir:
1. Metal sıvısındaki sülfür iyonları cüruf ara yüzeyine, cüruftaki oksijen iyonları ise cüruf-çelik ara yüzeyine yayılır;
2. Cüruf arayüzünde aşağıdaki reaksiyon meydana gelir: [S] + (O2-) = (S2-) + [O] (2-12)
3. Üretilen kükürt atomları cürufa yayılır ve üretilen oksijen atomları çeliğe yayılır. Ampirik olarak, kükürt giderme reaksiyon hızı cüruftaki kükürt iyonlarının difüzyonu ile belirlenir. Denklem 2-12'de gösterilen denge sabiti K, sıcaklıkla değişen bir sabittir. Cürufun kükürt giderme kapasitesi genellikle aşağıdaki dağılım katsayısı Ls ile ifade edilir
NO2- cürufun alkalinitesini temsil eder ve daha yüksek alkalinite kükürt giderme için daha elverişlidir. Bununla birlikte, alkalinite çok yüksek olduğunda, kükürt giderme oranı, kükürt giderme için elverişli olmayan cürufun artan erime noktası ve viskozitesi nedeniyle sınırlı olabilir. Metal eriyiğindeki oksijen içeriği düşük olduğunda, cüruftaki demir oksit içeriği de düşük olur ve bu da kükürt giderme için elverişlidir. Deneyler, 1600°C'de saf erimiş demirdeki kükürt ve oksijenin denge içeriği arasında bir ilişki olduğunu göstermiştir: [S]/[O] = 4. Sıcaklığın artırılması, sadece Ls'yi artırdığı için değil, aynı zamanda çelik cürufunun akışkanlığını artırabildiği için de kükürt giderme için elverişlidir.
2.3.4 Metalik Olmayan Kalıntıların Giderilmesi
Çok sayıda metalik olmayan malzemenin varlığı çelikte inklüzyonlar çelik matrisinin sürekliliğini yok edebilir, atomlar arası kuvvetleri zayıflatabilir, gerilme yoğunlaşmasını teşvik edebilir ve çatlak oluşumuna yol açabilir. Çeliğin mekanik özelliklerini ciddi şekilde bozarlar, özellikle plastisitesini, darbe tokluğunu, yorulma performansını ve hatta alaşımların soğuk ve sıcak işlenmesi sırasında bazı fiziksel özelliklerini azaltırlar. Bu etki sadece içerikleriyle değil, aynı zamanda şekil ve boyutlarıyla da ilgilidir.
Alaşımlardaki artık hidrojen ve nitrojen, hidritler ve nitritler oluşturmanın yanı sıra beyaz lekeler gibi olaylara da neden olmaya eğilimlidir, hidrojen gevrekleşmesive yaşlanma. Gaz formunda çökeltilen [H] ve [N], yüzeyde gözenekler oluşturabilir. çelik külçeve şerit haddeleme sırasında kolayca deri altı kabarcıklar gibi kusurlara neden olabilir. Atmosferik indüksiyon ocaklarında inklüzyonları gidermek için yüzdürme yöntemleri kullanılır. Metalik olmayan inklüzyonların yoğunluğu erimiş metalinkinden daha düşük olduğunda, inklüzyonlar kaldırma kuvveti altında erimiş metal ve cürufun ara yüzeyine yüzer ve cüruf tarafından emilir.
Kapsüllerin yukarı doğru hızı Stokes yasası kullanılarak hesaplanabilir.
2.4 İndüksiyon Ocağı Ergitme Hammaddeleri
Hammaddeler için gereklilikler: Girdi malzemelerinin kimyasal bileşimi doğru olmalıdır; metal malzemeler temiz, kuru, yağ ve pastan arındırılmış olmalıdır; blok boyutu uygundur; tüm malzemeler kuru bir ortamda saklanmalıdır.
Hammadde türleri: Çelik malzemeler: pik demir, endüstriyel saf demir, hurda çelik, geri dönüş malzemeleri. Alaşım malzemeleri: W, Mo, Nb ve bunların demir alaşımları; Ni Cr, Co ve bunların alaşımları; Si, Mn ve bunların alaşımları; V, B ve bunların alaşımları; Al, Ti ve bunların alaşımları; nadir toprak metalleri ve bunların alaşımları; özel katkı maddeleri. Cüruf yapıcı malzemeler: kireç, florit, kil tuğla parçaları.
İçindekiler hesaplaması:
Şarjın bileşimine ve eritilmiş ürünün hedef bileşimine dayanarak, fırına eklenecek her bir hammadde türünün ağırlığını hesaplayın.
İndüksiyon ocağı esas olarak eritme ve ısıtma süreçlerine odaklandığından, bileşen hesaplama gereksinimleri daha hassastır. Alaşım elementlerinin geri kazanım oranını hesaplamak için doğru hesaplama yöntemleri gereklidir.
2.5 İndüksiyon Ocağı Potaları (Ders 4)
2.5.1 İndüksiyon Ocağı Potalarının Sınıflandırılması ve Kalite Gereklilikleri
(1) Krozelerin sınıflandırılması:
İndüksiyon ocağı potaları malzemelerine göre üç tipte sınıflandırılabilir: alkali, asidik ve nötr. En yaygın kullanılan bağlayıcı borik asittir.
Borik asidin asidik (silika kumu) veya alkali (magnezya) pota üretimindeki rolü şunları içerir:
a. Sinterleme sıcaklığının düşürülmesi.
b. Spinel oluşumunu teşvik etmek.
c. Krozenin hacim değişim oranının azaltılması.
Potalar üretim yöntemlerine göre de sınıflandırılabilir: prekast potalar, yerinde şekillendirilmiş potalar ve refrakter tuğla kaplı potalar.
(2) Krozeler için kalite gereklilikleri
Potaların refrakter malzemeleri için ana gereksinimler şunlardır:
Yüksek refrakterlik ve yüksek sıcaklıkta yapısal mukavemet.
Hızlı ısıtma/soğutmaya karşı iyi direnç.
Cüruf korozyonuna karşı iyi direnç.
Mümkün olduğunca düşük ısı iletkenliği.
İyi yalıtım performansı.
Kirlilik yok, zararsızlık, düşük uçuculuk, hidrasyona karşı güçlü direnç ve düşük maliyet.
2.5.2 Krozelerin Hazırlanması
(1) Parçacık boyutu oranı:
Makul parçacık boyutu oranı, potanın genellikle 20% civarında minimum gözeneklilik oranına sahip olmasını sağlamak için en iyi hacim yoğunluğunu elde edebilir. Kum partikül boyutlarının kaba, orta ve ince aralığı fırının kapasitesine bağlıdır.
Aynı kapasiteye sahip magnezya potaların parçacık boyutu oranı
Bir indüksiyon ocağı potası oluşturmak için iki ana yöntem vardır: dış şekillendirme ve iç şekillendirme. Bağlayıcıların farklılığına göre, iç şekillendirme yöntemi ıslak şekillendirme ve kuru şekillendirme olarak ikiye ayrılabilir.
(3) Pota İmalatı
Dıştan şekillendirilmiş potalar için imalat, potanın indüksiyon bobinine nasıl monte edildiğini ve fırın ağzının nasıl onarıldığını ifade eder. Burada, içten şekillendirilmiş potaların üretim sürecini tanıtıyoruz. Üretim öncesi hazırlık çalışmaları, kum hazırlama ve karıştırma, indüksiyon bobininin temizlenmesi ve incelenmesi, pota kalıbının hazırlanması ve şekillendirme alet ve ekipmanlarının hazırlanmasını içerir.
Her pota yapılmadan önce, indüksiyon bobini sızıntı, su sızıntısı, yalıtım hasarı ve indüksiyon bobini ile dönüşler arasındaki bağlantı elemanlarının güvenilir ve sağlam olup olmadığı açısından kontrol edilir.
Kalıp esas olarak pota içindeki şekli ve hacmi kontrol etmek için kullanılan pota çekirdeğini ifade eder. İndüksiyon ocağı pota çekirdeği ya çelik plakalarla kaynaklanır ya da grafitten yapılır.
Grafit çekirdek Titreşimli kalıplama makinesi
(4) Pota Sinterleme
Amaç: Krozenin kompaktlığını, mukavemetini ve hacim stabilitesini artırmak.
Süreç: Kum malzemesinin temas yüzeyi, tüm kum malzemesini bir bütün halinde birbirine bağlayan sıvı faz bağlanması yoluyla sürekli bir sinterleme ağı oluşturmak için yüksek bir sıcaklığa ısıtılır.
Sinterleme yöntemleri: Yüksek sıcaklıkta sinterleme ve düşük sıcaklıkta sinterleme.
A. Magnezyum potaların yüksek sıcaklıkta sinterlenmesi (dört aşamaya ayrılmıştır)
Aşama 1: 850°C'de sinterleme sıcaklığı, esas olarak kum malzemesinin dehidrasyon reaksiyonu ve karbonatın ayrışması için.
Aşama 2: Sinterleme sıcaklığı 850-1500 ℃ arasında, düşük erime noktalı bileşikler erimeye başlar, sinterleme ağı oluşmaya başlar ve pota hacmi önemli ölçüde küçülür. Isıtma hızı bu aşamada uygun şekilde artırılabilir.
Aşama 3: Sinterleme sıcaklığı 1500-1700 ℃ arasında, magnezyum olivin ve magnezyum-alüminyum spinel erimeye başlar, yeni bileşikler oluşmaya başlar, sinterleme ağı oluşur ve pota hacmi önemli ölçüde artan yoğunluk ve mukavemet ile keskin bir şekilde küçülür. Bu aşamada ısıtma hızı düşürülmelidir.
Aşama 4: 1700-1850 ℃ arasındaki sinterleme sıcaklığı, esas olarak forsteritin sürekli büyümesini teşvik etmek ve pota kesitinin ideal sinterleme tabakası kalınlığını ve sinterleme yapısını elde etmek için.
B. Magnezyum potaların düşük sıcaklıkta sinterlenmesi (üç aşamaya ayrılmıştır)
Aşama 1: 850°C'de sıcaklık, esas olarak dehidrasyon reaksiyonu ve karbonat ayrışması için, yavaş bir ısıtma hızı ile.
Aşama 2: 850℃-1400℃ arasındaki sıcaklıkta, B2O3 içeren düşük erime noktalı bileşiklerin sinterleme ağı hızla oluşur ve pota mukavemeti artar.
Aşama 3: Ön sinterlenmiş potanın sinterleme tabakası kalınlığını artırmaya devam etmek ve ideal sinterleme yapısını elde etmek için 850 ℃ - 1400 ℃ arasındaki sıcaklık.
2.6 İndüksiyon Ocağı Ergitme Süreci
2.6.1 Eritme Süreci
Eritme için kullanılan hurda çelik genellikle belirli miktarda nem ve yağ kirliliği içerir. Özellikle halihazırda oluşmuş bir erimiş havuz söz konusu olduğunda, bu tür fırın malzemesini doğrudan fırına eklemek güvenli değildir, çünkü genellikle sıçramaya neden olur. Aynı zamanda, üründeki ana oksijen kaynaklarından biridir.
Bu nedenle, bazı fabrikalar hurda çelik için ön ısıtma veya kurutma sistemleri kurar, güvenli kullanım sağlamak ve hidrojenin girmesini önlemek için hurda çeliğe bağlı nem ve yağ kontaminasyonunu gidermek için ısıtma yöntemleri kullanır. Ayrıca, önceden ısıtılmış hurda çeliğin eklenmesi eritme süresini kısaltabilir ve enerji tüketimini azaltabilir.
(1) Şarj etme
Hammadde gereksinimleri:
a. Yüklenen malzemenin kimyasal bileşimi doğru olmalıdır;
b. Metal malzeme temiz, kuru, yağsız ve az paslı olmalıdır;
c. Malzeme bloklarının uygun boyutta olması;
d. Kuru depolama.
Şarj gereksinimleri:
Fırın malzemesinin alt katmanı kompakt olmalı ve eritme işlemi sırasında fırın malzemesinin üst katmanının köprülenmesini önlemek için üst katman gevşek olmalıdır;
Büyük malzemeleri şarj etmeden önce, fırının tabanına küçük ve hafif bir malzeme tabakası serilmelidir
Diğerlerine göre daha düşük erime noktasına sahip bazı alaşımlar veya çelik malzemeler önce fırının alt kısmına doldurulmalıdır
Yüksek erime noktasına sahip ve kolay oksitlenmeyen malzemeler, katmanlı malzemelerin üst kısmına, yani yüksek sıcaklık bölgesine yüklenmelidir
Potanın üst kısmındaki düşük sıcaklık bölgesi esas olarak çelik malzemelerle doldurulmalıdır
Köprülenmeyi önlemek için malzemeler gevşek bir şekilde yüklenmelidir.
(2) Erime
Fırın malzemesinin ergitilmesi, sıvı metaldeki gaz içeriğindeki değişim ve alaşım elementlerinin geri kazanımı ile doğrudan ilişkilidir ve aynı zamanda ergitme süresi, pota ömrü ve enerji tüketimi gibi teknik göstergeleri de etkiler. Ergitme dönemi, indüksiyon ocağı ergitme işleminde aşağıdaki ana görevleri içeren önemli bir aşamadır:
Fırın malzemesini hızla eritmek, kükürtten arındırmak, alaşım elementlerinin kaybını azaltmak ve metal eriyiğinin gaz emmesini önlemek için derhal cüruf eklemek.
(3) Arıtma
Rafinasyon dönemi, indüksiyon ocağı ergitme işleminin önemli bir halkasıdır ve rafinasyon yoluyla deoksidasyon, alaşımlama ve çelik sıvısının bileşimini ve sıcaklığını ayarlama gibi görevleri tamamlar.
Cüruftaki alaşım elementlerinin içeriğini azaltmak için cürufun bileşiminin ayarlanması.
Çelik sıvının oksijensizleştirilmesi ve alaşımlandırılması.
(4) Kılavuz Çekme ve Döküm
Eritilmiş çelik veya alaşım kılavuz çekme gereksinimlerini karşıladığında kılavuz çekilebilir. Küçük kapasiteli fırınlar için doğrudan dökülebilir. Daha büyük kapasiteli fırınlar için, önce bir döküm potasına dökülebilir ve ardından dökülebilir. Ürün gereksinimlerine bağlı olarak külçe, döküm veya sarf elektrotlar halinde dökülebilir. Bu kılavuz çekme işlemi Ayrıca, vakumlu veya vakumsuz dökümün kullanılması ve üstten dökme veya alttan dökme yöntemlerinden hangisinin kullanılacağı gibi, ürünün kalitesine ve süreç akışına göre döküm yönteminin seçilmesini gerektirir.
Genel olarak, elektrikli ısıtma alaşımları ve yüksek sıcaklık alaşımları daha fazla arıtmaya ihtiyaç duyar, bu nedenle genellikle tüketilebilir elektrotlara dökülürken, hassas alaşımlar genellikle vakumlu dökümdür. Vakumlu döküm ikincil oksidasyonu ve döküm sırasında çelik sıvısının yeniden emilimini önleyebilir. döküm süreci̇ve hidrojeni ve nitrojenin bir kısmını etkili bir şekilde giderebilir, böylece daha az safsızlık ve daha yüksek saflıkta çelik elde edilebilir.
2.7 İndüksiyon Ocağı Ergitme İşleminde Bileşim Kontrolü (Ders 5)
Kimyasal bileşimin çeliğin kalitesi ve performansı üzerinde önemli bir etkisi vardır. Bazıları için çeli̇k türleri̇Daha yüksek kalite ve performans gereksinimlerini karşılamak için, teknik şartnameleri karşılamanın yanı sıra kimyasal bileşimin daha sıkı bir aralıkta kontrol edilmesi gerekir. Kimyasal bileşim kontrolü her fırın çelik üretim süreci boyunca devam eder ve alaşım elementlerinin kaybı, fizikokimyasal özellikler, cüruf fizikokimyasal durumu, çelik sıvı sıcaklığı, eritme yöntemi vb. ile yakından ilgilidir.
(1) Alaşım elementlerinin geri kazanım oranını etkileyen ana faktörler
Alaşım elementlerinin fizikokimyasal özellikleri.
Eritme süresi. Eritme süresi uzadıkça, C ve Si kaybı artar ve aktif elementler eklendiğinde ve kılavuz çekme süresi uzadıkça alaşım elementlerinin kaybı artar.
Eritme sıcaklığı. Sıcaklık arttıkça çelikteki alaşım elementlerinin serbest enerjisi azalır ve bu da alaşım elementlerinin çözünmesine yardımcı olur. Ancak, çok yüksek bir sıcaklık alaşım elementlerinin kaybını şiddetlendirecektir.
Cüruf sistemi. Cürufun fizikokimyasal durumu, alaşım elementlerinin geri kazanım oranı üzerinde önemli bir etkiye sahiptir. Özellikle cürufun viskozitesi ve alkalinitesi daha büyük bir etkiye sahiptir. Cüruftaki FeO ve SiO2 içeriği ne kadar yüksekse, element kaybı da o kadar fazla olur.
Elementlerin uçucu kaybı. W, Mo ve Mn için oksitlerin neden olduğu uçucu kayıplara dikkat edilmelidir.
Çelik sıvısındaki [O], [N] ve [S] içeriği. Çelikteki [O], [N] ve [S] içeriği ne kadar yüksekse, element kaybı da o kadar fazla olur. Alaşım elementleri eklenmeden önce çelik sıvısı tamamen deoksidize, desülfürize ve denitrifiye edilmelidir.
Zamanlama, blok boyutu ve alaşım elementleri ekleme yöntemi. Aktif elementler ne kadar erken eklenirse kayıp o kadar fazla olur. Alaşım elementlerinin geri kazanım oranı, blok şeklindeki alaşım elementleri eklendiğinde toz halindekilerden daha yüksektir. Fırına ekleme veya potaya ekleme arasında da geri kazanım oranında küçük bir fark vardır.
(2) Alaşım elementlerinin geri kazanım oranını iyileştirme yöntemleri
1. Düşük kayıplı elementler için kontrol yöntemi: Normal ergitme koşulları altında kayıp oranı 5%'den düşük olan alaşım elementleri, Ni, Co, Mo, W, Cu vb. dahil olmak üzere düşük kayıplı elementler olarak adlandırılır. Düşük kayıplı elementler genellikle fırın şarjı ile birlikte eklenebilir ve düşük erime noktası nedeniyle elektrolitik bakır eritme sonunda eklenmelidir. Eritme sırasında Mo ve W kaybı esas olarak oksitlerinin uçucu kaybından kaynaklanmaktadır.
Ayrıca, tungsten içeren alaşımlar yeni bir potada eritilemez, çünkü bu durum potanın tungsten emmesi nedeniyle tungsten kaybına ve uygun olmayan kimyasal bileşime yol açacaktır. Tungsten içeren malzemeler ayrıca, büyük miktarda tungsten içeren malzemenin potanın dibine çöktüğü ve uzun süre eriyemediği "dibe çökme fenomenine" de neden olabilir. W ve Mo kaybını azaltmak için, ergitme sırasında yeterli eritme ve karıştırma sağlanmalıdır.
2. Orta kayıplı elementler için kontrol yöntemi: Orta kayıplı elementler, Cr, V, Si, Mn, Nb, vb. dahil olmak üzere 5% ile 20% arasında kayıp oranına sahip elementleri ifade eder ve bunların eklenmesi fırındaki duruma bağlıdır. Genellikle, Nb rafinasyonun sonunda eklenir ve yeterince karıştırılır. Cr içeren çelik ergitilirken, kromun cürufa oksitlenmesini önlemek için dikkatli olunmalıdır. Krom içeriği yüksek değilse, tamamen deoksidasyondan sonra eklemek en iyisidir. FeS'in termal kırılganlık etkisini ortadan kaldırmak için Mn eklerken, Mn/S>8 kontrol edilmelidir.
3. Yüksek kayıplı elementler için kontrol yöntemi: Ti, Al, Re, Zr, vb. alaşım elementleri normal ergitme koşullarında 20%'den daha yüksek bir kayıp oranına sahiptir ve yüksek kayıplı elementlerdir. Genel olarak, son deoksidasyondan sonra eklenmelidirler. Ekleme yöntemi deoksidasyon sistemine bağlıdır.
Buna ek olarak, alaşım elementlerinin geri kazanım oranını kontrol etmek için alaşım elementlerinin eklenme yöntemi ve zamanlaması kapsamlı bir şekilde düşünülmelidir. Örneğin, yüksek sıcaklık alaşımları eritilirken Ti eklenmesi gerekir. Eğer Ti titanyum sünger şeklinde eklenirse, son deoksidasyondan sonra eklense bile, geri kazanım oranı sadece 70% civarında olacaktır. Bununla birlikte, titanyum Ni-Ti ara alaşımı haline getirilir ve eklenirse, geri kazanım oranı 95%'den daha fazlasına ulaşabilir.
