Doğruluk ve Paralellik Tolerans Tablosu: Makinistler ve Mühendisler için Kapsamlı Bir Kılavuz
Mühendislikte hassasiyet ne kadar önemlidir? Makinistler ve mühendisler için doğruluk ve paralellik toleranslarını anlamak çok önemlidir. Bu makalede tolerans tabloları ele alınmakta, genel ve özel tolerans kavramları açıklanmakta ve çeşitli sınıf ve boyutlar için ayrıntılı tablolar sunulmaktadır. Okuyucular, işlenmiş ve kaynaklanmış bileşenlerin kalitesini ve doğruluğunu sağlamak için bu standartları nasıl uygulayacaklarını öğreneceklerdir. İster doğrusal boyutlarla ister açı sapmalarıyla uğraşıyor olun, bu kapsamlı kılavuz sizi işinizde yüksek standartları koruyacak bilgilerle donatacaktır.
1.1. Genel tolerans, normal atölye koşulları altında garanti edilebilecek toleransı ifade eder. Genel toleranslara sahip boyutlar için, boyuttan sonra sınır sapma değerlerini belirtmek gerekli değildir. Bunun yerine, çizimde, teknik gerekliliklerde veya teknik belgelerde (kurumsal standartlar gibi) vb. açıklanmalıdır.
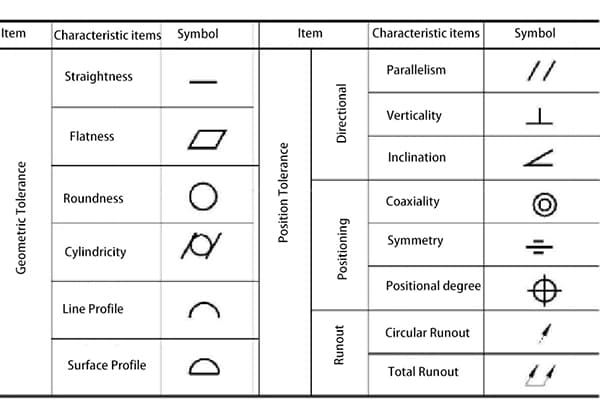
1.2. Genel toleranslar doğrusal boyutlar, açı boyutları, şekil ve konum gibi geometrik unsurlara uygulanabilir.
2. için Tolerans Dereceleri ve Sınır Sapma Değerleri Metal Kesme İşlenmiş Parçalar ve Damgalı Parçalar (GB/T 1804-2000'den alıntı)
2.1. Tolerans dereceleri ve sınır sapma değeri tablosu
Tablo 1 - Doğrusal boyutlar için sınır sapma değerleri (mm)
Tolerans Dereceleri:
Temel Boyut Segmentasyonu
0.5-3
>3-6
>6-30
>30-120
>120-400
>400-1000
>1000-2000
>2000-4000
Hassas f
±0.05
±0.05
±0.1
±0.15
±0.2
±0.3
±0.5
-
Orta m
±0.1
±0.1
±0.2
±0.3
±0.5
±0.8
±1.2
±2
Kaba c
±0.2
±0.3
±0.5
±0.8
±1.2
±2
±3
±4
En kaba v
-
±0.5
±1
±1.5
±2.5
±4
±6
±8
Tablo 2 - İç köşe yarıçapları ve pah yükseklikleri boyutları için sınır sapma değerleri (mm)
Tolerans Dereceleri:
Temel Boyut Segmentasyonu
0.5-3
>3-6
>6-30
>30
Hassas f
±0.2
±0.5
±1
±2
Orta m
Kaba c
±0.4
±1
±2
±4
En kaba v
Tablo 3 - Açı Boyutları için Sınır Sapma Değerleri (mm)
Tolerans Dereceleri:
Temel Boyut Segmentasyonu
-10
>10-50
>50-120
>120-400
>400
Hassas f
±1°
±30′
±20′
±10′
±5′
Orta m
Kaba c
±1°30′
±1°
±30′
±15′
±10′
En kaba v
±3°
±2°
±1°
±30′
±20′
2.2. Notasyon Stili: Örneğin, orta kalite seçildiğinde GB/T 1804-m olarak işaretlenmelidir. Firmamız genellikle m seviyesini seçer ve işaretlenmesine gerek yoktur. Diğer hassasiyet seviyeleri çizim üzerinde işaretlenmelidir.
