Basit bir metal bobininin bir saate nasıl güç verdiğini, bir araba sürüşünü nasıl yumuşattığını ve hatta kuvveti nasıl ölçtüğünü hiç merak ettiniz mi? Bu makale yayların büyüleyici dünyasını, türlerini, kullanım alanlarını ve onları bu kadar çok yönlü kılan malzemeleri araştırıyor. Hem mekanik hem de elektronik endüstrilerindeki bu temel bileşenlerin arkasındaki sırları ortaya çıkarmaya hazır olun!
Yaylar, elastik özellikleri nedeniyle hem mekanik hem de elektronik endüstrilerinde yaygın olarak kullanılmaktadır.
Bir yay bir yüke maruz kaldığında, mekanik iş veya kinetik enerjiyi depolanmış deformasyon enerjisine dönüştürerek önemli ölçüde elastik deformasyona uğrar.
Boşaltma sonrasında yay orijinal durumuna geri döner ve depolanan deformasyon enerjisi tekrar mekanik işe veya kinetik enerjiye dönüştürülür.
Yay yükü ile deformasyonu arasındaki ilişki yay sertliği olarak adlandırılır. Sertlik ne kadar yüksekse yay o kadar sert olur.
1. Yayın işlevi
Yayların işlevleri şunları içerir:
Araba ve tren süspansiyonlarında kullanılan sönümleme yayları ve çeşitli tampon sistemleri gibi yastıklama ve sönümleme.
İçten yanmalı motorlardaki supap yayları ve debriyajlardaki kontrol yayları gibi mekanizmaların hareketinin kontrol edilmesi.
Saat yayları ve silah mandalı yayları gibi enerjinin depolanması ve serbest bırakılması.
Yaylı teraziler ve dinamometrelerdeki yaylar gibi kuvvet ölçümü.
2. Yayların sınıflandırılması
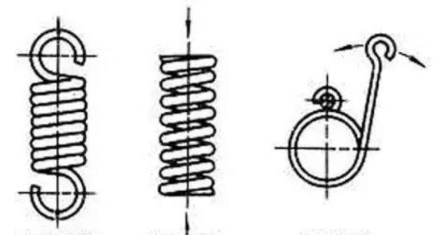
Yaylar, gerilme yapılarına göre dört türe ayrılabilir: çekme yayları, sıkıştırma yayları, burulma yayları ve eğilme yayları.
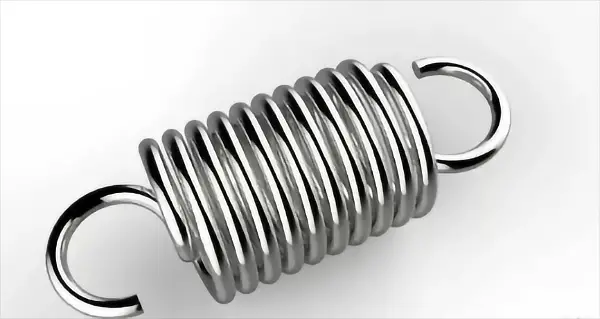
Gergi yayı, eksenel gerilim yaşayan bir tür helezon yaydır.
Bu yaylar tipik olarak dairesel kesitli malzemelerden yapılır.
Bir yüke maruz kalmadığında, bir gergi yayının bobinleri genellikle aralarında boşluk olmadan sıkıca sarılır.