3. Vakum İndüksiyonlu Eritme (VIM)
3.1 Genel Bakış
Vakum indüksiyon ergitme (VIM), metal iletkenlerde ısıtma için girdap akımları oluşturmak üzere elektromanyetik indüksiyon kullanarak malzemeleri vakum koşulları altında ergitme yöntemidir. Yeni vakum indüksiyonlu gaz giderme ve dökme (VIDP) teknolojisi, küçük eritme hacmi, kısa vakum pompalama süresi ve eritme döngüsü, kolay sıcaklık ve basınç kontrolü, uçucu elementlerin kolay geri kazanımı, doğru bileşim kontrolü vb. avantajlara sahiptir. 1988'de ortaya çıkışından bu yana, gelişmiş ülkelerde büyük ölçekli vakum indüksiyon fırınları için önemli bir seçim nesnesi olarak listelenmiştir.
3.1.1 Vakum İndüksiyon Fırını Ekipmanları
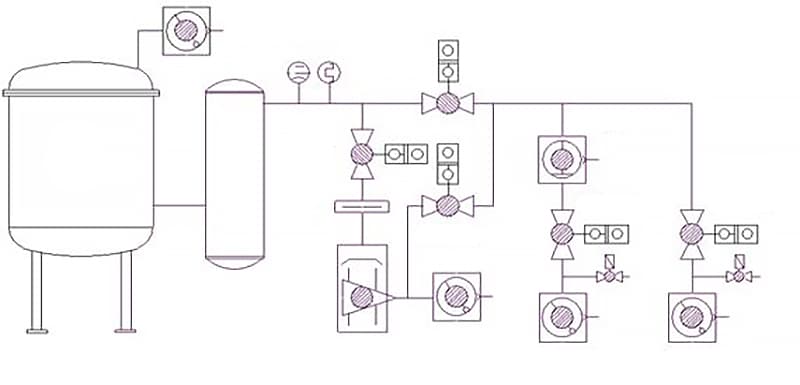
Vakum indüksiyon ocağı, süper alaşım üretmek için kullanılan bir ekipmandır. Çalışma moduna göre, parti tipi fırınlar ve yarı sürekli çalışma fırınları olarak ikiye ayrılabilir. Vakum indüksiyon ocağı, süper alaşımların rafine edilmesi ve ayrıca özel alaşımların dökümü için kullanılabilir. Vakum indüksiyon ocağının destekleyici ekipmanı dört bölüme ayrılabilir: Şekil 3-1 ve 3-2'de gösterildiği gibi güç kaynağı ve elektrik kontrolü, fırın gövdesi, vakum sistemi ve su soğutma sistemi.
Şekil 3-1 Vakum İndüksiyon Ocağı Ergitme Ekipmanı
3.1.2 Vakum İndüksiyon Ocağının Güç Kaynağı
Vakum indüksiyon fırınının güç kaynağı aşağıdaki gereksinimlere sahiptir:
(1) İndüktörün terminal potansiyeli düşük olmalıdır. Vakum indüksiyon ocağı tarafından kullanılan çalışma voltajı, çok yüksek voltajın neden olduğu vakum altında gaz boşalmasını ve yalıtımın zarar görmesini ve kazalara neden olmasını önlemek için orta frekanslı indüksiyon ocağından daha düşüktür, genellikle 750V'un altındadır.
(2) Yüksek dereceli harmoniklerin yük devresine girmesini önleyin. Bir tristör frekans dönüştürme devresi kullanıldığında, yüksek dereceli harmonikler genellikle yük devresine girerek indüktörün fırın kabuğuna giden gerilimi artırmasına ve deşarja neden olur. Bu nedenle, yüksek dereceli harmoniklerin girişini engellemek için güç kaynağının çıkış ucuna orta frekanslı bir izolasyon transformatörü eklemek gerekir.
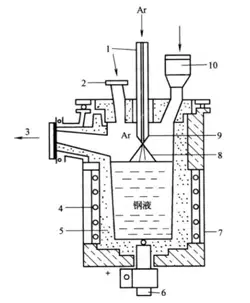
Vakum indüksiyon fırınının geleneksel yapısı, fırın gövdesinin açılma ve kapanma şekline göre tek odacıklı dikey fırın ve iki odacıklı yatay fırın olarak ikiye ayrılabilir. Vakum indüksiyon fırınının fırın gövdesi esas olarak bir fırın kabuğu, indüktör, pota, devirme mekanizması, döküm sistemi, su soğutma sistemi ve güç kaynağı cihazından oluşur. Fırın gövdesinin yapısı iki tip içerir: pota döner döküm tipi ve fırın gövdesi eğimli döküm tipi.
Vakum indüksiyon ocağının fırın gövdesi besleme, karıştırma, sıcaklık ölçme ve numune alma cihazları gibi aksesuarlarla donatılmıştır. Vakum indüksiyon ocağının en büyük özelliği, ergitme ve döküm işlemlerinin ocak kabuğunun içinde gerçekleştirilmesidir. Fırın kabuğu, sabit bir fırın kabuğu ve hareketli bir fırın kabuğu olarak ikiye ayrılır. Fırın kabuğu, iç vakum tarafından oluşturulan güçlü basınca dayanmalı ve yeterli yapısal mukavemete sahip olmalıdır.
Küçük vakumlu indüksiyon fırınlarının fırın kabuğu, manyetik olmayan paslanmaz çelik ile çift katmanlı bir yapıya sahiptir. çelik levha iç katman için ve dış katmana kaynaklanmış sıradan bir çelik plaka ve arada akan soğutma suyu. Büyük vakum indüksiyon fırınları, bazı kısımlarda çift katmanlı bir yapı kullanır ve dışta su boruları ile soğutulan tek katmanlı bir çelik plaka bulunur. Hareketli parça ile fırın kabuğunun sabit parçası arasındaki temas yüzeyi vakumlu kauçuk parçalarla kapatılmalıdır. Vakum sisteminin prensibi Şekil 3-3'te gösterilmiştir.
Şekil 3-3 Vakum Sistemi Prensip Şeması
3.1.4 Vakum İndüksiyon Ocağı Ergitme Özellikleri
(1) Düşük gaz içeriği ve yüksek saflıkta ürün;
(2) Ürün bileşiminin hassas kontrolü;
(3) Hammaddelere güçlü adaptasyon yeteneği;
(4) Vakum koşulları altında külçeler halinde dökülebildiği gibi karmaşık şekilli dökümler de yapılabilir.
Bununla birlikte, vakum indüksiyon ocağında ergitme ile ilgili bazı sorunlar da vardır. Ergitme işlemi sırasında, erimiş metal pota refrakter malzemesiyle uzun süre temas halindedir ve bu da kaçınılmaz olarak metalin refrakter malzeme tarafından kirlenmesine neden olur. İkinci olarak, erimiş metalin katılaşma koşulları ve genel döküm yöntemi farklı değildir, bu nedenle hala gevşeklik ve ayrışma gibi kusurlar vardır.
Tablo 3-1 Farklı Ergitme Yöntemleriyle Üretilen SAE4340 Çeliğindeki Gaz İçeriği
Eritme Yöntemleri
[O]/%
[H]/%
[N]/%
Şarj malzemesi
0.0251
0.00018
0.0029
Elektrik ark ocağı
0.0031
0.00017
0.0039
Vakumsuz indüksiyon ocağı
0.0030
0.00010
0.0053
Vakum indüksiyon ocağı
0.0003
0.00001
0.0005
Tablo 3-2 Farklı Ergitme Yöntemleriyle Üretilen SAE4340 Çeliğindeki Gaz İçeriği
Çelik ve alaşımları
Oksit kalıntıları, %
Vakumsuz indüksiyon ocağı
Vakum indüksiyon ocağı
Cr20 Cr16Ni25W5AlTi2 Cr10Ni65Co10W5Mo5VAl4
0.034~0.044 0.025 0.013~0.044 0.012 0.006~0.010
0.006~0.010 0.006 0.003~0.010 0.0046 0.005~0.010
3.2 Vakumla Eritmenin Teorik Temeli
(1) Vakum Altında Karbon Deoksidasyonu
Vakum altında karbon deoksidasyon yeteneği, vakum derecesinin artmasıyla önemli ölçüde artar. 1600℃'de, vakum derecesi 10-3 atm olduğunda, karbon deoksidasyon yeteneği alüminyumunkini aşmıştır; Sistem vakum derecesi 10-5 atm olduğunda, karbon deoksidasyon yeteneği atmosferik koşullar altındakinin 105 katıdır. Karbon deoksidasyonu esas olarak vakum altında kullanılır.
(2) Çelikte Gaz Çözünmesi ve Etkileyen Faktörler
İki atomlu gaz moleküllerinin erimiş metal içindeki çözünürlüğü atmosferdeki gaz basıncının karekökü ile orantılıdır. Bu nedenle, vakum derecesi ne kadar yüksek olursa, gazın metaldeki çözünürlüğü o kadar düşük olur.
1600℃ ve PH2=100Kpa'da, alaşım elementlerinin erimiş demirdeki azotun çözünürlüğü üzerindeki etkisinin yanı sıra 1600℃ ve PN2=100Kpa'da erimiş demirdeki hidrojenin çözünürlüğü üzerindeki etkisi de dikkate alınmalıdır.
3.3 Vakum İndüksiyon Ocağı Ergitme Süreci
Vakum indüksiyon ocağı eritme işleminin tüm döngüsü, şarj etme, eritme, rafine etme, alaşımlama ve deoksidasyon, dökme vb. dahil olmak üzere birkaç ana aşamaya ayrılabilir.
3.3.1 Şarj Etme
(1) Hammadde Gereksinimleri
Vakum indüksiyon fırınında kullanılan şarj malzemesi genellikle yüzeyi temizlenmiş hammaddelerdir. tozdan arındırılmış ve yağdan arındırılmış, alaşım elementlerinin çoğu saf metal şeklinde eklenmiş. Bitmiş ürünün kalitesini etkilememek ve eritme sırasında sıçramaya neden olmamak için şarj sırasında ıslak şarj malzemeleri kullanılmamalıdır. Şarj sırasında, şarj malzemesinin üst kısmı gevşek olmalı, alt kısmı ise eritme işlemi sırasında üst şarj malzemesinin sıkışması veya kaynaklanmasından kaynaklanan "köprülemeyi" önlemek için sıkı olmalıdır. Büyük boyutlu malzemeleri şarj etmeden önce potanın tabanına küçük ve hafif bir malzeme tabakası serilmelidir. Yüksek erime noktalı, oksitlenmesi zor şarj malzemeleri potanın orta ve alt kısımlarındaki yüksek sıcaklık bölgesine yüklenmelidir. Al, Ti, Mn, B ve nadir toprak elementleri gibi birkaç aktif element ayrı besleyicilere yüklenebilir.
(2) Ücretlendirme Gereklilikleri
I. Şarj malzemesinin alt katmanı kompakt olmalı, üst katman ise eritme işlemi sırasında şarj malzemesinin üst katmanının köprülenmesini önlemek için gevşek olmalıdır; büyük boyutlu malzemeleri şarj etmeden önce potanın tabanına küçük hafif bir malzeme katmanı döşenmelidir.
II. Yüksek erime noktalı, oksitlenmesi zor şarj malzemeleri potanın orta ve alt kısımlarındaki yüksek sıcaklık bölgesine yüklenmelidir.
III. Kolayca oksitlenebilen şarj malzemeleri metal deoksidasyonu için iyi koşullar altında eklenmelidir.
IV. Uçucu elementlerin kaybını azaltmak için, metal eriyiğine alaşım şeklinde alaşım eklenebilir veya belirli bir fırın basıncını korumak için eritme odasına inert gaz verilebilir.
3.3.2 Erime Aşaması
Aralıklı olarak çalışan bir vakum fırını için, şarj malzemesi yüklendikten sonra vakum odası kapatılır ve vakum dışarı pompalanır. Vakum odasındaki basınç 0,67 Pa'ya ulaştığında (5×10-3 mmHg), şarj malzemesini ısıtmak için güç açılabilir. Vakum koşulları altında yüklenen şarj malzemeleri ile sürekli üretim fırınları için, şarj tamamlanır tamamlanmaz eritme aşamasına girmek için güç sağlanabilir. Ergitme sırasında şarj malzemesinin gaz giderme etkisi göz önüne alındığında, ilk ergitme aşamasında maksimum güç girişi gerekli değildir. Bunun yerine, sıçramaya neden olan aşırı gaz gidermeyi önlemek için güç, şarj malzemesinin gaz giderme durumuna göre kademeli olarak artırılmalıdır. Şiddetli kaynama veya sıçrama meydana geldiğinde, giriş gücü azaltılabilir veya fırın basıncı kontrol etmek için hafifçe artırılabilir. Berrak bir erimiş havuzun işareti, erimiş havuzun yüzeyinin sakin olması ve kabarcıkların çıkmamasıdır. Daha sonra arıtma aşamasına geçilebilir.
3.3.3 Arıtma Aşaması
Arıtma aşamasının ana görevleri sıvı metalin saflığını artırmak ve alaşımlama yapmaktır. Aynı zamanda, eriyiğin ve alaşımın sıcaklığının da ayarlanması gerekir. Arıtma aşamasının amacı gaz içeriğini azaltmak, zararlı safsızlıkları gidermek ve çelik bileşimini nitelikli hale getirmektir. Arıtma aşamasının sıcaklığı, eritilen metalin erime noktasının 100 ℃ üzerinde kontrol edilmelidir. Büyük vakumlu indüksiyon fırınları için vakum derecesi genellikle 15-150Pa arasındadır; küçük fırınlar için 0.1-1Pa arasındadır. Rafinasyon süresi 200 kg'lık bir fırın için 15-25 dakika ve yaklaşık bir ton için 60-100 dakikadır.
3.3.4 Alaşımlama
Alaşımlama, alaşım elementleri eklenerek iyi deoksidasyon ve gaz giderme koşulları altında yapılan bileşimin ayarlanması anlamına gelir. Eklenen elementlerin türü ve miktarı, alaşım özelliklerinin gerekliliklerine göre belirlenir ve ekleme sırası ve koşulları, alaşım elementlerinin oksijenle olan yakınlığı ve uçuculuğuna göre belirlenir. Her bir element eklendikten sonra, erimeyi hızlandırmak ve eşit dağılım sağlamak için güç artırılmalı ve belirli bir süre karıştırılmalıdır.
3.3.5 Çelik Döküm ve Dökme
Alaşımlama aşamasından sonra, potadaki metal sıvı hedef bileşime ve sıcaklığa ulaştığında ve düzlük Vakum odasının teknik gereklilikleri karşılaması durumunda çelik dökülebilir. İzolasyon kapağına dökülürken, vakum hemen kırılır ve külçe gövdesine giren büzülme gözenekliliğini önlemek için ısıtma maddesi ve izolasyon maddesi eklenir. Karmaşık bileşimlere sahip yüksek sıcaklık alaşımları için, vakum kırılmadan önce dökümden sonra 15-20 dakika vakumda bırakılmalıdır. Büyük sürekli vakum indüksiyon ocakları için ingotlar vakum altında soğumaya bırakılabilir.
3.4 Elementlerin oynaklığı ve kompozisyon kontrolü
Tüm metaller (bazı metal olmayanlar da dahil), metalin fiziksel özelliklerine, gaz halindeki formuna (tek atomlu, iki atomlu veya çok atomlu molekül) ve sıcaklığa bağlı olan bir denge buhar basıncı Poi'ye sahiptir. i maddesinin buhar basıncı Po ile sıcaklık arasındaki ilişki aşağıdaki gibidir: (P0 standart basınçtır ve herhangi bir değişiklik gerektirmez)
lg(Poi/133,3)=AT-1+BlgT+TC×10-3+D (3-1)
Burada Poi birimi Pa'dır. A, B, C, D parametreleri ve çelik metalürjisi ile ilgili elementlerin diğer ilgili fiziksel özellikleri Tablo 3-5'te listelenmiştir. Bir elementin buhar basıncı ne kadar yüksekse, vakum ergitme sırasında uçma olasılığı o kadar yüksektir. Tablo 3-5'teki verilere göre, 1873K'de her bir element için Poi'nin azalan sırası aşağıdaki gibi hesaplanabilir: Zn, Mg, Ca, Sb, Bi, Pb, Mn, Al, Sn, Cu, Cr, Fe, Co, Ni, Y, Ce, Sl, La, Ti, V, B, Zr, Mo, Nb, W, Ta.
Bir alaşım veya ham metaldeki i bileşeninin buhar basıncı Pi, saf i maddesinin buhar basıncı Poi'ye eşit değildir çünkü alaşımdaki i konsantrasyonu saf maddedekinden mutlaka daha düşüktür. Buna ek olarak, i molekülleri ile alaşımdaki diğer bileşen elementler arasındaki etkileşim, i molekülleri arasındaki etkileşime eşit değildir. Pi değerini hesaplamak için formül şöyledir:
Pi= ai .Poi,= r i .N i .Poi (3-2)
Formülde:
ai: alaşımdaki i bileşeninin aktivitesi
ri: i'nin etkinlik katsayısı
Ni: i'nin molar fraksiyonel konsantrasyonu
Demir alaşımlarında, alaşım elementleri üç kategoriye ayrılabilir: uçucu olmayan, kolayca uçucu olan ve uçuculaşma ile giderilebilen safsızlık elementleri. Uçucu olmayan elementler arasında Ti, V, B, Zr, Mc (Hf), Nb, Ta ve W bulunur. Kolay uçucu elementler arasında Mn, Al, Cr, Fe, Co, Ni, Cu, Ca ve Mg bulunur. Vakum eritme koşulları altında, bu elementler değişen derecelerde buharlaşacaktır. Çelik ve alaşımlar, çelik ve alaşımların performansı üzerinde önemli bir etkiye sahip olan bazı eser metal elementler içerir. Bunların geleneksel kimyasal yöntemlerle giderilmesi zordur. Bu elementler yüksek buhar basıncına sahipse, vakumlu eritme sırasında buharlaşma yoluyla uzaklaştırılabilirler. Bu metal elementler Sn, Pb, Bi, Sb ve Zn'yi içerir.
Magnezyum, zirkonyum, bor gibi eser elementler mikro alaşımlama için kullanılır; Pb, Bi, As, Sb ve Sn gibi eser safsızlıklar çelik ve alaşımlar için zararlıdır. Saf magnezyum erime sıcaklıklarında yüksek buhar basıncına, düşük yoğunluğa ve oksijene karşı güçlü bir afiniteye sahiptir, bu da magnezyum alaşımını zorlaştırır.
Vakumlu ergitme sırasında magnezyum, ergitmenin ilerleyen aşamalarında ikili veya üçlü alaşımlar şeklinde eklenir. Magnezyumun geri kazanım oranını artırmak için, magnezyum eklerken aşağıdaki noktalara dikkat edilmelidir:
(1) Magnezyum eklenmeden önce erimiş çeliğin sıcaklığı, kılavuz çekme sıcaklığından yaklaşık 20°C daha düşük olmalıdır.
(2) Magnezyum eklendikten sonra bekletme süresi kontrol edilmeli, genellikle dokunmadan önce 1-5 dakika içinde eklenmelidir.
(3) Magnezyumun yüksek geri kazanım oranını sağlamak için magnezyum eklenmeden önce fırına argon gazı verilmelidir.
Çelik ve alaşımlarda eser miktarda bulunan zararlı elementler genellikle hurdaların tekrar tekrar kullanılması sonucu biriken veya bazı demir cevherlerinde bulunan düşük erime noktalı safsızlıklardır. Vakum rafinasyonu, genellikle yüksek buhar basıncına sahip oldukları için bu zararlı safsızlık unsurlarını gidermek için en etkili yöntemdir. Farklı buhar basınçları ve diğer bileşen elementlerin değişen etkisi nedeniyle, bu elementlerin buharlaşma oranları büyük ölçüde farklılık gösterir.
3.5 Vakum Altında Metal Eriyikleri ve Refrakter Malzemeler Arasındaki Etkileşim
İndüksiyon ocağı teknolojisinin sürekli gelişmesiyle birlikte, çekirdeksiz indüksiyon ocaklarının kapasitesi artmakta olup, üretime alınan vakum ve geleneksel indüksiyon ocakları sırasıyla 60t ve 40t'a ulaşmıştır. 1960'larda Amerika Birleşik Devletleri art arda 15t, 30t ve hatta 60t kapasiteli VIM (Vakum İndüksiyon Ergitme Fırını) fırınları üretmiştir. Elektrikli fırın kapasitesindeki artış, özel fiziksel özelliklere sahip yüksek saflıkta refrakter malzemelere olan talebi de artırmaktadır.
Vakum ergitme işleminde kullanılan refrakter malzemelerin çalışma koşulları genellikle geleneksel ergitme işleminde kullanılanlardan daha katıdır. Bunun nedeni, birçok refrakter malzemenin bileşimlerine göre ayrışması ve vakum koşulları altında erimiş metalle reaksiyona girmesidir. Bu bir yandan erimiş metali kirletirken, diğer yandan refrakter malzemenin korozyonunu artırır. Bu durum özellikle yüksek miktarda silika ve demir oksit içeren refrakter malzemelerde belirgindir.