3. Kaynaklı Yapılar için Genel Boyut Toleransı ve Konumsal Tolerans (GB/T 19804-2005'ten alıntı)
3.1. Uzunluk ölçüleri.
Tablo 4'te listelenen uzunluk boyutları için sınır sapma değerleri, kaynaklı parçaların ve kaynaklı bileşenlerin dış boyutlar, iç boyutlar, adım boyutları, genişlik ve genişlik gibi uzunluk boyutları için geçerlidir. merkez mesafesi boyutlar, vb. Şirketimiz genellikle A Sınıfını seçer ve işaretlenmesine gerek yoktur. Diğer hassas seviyeler çizim üzerinde işaretlenmelidir.
Tablo 4 - Doğrusal Boyut Toleransları (mm)
Tolerans Sınıfı
Nominal Boyut
2-30
>30-120
>120-400
>400-1000
>1000-2000
>2000-4000
>4000-8000
>8000-12000
>12000-16000
>16000-20000
>20000
A
±1
±1
±1
±2
±3
±4
±5
±6
±7
±8
±9
B
±2
±2
±3
±4
±6
±8
±10
±12
±14
±16
C
±3
±4
±6
±8
±11
±14
±18
±21
±24
±27
D
±4
±7
±9
±12
±16
±21
±27
±32
±36
±40
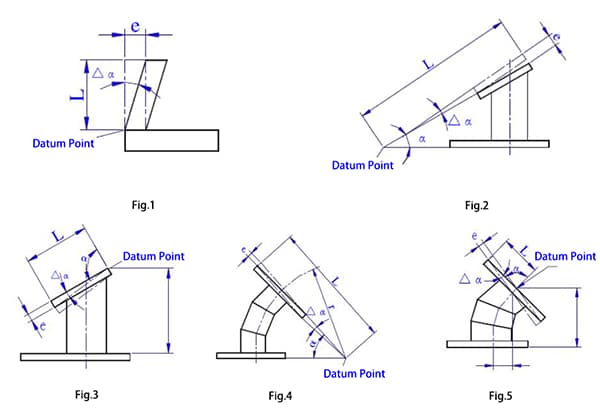
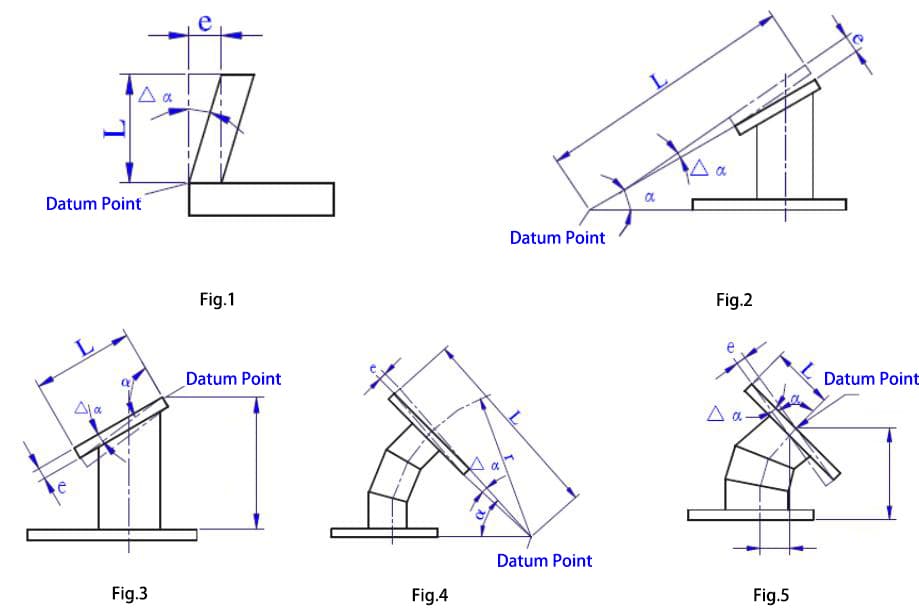
3.2. Açı Boyut Toleransı
Açının sınır sapması Tablo 5'e göredir. Açı sapmasının nominal boyutu, referans kenar olarak kısa kenara dayanır ve uzunluğu Şekil 1 ila Şekil 5'te gösterildiği gibi çizimde belirtilen referans noktasından hesaplanır.
