TDF Flanş Şekillendirme Makinesi: Kullanım Kılavuzu
Hava kanallarının nasıl hassas ve verimli bir şekilde yapıldığını hiç merak ettiniz mi? Cevabınız TDF flanş şekillendirme makinesi. Bu makale, HVAC sistemleri için gerekli olan hava kanalları için flanş üretimi de dahil olmak üzere makinenin yeteneklerini vurgulayarak çalışması boyunca size rehberlik edecektir. Projelerinizde birinci sınıf performans ve güvenlik sağlayan bu güçlü aracı nasıl kuracağınızı, çalıştıracağınızı ve bakımını yapacağınızı öğrenin. Makinenizin potansiyelini en üst düzeye çıkarmak için teknik ayrıntıları ve pratik ipuçlarını keşfedin.
TDF Flanş Şekillendirme Makinesinin Genel Görünümü
Kullanım, Performans ve Özellikler
TDF flanş şekillendirme makinesi öncelikle kare ve dikdörtgen hava kanalları ve TDF kendi kendine yapılan yarı mamul flanşlar üretmek için kullanılır. Ayrıca bir kanal üretim hattı, kesme makinesi, katlama makinesi, kilitleme makinesi ve köşe kod makinesi ile birleştirilerek bitmiş kanallar oluşturmak için de kullanılabilir.
Firmamız iki tip TDF flanş şekillendirme makinesi sunmaktadır: T12 ve T15. Şekillendirilmiş demir plaka kalınlığı 0,5 mm ile 1,5 mm arasında değişmektedir. Bu makineler, kompakt boyutları, hafif tasarımları, hareket kolaylığı, ayarlanabilirliği, kullanım kolaylığı ve güvenilirliği nedeniyle madencilik, oteller, alışveriş merkezleri ve inşaat gibi sektörlerde havalandırma egzoz kanallarının yerinde üretimi için idealdir.
Aşağıda kullanım senaryosu diyagramları verilmiştir.
TDF Flanş Şekillendirme Makinesi Bileşenleri: Makine bir raf, bir şanzıman bileşeni, bir flanş şekillendirme bileşeni, bir kanca şekillendirme bileşeni ve bir güç bileşeninden (motor ve redüktör) oluşur.
Genel Boyutlar: Makine 2700 mm uzunluğunda, 700 mm genişliğinde ve 1100 mm yüksekliğindedir.
Ağırlık: Makine yaklaşık 850 kilogram ağırlığındadır.
Redüktör Modeli: Makine, 25-30 dişli oranına sahip bir RV110 redüktör kullanır.
Motor Gücü: Motor 3 kW güç çıkışına sahiptir.
Uygulanabilir Malzeme: Makine, 0,6 mm ila 1,2 mm kalınlığındaki galvanizli sıradan plakalarla çalışmak üzere tasarlanmıştır.
Çalışma Hızı: Makine ortalama olarak dakikada yaklaşık 14 metre hızla çalışır.
Uzunluk Sınırlaması: Makine tarafından işlenebilecek malzeme uzunluğu için herhangi bir sınırlama yoktur.
Ürün Doğruluğu: Boyut hatası ±0,6 mm'yi geçmez ve açı hatası ±2 dereceyi geçmez.
Model ve Teknik Parametreler
Tablo 1:
Model
Motor
(KW)
Plaka Kalınlığı
(mm)
Şekil
"a "boyutu
(mm)
Ağırlık
(kg)
Boyut
(L.W.H)
T-12
3
0.5-1.2
35±0.5
850
2700×700×1100
Tablo 2
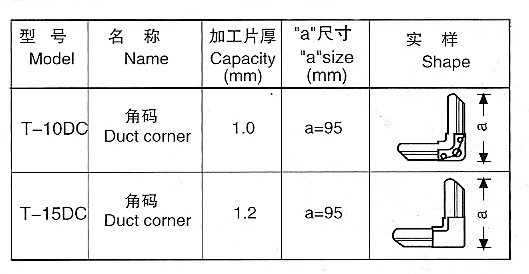
Kanal köşesi, biri kesme diğeri presle şekillendirme için ayarlanmış bir çift köşe kalıbı kullanılarak işlenir. İşlem 40T zımba kullanılarak gerçekleştirilir, ancak T-10 DC tipi kanal köşelerini işlemek için 25T zımba da kullanılabilir.