Vakum ergitme işleminde kullanılan refrakter malzemelerde meydana gelen büzülme çatlakları, özellikle yüksek kapasiteli (>2,5 ton) çekirdeksiz indüksiyon ocaklarında, geleneksel ergitme işlemindekilerden daha şiddetlidir. Bu nedenle, büyük ölçekli indüksiyon ocakları için refrakter malzemeler aşağıdaki özelliklere sahip olmalıdır:
(1) Geri dönüşü olmayan genleşme, büzülme çatlakları oluşmayacaktır;
(2) Yüksek saflık;
(3) Vakum ortamında iyi stabilite;
(4) Erimiş metal ve cüruf erozyonuna dayanabilir.
Bu özelliklere sahip refrakter malzemeler arasında yüksek saflıkta magnezya-alümina-spinel ve alümina bulunmaktadır. Son yıllarda, bu refrakter malzemelerin harmanlanmasının yanı sıra ilgili onarım malzemeleri ve bağlayıcılar da önemli ölçüde gelişmiştir.
Magnezya ve alümina reaksiyona girerek düşük yoğunluklu yüksek saflıkta magnezya-alümina-spinel oluşturur. Magnezya-alümina-spinelden yapılan astar 1647°C sıcaklıkta kullanılabilir ve oda sıcaklığına soğutulduktan veya soğuk malzemelerle doldurulduktan sonra düzinelerce döngüden sonra çatlama olmadan 1647°C'de ısıtılabilir ve kullanılabilir. İlgili raporlara göre, nominal kapasitesi 6 ton olan bir indüksiyon fırınının astarı 95% alüminanın sıkıştırılmasıyla yapılmıştır. 300 ve 400 serisi paslanmaz çelik üretilirken, fırın astarı herhangi bir işlem görmeden 150 fırın boyunca sürekli olarak kullanılabilir.
3.6 İndüksiyon Ocağı İzabesinde Yeni Teknolojilerin Uygulanması
İndüksiyon ocağının icadından bu yana geçen yaklaşık 80 yılda, hem ekipman hem de süreçlerde önemli ilerlemeler kaydedilmiştir. Sonuç olarak, üretim hacmi, verimlilik, ürün kalitesi ve ürün yelpazesi açısından indüksiyon ocağı ergitme işlemini iyileştirmek için önlemler alınmıştır. Bu önlemler arasında alaşımların magnezyumla işlenmesi, düşük oksijen potansiyelli fosfor giderme, argon üfleme, toz enjeksiyonu, hidrojen-oksijen karışımlı gaz dekarbürizasyonve sıvı çeliğin hidrojenle arıtılması.
3.6.1 Alaşımların Magnezyumla İşlenmesi
Yüksek sıcaklıktaki nikel veya demir bazlı alaşımların yanı sıra alüminyum ve titanyum gibi bazıları diğerlerinden daha reaktif olan yüksek seviyelerde alaşım elementleri içeren hassas alaşımlar, termal plastiklik gibi tatmin edici özellikleri garanti edemez, kaynaklanabilirlik, yüksek sıcaklık dayanımı ve vakum koşullarında ergitildiğinde bile sürünme direnci. Bu nedenle, arıtma işleminin sonunda belirli bir miktar magnezyum eklenir. Metaldeki kalıntı magnezyum bu özellikleri önemli ölçüde geliştirebilir.
Magnezyumun spesifik fizikokimyasal özellikleri, magnezyum ekleme işlemi sırasında ekleme yöntemini ve geri kazanım oranını kontrol etmenin zor olduğunu belirler. Bu sorunu çözmek için, magnezyumun buhar basıncını düşürmek ve erime noktasını ve kaynama noktasını artırmak için Ni-Mg ve Ni-Mg-Me gibi magnezyum alaşımları kullanılır. Magnezyum arıtımı için operasyon süreci aşağıdaki gibidir:
(1) Rafinasyon süresi bittikten sonra, B ve Ce eklenmesi gerekiyorsa, eriyiğin sıcaklığını B ve Ce ekledikten sonra dokunma sıcaklığından 20°C daha düşük olacak şekilde ayarlayın;
(2) Vakum odasını 13-27kPa basınca kadar yüksek saflıkta argon gazı ile doldurun;
(3) Metal eriyiğine magnezyum içeren blok şeklinde bir ara alaşım şeklinde magnezyum ekleyin;
(4) Magnezyum ekledikten hemen sonra kuvvetlice karıştırın ve magnezyum kaybını azaltmak için çok uzun süre karıştırmaktan kaçının. Magnezyum eklendikten sonra 1-5 dakika içinde çeliğe vurulmalıdır.
3.6.2 Düşük Oksijen Potansiyeli Fosfor Giderme
Alaşımlı çeliği eritirken, özellikle fırın şarjı olarak geri dönüş malzemeleri kullanıldığında, alaşım elementlerinin kaybını azaltmak için eritme ve arıtma işlemi sırasında fırın gazının ve cürufun oksijen potansiyelini kontrol etmek gerekir. Bu nedenle, ergitme işlemi sırasında fosfor gidermek için oksitleyici yöntemler kullanılamaz. Düşük fosforlu çelik gerektiğinde, yalnızca spesifikasyon gerekliliklerinden daha düşük fosfor içeriğine sahip hammaddeler kullanılabilir, bu da üretim maliyetlerini artırır. Yüksek alaşımlı çelik dönüş malzemelerinin ergitilmesi sırasında fosfor giderme sorununu çözmek için, son yıllarda düşük oksijen potansiyelli fosfor giderme teorisi ve uygulaması önerilmiş ve indüksiyon ocağı ergitme işleminde de uygulanmıştır.
Çelikteki kalsiyum ve fosfor, çelik sıvısının yeterli deoksidasyon ve kükürt giderme koşulları altında aşağıdaki gibi reaksiyona girebilir:
3Ca+2[P] = Ca3P2 (3-3)
Oluşan ürün kalsiyum fosfittir. Reaksiyona katılan kalsiyum metalik kalsiyum, kalsiyum alaşımları (silikon-kalsiyum alaşımları gibi) veya kalsiyum bileşikleri (CaC2 gibi) olabilir. Düşük erime noktası (839℃), yüksek buhar basıncı (1600℃'de P = 1,775×105 Pa) ve metalik kalsiyumun çelik sıvısındaki düşük çözünürlüğü nedeniyle, çelik sıvısına eklendikten sonra hızla buhar formuna dönüşür ve kabarcıklar şeklinde yukarı ve dışarı yüzer. Yüzdürme işlemi sırasında, kalsiyum buharı Ca3P2 oluşturmak için çelikteki fosforla reaksiyona girebilir, ancak kalsiyumun kullanım oranı çok düşüktür. Bunun yerine yaygın olarak kalsiyum alaşımları veya bileşikleri kullanılır.
Ca3P2 Reaksiyon sonucu oluşan çelik sıvısı içinde çözünmeyen bir bileşiktir, erime noktası 1320°C ve yoğunluğu 3,3 g/cm³'tür. Sıvı formda yüzer ve çelik üretim sıcaklığında cürufa girer. Bununla birlikte, kalsiyum fosfit çelik üretimi koşulları altında stabil değildir ve güçlü bir indirgeyici maddedir. Fırın atmosferinin oksijen potansiyeli yüksek olduğunda ve cürufta kolayca indirgenebilen oksitler bulunduğunda, aşağıdaki reaksiyon meydana gelecektir:
(Ca3P2) + 4O2 = 3 (CaO)+ (P2O5) ; (3-4)
y (Ca3P2) + 8 (MexOy) = 3y (CaO) + y (P2O5) + 8x [Me] (3-5)
Fırın gazında su buharı olduğunda:
(Ca3P2)十3H2O= 3 (CaO) + 2PH3 ↑; (3-6)
PH3, su buharı olduğunda fırın gazı ile fosforu uzaklaştıracak bir gazdır, ancak bu gaz zehirlidir ve çalışma sırasında bu reaksiyonun gerçekleşmesini önlemek için önlemler alınmalıdır. Ca içeren fırın cürufu işlenirken güvenliği sağlamak için özel önlemler alınmalıdır.3P2. Cüruf yüksek alkaliniteye sahip olduğunda, CaO.P2O5 daha yüksek stabilite ile üretilecektir.
3 (CaO) + (P2 O5)= (3 CaO.P2 O5) (3-7)
Bununla birlikte, hem silikon kalsiyum hem de CaC2 düşük oksijen potansiyelli fosfor giderme için kullanılan güçlü indirgeyici özelliklere sahiptir. Bu nedenle, fazla miktarda silikon kalsiyum veya CaC2 cürufta, kalsiyum fosfat ayrışacak ve P2O5 azalacak, fosforun çeliğe geri dönmesine neden olacak ve düşük oksijen potansiyeli altında fosfor giderme verimliliğini azaltacaktır.
Gerçek operasyonda, çeliğin düşük oksijen potansiyelini korumak ve fosfor içeren cürufu zamanında çıkarmak, kalsiyum defosforizasyonunun verimliliğini artırmanın anahtarıdır. Kalsiyum eklerken, sıçramaya neden olabilecek kalsiyumun şiddetli gazlaşmasını önlemek için önlemler alınmalıdır. Ne zaman CaC2 fosfor giderici ajan olarak kullanıldığında, CaC'nin oksitlenmesini önlemek için potanın üzerinin kapatılması ve indirgen veya inert bir gazla doldurulması gerekir.2 cürufta. Cr eritme işleminde12MoV kalıp çeliği, kullanılan toz miktarı 10-15 kg/t ve fosfor giderme oranı yaklaşık 0.005%'dir. Toz püskürtme bittikten sonra, cürufu hemen çıkarın ve yeni cüruf yapın.
3.6.3 Argon Üfleme
Pota içinde argon üfleme, normal çelik ve düşük alaşımlı çeliğin eritilmesinde halihazırda olgunlaşmış bir teknolojidir. Erimiş çeliği karıştırmak, karbon-oksijen reaksiyonunu teşvik etmek, kabarcığın yüzeyindeki inklüzyonların çarpışmasını, büyümesini ve yükselmesini sağlamak için argon kabarcıklarının yükselmesine dayanır ve ayrıca belirli koşullar altında gazı giderebilir.
Argon saflığı yüksek ve çok kuru olduğunda, argon üfleme bazı gazları, özellikle hidrojeni giderebilir. Argon üfleme süresi yaklaşık 20 dakika olduğunda, dehidrojenasyon oranı yaklaşık 50%'ye ulaşabilir. Kurşun ve arsenik gibi çelik üretim sıcaklığında yüksek buhar basıncına sahip zararlı eser elementler de argon üfleme yoluyla farklı derecelerde giderilebilir. Raporlara göre, 20 dakika boyunca argon üflemek çelikteki kurşunun 70-80%'sini giderebilir, ancak arseniğin giderilme oranı sadece 10%'dir.
3.6.4 Toz Enjeksiyonu
Toz enjeksiyon metalurjisi, erimiş çeliği rafine etmek için son zamanlarda geliştirilen yeni bir teknolojidir. Pota toz enjeksiyonu geleneksel çelik üretiminde yaygın olarak kullanılmaktadır ve fosfor giderme, kükürt giderme, deoksidasyon, inklüzyonların morfolojisini kontrol etme, alaşımlama veya karbon ekleme gibi metalurjik görevleri tamamlamak için farklı toz ajanları kullanılabilir. Toz enjeksiyon teknolojisi esasen erimiş çeliğe katı malzemeler ekleyen bir teknolojidir.
Toz taşıyıcı gaz ile taşındığından, toz ile aynı anda giren taşıyıcı gaz eriyiğin çalkalanmasına neden olacak ve böylece metalürjik reaksiyonların kinetik koşullarını iyileştirecektir. Bu nedenle, toz enjeksiyonu geleneksel katı madde ekleme teknolojisinden daha etkilidir. Elbette bu ekleme tekniği indüksiyon ocağında ergitme için de kullanılabilir.
İndüksiyon ocağı eritme işleminde, fosfor giderici madde (kalsiyum alaşımı veya kalsiyum bileşiği) veya kükürt giderici madde üflenebilir. Yaygın olarak kullanılan kükürt giderici madde esas olarak kireç bazlı tozdur (w(CaO) 60-80%, w(CaF2) 20-40%). Bu kükürt giderici maddenin elde edilmesi kolaydır, ucuzdur ve erimiş çeliğin bileşim kontrolü üzerinde hiçbir etkisi yoktur ve kükürt giderme oranı yaklaşık 30-50%'dir.
Yaygın olarak kullanılan bir diğer kükürt giderici madde ise Ca-Si-CaF2 (burada w(CaF2) 20-30%) ise, bu kükürt giderme maddesindeki silikonun çoğu erimiş çelik tarafından emilecek, bu da silikon içeriğini artırabilecek ve kükürt giderme oranı 40-80%'ye ulaşabilecektir. Karbon ilavesi gerektirmeyen çelikler için, kireç bazlı kükürt giderici maddelere belirli bir oranda CaC2 eklenerek de iyi bir kükürt giderme etkisi elde edilebilir.
Şişelenmiş argon gazı genellikle toz enjeksiyonu için taşıyıcı gaz olarak kullanılır. Azot, azot içeriği gerektirmeyen çelik kaliteleri için de kullanılabilir ve bu da maliyetleri düşürebilir. Çalışma basıncı genellikle 0,2-0,3 MPa'dır. Tozun düzgün bir şekilde verilmesini sağlama öncülüğünde, çalışma basıncı mümkün olduğunca en aza indirilmelidir. Enjeksiyon tabancası olarak harici refrakter malzemeli bir çelik boru kullanılır ve eriyik havuzu derinliği eksi penetrasyon derinliğine eşit bir derinliğe kadar sokulur.
3.6.5 Argon-oksijen Dekarbürizasyonu
Amerika Birleşik Devletleri'ndeki United Carbide Corporation, bir indüksiyon fırınında Fe-Cr-C-O dörtlü sisteminin denge ilişkisini incelemiş ve demirde çözünmüş karbon ve krom içeriği ile gaz fazındaki karbon monoksitin (PCO) kısmi basıncı arasında sıcaklıkla ilgili bir ilişki olduğunu bulmuştur. Belirli krom içeriği altında, denge karbon içeriği sıcaklığın artması veya gaz fazındaki PCO'nun azalması ile azalır. Bu nedenle, erimiş çelikle temas halindeki PCO azaltılabildiği sürece, erimiş çelikteki karbon çok yüksek olmayan bir sıcaklıkta düşük bir seviyeye indirilebilir ve krom çok fazla oksidasyon kaybına uğramaz.
Buna dayanarak, PCO kısmi basıncını argon ile seyreltmek için AOD yöntemi, yani argon-oksijen karışık gaz üflemeli dekarbürizasyon önerilmiştir. Bu yöntem, yüksek sıcaklık, büyük krom kaybı, yüksek sıcaklık ve düşük sıcaklık dezavantajlarının üstesinden gelir. karbon içeriği grafit elektrotlar, düşük fırın astar ömrü ve ark fırınlarında oksijen üfleme ile krom paslanmaz çelik eritirken düşük karbonlu krom demir veya metalik kromun büyük tüketimi ve hızla geliştirildi ve yaygın olarak kullanıldı.
AOD yöntemi indüksiyon ocağında geliştirildiğinden, argon-oksijen karbonsuzlaştırma yöntemi indüksiyon ocağında ergitme için de uygulanabilir olmalıdır. Bir indüksiyon ocağında krom veya nikel-krom paslanmaz çelik eritilirken, çelikten karbonu uzaklaştırmak için argon-oksijen karışımı gaz üflenebilir.
4. Elektrikli Cüruf Eritme
4.1 Elektrikli Cüruf Eritme Ekipmanları ve Temel Prensipleri
Elektrikli cüruf yeniden eritme (ESR), yüksek kaliteli çelik ve alaşımların üretiminde yaygın olarak kullanılan bir ikincil arıtma yöntemidir. Bu proses, sarf elektrodunu su soğutmalı bir kristalleştiricide yeniden eritmek için cürufun elektrik direncinden üretilen ısıyı kullanır. Vakumlu sarf elektrot ark ergitme ile karşılaştırıldığında, ESR bir vakum sistemi gerektirmez ve genellikle bir AC güç kaynağı kullanır, bu da onu kompakt ve yüksek kaliteli külçelerle daha basit ve daha kolay çalıştırılabilir bir işlem haline getirir.
4.1.1 Elektrikli Cüruf Eritme Ekipmanları
Vakumlu sarf elektrotlu ark ergitme ile karşılaştırıldığında, elektrikli cüruf ergitme ekipmanı nispeten basittir ve bir güç transformatörü ve kısa devre cihazı, bir sarf elektrot kaldırma sistemi, bir alt su tankına sahip bir kristalleştirici, bir ölçüm ve kontrol sistemi ve bir besleme ve toz giderme sistemi dahil olmak üzere çeşitli bileşenlerden oluşur. Burada sadece güç transformatörünü, kristalizatörü, alt su tankını ve çeşitli elektrikli cüruf fırınlarını tanıtacağız.
(1) Güç Transformatörü
Elektrikli cüruf eritme prosesinin benzersiz özelliği, yüksek akım ve düşük voltajlı AC veya DC güç kaynaklarını kullanmasıdır. Bu nedenle, yüksek voltaj girişini elektrikli cüruf fırınının kapasitesine uyan düşük voltaj (40-100V) çıkışına dönüştürmek için uygun bir transformatör seçmek gerekir.
(2) Kristalleştirici
Kristalizatör, elektrikli cüruf fırınının en önemli bileşenidir. ESR işlemi sırasında, sarf elektrodu kristalizatörün içinde erir ve sıvı metal zorla soğutulur ve metal külçe veya döküm oluşturmak için kristalize edilir. Kristalizatör hem fırının eritme odası hem de metal katılaştırma kalıbıdır. Karmaşık bir şekli ve yapısı vardır ve üç ana tipi vardır: külçe tipi kristalleştirici, kayar tip kristalleştirici ve kombine tip kristalleştirici (Şekil 4-4'te gösterildiği gibi).
4-5 Kayar Tip Kristalizatör; 5-Kristalizatör; 6-Alt Su Kutusu
6-7 Ayrılabilir Tip; 8-Mobil Tip
Şekil 4-3 Tek Fazlı Sabit Elektrik Ark Ocağı
Şekil 4-4 Tek fazlı Bipolar Seri Elektrik Ark Ocağı
Şekil 4-5 Üç fazlı Elektrik Ark Ocağı
4.1.2 Elektrik Ark Ergitme İşleminin Temel Prensipleri
(1) Yeniden eritmenin temel prensibi
Elektrik ark ergitme işlemi sırasında akım sarf elektrodu, cüruf, metal eriyik havuzu, katılaşmış metal külçe ve alt su kutusundan geçer ve son olarak kısa devre, transformatör vb. üzerinden akarak bir döngü oluşturur (bkz. Şekil 4-6). İki kutuplu bir seri elektrik ark ocağı için, akım sarf elektrotlarından birinden cürufa doğru akar (akımın küçük bir kısmı da metal eriyik havuzundan geçer ve ardından cürufa geri döner), ardından diğer sarf elektrotundan geçer ve son olarak bir döngü oluşturmak için transformatöre geri döner.
Elektrik arkıyla yeniden eritme işlemi, bir cüruf havuzunun oluşumunu, sarf elektrodunun eritilmesini, yeniden eritilen metalin katılaştırılmasını ve yeniden eritilen külçenin onarılmasını ve büzülmesini içerir ve bunların tümü sürekli bir çalışma prosedüründe gerçekleştirilir.
Akım cüruftan geçtiğinde, cürufun yüksek direnci nedeniyle, cüruf havuzunda güçlü Joule ısınması oluşur. Birim zamanda cüruf havuzunda çökelen Q ısısı aşağıdaki gibi ifade edilir:
Q = I2R (4-1)
Burada: Q - Birim zamanda üretilen Joule ısısı, J/s;
I - elektriksel olarak iletken cürufun akım yoğunluğu, A;
R - erime sıcaklığında cüruf havuzunun direnci, Ω.
Sarf elektrodu cüruf tabakasına yerleştirilirken, sarf elektrodunun yerleştirme kısmı cürufun yüksek sıcaklığı tarafından ısıtılır ve kendi erime noktasını aşar. Sonuç olarak, elektrot ucunun yüzey tabakası erimeye başlar ve elektrot ucunun üst kısmına yapışan ince bir sıvı metal tabakası oluşturur. Aynı zamanda, yerçekimi g, elektromanyetik kuvvet R ve cüruf havuzu hareketinin ovma kuvveti F etkisi altında, elektrot ucunun yüzeyi boyunca aşağı doğru akar ve erimiş damlacıklar oluşturmak için elektrotun orta kısmında yoğunlaşır. Yerçekimi erimiş damlacıkların aşağıya doğru düşmesine neden olurken, cüruf ve erimiş damlacıklar arasındaki ara yüzey gerilimi δ erimiş damlacıkların düşmesini engeller (bkz. Şekil 4-7).