Açı çizimde belirtilmemişse, ancak yalnızca uzunluk boyutu belirtilmişse, izin verilen sapma mm/m cinsinden olmalıdır.
Şirketimiz genellikle A Sınıfını seçer ve işaretlenmesine gerek yoktur. Diğer hassas seviyeler çizim üzerinde işaretlenmelidir.
Tablo 5 - Açı Boyut Toleransı
Tolerans Sınıfı
Nominal Boyut
0-400
>400-1000
>1000
0-400
>400-1000
>1000
Açı Olarak İfade Edilen Tolerans Δα(°)
Uzunluk Olarak İfade Edilen Tolerans (mm/m)
A
±20′
±15′
±10′
±6
±4.5
±3
B
±45′
±30′
±20′
±13
±9
±6
C
±1°
±45′
±30′
±18
±13
±9
D
±1°30′
±1°15′
±1°
±26
±22
±18
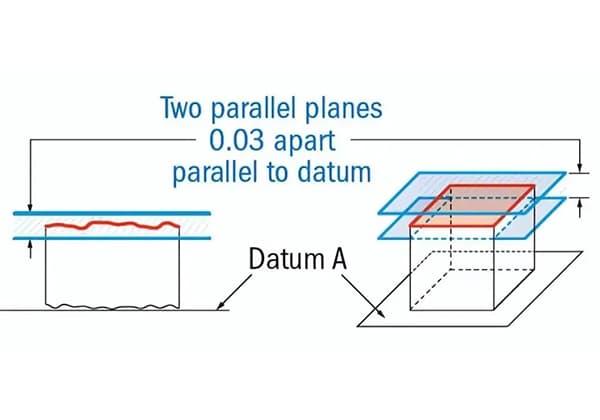
3.3. Kaynaklı Bileşenlerin Konumsal Toleransları.
İçin tolerans düzlükKaynaklı parça üzerinde işaretlenmemiş düzlük ve paralellik Tablo 6'daki hükümlere uygun olmalıdır. Firmamız genellikle Grade E'yi seçmektedir ve çizim üzerinde işaretlenmesine gerek yoktur. Diğer seviyeler için çizim üzerinde işaretlenmelidir.
Tablo 6 - Doğruluk, Düzlük ve Paralellik Toleransı (mm)
Tolerans Sınıfı
Nominal Boyut (yüzeyin uzun kenarına karşılık gelir)
>30-120
>120-400
>400-1000
>1000-2000
>2000-4000
>4000-8000
>8000-12000
>12000-16000
>16000-20000
>20000
E
±0.5
±1
±1.5
±2
±3
±4
±5
±6
±7
±8
F
±1
±1.5
±3
±4.5
±6
±8
±10
±12
±14
±16
G
±1.5
±3
±5.5
±9
±11
±16
±20
±22
±25
±25
H
±2.5
±5
±9
±14
±18
±26
±32
±36
±40
±40
3.4. Kaynaklı bileşenler için boyutsal ve pozisyonel tolerans derecelerinin seçimi Tablo 7'de gösterilmektedir.
Tablo 7
Doğruluk Derecesi
Uygulama Kapsamı
Doğrusal Boyut
Konumsal Tolerans
A
E
Yüksek boyutsal doğruluk gereksinimleri ve önemi olan kaynaklı bileşenler.
B
F
Kaynak ve doğrultmadan kaynaklanan küçük termal deformasyonlu partiler halinde üretilen nispeten önemli yapılar.
C
G
Kaynak ve doğrultmadan kaynaklanan büyük termal deformasyona sahip kutu yapılar gibi genel yapılar.
D
H
Daha büyük sapmalara izin veren yapısal bileşenler.
4. Dökümler için Boyutsal Tolerans (GB/T 6414-1999'dan alıntı)
4.1. Bu standartta belirtilen döküm parçalar için boyutsal tolerans, normal üretim koşulları altında elde edilmesi gereken toleransı ifade eder.
4.2. Dökümler için boyutsal toleransların sayısal değerleri Tablo 8'deki hükümlere uygun olacaktır; tolerans derecesi Tablo 9'daki hükümlere göre seçilecektir.