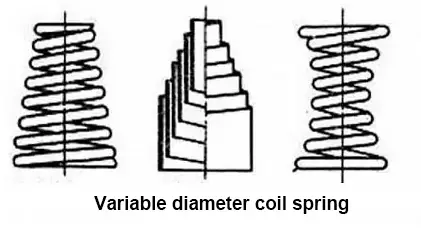
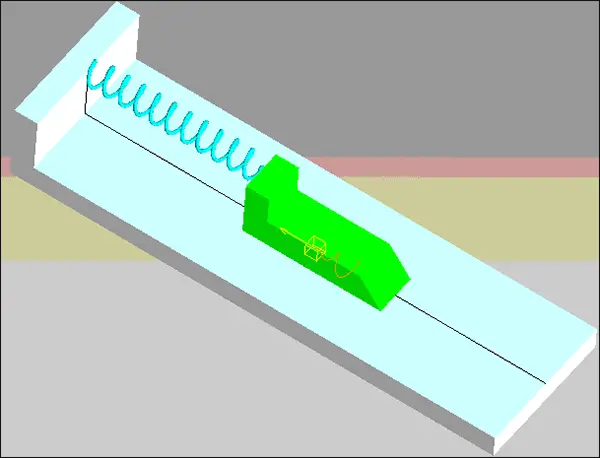
Sıkıştırma yayı, sıkıştırma kuvvetlerine dayanacak şekilde tasarlanmış bir tür sarmal yaydır.
Sıkıştırma yaylarının enine kesiti tipik olarak daireseldir, ancak dikdörtgen veya çok telli çelikten de yapılabilirler.
Bu yaylar genellikle eşit aralıklıdır ve bobinler arasında küçük bir boşluk vardır.
Harici bir yüke maruz kaldığında, sıkıştırma yayı sıkışır, deforme olur ve deformasyonunda enerji depolar.
Burulma yayları bir tür helezon yaydır.
Açısal enerjiyi depolayabilir ve serbest bırakabilir veya kuvvet kolunu yay gövdesinin merkezi ekseni etrafında döndürerek bir cihazı statik bir konumda tutabilirler.
Bir burulma yayının uçları diğer bileşenlere sabitlenir ve bu bileşenler yayın merkezi etrafında döndüğünde, yay onları orijinal konumlarına geri çekerek tork veya dönme kuvveti oluşturur.
Ortak kullanıma ek olarak yay çeşi̇tleri̇Ayrıca iki geleneksel olmayan tür de vardır: hava yayları ve karbon nanotüp yaylar.
Bir hava yayı bir metalik olmayan Esnek kapalı bir kaba basınçlı hava ekleyerek elastik bir etki yaratmak için havanın sıkıştırılabilirliğinden yararlanan yay.
Üst düzey araç süspansiyon sistemlerinde kullanıldığında, hava yayları sürüş konforunu büyük ölçüde artırarak otomobillerde ve demiryolu lokomotiflerinde yaygın olarak kullanılmalarını sağlar.
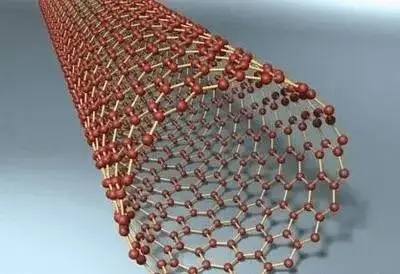
Bir karbon nanotüp yayı, bir karbon nanotüp filminin hazırlanmasıyla başlayan eğirme teknolojisi ile oluşturulur.
Yüzlerce mikron çapa ve birkaç santimetre uzunluğa sahip karbon nanotüp yaylar, geri çekilebilir iletkenler, esnek elektrotlar, mikro gerinim sensörleri, süper kapasitörler, entegre devreler, güneş pilleri, alan emisyon kaynakları, enerji dağıtıcı fiberler ve daha fazlası dahil olmak üzere çok sayıda potansiyel uygulamaya sahiptir. Ayrıca gerginlik algılayan bandajlar gibi tıbbi cihazlarda da kullanılmaları beklenmektedir.
3. Yay malzemesi ve izin verilen gerilme
Çalışma sırasında yaylar genellikle alternatif ve darbe yüklerine maruz kalır ve önemli ölçüde deformasyona uğramaları gerekir. Sonuç olarak, yayları yapmak için kullanılan malzeme yüksek çekme mukavemetine, elastik limite ve yorulma dayanımı.