Sarf elektrodunun eritilmesi ve yeniden eritme işlemi sırasında metal damlacıklarının geçişi aşağıdaki üç aşamaya ayrılabilir:
1) Sarf malzemesi elektrodunun ucunda sıvı metal film oluşur;
2) Erimiş damlacıklar halinde toplanmış ve cüruf tabakası yoluyla metal eriyik havuzuna geçmiştir;
3) Metal eriyik havuzunun yüzeyine girmiştir.
Şekil 4-6 Elektrik Ark Ergitme Temel Prensip Şeması
Şekil 4-7 Erimiş metal damlacıkları üzerindeki kuvvetin şematik diyagramı
7 - alt su kutusu; 8 - transformatör; 9 - kısa devre; 10 - tutucu; 11 - sarf elektrodu
4.2 Elektrik Arkıyla Yeniden Ergitmenin Avantajları
Genel ergitme yöntemleri ile karşılaştırıldığında, elektrik ark ergitme prosesi, cüruf havuzunun oluşumu, sarf elektrodunun ergitilmesi, ergitilmiş metalin katılaştırılması ve ergitilmiş külçenin onarımı ve büzülmesi dahil olmak üzere ergitme prosesinin tamamının sürekli bir çalışma prosedürü içinde gerçekleştirilmesi bakımından farklılık gösterir. Bu nedenle bir dizi avantaja sahiptir.
(1) Yeniden eritilen metal, cüruf tarafından etkili bir şekilde rafine edilebilir.
(2) Metal külçenin kristalleşme koşullarını iyileştirmek ve metalin verimini artırmak.
(3) Ekipman basittir, üretim maliyeti düşüktür ve operasyonda ustalaşmak kolaydır.
(4) Birçok ürün çeşidi ve geniş uygulama aralığı vardır.
(5) Elektrik ark ergitme işleminin de büyük bir avantajı vardır; yuvarlak, kare, dikdörtgen gibi farklı kesitlere sahip metal külçeler ve genişlik/uzunluk oranlarına sahip metal külçeler üretebilir. Ayrıca içi boş boru boşlukları, haddehane kütükleri, yüksek basınçlı kaplar, büyük yüksek basınç valfleri ve krank milleri gibi farklı şekillerde içi boş borular ve dökümler de üretebilir.
Bununla birlikte, elektrik arkıyla yeniden ergitmenin düşük verimlilik, yüksek elektrik tüketimi, zayıf gaz giderme etkisi, yüksek Ti ve Al elementlerine sahip çelikleri yeniden ergitirken kimyasal bileşimi doğru bir şekilde kontrol etmenin zorluğu ve genel ergitme yöntemlerine kıyasla daha yüksek üretim maliyetleri gibi bazı dezavantajları vardır.
4.3 Elektrik Ark Yeniden Ergitme için Hammadde, Cüruf Sistemi ve Proses Parametrelerinin Seçimi
4.3.1 Elektrik Ark Ergitme için Hammaddeler
(1) Sarf Malzemesi Elektrot
Elektrik ark ergitme işleminde kullanılan sarf elektrodu genellikle bir ark ocağı veya indüksiyon ocağı tarafından ergitilen ve haddeleme veya dövme işleminden sonra metal çubuk haline getirilen bir metal külçedir. Enine kesiti dairesel, kare veya dikdörtgen olabilir ve çeşitliliği yeniden eritme işleminden sonra bitmiş ürünle aynı olmalıdır. Yeniden eritme işlemi sırasında kolayca oksitlenebilen elementlerin oksitlenmesini ve yanmasını önlemek için, özellikle Al, Ti, B ve diğer elementleri içeren çelikleri ve alaşımları yeniden eritirken, sarf elektrodunun yüzeyinin pas ve oksit kabuğundan arındırılmış olması gerekir. Yeniden eritme işlemi sırasında, yanabilen kolay oksitlenebilir elementler (Ti, Al, vb. gibi) dışında, diğer elementler temelde değişmez. Kolay oksitlenebilen bu elementler için, yeniden eritme işlemi sırasında yanma miktarına göre sarf elektrodu hazırlanırken belirli bir aralıkta kontrol edilmelidir. Yeniden eritme işlemi sırasında sarf elektrodunun eksantrikliğini önlemek için, mümkün olduğunca düz olması gerekir. bükülme yarıçapı metre başına 6 mm'yi geçmemelidir.
(2) Külçe koruma plakası
Yeniden eritme işleminin başlangıcında, alt su kutusunun yanmasını önlemek için, kristalleştiricinin altına ve alt su kutusunun üzerine külçe koruma plakası adı verilen bir metal plaka yerleştirilebilir. Külçe koruma plakası, sarf elektrodu ile aynı malzemeden yapılır. Külçe koruma plakasının yüzeyinde oksit kabuğu ve pas olmamalı ve alt su kutusunun yüzeyi ile yakın temas sağlamak ve iyi iletken etki elde etmek için çok düz olmalıdır. Külçe koruma plakasının kalınlığı genellikle 12-18 mm olarak seçilir.
(3) Ateşleme cürufu malzemesi
Hepimizin bildiği gibi, elektrik ark ergitme sırasında erimiş cürufun belirli bir iletkenliği vardır. Cüruf malzemesi katı olduğunda, iletkenliği zayıftır ve ısıyı iletmek ve doğrudan bir cüruf havuzu oluşturmak için kullanılamaz. Ateşleme cürufu malzemesi olarak katı cüruf kullanılıyorsa, katı halde yeterli iletkenliğe sahip bir cüruf bulunmalıdır. Uygulamada, katı cürufun belirli bir miktarda TiO içerdiğinde2bu gereksinimi karşılayabilir. Bu nedenle, önemli bir süre boyunca, TiO içeren katı cüruf2 elektrik ark ergitme için ateşleme cürufu malzemesi olarak kullanılmıştır.
(4) Yeniden eritme cüruf malzemesi
Cüruf, elektrik ark ergitme prosesinde önemli bir rol oynar. Yaygın olarak kullanılan cüruf sistemleri esas olarak floritten (CaF2), alümina (Al2O3), kireç (CaO) ve magnezya (MgO), vb. (bkz. Tablo 4-1).
4.3.2 Elektrik Arklı Yeniden Ergitme için Proses Parametrelerinin Seçimi
(1) Elektrikli cüruf külçesinin boyutu
Külçenin ağırlığı ve boyutu arasındaki ilişki Denklem 4-2'ye uygundur.
G milinin ağırlığı, t; D milinin çapı, cm; h milinin yüksekliği, cm; γ-erimiş metalin özgül ağırlığı, g/cm3.
Tablo 4-1: Yaygın cüruf sistemleri ve sıvı haldeki yoğunlukları ile erime noktaları.
Cüruf sisteminin yüzde olarak bileşimi (%).
Santimetre küp başına gram cinsinden cüruf yoğunluğu (g/cm3)
Santigrat derece cinsinden erime noktası (℃).
CaF2
CaO
A12O3
1450℃
1650℃
–
100
–
–
2.52
2.42
–
90
10
–
2.57
–
1390~1410
80
20
–
2.63
2.50
1200~1220
70
30
–
2.66
–
–
60
40
–
2.69
–
–
70
–
30
2.88
2.80
1320~1340
80
10
10
2.69
–
60
20
20
2.90
–
1240~1260
(2) Kristalleştirici ve kendi kendini tüketen elektrot boyutları
Kristalleştiricinin D çapı aşağıdaki formülle belirlenir:
Burada D, kristalleştiricinin milimetre (mm) cinsinden ortalama çapıdır; D_pro, ürünün milimetre (mm) cinsinden çapıdır; M, işlenmemiş parça için işleme payıdır (ingotlar için M=0; dökümler için M=10-15mm); δ%, ingotun büzülmesidir (genellikle 3±0,5%).
Kristalleştiricinin H yüksekliği aşağıdaki formülle belirlenir:
D 300 mm'den büyükse, H alt sınır olarak alınmalıdır.
Kendi kendini tüketen elektrot d_kutbunun çapı, kristalleştiricinin D çapına bağlı olan aşağıdaki ampirik formülle belirlenebilir:
Burada K, genellikle 0,4-0,6 arasında seçilen dolum oranıdır; d_pole, milimetre (mm) cinsinden kendi kendini tüketen elektrotun çapıdır; D, milimetre (mm) cinsinden kristalleştiricinin çapıdır.
Şu anda, dünyanın dört bir yanındaki farklı ülkeler gerçek durumlarına göre farklı K dolum oranları seçmektedir. Daha büyük bir K değeri, yeniden eritilen metalin kalitesini ve güvenli çalışmayı sağlarken enerji tüketimini azaltmak, üretkenliği artırmak ve külçe kalitesini iyileştirmek için daha iyidir. Kendi kendini tüketen elektrotun çapı çok büyük olamaz, çünkü bu işlemin güvenliğini etkileyecektir.
Kendi kendini tüketen elektrotun L_pole uzunluğu aşağıdaki formül kullanılarak hesaplanabilir:
Burada G, metal külçenin ton (t) cinsinden kütlesidir; n, bir metal külçe üretmek için gereken kendi kendini tüketen elektrot sayısıdır; γ, yeniden eritilmiş metalin yoğunluğudur ve normal çelik için genellikle 7,9 g / cm3 olarak alınır; Z, elektrot yoğunluğudur ve döküm elektrotlar için 0,95 olarak alınır ve dövme ve haddelenmiş elektrotlar için yaklaşık olarak 1'e eşittir; ΔL, elektrotun kuyruk uzunluğudur ve elektrota göre belirlenmelidir Klempleme yöntemi, genellikle (2-3)d olarak alınır.
(3) Eritme gerilimi
Eritme gerilimi, çalışma gerilimi ve yeniden eritme sırasında hattaki gerilim düşüşünün toplamını ifade eder. Çalışma gerilimi cüruf tabakası gerilimine yakındır ve gerçek gerilimi daha doğru bir şekilde temsil eder. Kendi kendini tüketen elektrodun daldırma derinliğini belirler, tatmin edici külçe eksenel kristallerinin oluşumunu ve yüzey kalitesini etkiler ve elementlerin oksidasyon derecesi ile ilgilidir. Fırın ağız voltajının uygun şekilde artırılması erimiş damlacıkları rafine edebilir, cüruf sıcaklığını artırabilir ve külçe eksenel kristal büyümesini teşvik edebilir. Genel olarak, iyi iletkenliğe ve düşük dirence sahip cüruf sistemleri için daha düşük bir çalışma voltajı seçilmelidir. Al, Ti ve çelikler gibi kolayca oksitlenebilen elementler içeren alaşımları veya segregasyona eğilimli alaşımları eritirken, daha düşük bir çalışma voltajı da seçilmelidir. Çalışma voltajı aşağıdaki ampirik formül kullanılarak seçilebilir:
Burada U, volt (V) cinsinden çalışma voltajıdır; D, santimetre (cm) cinsinden kristalleştiricinin çapıdır; B, 27-37V olarak alınan bir sabittir.
(4) Eritme akımı
Ergitme akımı, ürün kalitesi ile ekonomik ve teknik göstergeler üzerinde önemli bir etkiye sahip olan önemli bir parametredir. Eritme akımının artırılması, kendi kendini tüketen elektrotun daha fazla daldırma derinliğine yol açar ve bu da külçenin eksenel kristalleri için zararlıdır. Eritme akımı esas olarak kendinden tüketen elektrodun kesit alanı ve akım yoğunluğu tarafından belirlenir.
I = A*J (4-8)
Burada A, kendi kendini tüketen elektrotun milimetre kare (mm2) cinsinden kesit alanı; J, milimetre kare başına amper (A/mm2) cinsinden akım yoğunluğudur.
J akım yoğunluğu aşağıdaki ampirik formül kullanılarak seçilebilir:
Burada d, kendi kendini tüketen elektrotun milimetre (mm) cinsinden çapıdır.
(5) Giriş gücü
Giriş gücü, voltaj ve akım değerlerinin uygun olup olmadığını kontrol etmek veya ekipman için transformatör seçiminde bir temel sağlamak için kullanılır. Girdi gücü, birim cüruf havuzu hacmi girdi gücüne göre belirlenir. D =400-800mm ise, etkin giriş gücü 0,15-0,30KW/cm'dir.2D =200-400mm ise, etkin giriş gücü 0,30-0,60KW/cm'dir2D < 200 mm ise, etkin giriş gücü 0,60KW/cm'den büyüktür2.
(6) Cüruf miktarı ve cüruf havuzunun derinliği
Cüruf miktarı, yaygın olarak kullanılan cüruf sistemleri ve yoğunlukları Tablo 4-3'te gösterilen aşağıdaki formül kullanılarak belirlenir:
Burada G kilogram (kg) cinsinden cüruf ağırlığıdır; D santimetre (cm) cinsinden kristalleştiricinin çapıdır; h santimetre (cm) cinsinden cüruf havuzunun derinliğidir; γ yeniden eritilen metalin santimetreküp başına kilogram cinsinden yoğunluğudur (kg/cm3).
Cüruf havuzunun derinliği aşağıdaki ampirik formül kullanılarak belirlenebilir:
D ≤250mm olduğunda üst sınırı alın ve D >350mm olduğunda alt sınırı alın. Literatüre göre, Çin'deki tek fazlı elektrikli fırınlar için cüruf miktarı 30-40kg/t, Çin'deki üç fazlı elektrikli fırınlar için cüruf miktarı 60-70kg/t ve yurtdışındaki cüruf miktarı külçe ağırlığının 3-5%'sidir.
(7) Soğutma suyu sıcaklığı
Külçe kristalizasyonunu teşvik etmek ve kazaları önlemek için, kristalizatör ve alt su tankı için daha yüksek bir soğutma yoğunluğu gereklidir. Soğutma suyu basıncının genellikle 1.5-2.0kg/mm2 olması ve kristalizatörün çıkış suyu sıcaklığının 40-60°C'de kontrol edilmesi gerekir.
4.4 Elektrikli cüruf ergitme işleminin metalürjik özellikleri (Ders 11)
Elektrikli cüruf yeniden eritme işlemi, cüruf havuzunun oluşumunu, kendi kendini tüketen elektrotun erimesini, yeniden eritilen metalin katılaşmasını ve yeniden eritilen külçenin takviye edilmesini ve küçültülmesini içerir. Bu işlemler sürekli bir çalışma prosedürü içinde gerçekleştirilir.
4.4.1 Elektrikli cüruf yeniden ergitme cüruf havuzunun oluşumu
(1) Cürufun işlevi
Yeniden eritme işlemi için ısı kaynağı.
Etkili arıtma.
Yeniden eritilen metalin cüruf tabakası ile korunması.
Ayrıca, yeniden eritilen metalin katılaştırma işlemi sırasında, ingot yüzeyinde ince ve düzgün bir cüruf kabuğu oluşur, kristalleştiriciyi yüksek sıcaklıktaki cürufla doğrudan temastan korur ve ingot yüzeyini pürüzsüz ve kolay kalıptan çıkarılabilir hale getirir.
(2) Cürufun özellikleri
Belirli bir elektrik iletkenliği.
Düşük viskozite ve erime noktası.
Düşük buhar basıncı.
Cürufun uygun arayüzey gerilimi.
Orta yoğunlukta cüruf.
Cürufun uygun geçirgenliği.
(3) Cüruf sistemi seçimi
Cüruf, yukarıda belirtilen cürufun fiziksel özelliklerinin analizine dayalı olarak seçilmelidir. Yaygın olarak kullanılan cüruf sistemleri Tablo 4-1'de gösterilmektedir.
Cüruf sisteminin erime noktası, yeniden eritilen metalinkinden 100-200 ℃ daha düşük olmalı ve cürufun viskozitesi de küçük olmalıdır. Bu, yeniden eritme işlemi sırasında cürufun iyi akışkanlığını sağlayacaktır, bu da kükürt giderme ve metalik olmayan kalıntıların giderilmesi için faydalıdır. Ayrıca ingot yüzeyinde ince ve düzgün bir cüruf kabuğu oluşmasına yardımcı olarak ingot katılaşmasını kolaylaştıracak ve pürüzsüz bir yüzey elde edilmesini sağlayacaktır.
CaF2-CaO cüruf sistemi önemli bir kükürt giderme kabiliyetine sahiptir ve kükürt giderme kabiliyeti cürufun bazikliğinin artmasıyla artar. Sülfür içeren serbest kesme çeliği yeniden eritirken, çelikteki sülfür içeriğini sağlamak için R<1 olan asidik bir cüruf işlemi gereklidir.
Elektrikli cüruf ergitme sırasında, metaldeki [O] içeriğinin artmasını ve elementlerin yanarak kaybolmasını önlemek için cürufta daha az kararsız oksit (FeO, MnO, vb.) ve değişken değerlikli metal oksitleri (MexOy) olması daha iyidir. Al, Ti ve B gibi elementler içeren çelikler ve alaşımlar ergitilirken, cüruf SiO2 içermemelidir.
Na2O ve K2O gibi alkali metal oksitlerin erime noktaları düşük olduğundan ve uçmaları kolay olduğundan, cüruf bu oksitleri içermemelidir.
(4) Cüruf havuzunun kurulması
Yeniden eritme işleminin başlangıcında, elektrikli cüruf yeniden eritme işleminin sorunsuz ilerlemesini sağlamak için yeniden eritilmiş cüruf havuzu hızlı bir şekilde oluşturulmalıdır. Cüruf havuzunu oluşturmak için iki yöntem vardır: görünür ark yöntemi ve görünmez ark yöntemi, ikincisi esas olarak mevcut üretimde kullanılır. Görünmez ark yönteminde, katı iletken cüruf ateşleme yöntemi ve sıvı cüruf yöntemi esas olarak kullanılır.
4.4.2 Kendi kendini tüketen elektrotun eritilmesi
Yeniden eritilen metal damlacıklarının damlatma işlemi sırasında, geçiş özellikleri esas olarak damlacık damlama sıklığı ve damlacık çapının boyutu olarak ortaya çıkar ve bunlar metalin rafine edilmesi üzerinde önemli bir etkiye sahiptir.
İlk olarak, cürufun bileşimi damlacık boyutu üzerinde önemli bir etkiye sahiptir. d_pole=200mm çapında ЭП65 çelik kendinden tüketen elektrot, D_pro=425mm kristalizatör çapı ve yeniden eritme için farklı miktarlarda Al2O3 eklenmiş CaF2-Al2O3 cüruf sistemi kullanıldığında, damlacık kalitesindeki değişim Tablo 4-2'de listelenmiştir.
Tablo 4-2 Damlacık Füzyonundaki Değişiklikler.
Al2O3 CaF içindeki içerik2-Al2O3 Cüruf, /%.
Gerilim, /V
Akım, /A
Damlacık Düşme Sıklığı, damla/s
Ortalama Damlacık Kütlesi, /g
1
61
7500
5.07
6.90
5
61
7500
6.53
7.50
15
61
7500
7.01
7.95
30
61
7500
7.06
11.70
Ayrıca, cüruf havuzunun derinliği ile damlacık düşme sıklığı ve boyutu arasında belirli bir ilişki vardır. Küçük kesitli bir öz tüketim elektrodu kullanıldığında, cüruf havuzunun derinliğindeki bir artış damlacık düşme frekansında bir azalmaya ve damlacık çapında bir artışa neden olur (bkz. Tablo 4-3).
Tablo 4-3 Cüruf Havuzu Derinliği, Damlacık Düşme Sıklığı ve Damlacık Çapı Arasındaki İlişki.
Cüruf Havuzu Derinliği, /mm
30
50
70
Damlacık Düşme Sıklığı, damla/s
21.5
14.8
11.5
Ortalama Damlacık Kütlesi, /g
0.11
0.16
0.21
Ortalama Damlacık Çapı, /mm
3.12
3.54
3.86
Not: Elektrot kaldırma hızı 1,55 m/saattir; voltaj 45V'tur.
Elektroslag üretiminde yeniden ergitme sürecinin kararlılığı, öz tüketim elektrodunun alçalma hızıyla yakından ilgilidir. Elektrot yavaşça indiğinde, elektroslag işlemi bir ark işlemine geçer. Bu sırada, elektrotun ucu düzdür ve damlacıklar genellikle elektrot yüzünün kenarına dağılmıştır (bkz. Şekil 4-18a). Damlacıklar düştüğü anda ark gözlenebilir ve elektroslag işlemi kararsızdır. Elektrotun alçalma hızı artırıldığında, elektrotun ucunda konik bir çıkıntı belirir (bkz. Şekil 4-18b) ve elektrot ucunun merkezinde (çıkıntının ucu) damlacıklar oluşur. Elektrot alçalma hızının daha da artmasıyla, cürufun içine sokulan elektrotun konik kısmının boyutu artar ve koninin yan yüzeyinin içbükeyliği azalır.
Şekil 4-8 Elektrot Erime Karakteristikleri
a - Düşük elektrot iniş hızı; b - Orta elektrot iniş hızı; c - Yüksek elektrot iniş hızı.
Elektrotun alçalma hızının daha da artmasıyla, elektrotun ucundaki konik gövdenin yan yüzeyi dışbükey hale gelir ve elektrotun silindirik kısmının bir kısmı da cüruf havuzuna gömülür. Bu sırada elektrotun alçalma hızının artmasıyla birlikte akımda yavaş bir artış gözlemlenebilir (bkz. Şekil 4-19).