Tablo 8 - Dökümler için Boyutsal Toleransların Sayısal Değerleri (mm)
Boş dökümTemel Boyut
Tolerans Sınıfı CT
>
≤
5
6
7
8
9
10
11
12
13
14
15
10
0.36
0.52
0.74
1
1.5
2
2.8
4.2
10
16
0.38
0.54
0.78
1.1
1.6
2.2
3
4.4
16
25
0.42
0.58
0.82
1.2
1.7
2.4
3.2
4.6
6
8
10
25
40
0.46
0.64
0.9
1.3
1.8
2.6
3.6
5
7
9
11
40
63
0.5
0.7
1
1.4
2
2.8
4
5.6
8
10
12
63
100
0.56
0.78
1.1
1.6
2.2
3.2
4.4
6
9
11
14
100
160
0.62
0.88
1.2
1.8
2.5
3.6
5
7
10
12
16
160
250
0.7
1
1.4
2
2.8
4
5.6
8
11
14
18
250
400
0.78
1.1
1.6
2.2
3.2
4.4
6.2
9
12
16
20
400
630
0.9
1.2
1.8
2.6
3.6
5
7
10
14
18
22
630
1000
1
1.4
2
2.8
4
6
8
11
16
20
25
1000
1600
1.6
2.2
3.2
4.6
7
9
13
18
23
29
1600
2500
3.6
3.8
5.4
8
10
15
21
26
33
2500
4000
4
6.2
9
12
17
24
30
38
4000
6300
7
10
14
20
28
35
40
6300
10000
11
16
23
32
40
50
Not:
① Dökümün temel boyutları, çizimde verilen boyutları ifade eder ve işleme paylarını ve çekme açılarını içermelidir.
② 16 mm'ye eşit veya daha küçük temel boyutlara sahip dökümler için CT12 tolerans değerleri CT13 ila CT15 kaliteleri için seçilir.
Tablo 9 Döküm Boyut Tolerans Dereceleri CT
Toplu ve Seri Üretim.
Küçük Parti ve Tek Parça Üretim.
Üretim Yöntemleri:
Tolerans Sınıfı
Kalıp Malzemesi
Tolerans Sınıfı
Manuel kum döküm
11~13
Kuru ve Islak Kum
13~15
Makine kum dökümü ve kabuk kalıplama
8~10
Kendiliğinden Sertleşen Kum
11~13
Metal döküm
7~9
Düşük basınçlı döküm
7~9
Yatırım döküm
5~7
4.3. Tolerans bölgesi simetrik bir dağılıma sahip olmalıdır, yani toleransın yarısı pozitif, diğer yarısı negatif olmalıdır.
Bununla birlikte, özel gereksinimlerde, çizim veya teknik belgede belirtilmesi gereken asimetrik bir ayar da kullanılabilir.
Döküm tolerans derecesi çizim veya ilgili teknik doküman üzerinde belirtilmelidir. Belirtilmemişse, tüm dökümler CT11 derecesine göre yapılacaktır.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Mühendislerin üretimde hassasiyeti nasıl sağladığını hiç merak ettiniz mi? Bu makale paralellik toleransının büyüleyici dünyasına dalıyor. Küçük sapmaların bileşenlerin performansını nasıl etkileyebileceğini öğrenin ve...
Hassas ölçümlerin makine mühendisliği dünyasını nasıl şekillendirdiğini hiç merak ettiniz mi? Bu makale çelik cetveller, kumpaslar ve sürmeli kumpaslar gibi temel araçları inceleyerek kullanımlarını ve doğruluklarını ortaya koymaktadır. Nasıl olduğunu öğrenin...
Mühendislerin üretimde hassasiyeti ve doğruluğu nasıl sağladığını hiç merak ettiniz mi? Bu blog yazısında, üretimin çok önemli bir yönü olan geometrik toleransların büyüleyici dünyasına gireceğiz...
Gündelik nesnelerin metalden nasıl titizlikle üretildiğini hiç merak ettiniz mi? Bu makale perçinleme tekniklerinden kaynak makinelerinin inceliklerine kadar.... mekanik üretimdeki 444 temel kavramı ortaya çıkarıyor.
En küçük ölçümün bir makinenin kalitesini nasıl etkileyebileceğini hiç merak ettiniz mi? Bu makale, mekanik ölçümün büyüleyici dünyasına dalarak, boyutlardaki hassasiyetin,...