Buna ek olarak, üretim süreci yeterli sertleşebilirlik ve aşağıdakilere karşı dirençle sonuçlanmalıdır dekarbürizasyonve iyi yüzey kalitesi.
Yaylar, yük altında geçirdikleri döngü sayısına göre üç kategoride sınıflandırılabilir: Tip I, n > 10 ile6Tip II, n = 10 ile3 ~ 105 ve darbe yükü altında; ve Tip III, n < 103.
Kelepçe gergi yayları için izin verilen gerilme, tabloda listelenen değerin 80%'sidir. Yay güçlü bir basınç işlemine tabi tutulursa, izin verilen gerilimi 20% kadar artırılabilir.
Karbon kablo yay çeliği mekanik özelliklerine göre dört gruba ayrılır; Grup 1 en yüksek çekme mukavemetine, Grup II ikinci sıraya, Grup III en düşük çekme mukavemetine ve Grup IV Grup II ile aynı çekme mukavemetine ancak daha iyi plastikliğe sahiptir.
Karbon kablo yay çeliği telinin Sb'si tabloda bulunabilir.
Karbon yay çeliği telin mukavemeti
Kod
MP
Grup I
Grup II
Grup III
Tel çapı d / Mn
0.2
2700
2250
1750
0.3
2700
2250
1750
0.5
2650
2200
1700
0.8
2600
2150
1700
1
2500
2050
1650
1.5
2200
1850
1450
2
2000
1800
1400
2.5
1800
1650
1300
3
1700
1650
1300
3.6
1650
1550
1200
4
1600
1500
1150
4.5
1500
1400
1150
5
1500
1400
1100
5.6
1450
1350
6
1450
1350
1050
7
1250
1000
8
1250
1000
4. Yay imalatı
Bir helezon yay üretme süreci, haddeleme, kanca oluşturma veya uç yüz halkalarını tamamlama, ısıl işlem ve performans testini içerir.
Büyük ölçekli üretimde, yaylar evrensel bir otomatik sarma makinesi kullanılarak sarılır. Tek tek parçalar veya küçük seri üretim için, geleneksel bir torna tezgahı kullanılarak veya elle hazırlanırlar. Yay telinin çapı 8 mm veya daha az olduğunda, tipik olarak soğuk sarma yöntemi kullanılır.
Sarma işleminden önce ısıl işlem, sarma işleminden sonra ise düşük sıcaklıkta temperleme gereklidir. Çap 8 mm'den büyük olduğunda, sıcak sarma yöntemi (800°C ila 1000°C arasında değişen sıcaklıklarda) kullanılmalıdır. Sıcak sarma işleminden sonra yay söndürülmüş ve temperlenmiş orta sıcaklıklarda.
Yay oluşturulduktan sonra, pürüzsüz olduğundan ve yara izi gibi kusurlar içermediğinden emin olmak için bir yüzey kalitesi incelemesi yapılmalıdır, dekarbürizasyonve diğer kusurlar. Değişken yüklere maruz kalacak yaylar da aşağıdaki işlemlerden geçmelidir yüzey işlemeYorulma ömürlerini iyileştirmek için bilyeli çekiçleme gibi.
5. Yayın uç yapısı
Baskı yayının deformasyonuna katılan etkili N dönüş sayısı, yayın eşit şekilde çalışmasını ve merkez çizgisinin uç yüzeye dik olmasını sağlamak açısından çok önemlidir.
Bunu başarmak için, yayın her iki ucunda ölü daireler veya destek halkaları olarak bilinen sıkı bir destek rolü oynayan 3/4 ila 7/4 dönüşler vardır. Bu dönüşler çalışma sırasında deformasyona katılmaz.
Gergi yayı, kurulum ve yükleme için ucunda bir kanca ile donatılmıştır ve dört yaygın uç yapısı türü vardır: yarım daire kelepçe, dairesel kelepçe, ayarlanabilir kanca ve döndürülebilir kanca.