Şekil 4-9 Elektrot İniş Hızı ve Akım Arasındaki İlişki
1 - Elektrot çapı 180 mm, U=80V; 2 - Elektrot çapı 180 mm, U=51V;
3 - Elektrot çapı 100 mm, U=51V; 4 - Elektrot çapı 80 mm, U=51V;
Elektrotun alçalma hızı çok yüksek olduğunda, damlacık kopması nedeniyle elektrotun ucu ile erimiş metal havuzunun yüzeyi arasında periyodik ark oluşur ve bu da cüruf havuzunun dibinde kaynamaya neden olur. Bazen, elektrot ve erimiş metal havuzu arasında kısa devre oluşabilir ve bu da yeniden eritme işlemini kararsız hale getirir.
Özetle, elektroslag yeniden ergitme için büyük kesitli bir elektrot kullanıldığında, elektrotun ucu düzenli bir koni şeklinde olmalıdır, bu da yeniden ergitme işlemini en kararlı hale getirir.
4.4.3 Yeniden Ergitilmiş Metalin Katılaşması
Elektroslag külçelerin katılaşma süreci ile geleneksel külçelerin katılaşma süreci arasındaki farklar döküm yöntemleri̇ aşağıdaki gibidir:
(1) Elektroslag ile yeniden eritilen külçelerin ayrışması diğer yöntemlere göre daha azdır;
(2) Elektroslag yeniden eritme işlemi sırasında, sıradan kalıp dökümünde bu gerekli değilken, öz tüketim elektrodunun sürekli eritilmesi ile kristalleştiricinin iç kısmına sürekli olarak yeni sıvı metal sağlanabilir;
(3) Elektro cüruf külçesinin yüzeyinde ince bir cüruf kabuğu vardır, bu da eksenel soğutma hızını radyal soğutma hızından çok daha büyük hale getirir ve kristal yapı eksenel olma eğilimindedir;
(4) Elektro cüruf külçesinin kristal yapısı sadece külçenin yüzeyindeki cüruf kabuğuyla değil aynı zamanda erimiş metal havuzunun şekliyle de ilgilidir.
Uygulama, erimiş metal havuzunun şeklinin oluşumunu etkileyen ana faktörlerin, öz tüketim elektrodunun alçalma hızı, çalışma akımı, çalışma voltajı, cüruf havuzunun derinliği ve yeniden eritilen metalin termal iletkenliğini içerdiğini kanıtlamıştır.
4.4.4 Telafi Büzülmesi, Kalıptan Çıkarma ve Soğutma
Telafi Büzülmesi: Telafi büzülmesi, büzülme delikleri olmayan pürüzsüz bir külçe sağlamak ve metal külçenin verimini artırmak için yeniden eritme işleminin bitiminden 10-15 dakika önce yapılmalıdır.
Kalıptan Çıkarma ve Soğutma: Yeniden eritme işlemi tamamlandıktan sonra, metal külçe kalıptan çıkarılmadan önce 10 dakika soğumaya bırakılmalıdır. Kalıp soğutma süresi genellikle farklı çelik kalitelerine ve külçenin boyutuna göre belirlenir. Kalıptan çıkarma işleminden sonra alaşımlı çelikler genellikle yavaş soğutulmalıdır ve yavaş soğutma yöntemleri arasında hava soğutma, kum soğutma, davlumbaz soğutma ve çukur soğutma yer alır.
4.5 Elektroslag Yeniden Ergitmenin Metalurjik Kalitesi
4.5.1 Elektroslag Prosesinde Kükürt Giderme ve Fosfor Giderme
Elektroslag yeniden eritmenin kükürt giderme etkisi önemlidir ve kükürt giderme oranı genellikle elektroslag yeniden eritmenin avantajlarından biri olan 50-80%'ye ulaşabilir. Sıradan çelik üretim yöntemlerinde, sülfürü metalden etkili bir şekilde uzaklaştırmak için aşağıdaki koşulların karşılanması gerekir:
(1) Cüruf yüksek alkaliniteye sahip olmalıdır;
(2) Cürufun iyi akmasını sağlamak için cürufun sıcaklığı yüksek olmalıdır;
(3) Metal ve cüruf arasındaki temas arayüzü mümkün olduğunca geniş olmalıdır.
Elektroslag yeniden ergitme prosesinde üç tür kükürt giderme işlemi vardır:
(1) Bu cüruf kükürt giderme işlemidir, yani sülfür metalden cürufa aktarılır.
Cüruftaki oksijen iyonlarının içeriği daha yüksekse ve metaldeki oksijen aktivitesi daha düşükse, metalden cürufa daha fazla sülfür aktarılacaktır. Cüruftaki oksijen iyonlarının içeriğini artırmak için yüksek alkaliniteli cüruf kullanılabilir. Cüruf kükürt giderme kimyasal reaksiyon formülünden, kükürt giderildikçe metaldeki oksijen içeriğinin artması gerektiği görülebilir.
(2) Yeniden ergitme işlemi sırasında, gazlaştırma kükürt giderme işlemi de gerçekleştirilir, bu da kükürdün cüruftan atmosfere aktarıldığı anlamına gelir.
(S2-) + 3/2{O2} = (O2-) + {SO2} (4-15)
Bu reaksiyonun denge sabiti şöyledir:
Denklem 4-16 şunu verir:
Denklem 4-17'den, atmosferdeki kısmi oksijen basıncı ne kadar yüksek ve cüruftaki oksijen iyonlarının aktivitesi ne kadar düşükse, yeniden ergitme işlemi sırasında gazlaştırma kükürt giderme için o kadar elverişli olduğu görülebilir. Bu iki reaksiyon süreci arasında belirli bir çelişki vardır. Bununla birlikte, her iki süreç de aynı sistem içinde gerçekleşir, bu nedenle nihai kükürt giderme etkisi bu iki reaksiyon arasındaki etkileşimin kapsamlı bir sonucu olmalıdır.
(3) Metaldeki sülfür cürufa geçer.
Farklı akım ve voltaj polaritelerinin de metaldeki kükürt giderimi üzerinde belirli bir etkisi vardır. Ters DC (yani pozitif elektroda bağlı öz tüketim elektrodu) kullanılırsa, metaldeki kükürt cürufa geçerek daha iyi kükürt giderme sonuçları elde edilebilir. Temel olarak, pozitif DC kullanıldığında hiçbir kükürt giderme etkisi gözlemlenemez. Elektrik ark ergitme sırasında, gazlaştırma ile kükürt giderme, yukarıda bahsedilen üç kükürt giderme yöntemi arasında önemli bir orana sahiptir. Genel olarak, en iyi kükürt giderme etkisi, atmosferik koşullar altında yeniden eritme için bir AC güç kaynağı ve yüksek alkaliniteli cüruf kullanılarak elde edilir. Bir AC güç kaynağı kullanıldığında, CaF2-CaO cüruf sistemi florürlü cüruf sisteminde en iyi kükürt giderme etkisine sahiptir.
Metaldeki defosforizasyona gelince, geleneksel yöntem ergitme işlemi sırasında mümkün olduğunca "üç yüksek ve bir düşük" (yüksek alkalinite, yüksek (FeO) içeriği, büyük cüruf miktarı ve düşük sıcaklık) koşulları yaratmaktır. Ancak elektrik ark ergitme prosesinde, cürufun oksitleyici olmayan yapısı ve ergimiş havuzun yüksek sıcaklığı nedeniyle iyi fosfor giderme sonuçları elde etmek zordur.
4.5.2 Elektrik Arkında Yeniden Ergitme Sırasında Metalik Olmayan Kalıntıların Giderilmesi
Elektrik arklı yeniden ergitme metalden metalik olmayan kalıntıların giderilmesinde çok etkilidir. Aşağıdaki tablo, elektrik arklı yeniden ergitme sonrasında bilyalı rulman çeliğindeki metalik olmayan kalıntı içeriğindeki değişiklikleri göstermektedir.
Tablo 4-4 Elektrik Arkında Yeniden Ergitme Sonrası Bilyalı Rulman Çeliğindeki Oksit Kalıntılarındaki Değişimler
Örnekleme Yeri
Numune Sayısı
Alan Sayısı
Alan Başına Ortalama Oksit Kapanım Alanı, μm2
Öz tüketim elektrodu
3
36
254
Elektrot ucu damlacıkları
3
38
59
Damlayan erimiş damlacıklar
5
51
33
Metal eriyik havuzu
5
63
47
Remelted çelik
5
60
37
Tablo 4-10: Farklı koşullar altında elektroslag yeniden ergitme sırasında [Ti] yanma kaybı.
Külçe
Atmosfer
Fırın sayısı
-△[Ti],%
Maksimum
Ortalama
Külçe gövde dalgalanması
1.0 ton
Ortam atmosferi
6
0.47
0.22
0.46
Argon gazı
2
0.15
0.11
0.08
4.6 Elektroslag Yeniden Ergitme Uygulamaları
(1) Elektroslag yeniden ergitmenin yeni uygulamaları
Elektroslag sıcak üst döküm ESHT; Hızlı elektroslag yeniden ergitme ESRR; Elektroslag kaynağı ESW; Elektroslag kaplama E.S. Cladding;
Elektroslag sprey şekillendirme E.S. Osprey; Doğrudan elektroslag ergitme Doğrudan ESM;
(2) Elektroslag ürünleri için gelecek beklentileri
I. Orta ve büyük dövme parçaların üretiminde, yeniden ergitme tekelci bir konumda olacaktır.
II. Yüksek kaliteli takım çeliği alanlarında, kalıp çeliğidubleks paslanmaz ısıya dayanıklı çelik, nitrojen içeren ultra yüksek mukavemetli çelik, boru boşlukları ve soğuk haddelenmiş rulolar, elektroslag yeniden eritme mutlak bir avantaja sahiptir ve bu alanda vakum ark yeniden eritmenin yerini alacaktır.
III. Süper alaşımlar (yüksek sıcaklık alaşımları, korozyona dayanıklı alaşımlar, hassas alaşımlar, elektrikli ısıtma alaşımları) alanında, elektroslag yeniden eritme ve vakum ark yeniden eritme rekabet halindedir. 1980'lerin sonunda, elektroslag yeniden ergitme üretimi vakum ark yeniden ergitme üretimini aşmıştır. Vakum ark ergitmeyi takip eden birçok malzeme, önceki teknik değerlendirmelerle sınırlı olan eski malzemelerdir, yeni elektroslag malzemeler ise mutlak bir avantaja sahiptir.
IV. Demir dışı metallerin üretiminde elektroslag yeniden ergitme henüz emekleme aşamasındadır.
5. Vakum Ark Yeniden Ergitme
5.1 Genel Bakış
Vakum ark yeniden eritme, cürufsuz ve düşük basınçlı bir ortamda, bir metal elektrot ile erimiş metal havuzu arasında oluşturulan bir doğru akım arkının kullanılmasını içeren bir işlemdir. Arkın yüksek sıcaklık etkileri kendi kendini tüketen elektrotları katman katman eritir ve elektrotun ucunda erimiş damlacıklar oluşturur. Bu damlacıklar yüksek sıcaklıktaki ark bölgesinden erimiş metal havuzuna girer ve yüksek sıcaklıktaki ark tarafından hızla ısıtılarak saflaştırma ve arıtmaya yol açar, ardından su soğutmalı bir kristalleştiricide katılaşır.
Vakum ark ocağı düşük oksijen potansiyeli ve yüksek sıcaklıkta eritme koşulu yaratabilir, bu da onu platin, tantal ve tungsten gibi refrakter veya kolayca oksitlenen metallerin eritilmesi için uygun hale getirir. Makine endüstrisinin gelişmesiyle birlikte, vakum öz tüketimli ark yeniden eritme işlemi titanyum ve titanyum alaşımları, hassas alaşımlar, yüksek sıcaklık alaşımları ve refrakter metallerin üretiminde başarıyla uygulanmıştır. Bu nedenle, 1940'lar ve 1950'lerden bu yana hızla gelişmiş ve boyut olarak büyümüştür. Özel ergitme işlemlerinde, vakum ark ergitme, yeniden ergitme ve rafine etme için ana yöntemlerden biridir. Vakum ark ergitmenin şematik diyagramı Şekil 5-1'de gösterilmektedir.
Vakum ark ocakları iki kategoriye ayrılabilir: kendi kendini tüketen ve kendi kendini tüketmeyen. İkincisi, tungsten veya grafit elektrotlar gibi yüksek sıcaklığa dayanıklı iletkenler kullanan bir tür vakum ark ocağını ifade eder ve eritilecek metal, arkın ısısıyla eritilmek ve rafine edilmek üzere kristalleştiriciye yerleştirilir.
Eritme işlemi sırasında elektrodun kendisi tüketilmez veya çok az tüketilir, bu nedenle kendi kendini tüketmeyen olarak adlandırılır. Kendini tüketen ark ocakları eritilecek metali elektrot olarak kullanır ve bu elektrot ark işlemi sırasında belirli bir oranda eriyerek rafinasyona uğrar, bu da bu tür bir ark ocağını kendini tüketen ark ocağı yapar. Çelik ve alaşım üretiminde kullanılan vakum ark ocaklarının büyük çoğunluğu kendi kendini tüketen ark ocakları olduğundan, sonraki bölümlerde aksi belirtilmedikçe, tüm referanslar kendi kendini tüketen ark ocaklarına yönelik olacaktır.
5.2 Vakumlu Kendini Tüketmeyen Ark Ocaklarının Yapısının Tanıtımı ve Sınıflandırılması
5.2.1 Yapısal Genel Bakış
Vakumlu kendinden tüketimli ark fırınlarının çeşitli türleri vardır, ancak temel yapıları aynıdır. Şekil 5-1'de bir vakumlu kendi kendini tüketen ark ocağı gösterilmektedir. Vakumlu kendi kendini tüketen bir ark ocağı için eksiksiz bir ekipman seti, ocak gövdesi, güç kaynağı ekipmanı, vakum sistemi, kontrol sistemi, gözlem sistemi, su soğutma sistemi ve diğer bileşenleri içerir. Vakum ark yeniden eritme prensibinin şematik diyagramı ve kendi kendini tüketen elektrot vakum ark fırınının yapısal şematik diyagramı sırasıyla Şekil 5-2 ve Şekil 5-3'te gösterilmektedir.
Şekil 5-2 Vakum Ark Yeniden Ergitme Prensip Şeması
1. Kendinden metal tüketen elektrot; 2. Gaz fazı bölgesi; 3. Ark sütunu bölgesi; 4. Erimiş metal havuzu; 5. Külçe.
1. Negatif kutup; 2. Elektrot besleme mekanizması; 3. Bağlantı çubuğu; 4. Vakum kayar conta kovanı; 5. Fırın gövdesi; 6. Kelepçe; 7. Kısa çubuk; 8. Kendi kendini tüketen elektrot; 9. Bakır pota; 10. Döküm külçe; 11. Su ceketi; 12. Pozitif kutup; a. Soğutma suyu girişi; b. Soğutma suyu çıkışı; c. Vakum pompası egzozu.
Ark ocağının farklı özelliklerine göre sınıflandırılabilecek birçok fırın türü vardır. Fırın gövdesinin yapısına göre sabit ve döner tiplere ayrılabilir. Külçe formuna göre, sabit külçe ve çekilmiş külçe olarak ikiye ayrılabilir. Çalışma moduna göre, aralıklı ve sürekli olarak ayrılabilir.
5.3 Çelik ve Alaşımlar için Yeniden Ergitme Süreci
5.3.1 Ark Yeniden Ergitme Aşamaları
Ark yeniden eritme işlemi dört aşamaya ayrılabilir: kaynak elektrotları, ark, normal eritme ve tepeleme.
Kaynak vakum veya koruyucu atmosferde gerçekleştirilir. Kaynak yapılan kendinden tüketen elektrotun ucuna bir ark başlangıç malzemesi tabakası (genellikle aynı tip talaşlardan) yayılır ve ardından elektrot çubuğu indirilir, böylece geçiş elektrodu ile kendi kendini tüketen elektrot arasında ark oluşur. Ark bölgesinin iki ucu ısıtıldığında ve oluşan büyük miktarda sıvı faz ile ark kararlı hale geldiğinde, elektrot çubuğu ark bölgesinin iki ucunu yakın temas halinde ve birbirine kaynaklanmış hale getirmek için hızla indirilir.
Ark oluşturmanın amacı, kendi kendini tüketen elektrot ile kristalleştiricinin altındaki ark başlatma malzemesi arasında bir ark oluşturmak, ark bölgesinin sıcaklığını artırmak ve kristalleştiricinin altında belirli bir boyutta erimiş metal havuzu oluşturmak, kendi kendini tüketen elektrot ile erimiş metal havuzu arasında sabit bir ark sağlamak ve kendi kendini tüketen elektrotun yeniden erimesini normal eritme dönemine geçirmektir.
Normal eritme dönemi, çelik veya alaşımların rafine edildiği ve külçe halinde katılaştırıldığı yeniden eritme işleminin ana aşamasıdır. Bu işlem gazları ve düşük erime noktalı metal safsızlıklarını metalden uzaklaştırır, metalik olmayan kalıntıları giderir, segregasyonu azaltır ve ideal bir kristal yapı elde eder.
Tepeleme işleminin amacı, yeniden eritilen külçenin üst kısmındaki büzülme boşluklarını azaltmak, üst kısımdaki "V" büzülme bölgesinin gözenekliliğini azaltmak, son yüzdürmeyi ve inklüzyonların çıkarılmasını teşvik etmek, kafa kesme miktarını azaltmak ve verim oranını artırmaktır.
5.3.2 Süreç Parametreleri
(1) Kendinden Tüketimli Elektrot Çapı
Kendi kendini tüketen elektrotun çapı, yeniden eritilen külçenin kalitesini doğrudan etkiler. Çap büyük olduğunda, ark ısısı eriyik havuzunun tüm yüzeyine eşit olarak dağılır, böylece eriyik havuzu düz olur. Bu, küçük ayrışma, yoğun yapı ve ısıl işlem performansını iyileştirmek için faydalı olan sütunlu kristal yönelimine sahip yeniden eritilmiş bir külçe elde etmeyi kolaylaştırır (sütunlu tanelerin yönü ile külçe ekseni arasındaki açı küçüktür). Genel olarak, elektrot çapını seçmek için aşağıdaki formül kullanılır:
d/D=0,65~0,85 (5-1)
Burada d, kendi kendini tüketen elektrotun mm cinsinden çapı ve D, kristalleştiricinin mm cinsinden çapıdır.
Çelik veya alaşımlar için şu anda d/D genellikle 0,7 ila 0,8 aralığında seçilmektedir. Daha büyük ingot boyutu için üst sınırı ve daha küçük ingot boyutu için alt sınırı seçin.
Ek olarak, elektrotun çapı aşağıdaki gibi ampirik formülle de belirlenebilir:
d=D-2δ (5-2)
Burada δ, elektrot ile kristalleştirici arasındaki mm cinsinden mesafedir.
Elektrot çok yönlü bir silindir olduğunda, değer elektrotun kenarları ile kristalleştiricinin iç duvarı arasındaki mesafeyi temsil eder. δ değerini belirlerken, kenar arkları oluşturma riskini ortadan kaldırmak için normal eritme sırasında ark uzunluğundan daha büyük olması sağlanmalıdır.
Demir dışı veya refrakter metallerin ve alaşımların yeniden eritilmesi sırasında, özellikle ilk vakumlu yeniden eritme sırasında (büyük miktarda gaz salınımı ile), gazları tamamen gidermek ve güvenli çalışmayı sağlamak için δ, çeliğin yeniden eritilmesi için seçilen değerden daha büyük olmalıdır. Genel olarak δ, daha büyük ingot boyutu için üst sınırla birlikte 25 ila 50 mm aralığında seçilir.
Tablo 5-1 Erime Akımının Belirlenmesi için Ampirik Formül
Formül
Birim
Uygulama Alanları
Açıklama
I veya I
d veya D
iA/cm2
d mm
Çelik, alaşımlı çelik, demir bazlı veya nikel bazlı alaşımlar.
i- Akım yoğunluğu I- Erime akımı d- Kendi kendini tüketen elektrot çapı D- Kristalizatör çapı
IA
D mm
Çelik, alaşımlı çelik D=145~150 d/D=0,7~0,8
IA
d mm
Demir bazlı veya nikel bazlı alaşımlar d=10~300 d/D=0,65~0,85
(2) Vakum derecesi:
Vakum derecesi, yeniden ergitme işlemi sırasında deoksidasyon, gaz giderme, element buharlaşması, ayrışma ve inklüzyonların giderilmesinin yanı sıra arkın davranışı ve güvenli çalışma üzerinde doğrudan bir etkiye sahiptir. Bu nedenle, vakum derecesi çok önemli bir proses parametresidir. Rafinasyon etkisini iyileştirmek için eritme odasının vakum derecesini artırmak gerekir, ancak arkı stabilize etmek için vakum derecesi çok yüksek olmamalı, özellikle kızdırma deşarjına neden olacak basınç aralığından kaçınılmalıdır. Eritme odasının basıncı 1,3 Pa civarında tutulmalıdır.