Yarım daire ve dairesel kancaların üretimi kolaydır ve yaygın olarak kullanılır, ancak kancanın geçişindeki yüksek bükülme gerilimi nedeniyle, yalnızca yay teli çapı d ≤ 10 mm olan yaylar için uygundurlar. Öte yandan, ayarlanabilir ve döndürülebilir kancalar iyi gerilme koşulları altındadır ve kolay kurulum için herhangi bir konuma döndürülebilir.
6. Yay gerilme hesaplaması
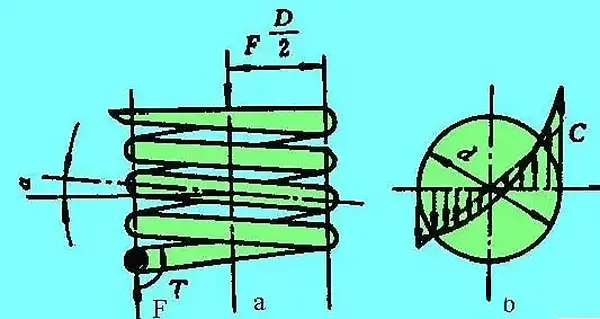
Sıkıştırma yayının gerilme analizi
Şekil (a), eksenel çalışma yükü F'yi taşıyan silindirik sarmal sıkıştırma yayını göstermektedir.
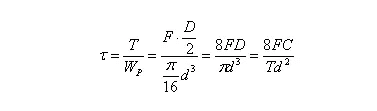
Kesit yöntemi analizi, yay teli kesitinin hem bir F kesme kuvvetine hem de F çarpı D bölü 2'ye eşit olan bir T torkuna maruz kaldığını ortaya koymaktadır. Tork, aşağıdaki gibi hesaplanabilen bir kesme gerilmesine neden olur:
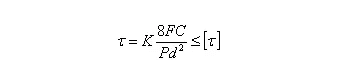
F kesme kuvveti ve yay telinin spiral eğriliği tarafından üretilen kayma gerilmesinin etkisini dikkate alırsak, maksimum kayma gerilmesi t, şekil (b)'de gösterildiği gibi yayın iç tarafında bulunabilir. Değeri ve dayanım koşulları aşağıdaki gibidir:
Nerede?
C - sarım oranı,
C = D / D, tablo 1'e göre seçilebilir
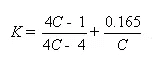
K - yay eğrilik katsayısı,
K doğrudan tablo 2'den de bulunabilir.
Tablodan C ne kadar büyükse, K'nın T üzerindeki etkisinin o kadar küçük olduğu bilinmektedir;
F - yayın çalışma yükü, N;
D - yayın adım çapı, mm;
D - malzeme çapı mm.
Tablo 1 sarım oranı için önerilen değerler
Çelik tel çapı. D
0.2~0.6
0.5~1
1.1~2.2
2.5~6
7~16
18~50
C=D/d
7~14
5~12
5~10
4~9
4~8
4~6
Tablo 2 eğrilik katsayısı K
Sarım oranı C
4
5
6
7
8
9
10
12
14
K
1.4
1.31
1.25
1.21
1.18
1.16
1.14
1.2
1.1
Denklem 1'de, yay çeliği telinin çapını mukavemet koşuluna göre hesaplama formülü, f'nin yayın maksimum çalışma yükü F2 ile değiştirilmesiyle elde edilebilir:
Bir çekme yayının mukavemetini hesaplama yöntemi, bir basma yayınınkiyle aynıdır.
7. Yay yerinde değil ve arıza nedeni
Pratik çalışmalarda, yayın hareketli nesneyi belirlenen konuma itemediği durumlarla karşılaşmak yaygındır, bu da yayın hesaplanan serbest uzunluğunun kısalmasına neden olur.
Bu sorunun nedeni, yayın önemli miktarda kuvvet kullanılarak (gerekirse) sıkıştırma yüksekliğine veya sıkma yüksekliğine kadar sıkıştırılmasını ve ardından orijinal serbest uzunluğuna dönmesi için serbest bırakılmasını içeren ilk sıkıştırma işleminin eksikliğidir.
Yayın kısaldığı miktar "ilk sıkıştırma büzülmesi" olarak adlandırılır.
Tipik olarak, 3-6 kez sıkıştırmaya maruz kaldıktan sonra, yayın uzunluğu artık kısalmayacak ve "konumuna yerleşmiş" olacaktır.
İlk sıkıştırmaya maruz kaldıktan sonra yayın kalıcı olarak deforme olduğuna dikkat etmek önemlidir.
8. Yay önlemleri
Pratik uygulamalarda, bir sıkıştırma yayı, malzemesinin elastik sınırını aşan kuvvetlere maruz kalsa bile çalışma uzunluğunu koruyabilmelidir.
Sonuç olarak, bitmiş yayın uzunluğu, yayın hesaplanan uzunluğuna artı ilk sıkıştırma büzülmesine eşit olmalıdır. Bu, yayın yerinde olmamasını önleyecek ve yay bobinleri birbirine sıkıldığında anormal bir yay sapmasına yol açan tehlikeli stres riskini azaltacaktır.
Bitmiş yayın ısıl işlemi sırasında, özellikle sertleştirme ve temperleme işlemi sırasında, yayın kendi ağırlığı nedeniyle kısalmasını önlemek için iş parçasının fırına yatay olarak (uzanarak) yerleştirilmesi çok önemlidir, bu da yanlış çalışmaya neden olabilir.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Basit bir cam yüzey ile takım tezgahlarının hassasiyetini ortaya çıkardığınızı hayal edin. Doğrusal ızgaralı teraziler, ince çizgileri son derece hassas ölçümlere dönüştürerek tam da bunu yapar. Bu makale, bunların nasıl...
Metal parçalar üzerindeki keskin kenarların nasıl düzeltildiğini hiç merak ettiniz mi? Pah kırma olarak bilinen bu işlem tehlikeli, pürüzlü köşeleri daha güvenli, açılı yüzeylere dönüştürür. Bu makalede...
Dünyanın en iyi rulman markalarının hangileri olduğunu hiç merak ettiniz mi? Bu blog yazısında, olağanüstü kaliteleri, yenilikçilikleri ve performanslarıyla bilinen en iyi rulman üreticilerini keşfedeceğiz.
Perde arkasında dünyaya kimin güç verdiğini hiç merak ettiniz mi? Bu blog yazısında, ışıkları açık tutan en iyi jeneratör üreticilerini derinlemesine inceleyeceğiz...
Alanınızda mükemmelleşmek isteyen hevesli bir makine mühendisi misiniz? Bu blog yazısında, işinizi geliştirebilecek, mutlaka bilmeniz gereken 10 makine mühendisliği tasarım yazılımını keşfedeceğiz.
Aracınızdaki kaynaklı somun ve vidaların bütünlüğünün nasıl sağlandığını hiç merak ettiniz mi? Bu makale, aracınızı sağlam tutan titiz kalite kontrol ve denetim sürecini ortaya koyuyor...
Bir elektrik motorunun aşırı ısınmadan sorunsuz çalışmasını sağlayan şeyin ne olduğunu hiç merak ettiniz mi? Motorlar için güvenli çalışma sıcaklıklarını anlamak, uzun ömürlülükleri ve performansları açısından çok önemlidir. Bu makalede...
Dökümün büyüleyici dünyasını hiç merak ettiniz mi? Bu eski ancak sürekli gelişen üretim süreci günlük hayatımızı sayısız şekilde şekillendiriyor. Bu blog yazısında, dökümün...
Arabanızdaki veya uçağınızdaki dişlilerin nasıl bu kadar sorunsuz çalıştığını hiç merak ettiniz mi? Bu makale, makine mühendisliğinin geleceğini şekillendiren en iyi dişli üreticilerini açıklıyor. Öğreneceksiniz...