(3) Akım:
Eritme akımı, kendi kendini tüketen elektrodun erime hızını ve erimiş havuzun sıcaklığını belirler. Büyük bir akım, yüksek bir ark sıcaklığına ve hızlı bir elektrot erime hızına yol açar, bu da yeniden eritilmiş külçenin daha iyi yüzey kalitesiyle sonuçlanır. Bununla birlikte, eriyik havuzunun yüksek sıcaklığı, eriyik havuzunun derinliğini derinleştirir ve yeniden eritilmiş külçenin kristalleşme yönünün yataya doğru eğilim göstermesine neden olur. Sonuç olarak, yeniden eritilen külçenin gevşek gelişimi artar, bileşim sapması artar, anizotropi yoğunlaşır ve ısıl işlem performansı kötüleşir.
Eritme akımı küçük olduğunda, eritme hızı düşük olmasına rağmen, metal eriyik havuzunun şekli sığ ve düzdür ve kristalleşme yönü eksenel olma eğilimindedir, böylece yeniden eritilen külçenin yoğun olmasını ve dendritik kristaller arasında yukarı ve dışarı yüzebilen küçük ve dağınık inklüzyonlar olmasını sağlar. Eritme akımının seçiminde elektrot çapı, külçe boyutu ve rafine ürünün fiziksel özellikleri (erime noktası, bileşim, viskozite, termal iletkenlik vb. gibi) de dikkate alınmalıdır. Eritme akımının seçilmesi için formülsel ifadeler Tablo 5-1'de verilmiştir.
(4) Gerilim:
Sabit bir akım koşulu altında, ark uzunluğu ark voltajı tarafından belirlenir. Ark uzunluğu çok kısaysa (15 mm'den az), periyodik kısa devrelerin meydana gelmesi muhtemeldir, bu da erimiş havuzun sıcaklığının dalgalanmasına neden olur, böylece kristal yapının homojenliğini ve yeniden eritilmiş külçenin yüzey kalitesini etkiler. Ark çok uzunsa, ısı konsantre olmaz, erimiş havuzun termal dağılımı eşit değildir ve yeniden eritilmiş külçenin kristal yapısının homojenliği etkilenerek kenar arkı riskini artırır. Vakum ark ergitme işleminde ark uzunluğunun kontrolü temelde aynıdır. Şu anda, ark uzunluğu çoğunlukla 24-26V gerilime karşılık gelen 22-26 mm aralığında kontrol edilmektedir. Bu sırada δ değeri 25 mm'den büyük olmalıdır.
(5) Erime oranı:
Kendini tüketen elektrottan eritilen ve birim zamanda kristalizatöre giren kilogram metal sıvı sayısı erime hızı olarak adlandırılır ve genellikle kg/dak olarak ifade edilir. Erime hızı (V), kendi kendini tüketen elektrodun yukarı-aşağı hareketiyle bağlantılı cetvelin birim zamanda düştüğü mesafe (S, mm/dak) ile belirlenebilir. Hesaplama formülü şöyledir
V= K-S (5-3)
Burada K erime hızı katsayısıdır, kg/mm, yani her 1 mm'lik damla için beyaz tüketen elektrot tarafından eritilen kendi kendini tüketen elektrotun kilogram sayısıdır. K değeri, elektrotun aşağı doğru hareketi ile sıvı seviyesinin yukarı doğru hareketi arasındaki kütle dengesinden elde edilebilir.
(6) Sızıntı oranı:
Vakum sisteminin sızıntı oranı E, μmHg.L/s birimi ile birim zamanda vakum odasına dışarıdan sızan hava miktarını ifade eder. Sızıntı oranı, özellikle eritilmesi zor olan veya aktif elementler içeren alaşımlar için yeniden eritilen metalin kalitesi üzerinde önemli bir etkiye sahiptir. Vakum sistemine sızan gaz, vakum odasındaki oksijen, nitrojen ve su buharının kısmi basıncını artırır, böylece yeniden eritilen metaldeki oksit ve nitrürlerin sayısını artırır, bu da alaşımın mukavemetinin ve plastisitesinin azalmasına neden olur. Bu nedenle, vakum ark yeniden eritme, ekipmanın sızıntı oranının ≤ 6,67 Pa.L/s'de kontrol edilmesini gerektirir. Eritilmesi zor metalleri ve alaşımlarını eritirken, E için gereksinim 0,400-0,667 Pa.L/s'dir.
(7) Soğutma yoğunluğu:
Kristalizatörün soğutma yoğunluğu, katılaşma sürecini ve yeniden eritilen külçenin döküm yapısını etkiler. Gerçek üretimde soğutma yoğunluğu, soğutma suyunun akış hızı, basıncı, giriş ve çıkış suyu sıcaklığı gibi faktörlerin yanı sıra külçe tipi, ağırlığı, çelik sınıfı, kristalizatörün yapısı ve ergitme sıcaklığından etkilenir. Bu faktörlerin karmaşıklığı nedeniyle, soğutma suyunun akış hızı genellikle çalışma sırasındaki deneyime göre ayarlanır, böylece giriş ve çıkış suyu sıcaklıkları gerekli aralıkta olurken, eritme hızıyla tutarlı bir katılaşma hızı korunur ve metal eriyik havuzunun şekli sabit tutulur.
Kristalizatörün çıkış suyu sıcaklığı için gereklilikler aşağıdaki gibidir: alt kristalizatörün giriş ve çıkış suyu arasındaki sıcaklık farkı 3°C'den az olmalıdır; üst kristalizatörün giriş ve çıkış suyu arasındaki sıcaklık farkı 20°C'den az olmamalıdır ve çıkış suyu sıcaklığı 45-50°C aralığında olmalıdır.
5.4 Vakum Ark Yeniden Ergitmede Yaygın Metalurjik Kalite Sorunları
Yaygın makroskopik kusurlar temel olarak düşük yüzey kalitesi ve yeniden eritilmiş külçelerin çatlaklarını içerir.
(1) Yeniden Eritilmiş Külçelerin Yüzey Kalitesinin Düşük Olması.
Vakum ark yeniden ergitme işleminin özelliği düşük basınçlı bir ortamda cürufsuz çalışmasıdır. Yeniden eritme işleminden sonra metal sıvı, su soğutmalı kristalleştiricide hızla katılaşır ve bu da yeniden eritilmiş külçe üzerinde yara izleri, cüruf kalıntıları, ağır izler ve deri değişimi gibi yüzey kusurlarına neden olabilir.
(2) Çatlaklar
Kütük veya malzeme üzerinde sıcak işlem sırasında veya işlendikten sonra çatlaklar oluşabilir. Nedenlerine göre çatlaklar yüzey çatlakları, büzülme deliklerinden kaynaklanan çatlaklar ve taneler arası çatlaklar olarak ayrılabilir.
5.4.1 Çelik ve Alaşımların Mikroskobik Kusurları
(1) Gözeneklilik
Katılaşma sırasında, hacimsel büzülme ve yetersiz metal sıvı takviyesi nedeniyle dendritik kristaller arasında mikro gözenekler oluşur. Bu kusur, makul bir ark başlatma proses sistemi seçilerek ve giriş gücü kısa bir süre için artırılarak aşılabilir (eriyik havuzunun sıcaklığını artırmak ve metal erime hızını katılaşma hızından daha yüksek hale getirmek için eritme akımı normalden 10-20% daha fazla artırılmalıdır).
(2) Ayrıştırma
Segregasyon temelde seçilen kristal ayırma işleminden kaynaklanır. Bileşim, ingot tipi, ingot boyutu, erime hızı, eriyik havuzu şekli, katılaşma hızı ve manyetik alan boyutu gibi kristal ayrışmasını etkileyen çeşitli faktörlerin tümü ayrışmanın gelişimini etkiler.
5.5 Vakum Ark Yeniden Ergitmenin Özellikleri
(1) Eritme işlemi düşük basınçlı bir ortamda gerçekleştirilir, bu sadece alaşımlara dış hava kirliliğini ortadan kaldırmakla kalmaz, aynı zamanda çelik ve alaşımlarda buharlaşmaya eğilimli düşük erime noktalarına sahip gaz içeriğini ve zararlı safsızlıkları azaltır, böylece alaşımın saflığını artırır.
(2) Alüminyum ve titanyum gibi aktif elementler yeniden eritme işlemi sırasında çok az yanma kaybına sahiptir ve alaşımın kimyasal bileşimi nispeten kararlıdır.
(3) Ergitme, cüruf veya refrakter malzemelerin bulunmadığı bir ortamda gerçekleştirilir ve bu da bu iki kaynaktan gelen yabancı kalıntıların alaşımı kirletmesini önler.
(4) Kapanımların türünü ve dağılımını iyileştirir.
(5) Bu eritme yönteminin katılaştırma koşulları, düşük ayrışma derecesine ve yüksek yoğunluğa sahip yüksek kaliteli yeniden eritilmiş külçelerin üretilmesini sağlayabilir.
(6) Arkın yüksek sıcaklığı, yüksek erime noktalı metallerin ve alaşımların yeniden eritilmesine olanak tanır.
(7) Makul bir sızdırmazlık işlemi sistemi, yeniden eritilmiş külçenin üst kısmındaki büzülme deliklerini en aza indirebilir ve nihai büzülme alanının kristal yapısı külçe gövdesine daha yakın olabilir, böylece verimi artırabilir.
(8) Vakum ark yeniden eritme sırasında atmosfer kontrol edilebilir.
(9) Elektrik arklı yeniden eritme ile karşılaştırıldığında, yeniden eritilmiş külçelerin yüzey kalitesi ve yoğunluğu daha düşüktür ve büzülme delikleri tamamen ortadan kaldırılamaz. Düşük yüzey kalitesi nedeniyle, yeniden eritilmiş külçelerin genellikle soyulması gerekir ve bu da daha düşük metal verimi ile sonuçlanır.
(10) Sülfür ve inklüzyonların giderilmesi elektrik arklı yeniden ergitmeye göre daha az elverişlidir.
(11) Yüksek sıcaklık alaşımları için, vakum ark yeniden eritme ile üretilen yeniden eritilmiş külçelerin sıcak çalışma performansı daha düşüktür.
(12) Vakum ark yeniden eritme sırasında manganez gibi kolay uçucu elementler içeren alaşımların bileşimini kontrol etmek zordur. GCrl5 yeniden eritilirken, çelikteki manganez kaybı 15-18%'ye ulaşabilir ve buharlaşan manganez kristalleştiricinin iç duvarında yoğunlaşarak yeniden eritilen külçenin yüzeyinde aşırı manganez içeriğine neden olur. Sıcak işlemden önce bir soyma işlemine tabi tutulmalıdır.
(13) Ekipman karmaşıktır ve bakım maliyetleri yüksektir, bu da alaşımların üretim maliyetinde artışa neden olur.
5.6 Vakum Ark Ocağı ile Üretilen Çeşitler
(1) Refrakter ve aktif metaller ve bunların W, Mo, Ta, Nb, Zr, Hf, Ti ve U gibi alaşımları.
(2) Özel alaşımlar: yüksek sıcaklık alaşımları ve hassas alaşımlar.
(3) Özel paslanmaz çelik ve ısıya dayanıklı çelik.
(4) Önemli yapı çelikleri, özellikle büyük döküm külçeler.
(5) Yüksek kaliteli rulman çeliği.
(6) Büyük kesitli yüksek hız çeliği ve takım çeliği.
(7) Yüksek saflıkta demir dışı metaller ve alaşımları.
6. Plazma Eritme
6.1 Plazma Ergitme Özellikleri
Plazma, sadece kaynak, kesme, püskürtme ve kimya endüstrilerinde değil, aynı zamanda metalurji endüstrisinde, yani plazma eritme işleminde de yaygın olarak kullanılan güçlü bir yüksek sıcaklık ısı kaynağıdır.
Plazma eritme, hem metal hem de metal olmayan malzemeleri eritebilen bir ısı kaynağı olarak bir plazma arkı kullanır. İlk olarak 1960'ların başında metalürji alanına uygulanmış ve özellikle yüksek sıcaklık ve hassas alaşımların üretiminde metal malzemelerin rafine edilmesi ve yüksek saflıkta ve özel performanslı çeliklerin ve alaşımların eritilmesi için kullanılmıştır.
6.1.1 Plazma Üretimi ve Plazma Arkının Özellikleri
Plazma arkı aşağıdaki özelliklere sahiptir:
Plazma arkının yüksek sıcaklığı.
Plazma arkının güçlü iletkenliği.
Plazma arkının yüksek akış hızı.
Plazma arkının kararlı yanması.
6.1.2 Plazma Ergitmenin Avantajları
Plazma eritme fırını sadece alaşımlı çelik ve alaşımları üretmekle kalmaz, aynı zamanda W, Mo, Nb, Ta, Zr, Ti gibi bazı refrakter metalleri ve aktif metalleri de eritebilir. Bu ekipman teknolojide sürekli olarak iyileştirilmiş ve hızla geliştirilmiştir ve aşağıdaki avantajlara sahip olduğu için güçlü bir ekonomik canlılığa sahiptir:
(1) Hızlı erime hızı ve yüksek termal verimlilik.
(2) Gaz ve metalik olmayan kalıntıların yeterli düzeyde giderilmesi.
(3) Alaşım elementlerinde küçük kayıplar.
(4) Kararlı çalışma akımı ve voltajı.
(5) Farklı atmosferler ve basınçlar altında çalışabilir. Plazma ergitme sırasında, farklı proses gereksinimlerine göre fırında farklı basınçlar ve atmosferler (indirgeyici veya inert gibi) kullanılabilir.
(6) Cüruf arıtma işlemi gerçekleştirebilir. Plazma fırını eritme için sadece ince malzemeleri değil, aynı zamanda kaba malzemeleri, hatta yüksek sülfür içeriğine sahip malzemeleri de kullanabilir.
(7) Karbon eklenmesi olasılığını önler.
(8) Az miktarda element buharlaşması. Plazma ergitme ile diğer ergitme yöntemleri (vakum ark ergitme, vakum indüksiyon ergitme ve elektron ışını ergitme gibi) arasındaki fark, ergitme havuzunun üzerinde atmosferik basınç olmasıdır, bu nedenle metaldeki elementlerin buharlaşma miktarı azdır.
(9) Metali nitrojenize edebilir.
(10) Basit ekipman ve kolay sıcaklık düzenlemesi. Vakum fırını ile karşılaştırıldığında, plazma fırını basit ekipmana sahiptir ve ark sıcaklığının düzenlenmesi nispeten kolaydır.
(11) Geniş yeniden eritme malzemesi yelpazesi. Vakum ark fırını ile karşılaştırıldığında, plazma yeniden eritme fırını sadece çubukları yeniden eritmekle kalmaz, aynı zamanda blokları da yeniden eritebilir.
6.2 Plazma Eritme
Isıtma yöntemine göre, plazma ergitme esas olarak plazma ark ergitme, plazma indüksiyon ergitme, plazma ark yeniden ergitme, plazma elektron ışını ergitme ve benzerlerini içerir.
(1) Plazma ark eritme (PAM), refrakter metalleri ve aktif elementleri refrakter bir potada eritmek için bir plazma arkının ultra yüksek sıcaklığını ve inert gaz atmosferini kullanır. Proses yüksek alaşım geri kazanım oranlarına, etkili dekarbürizasyona sahiptir ve yüksek saflıkta alaşımlar üretir.
(2) Plazma indüksiyon ergitme (PIM), bir plazma arkının ultra yüksek sıcaklığını ve inert gaz atmosferini indüksiyon ısıtma ve elektromanyetik karıştırma ile birleştiren bir fırındır. PIM, metal malzemeleri etkili bir şekilde kükürtten arındırabilir, karbonsuzlaştırabilir ve gazdan arındırabilir ve uçucu elementleri kontrol etmede avantajlara sahiptir.
(3) Plazma ark eritme (PAR), inert gaz atmosferinde plazma arkı kullanarak metal ve cürufu eritir ve su soğutmalı bir kristalleştiricide katılaştırarak iyi metalurjik sonuçlar üretir.
(4) Plazma elektron ışını yeniden eritme (PER), tantal katodu düşük vakum altında ısıtmak için argon plazması kullanır ve termal elektronlar yaymasına neden olur. Bu elektronlar bir elektrik alanının etkisi altında anot metal malzemesiyle çarpışır ve ardından su soğutmalı bir kristalleştiricide katılaşır. Bu yöntem sünger titanyum ve diğer refrakter metalleri etkili bir şekilde eritebilir.
Plazma indüksiyon ocağı, normal bir indüksiyon ocağı ile plazma ark ısıtma cihazının bir kombinasyonudur. İndüksiyon fırınına bir plazma ısı kaynağının eklenmesi nedeniyle, cüruf eritmeyi benimsemek ve metallerdeki kükürt içeriğini azaltmak için uygun koşullar yaratan yaklaşık 1850 ℃ kadar yüksek bir sıcaklığa sahip yüksek sıcaklıkta, aktif cüruf oluşturmak mümkündür. Bu nedenle, sıradan indüksiyon ocağındaki soğuk cüruf ve korumasız atmosfer dezavantajlarını ortadan kaldırır ve indüksiyon ocağının rafine etme yeteneğini önemli ölçüde geliştirir.
Plazma indüksiyon fırınları genellikle normal basınç koşulları altında çalışır ve prosesin gerektirmesi halinde negatif basınç altında da çalışabilir.
Daha yüksek [N] içeriğine sahip metaller elde etmek için, plazma indüksiyon ocağı çalışma gazı olarak aktif olmayan gaz N2 veya N2+Ar kullanabilir. Bir nitrojen akışı yoluyla bir plazma arkı oluşturarak ve aynı zamanda alaşımlama yaparak, metaldeki nitrojen içeriği artar. Bazen, çelik sıvısını karbonsuzlaştırmak için, bazı fabrikalar plazma indüksiyon fırınında çalışma gazı olarak hava da kullanır.
Bu tip ergitme ekipmanlarının önemli bir özelliği cüruflu veya cürufsuz işlem yapabilmesidir. Ergitme işleminde cüruf kullanılması gerektiğinde, kükürt giderme, deoksidasyon ve dekarbürizasyon görevleri tamamlanabilir. Cürufsuz çalışma kullanıldığında, metal sıvı yüzeyi doğrudan yüksek sıcaklıklı bir plazma arkı ile ısıtılır.
Şekil 6-1'de gösterildiği gibi, plazma indüksiyon fırını şu dört parçadan oluşur: plazma indüksiyon fırını gövdesi, indüksiyon fırını güç kaynağı, plazma tabancası ve plazma ark jeneratörü.
Plazma indüksiyon ergitme, kükürt giderme, metalik olmayan safsızlıkların giderilmesi ve çelik ve alaşımlardaki gaz içeriğinin azaltılması açısından vakum indüksiyon ergitme seviyesine yakın veya bu seviyeyi aşan oldukça rekabetçi bir özel ergitme yöntemidir.
Plazma ark ocağı, refrakter metalleri ve aktif elementleri refrakter malzeme potasında eritmek için plazma arkının ultra yüksek sıcaklığını ve inert atmosferini kullanır. Alaşım yüksek bir geri kazanım oranına sahiptir, etkili bir şekilde karbonsuzlaştırılabilir ve yüksek saflığa sahiptir.
Şekil 6-2, görünüş olarak normal bir ark fırınına benzeyen ve fırın kapağı 2, fırın kapısı 10, çelik çıkış 4, elektromanyetik karıştırma cihazı 5, plazma tabancası 1 ve alt anot 7 ile donatılmış bir plazma ark fırınını göstermektedir. Gaz kirliliğini önlemek için plazma ark fırını da mühürlenebilir.
Tabancalar su soğutmalı bakır nozullar ve su soğutmalı seryum tungsten (veya toryum tungsten) katotlardan oluşur. Nozül, seryum tungsten katottan yalıtılmıştır ve argon gazının akmasına izin verir. Argon gazı tabancanın üst kısmından tabanca kovanı aracılığıyla fırına akar ve iyonlaşarak plazmaya dönüşür. Fırın gövdesi refrakter malzemelerden yapılmıştır ve fırının tabanının orta kısmında alt anot olarak gömülü bir grafit çubuk (veya çelik-bakır su soğutmalı çubuk) bulunmaktadır. Enerji verildiğinde, alt anot DC güç kaynağının pozitif kutbuna bağlanır.
Plazma arkının yüksek sıcaklığı ve konsantre ısısı ve bu tür arkın neden olduğu zayıf karıştırma nedeniyle, erimiş havuzdaki metal aşırı ısınabilir ve bazen fırının dibinde erimemiş parçalar olabilir. Eritme işlemi sırasında metalin yeterli çalkalanmasını sağlamak ve erimiş havuzun sıcaklığını ve kimyasal bileşimini tekdüze hale getirmek için, fırının altındaki refrakter malzemenin dış katmanına iki adet su soğutmalı bakır bobin yerleştirilir. Manyetik bir alan oluşturmak ve erimiş metali karıştırmak için çalışma akımı geçer.
Şekil 6-3 Plazma Ark Yeniden Ergitme
1 - Plazma Tabancası; 2 - Conta Halkası; 3 - Besleme Çubuğu; 4 - Erimiş Metal Havuzu; 5 - Külçe; 6 - Geri Çekme Sistemi; 7 - Vakum Sistemi; 8 - Fırın Odası; 9 - Güç Kaynağı; 10 - Kristalizatör.
Mühürsüz plazma ark fırınlarında, oksidasyonu ve emilimi önlemek amacıyla erimiş metalin yüzeyini kaplamak için belirli bir miktarda cüruf üretilmelidir. Kükürt giderme görevi varsa, alkali fırın cürufu üretilebilir ve gerekli kükürt içeriğini elde etmek için cüruf değiştirme işlemi de kullanılabilir.
Plazma ark ocağının gösterdiği arıtma etkisi çok önemlidir ve yüksek hızlı takım çeliği, ısıya dayanıklı çelik, rulman çeliği, ultra düşük karbonlu paslanmaz çelik, hassas alaşımlar ve yüksek sıcaklık alaşımları gibi çeşitli çelik ve alaşım türlerini eritmek için kullanılabilir.
Plazma ark ocağı, alaşımlı çeliği eritmenin yanı sıra ferroalaşımları eritmek için de kullanılabilir. Çelik üretim süreci sırasında, hurda çelik eritildiğinde, metal havuzunun fırın duvarına radyasyonu artar ve fırın kaplamasının refrakter malzemelerine verilen hasarı hızlandırır. Fırın kaplamasının ömrünü uzatmak için, bazı elektrik ark ocakları yalnızca eritme ekipmanı olarak kullanılır ve çelik sıvının rafine etme görevleri potada gerçekleştirilir.
Pota içindeki çelik sıvıyı ısıtmak için plazma ark ocağının çalışma prensibine başvurulmuş ve plazma pota ısıtma ekipmanları geliştirilmiştir. Örneğin, bugün Amerika Birleşik Devletleri'nde inşa edilen 220t plazma pota ikincil ısıtma cihazı, Almanya'daki Krupp Steel Works'ün 150t plazma pota ısıtma fırını ve bu pota fırınına monte edilen 12kA akımlı AC plazma tabancası.
6.2.3 Plazma Ark Yeniden Ergitme (PAR).
Plazma ark yeniden eritme yöntemi, metalleri inert veya kontrollü bir atmosferde eritmek için plazma arkı kullanan özel bir eritme yöntemidir. Bir metal yeniden eritme işlemi olarak da düşünülebilir. Yeniden eritme işlemi sırasında, erimiş metal damlacıkları cüruf tabakasından geçer ve kristalleştiricide katılaşır. Vakum tüketilebilir elektrot ark yeniden eritme ve elektroslag yeniden eritme gibi, aynı anda erir ve katılaşır, yani metalin eritilmesi ve dökümü aynı anda gerçekleştirilir. Yeniden eritilen metal malzeme çubuk malzeme veya blok malzeme olabilir. Çubuk malzemeler kullanıldığında, plazma arkı eritmek için doğrudan çubuk malzemeye çarpar.
İngotun boyutuna bağlı olarak, plazma yeniden eritme işlemi tek tabancalı veya çok tabancalı işlemle gerçekleştirilebilir. Tek tabancalı çalışma için, plazma tabancası fırın odasının merkezine dikey olarak monte edilir ve besleme çubuğu fırın gövdesinin yan tarafındaki malzeme yükleme deliğinden fırın odasına uzanır (Şekil 6-3'te gösterildiği gibi). Çok tabancalı çalışma için, besleme çubuğu doğrudan fırının üstünden fırının içine uzanır ve birden fazla plazma tabancası (4 ila 6) besleme çubuğunun etrafında düzenlenir ve fırının yan duvarından eğilir.
Blok malzemeleri yeniden eritirken, şarjı hızlı ve tamamen eritmek için, şarj bir huni oluğu aracılığıyla erimiş havuzun merkezine eklenmelidir. Plazma ark yeniden eritme fırınının fırın kabuğu genellikle ortasında su soğutması olan çift katmanlı bir paslanmaz çelik yapıya sahiptir. Kristalleştirici, fırın odasının tabanının ortasına yerleştirilir, güç kaynağının bir ucu plazma tabancasındaki elektroda bağlanır ve diğer ucu katılaşmış metal külçe aracılığıyla erimiş havuza bağlanır.
Yeniden eritmeden önce fırın boşaltılır ve plazma tabancası için çalışma gazı olarak Ar gazı kullanılır. Çalışma sırasında, fırın içindeki gaz dışarı pompalanırken fırın odasına gaz verilir ve fırın içindeki basınç belirli bir seviyede tutulur.
Plazma ark ocakları ve plazma indüksiyon ocakları ile karşılaştırıldığında, plazma yeniden eritmenin farkı, metali aynı anda eritmek ve katılaştırmak için su soğutmalı kristalleştiriciler kullanmasıdır. Plazma arkının yüksek sıcaklığı nedeniyle, erimiş metalin yüzeyinde bir cüruf havuzu oluşabilir ve külçenin yüzeyinde ince bir cüruf kabuğu tabakası oluşarak iyi bir döküm yapısı elde edilebilir. Yeniden eritme işlemi sırasında metal Ar gazı korumasına sahiptir, bu nedenle metalin kimyasal bileşim dalgalanmaları küçüktür ve gazların ve metalik olmayan kapanımların içeriği düşüktür. Plazma ile yeniden eritilen çelikteki toplam inklüzyon miktarı ve oksijen içeriği, elektron ışını ile yeniden eritmeden sonra ikinci sıradadır.
Şu anda bu eritme yöntemi rulman çeliği, alaşımlı yapı çeliği, korozyona dayanıklı çelik, azot içeren alaşımlı çelik, refrakter metaller ve alaşımları, yüksek sıcaklıkta kalıp çeliği, hassas alaşımlar ve aktif metalleri eritmek için kullanılabilmektedir.
7. Elektron Işın Fırınında Yeniden Ergitme
7.1 Genel Bakış
Elektron ışını ile eritme (EBM), metalleri ısı bombardımanına tutarak eritmek için bir elektron ışınının yüksek enerji yoğunluğunu kullanan bir metalürjik yöntemdir. Bu teknoloji, başta nadir metallerin, değerli metallerin ve refrakter metallerin eritilmesi, saflaştırılması ve geri dönüştürülmesi olmak üzere çeşitli alanlarda uygulanmaktadır. Ayrıca yarı iletken malzemeler ve refrakter metallerin ve alaşımlarının tek kristallerini üretmek için de kullanılabilir.
Elektron ışını yeniden eritme (EBR), yüksek vakum koşulları altında metalik malzemeleri rafine etmek için bir ısı kaynağı olarak bir elektron tabancasından yayılan yüksek hızlı bir elektron ışını kullanan bir rafine etme işlemidir. Elektron demetinin kinetik enerjisi, metali eriten ve saflaştıran termal enerjiye dönüştürülür. Eritilen metal daha sonra katılaşmış damlacıklar oluşturmak üzere su soğutmalı bir kristalleştiricide soğutulur.
EBM yüksek vakum koşulları altında gerçekleştirildiğinden, aşırı ısınma sıcaklığı yüksektir ve sıvı haldeki bakım süresi uzundur, bu da metalin etkili bir şekilde saflaştırılması ve rafine edilmesiyle sonuçlanır. Proses gaz giderme, deoksidasyon ve uçucu metal safsızlıkları gibi safsızlıkları giderebilir. Külçelerin döküm işlemi sırasında, safsızlıklar üste doğru yüzer ve külçenin tepesinde toplanırken, yüksek erime noktalı metaller yüzeyde yoğunlaşır. Külçenin üst kısmının çıkarılması ve dış tabakanın rafine edilmesiyle yüksek saflıkta bir metal külçe elde edilebilir. Bir elektron ışını ergitme fırınının şematik diyagramı Şekil 7-1'de gösterilmektedir.
Elektron ışını ile yeniden eritme işlemi tantal, niyobyum, hafniyum, tungsten ve molibden gibi refrakter metallerin eritilmesiyle başlamış, ancak günümüzde yarı iletken malzemelerin, yüksek performanslı manyetik alaşımların ve rulman çeliği, korozyona dayanıklı paslanmaz çelik ve ultra düşük karbonlu saf demir gibi bazı özel çeliklerin üretimine kadar genişlemiştir. Buna ek olarak, elektron ışını yeniden eritme fırını, özellikle ana bileşen olarak niyobyum veya tantal ile tungsten ve molibden içeren bazı ısıya dayanıklı alaşımları eritmek için de kullanılabilir. Raporlara göre, eski Sovyetler Birliği de bakır ve nikeli eritmek için elektron ışını eritme fırınları kullanmıştır. Çelik ve alaşımlar gibi metal malzemelerin eritilmesinde kullanılmasının yanı sıra elektron ışını ile eritme, farklı özelliklere sahip seramik ve camların eritilmesinde de kullanılabilmektedir.
Elektron ışını eritme teknolojisinin özellikleri aşağıdaki gibi özetlenebilir:
(1) Elektron ışını ergitme vakum koşulları altında gerçekleştirildiğinden, malzemenin ergime durumu herhangi bir zamanda kontrol edilebilir, böylece yüksek saflıkta refrakter malzemeler elde edilebilir.
(2) Elektron demetinin yüksek enerji yoğunluğu, demetin yakınsama ve uzaklaşmasını kontrol ederek erimiş havuz yüzeyinin enerji yoğunluğunu ayarlamayı kolaylaştırır, bu da refrakter metallerin eritilmesini mümkün kılar.
(3) Otomasyon kontrolü, özellikle modern bilgisayar teknolojisi, elektronik teknolojisi ve otomasyon teknolojisinin uygulanmasıyla güvenli ve güvenilir hale getirilerek kolayca elde edilir. Bu, refrakter malzemelerden yüksek saflıkta malzemelerin çıkarılmasını ve elde edilmesini kolaylaştırır.
(4) Erimiş malzemenin kimyasal bileşimi hassas bir şekilde kontrol edilebilir, bu da nadir bulunan refrakter metallerin ve belirli performans gereksinimlerini karşılayan yüksek saflıkta metal malzemelerin üretilmesine olanak tanır.
Bununla birlikte, bu yeniden eritme yönteminin düşük verimlilik, karmaşık ekipman yapısı, yüksek voltajlı DC güç kaynağı kullanımı gerektirmesi ve yüksek ekipman yatırım maliyetleri gibi bazı dezavantajları vardır. Bu nedenle, bu eritme yönteminin özel eritme için ana yöntem haline gelmesi zordur. Üretim maliyeti açısından bakıldığında, elektron ışınıyla yeniden eritme en yüksek maliyettir. Sıradan ergitme yöntemleri kullanarak özel çelik üretmenin maliyeti 1 olarak kabul edilirse, aynı kapasite ve çelik türünü ergitmek için diğer ergitme yöntemlerinin maliyetleri şöyledir: Elektrik ark ocağı ergitme için 1,75, plazma ark ergitme için 2,03, vakum ark ergitme için 2,4 ve elektron ışını ergitme için 2,72'dir.
7.2 Elektron Işınıyla Yeniden Ergitmenin Temel Prensipleri
Elektron ışınlı yeniden eritmenin çalışma prensibi, katot ve anotun bir vakum odasına yerleştirildiği ve sırasıyla bir DC güç kaynağının negatif ve pozitif kutuplarına bağlandığı bir vakum diyotununkine benzer. Katot başka bir güç kaynağı tarafından ısıtıldığında, sıcaklık artar ve katot malzemesindeki bazı serbest elektronlar ısı nedeniyle uyarılır ve yayılır.
Katot ve anot daha sonra belirli bir voltajlı DC güç kaynağına bağlanırsa, uyarılan elektronlar belirli bir elektrik alanı yoğunluğuna maruz kalır ve hızlandırılarak anoda doğru yönlendirilir. Elektron ışını yeniden eritme fırınında, hızlı hareket eden elektronlar anot metal malzemeyi bombardımana tutar ve elektronların kinetik enerjisi anot üzerinde termal enerjiye dönüştürülür, böylece ısıtılır ve eritilir. Elektron ışınıyla yeniden eritme işleminin prensibi Şekil 7-2'de gösterilmektedir.
Şekil 7-2 EBM Süreç Prensibinin Şematik Diyagramı
7.3 Elektron Işınıyla Yeniden Ergitme Fırınının Ana Ekipmanı
Elektron ışını yeniden eritme fırını üç ana bölümden oluşur: fırın gövdesi, vakum sistemi ve elektrik sistemi. Eritme ekipmanının şematik diyagramı Şekil 7-3'te gösterilmektedir.
Şekil 7-3 Elektron Işını Ergitme Ekipmanının Şematik Diyagramı
1. Elektron ışını üretim sistemi; 2. Vakum valfi; 3. Vakum sistemi; 4. Odaklama ve saptırma sistemi; 5. Çalışma odası; 6. İş parçası; 7. Yüksek voltajlı güç kaynağı; 8. Manyetik lens güç kaynağı; 9. Saptırma bobini güç kaynağı; 10. Kontrol sistemi.
Bu bölümde, elektron tabancasına odaklanılarak fırın gövdesinin ana parçaları tanıtılacaktır. Buna ek olarak, vakum odası, kristalleştirici ve besleme ve çekme mekanizması da bulunmaktadır.
7.3.1 Elektron Tabancası
Elektron tabancası, elektron ışını yeniden eritme fırınında elektron ışını üretmek için önemli bir bileşendir. Eksenel tabanca, enine tabanca ve dairesel tabanca gibi çeşitli yapısal formlara sahiptir. Şu anda, eksenel tabanca daha yaygın olarak kullanılmaktadır.
Eksenel tabancanın dış şekli bir silindir gibidir ve iç yapısı Şekil 7-4'te gösterilmiştir. Elektron tabancasının prensip şeması ve üç boyutlu simülasyon modeli sırasıyla Şekil 7-5 ve 7-6'da gösterilmektedir. Elektron ışını blok katottan yayılır, anot tarafından hızlandırılır, odaklama bobini tarafından odaklanır ve saptırma bobininin kontrolü altında çok yüksek bir hızda ısıtılmış metale yönlendirilir ve böylece metal eritilir.
Elektron tabancası, elektron ışını emisyon elemanı, ışın oluşturan katot, hızlandırıcı anot, iyon toplayıcı, elektron ışını odaklama sistemi ve elektron ışını saptırma sisteminden oluşur. Elektron ışını emisyon elemanı bir ısıtma katodu 3 ve bir yayma katodundan 4 oluşur.
Isıtma katodu, çift spiral şeklinde sarılmış tungsten telden yapılmıştır. Tungsten telden 40-50A (voltaj 5V) AC akım geçtiğinde, yaklaşık 2800 ℃'ye kadar ısıtılabilir. Isıtma katodu ile yayma katodu arasındaki voltaj 1500 V DC'dir, burada termal elektronlar tungsten telden yayılır ve elektrik alanı altında yayma katoduna çarpar.
Şekil 7-5 Elektron Işını Üretimi ve Oluşumu Prensibi
1. Filament ısıtma güç kaynağı; 2. Filament; 3. Saptırma bobini güç kaynağı; 4. Hızlandırıcı voltaj güç kaynağı; 5. Odaklama bobini güç kaynağı; 6. Elektron ışını; 7. Odaklama bobini; 8. Anot (Toprak); 9. Katot. Elektron ışını; 7. Odaklama bobini; 8. Anot (Toprak); 9. Katot.
Şekil 7-6 Elektron Işını Bombardımanı Fırın Tabancasının Üç Boyutlu Modeli
1. Kurşun tutucu; 2. Elektron ışını üretim sistemi; 3. Tee konektörü; 4,5. Birinci ve ikinci manyetik lens; 6. Vakum valfi; 7. Manyetik saptırma sistemi.
7.3.2 Kristalleştirici
Elektron ışını fırınının kristalizatörü, mor bakırdan yapılmış ve su soğutmalı vakum ark fırınına benzer. Kristalizatörün alt kısmı sabit ve hareketli (külçeleri çekmek için kullanılır) olmak üzere iki tiptir. Ayrıca, kristalleştiricinin iç boşluğunun enine kesiti, metal ürünün farklı gereksinimlerine göre bir daire, halka veya dikdörtgen haline getirilebilir.
7.3.3 Besleme Cihazı
Elektron ışını fırını, aynı anda hem eriyen hem de katılaşan bir ekipman türüdür. Metal çubuk sürekli olarak eritildiğinde, eritilmemiş çubuk derhal elektron ışını bombardıman alanına itilmelidir. Besleme mekanizması çoğunlukla mekanik şanzıman ile tahrik edilir. İki tür besleme cihazı vardır: uzunlamasına ve enine ve ayrıca iki taraflı alternatif beslemeli bir enine tip de vardır.
7.3.4 Çekme Mekanizması
Hareketli bir tabana sahip kristalizatör için bir çekme mekanizmasının kurulması gerekir. Bunun nedeni, kristalleştiricideki metal katılaşmaya devam ettiğinde, zaten katılaşmış olan metal külçenin erimiş havuzun belirli bir yüksekliğini korumak için sürekli olarak aşağı çekilmesi gerektiğidir. Elektron ışını fırınının çekme mekanizması mekanik iletim veya hi̇droli̇k şanziman.
7.4 Elektron Işınıyla Yeniden Ergitme Prosesi ve Metalurjik Özellikleri
7.4.1 Elektron Işınıyla Yeniden Ergitme Süreci
(1) Fırını çalıştırmadan önce, ekipmandaki gizli tehlikelerin neden olduğu kazaları veya sıcak bakımı önlemek için fırının tüm parçalarını dikkatlice incelemek gerekir. Öte yandan, yeniden eritilecek fırın malzemeleri hazırlanmalıdır.
(2) Eritmeden önce, kristalleştirici ve çubuk malzemeyi takın, ardından fırını kapatın ve boşaltın. Fırındaki vakum derecesi (1~3)×10mmHg (0.00133~0.00399Pa) değerine ulaştığında, katodu ısıtmaya başlayın ve aynı anda su ile soğutun.
(3) Güç uygulamaya başlarken güç çok yüksek olmamalıdır. Kristalizatörde belirli bir miktarda metal sıvı olduğunda ve metal havuzu belirli bir derinliğe sahip olduğunda gücü kademeli olarak artırın ve normal erime hızına ulaşın.
(4) Yeniden eritme işlemi sırasında, elektron ışınının kristalizatörün duvarına çarparak zarar vermesini ve kazalara neden olmasını önlemek için özel dikkat gösterilmelidir. Yeniden eritme işlemi sırasında, çekme zamanlaması metal havuzunun sıvı seviyesine göre belirlenmeli ve aynı zamanda çekme hızı ile metal eritme hızı arasındaki koordinasyona dikkat edilmelidir.
7.4.2 Elektron Işınıyla Yeniden Ergitmenin Metalürjik Özellikleri
Elektron ışını yeniden eritme yöntemi, çelik veya alaşımları yüksek vakum ve yüksek sıcaklık koşulları altında saflaştıran ve rafine eden bir eritme yöntemidir. Çelik ve alaşımlar için diğer özel ergitme yöntemleri ile karşılaştırıldığında aşağıdaki özelliklere sahiptir:
(1) Elektron ışını yeniden eritme işlemi çok yüksek vakum koşulları altında gerçekleştirilir (~0.00133Pa'ya kadar). Vakum indüksiyon ocağı ve vakum ark ocağından çok daha yüksek vakum derecesine sahiptir. Bu nedenle, gazların, metalik olmayan kalıntıların ve bazı zararlı elementlerin metallerden uzaklaştırılmasında çok daha eksiksiz ve eksiksizdir ve saflaştırma ve arıtma reaksiyonu oranı diğer vakum fırınlarından daha yüksektir.
(2) Yeniden eritme işlemi sırasında, fırın malzemelerini eritme gücünü ve erimiş havuzu ısıtma gücünü ayrı ayrı ayarlamak mümkündür. Bu nedenle, erime oranı değiştiğinde, erimiş havuzun gerekli sıcaklığı hala korunabilir.
(3) Anot üzerinde salınan elektron ışını çok yüksek enerjiye sahip olduğundan, metal eriyik havuzu çok yüksek bir sıcaklığa ulaşabilir (eriyik havuzunun yüzey sıcaklığı 1850 ℃'ye ulaşabilir). Bu sadece yeniden eritme işlemi sırasında saflaştırma reaksiyonuna elverişli olmakla kalmaz, aynı zamanda tantal, niyobyum, tungsten ve molibden gibi yüksek erime noktalı metallerin eritilmesi için de geçerlidir.
(4) Elektron ışınının kontrol edilebilirliği iyidir, bu nedenle erimiş havuzun ısıtma konumu elektron ışını kontrol edilerek kontrol edilebilir, böylece erimiş havuz sıcaklığının eşit dağılımı sağlanır. Bu, mükemmel yüzey kalitesine ve kristal yapıya sahip metal külçelerin elde edilmesine yardımcı olacaktır.
(5) Elektron ışını fırını sadece çubuk malzemeleri eritmekle kalmaz, aynı zamanda blok, talaş veya toz metal malzemeleri eritmek için de tasarlanabilir.
7.5 Elektron Işınıyla Yeniden Ergitmenin Etkisi
Elektron ışınıyla yeniden eritilen malzemeler yüksek kaliteye sahiptir ve düşük erime noktalı ve kolayca buharlaşan elementlerin içeriğini çok düşük bir seviyeye indirebilir. Aşağıdaki metallerin eritilmesi ve saflaştırılması için kullanılabilir: pürüzsüz yüzeyli ve yeterli plastikliğe sahip soğuk işleme için titanyum ve nikel külçelerinin üretimi; en yüksek saflıkta tungsten ve molibden külçelerinin üretimi; vakum ark fırını ile eritilen kurşunla karşılaştırıldığında, yeniden eritilmiş kurşun, nükleer denizaltı reaktörlerinin kontrol bileşenleri için kullanılabilecek daha yüksek saflığa sahiptir; rafine edilmiş vanadyum külçeleri nükleer denizaltı reaktörünün parçalarının üretiminde kullanılabilir.
Çelik için elektron ışını ergitmenin ana avantajı, metal ve metal olmayan safsızlıkları ve safsızlık unsurlarını büyük ölçüde azaltmasıdır. Özel çeliklerin ve süper ısıya dayanıklı alaşımların sürekli akışlı ergitilmesi veya soğuk yatakta rafine edilmesi üretim maliyetlerini büyük ölçüde azaltabilir.
7.5.1 Metallerdeki Gaz ve Kalıntıların Giderilmesi
Elektron ışını ile ergitmenin en büyük özelliği yüksek vakum, yüksek sıcaklık ve sıvı metali uzun süre muhafaza edebilmesidir. Bu nedenle gazların, safsızlık elementlerinin ve bunların düşük değerlikli oksitlerinin giderilmesi için çok faydalıdır. Farklı malzemeler üzerinde yapılan deneyler sayesinde, elektron ışını yeniden eritme işleminden sonra elde edilen malzemenin en yüksek saflığa sahip olduğu ve bunun da metallerin performansını büyük ölçüde artırıp geliştirebileceği kanıtlanmıştır. Elektron ışını yeniden eritme yöntemi sadece alaşımlar için değil aynı zamanda saf metaller için de iyi bir gaz giderme kabiliyetine sahiptir. Bazı özel amaçlı metaller için, birden fazla yeniden eritme yöntemiyle daha da yüksek saflık elde edilebilir.
Yeniden eritme sonrasında metaldeki gaz içeriği, yeniden eritme sürelerinin sayısı ve her bir yeniden eritme süresi ile ilgilidir. Yeniden eritme süresi ne kadar uzun olursa metaldeki oksijen ve nitrojen içeriği de o kadar düşük olur. Bununla birlikte, yeniden eritme süresinin uzatılması erime oranının düşürülmesi anlamına gelir, bu da üretim oranını düşürecek ve üretim maliyetlerini artıracaktır, bu nedenle kapsamlı bir şekilde düşünülmelidir.
Elektron ışını yeniden eritme yöntemi, metallerden metalik olmayan kalıntıların giderilmesinde de ideal bir etkiye sahiptir.
7.5.2 Metal Özelliklerinin İyileştirilmesi
Elektron ışını yeniden eritme işleminin metallerdeki gaz ve inklüzyon içeriğini önemli ölçüde azaltma ve katılaşma koşullarını iyileştirme kabiliyeti nedeniyle, yeniden eritilen metallerin özellikleri önemli ölçüde iyileştirilir. Raporlara göre, elektron ışını yeniden eritme işleminden sonra, ısıya dayanıklı alaşımlardaki nitrojen, hidrojen ve oksijen içeriği sırasıyla 60-70%, 40-50% ve 70-80% azaltılır ve alaşım performansı önemli ölçüde iyileştirilir. Elektron ışını yapısal çeliği yeniden eritirken, sıradan eritme yöntemleriyle karşılaştırıldığında, malzemenin uzaması 35%, kesit büzülmesi 65% artmış ve izotropik katsayı 0,6'dan 0,9'a yükselmiştir.
8. Eritme Proseslerinin Karşılaştırılması ve Seçimi
8.1 Tipik Genleşme Alaşımı Eritme Süreci
Genleşme alaşımı, cam veya seramik malzemelerle kapatılmış bir alaşım türünü ifade eder. Çin'de bu tür alaşımın 29 derecesi ve çeşitli özellikleri bulunmaktadır. Cam ile sızdırmazlık için ana alaşımlar 4J29, 4J49, 4J52, 4J54 ve 4J6 iken, seramik ile sızdırmazlık için ana alaşımlar 4J33 ve 4J34'tür.
Bunlar arasında 4J29, -60 ℃ ila +400 ℃ aralığında belirli bir doğrusal genleşme katsayısına sahip olan sabit bir genleşme alaşımına aittir. Sert cam ile eşleştirmek ve sızdırmaz hale getirmek için kullanılır ve elektrikli vakum endüstrisinde sızdırmaz bir yapısal malzeme olarak yaygın şekilde kullanılır. Kullanımı nispeten büyüktür, iç talep yılda yüzlerce tona ulaşmaktadır ve ürünler için ana tedarik yöntemi şeritlerdir.
4J36, 0 ℃ ila + 100 ℃ ve -60 ℃ ila + 100 ℃ aralığında çok düşük genleşme katsayısına sahip düşük genleşmeli bir alaşımdır. Sıcaklık değişimleri aralığında yaklaşık olarak sabit olan boyutlara sahip bileşenler üretmek için kullanılır ve radyo, hassas aletler, enstrümantasyon ve diğerleri gibi endüstrilerde yaygın olarak kullanılır.
8.1.1 Genleşme Alaşımları için İlgili Standartlar
Bazı genleĢme alaĢımları için bileĢim gereklilikleri ve ilgili göstergeler Tablo 8-1, 8-2, 8-3 ve 8-4 "te gösterilmiĢtir.
Tablo 8-1 Genleşme Alaşım Bileşimi için Gereklilikler
Sınıf
Değerlendirme unsurları (daha büyük değil) /%
Referans Element /%
a × 106 /℃
C
P
S
Mn
Si
Ni
Fe
Oda sıcaklık ~300 ℃
Oda sıcaklık ~400 ℃
4J42
0.05
0.02
0.02
≤0.4
≤0.3
41.5~42.5
Ödenek
4.4~4.6
5.4~6.6
4J45
0.05
0.02
0.02
≤0.4
≤0.3
44.5~45.5
Ödenek
6.5~7.7
6.5~7.7
4J50
0.05
0.02
0.02
≤0.4
≤0.3
49.5~50.5
Ödenek
8.8~10.0
8.8~10.0
4J52
0.05
0.02
0.02
≤0.4
≤0.3
51.5~52.5
Ödenek
9.8~11.0
9.8~11.0
4J54
0.05
0.02
0.02
≤0.4
≤0.3
53.5~54.5
Ödenek
10.2~11.4
10.2~11.4
Tablo 8-2 4J36 Alaşımı için Bileşim Gereksinimleri
Kimyasal bileşim, %
Değerlendirme Unsurları
Referans Unsurları
C
P
S
Mn
Si
Ni
Fe
≤0.05
≤0.02
≤0.02
≤0.6
≤0.3
35.0~37.0
Ödenek
Tablo 8-3 4J36 Alaşımının Geçirgenliği ile Sıcaklık Arasındaki İlişki
Sıcaklık, ℃
-17.8
10.0
37.8
66
93
116
Geçirgenlik, μ H/m, ×10-3
2.25
2.15
2.04
0.68
1.81
1.70
Tablo 8-4 4J36 alaşımının oda sıcaklığındaki mekanik özellikleri
Yuvarlak çubuk stoğu
Metal şerit (1.0mm kalınlık)
σ b, MPa
δ,%
σ 0,2 , MPa
σ b, MPa
δ,%
Çukurluk değeri, mm
490
25
333
519
33
9.8
8.1.2 Genleşme Alaşımı 4J36'nın Rafine Edilmesi
Genleşme alaşımının ürün formları temel olarak tel, şerit, boru ve yuvarlak çubuk stoğunu içerir. En yaygın kullanılan form şerittir ve üretimde kullanılan ana ekipman elektrikli fırınlar, dövme çekiçleri (3-5t), slabbing değirmenleri, tavlama fırınları, doğrultma makineleri, taşlama makinelerini içerir, argon ark kaynağıdört silindirli (çok silindirli) soğuk haddehaneler, sürekli tavlama fırınları, yüzey işleme ekipmanları vb.
8.2 Tipik Yumuşak Manyetik Alaşım Eritme Prosesleri
Demir-nikel alaşımlarının 19. yüzyıldaki ilk keşfinden 20. yüzyıldaki bir dizi deneysel çalışmaya ve vakum arıtmanın kullanımına kadar, alaşımların özellikleri büyük ölçüde geliştirilmiştir. Araştırmaların derinleşmesi ve pratik uygulamaların ihtiyaçları ile molibden, bakır ve krom gibi diğer elementler ikili sistemlere eklenmiş, böylece ünlü süper-Invar alaşımı, daha yüksek ilk geçirgenliğe sahip bakır-permalloy alaşımı ve daha yüksek elektrik direncine sahip krom-nikel-demir alaşımı gibi bir dizi malzeme yaratılmıştır. İki temel parametre şunlardır: manyetik kristal anizotropi sabiti K ve manyetostriksiyon sabiti λ, alaşımın teknik mıknatıslanma sürecini ve manyetik özelliklerini belirler.
Demir-nikel yumuşak manyetik alaşımlar. Bu alaşımların özellikleri temel olarak şunları içerir: zayıf (veya orta) manyetik alanlarda yüksek geçirgenlik ve çok küçük zorlayıcı kuvvet; iyi işleme performansı, karmaşık şekilli cihazlara dönüştürülebilir; iyi pas direnci; bazı malzemeler, dikdörtgen histerezis döngüleri, çok düşük artık manyetizma veya önemli bir manyetik alan aralığında sabit geçirgenlik gibi belirli işlemlerden sonra özel manyetik özelliklere sahiptir.
8.2.1 İlgili Alaşımların Kimyasal Bileşimi
Tablo 8-5 bazı tipik yumuşak manyetik alaşımların kimyasal bileşim gereksinimlerini göstermektedir.
Tablo 8-5 Yumuşak Manyetik Alaşımların Kimyasal Bileşimi (%)
C
Mn
Si
P
S
Ni
Mo
Cu
Fe
1J77
≤0.03
0.30 ~ 0.60
0.15~0.30
≤0.02
≤0.02
76.00 ~ 78.00
4.80 ~ 5.20
3.80 ~ 4.20
Ödenek
1J85
≤0.03
0.30 ~ 0.60
0.15~0.30
≤0.02
≤0.02
79.00 ~ 81.00
4.80 ~ 5.20
≤0.20
Ödenek
1J86
≤0.03
≤1.00
≤0.30
≤0.02
≤0.02
80.50 ~ 81.50
5.80 ~ 6.20
≤0.20
Ödenek
8.2.2 Yumuşak Manyetik Alaşım 1J86'nın Performans Özellikleri
1J86 alaşımı temel olarak 81% nikel ve 6% molibden içerir. Bu alaşım 1J77 ve 1J85'e kıyasla daha yüksek μi ve daha düşük Hc değerine sahiptir ve μm değeri onlara yakındır. Alaşım 6% molibden içerdiğinden, direnç daha yüksektir ve bu da daha yüksek frekanslarda manyetik performansı artırır. Daha yüksek statik manyetik özellikler elde etmek için, alaşıma silikon veya manganez eklenmez, çünkü manyetik özellikler üzerindeki etkileri nikel ve molibdeninkinden daha az önemlidir. Alaşıma 1% manganez ve az miktarda silikon eklenmesi, alaşımın sıcaklık kararlılığını ve sıcak işlenebilirliğini artırmayı amaçlamaktadır.
8.3 Yüksek Sıcaklıkta Alaşım Ergitme Süreci
8.3.1 İlgili Alaşımların Kimyasal Bileşimi
Tablo 8-6 bazı tipik yüksek sıcaklık alaşımlarının gerekli kimyasal bileşimini göstermektedir.
Sınıf
Kimyasal bileşim, %
Cr
Co
W
Mo
Al
Ti
Ni
B
diğer
GH11 40
20.0 -23.0
1.40 -1.80
2.00 ~2.50
0.20 -0.60
0.70 -1.20
35.0 -40.0
Kalan Fe
GH30 44
23.5 -26.5
13.0 -16.0
<0.50
0.30 ~0.70
taban
Fe<4.0
GH41 69
17.0 ~21.0
2.8 -3.3
0.2 -0.6
0.65 ~1.15
50.0 ~55.0
Kalan Fe
K417
5.5 ~6.5
11.0 ~13.0
9.5 ~10.7
1.7 ~2.3
5.2 ~5.7
1.0 ~1.5
taban
0.05 ~0.10
0.07 Zr
FGH95
14
8
3.5
3.5
3.5
2.5
taban
0.01
3.5Nb
MGH6 000
15
4
2
4.5
2.5
taban
0.1
1.1Y203
8.3.2 Yüksek Sıcaklıkta Alaşım Eritme Prosesi
Yüksek sıcaklık alaşımlarının gerekli yüksek sıcaklık direnci ve korozyon direnci özelliklerine sahip olmasını sağlamak için alaşımın belirli bir kimyasal bileşime, saflığa ve uygun mikro yapıya sahip olması gerekir ve alaşımın bileşimi ve saflığı eritme teknolojisine bağlıdır. Bu nedenle, ergitme işlemi yüksek sıcaklık alaşımlarının üretim sürecinde önemli bir bağlantıdır.
Yüksek alaşım derecesi nedeniyle, yüksek sıcaklık alaşımları çok miktarda tungsten, molibden, niyobyum, krom gibi ağır elementlerin yanı sıra alüminyum, titanyum ve bor gibi kolayca oksitlenen elementler içerir. Bu özellikler, yüksek sıcaklık alaşımlarının eritme işlemleri için katı gerekliliklere sahip olduğunu ve genellikle vakumlu eritme kullandığını belirler. Şu anda, çoğu alaşım vakum indüksiyon fırınlarında veya atmosferik indüksiyon fırınlarında eritilmekte ve daha sonra saflıklarını artırmak ve iyi mikroyapı ve özellikler elde etmek için vakum tüketilebilir fırın veya elektroslag yeniden eritme işlemine tabi tutulmaktadır.
Yüksek sıcaklıktaki alaşımları eritmek için kullanılan yerli ve yabancı ekipmanlar arasında ark fırınları, indüksiyon fırınları, vakum indüksiyon fırınları, vakum ark fırınları ve elektroslag fırınları bulunmaktadır. Ayrıca elektron ışını fırınları ve plazma fırınları da bulunmaktadır.
Çin'in uzun yıllara dayanan üretim pratiğinde, sürekli keşif ve geliştirme, Tablo 8-7'de gösterildiği gibi, ilk ark ocağı eritme işleminden mevcut eritme işlemine kadar çeşitli eritme yöntemleri kombinasyonlarına yol açmıştır.
Tablo 8-7 Tipik Ni Bazlı ve Fe Bazlı Yüksek Sıcaklık Alaşımlarının Eritilmesi için Proses Rotası
Eritme İşlemi Rotaları:
Alaşım sınıfı
Ark ocağı eritme
GH3030,GH1035,GH3039,GH1140
Vakumsuz indüksiyon ocağı ergitme
GH3030,GH3044
Vakum indüksiyon ergitme
K4169,GH3044
Ark ocağı eritme + elektroslag yeniden ergitme
GH3030,GH35A, GH1015,GH2035,GH3333
Ark ocağı eritme + vakumlu ark yeniden eritme
GH3039,GH3044,GH4033,GH2132
Vakumsuz indüksiyon ergitme + elektroslag yeniden ergitme
GH4033,GH3128,GH4037,GH2135,GH1131,GH4043
Vakum indüksiyon ocağı + vakumlu ark yeniden eritme
GH4169,GH4037, 80A,GH4118,GH4141,GH2901
Vakum indüksiyon ocağı + elektroslag yeniden ergitme
GH3170,4049,GH4761,GH4698,GH500,GH4099
Vakum indüksiyon ocağı + elektroslag yeniden ergitme + vakumlu ark yeniden eritme
veya vakumlu indüksiyon fırını + vakumlu ark yeniden eritme + elektroslag yeniden eritme.
HGH4169,GH4169,HGH4033,HGH4145,HGH435
8.3.3 Metalurjik Proses Rotalarının Seçimi
Özel ergitme için, proses akış şemaları için birçok yaygın seçenek vardır. Doğrudan eritmek için tek bir eritme yöntemi kullanılabilir veya ikili veya üçlü bir süreç benimsenebilir. Uygun proses şeması, eritme işleminin çeşitliliğine ve kalitesine göre seçilmelidir. Farklı ergitme yöntemlerinin avantaj ve dezavantajları, enerji tüketimi, ekipman yatırımı, teknik ve ekonomik göstergeler ve ergitme kalitesi gibi açılardan kapsamlı bir şekilde değerlendirilmelidir.
Tablo 8-8 Yaygın Özel Eritme Proses Akışları
Eritme işleminin süreç akışı
Yaygın olarak işlenen çeşitler:
AIM
Genleşme alaşımları, bimetalik şeritler, özel çelik, yüksek alaşımlı çelik, korozyona dayanıklı alaşımlar vb.
VIM
Yumuşak manyetik alaşımlar, sert manyetik alaşımlar, elastik alaşımlar, genleşme alaşımları, yüksek sıcaklık alaşımları, ultra düşük karbonlu özel çelik, korozyona dayanıklı alaşımlar vb.
PAM
Özel çelik, alaşımlı çelik, refrakter metaller, korozyona dayanıklı alaşımlar vb.
AIM+ESR
Direnç alaşımları, yüksek sıcaklık alaşımları, ısıya dayanıklı ve aside dayanıklı çelik vb.
VIM+ESR
Ultra düşük karbonlu özel çelik, rulman çeliği, yüksek sıcaklık alaşımları, vb.
VIM+VAR
Direnç alaşımları, termokupl malzemeleri, yumuşak manyetik alaşımlar, titanyum ve titanyum alaşımları, yüksek sıcaklık alaşımları, refrakter metaller ve alaşımları.
VIM+EBR
Refrakter metaller ve alaşımları, vanadyum alaşımları, titanyum alaşımları.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Doğal olarak oluşan en yoğun element olan osmiyumun gerçekte ne kadar ağır olduğunu hiç merak ettiniz mi? Bu makale, osmiyumun ağırlığını doğru bir şekilde belirlemenize yardımcı olmak için tasarlanmış bir osmiyum ağırlık hesaplayıcısını...
Paslanmaz çelik 201'i 202'den ayıran nedir? Aynı seriye ait olmalarına rağmen, uygulamalarını önemli ölçüde etkileyebilecek ince farklılıklar mevcuttur. Bu makale, 201 ve 202 arasındaki temel farklılıkları...
Bronzu bu kadar özel ve çok yönlü yapan şeyin ne olduğunu hiç merak ettiniz mi? Bu makale, esas olarak bakırın kalay, bakır tozu ve bakır gibi elementlerle karıştırılmasıyla elde edilen bir alaşım olan bronzun büyüleyici dünyasını keşfe...
Metal sertliğinin büyüleyici dünyasını hiç merak ettiniz mi? Bu blog yazısında, metallerin sertliğini ölçmenin ve geliştirmenin ardındaki ilgi çekici kavramlara ve yöntemlere...
Çelik projenizin ağırlığını mı merak ediyorsunuz? Başka yere bakmanıza gerek yok! Bu blog yazısında, çelik ağırlık hesaplamasının ilgi çekici dünyasını keşfedeceğiz. Deneyimli bir makine mühendisi olarak...
İnşaatta H-kirişler ve I-kirişler arasındaki farkı hiç merak ettiniz mi? Benzer görünseler de, bu iki çelik kiriş türü onları farklı kılan farklı özelliklere sahiptir...
Metal yoğunluklarının büyüleyici dünyasını hiç merak ettiniz mi? Bu blog yazısında, makine mühendisleri için metal yoğunluklarını anlamanın önemine değineceğiz. Deneyimli bir makine mühendisi olarak...
Bir sonraki projeniz için kurşun ağırlığını doğru bir şekilde nasıl ölçeceğinizi hiç merak ettiniz mi? Bu makale, kurşun ağırlığı hesaplayıcısının kullanımına ilişkin uzman görüşlerini ve pratik ipuçlarını ortaya koymaktadır. Keşfedin...
022Cr19Ni10 paslanmaz çelik sınıfını öne çıkaran nedir? Düşük karbon içeriği ve korozyona karşı yüksek direnci ile bilinen bu çok yönlü alaşım, çeşitli endüstrilerde çok önemlidir. Bu makalede...