Kanca kodu ile ilgili olarak kesim boyutugenişliği 60 mm ve kalınlığı 1.0 mm çıtadır. Makine bir makara ile donatılmıştır makaslama maki̇nesi̇Böylece ayrı bir kesme işlemine gerek kalmaz.
Çalışma Durumu
Maksimum irtifa 2000 metreyi aşmayacaktır.
Çevre sıcaklığı -10°C ile +40°C arasında olmalıdır.
Sıcaklık +40°C olduğunda, hava bağıl nemi 50%'yi geçmemelidir. Sıcaklık +25°C olduğunda, hava bağıl nemi 90%'yi geçmemelidir.
Atmosferik koşullar patlamaya neden olabilecek tehlikeli maddelerden arındırılmış olmalı ve metali aşındırabilecek veya yalıtkan gazlara zarar verebilecek gazlar veya iletken tozlar içermemelidir.
Güç gereksinimleri aşağıdaki gibidir: gerilim 342-418V arasında olmalı ve üç fazlı güç dengesizlik gerilimi, hem negatif hem de sıfır dizilerin dizinin 2%'sini aşmadığı bir aralıkta kontrol edilmelidir. Frekans 49.5-50.5 arasında olmalıdır.
Yapılandırma ve Yapı
T12 TDF şekillendirme makinesi bir çalışma tezgahı, bir aktarma bölümü ve bir şekillendirme bölümünden oluşmaktadır. Anahat boyutları ekteki şekilde görülebilir (Şekil 1).
TDF flanş şekillendirme makinesi rafı ve çalışma tezgahı
Raf, sağlam ve güvenilir olan 8# ulusal standart kanaldan yapılmış kaynaklı bir kabuktur. Tüm iletim bölümü, şekillendirme bölümü ve redüktör kabuk üzerine monte edilmiştir. Yan plakanın ucu, panel üzerinde yatay bir ayar kanalı konumlandırma plakası ile masa paneline sabitlenir.
Şanzıman Parçası
Bütün i̇leti̇m si̇stemi̇ 30:1 aktarım oranına (veya diğer oranlara) sahip bir türbin redüktörü tarafından tahrik edilen ve 3 kW'lık ulusal standart bir motor tarafından çalıştırılan bir türbin kutusundan oluşur. Redüktör, dişliler ve bir zincir aracılığıyla iki tahrik milini tahrik eder ve tahrik mili dişlileri transit mili tahrik eder. Tüm sistemin hareketi daha sonra birden fazla transit dişli çarkı tarafından tahrik edilir.
Şekillendirme bileşenlerinin her iki tarafı da 14 silindirden oluşur; bir taraf flanşları, diğer taraf ise kancaları oluşturur. Şekillendirme silindirleri, tuz banyosu ısıl işlemi ve son işlemden geçirilerek dayanıklı hale getirilmiş GCr15 rulman çeliğinden yapılmıştır.
Şaftlar ve dişliler, performanslarını ve uzun ömürlülüklerini sağlamak için ısıl işleme tabi tutulmuştur. Her kuyrukta, flanşın gerekli özelliklerle hizalanmasını sağlamak için ayarlanabilir bir cihaz bulunur.
Yan plaka dövme çelikten imal edilmiş ve son işlemden geçirilmiştir. TDF flanş şekillendirme makinesi, her biri bir tahrik dişlisi ve sol ve sağ silindirlerle donatılmış 14 grup şekillendirme miline sahiptir. Sol taraf kanca makara grubundan oluşurken, sağ taraf flanş makara grubunu içerir. Ayrıca, sağ taraftaki flanş şekillendirme bileşeni, şekillendirme işlemi sırasında dengeyi sağlamak ve kaliteli ürünler üretmek için bir kauçuk malzeme tutma tekerleğine ve bir besleme arabasına sahiptir.
Dikkat Edilmesi Gereken Hususlar
TDF flanş şekillendirme makinesinin üst yan plakasında, haddeleme kalınlığına bağlı olarak üst ve alt silindirler arasındaki boşluğun otomatik olarak ayarlanmasını sağlayan çift uçlu saplamalar ④ ve disk yaylar vardır. Örneğin, T-12 makinesinde plaka kalınlığı 0,6-1,2 mm arasındadır.
Tüm yeni flanş makineleri fabrikadan çıkmadan önce ayarlanır ve nitelikleri karşılar. Gerekirse, sadece besleme plakasının ayarlanması gerekir. Dört saplama ③ ve ④ kolayca ayarlanmamalı veya hareket ettirilmemelidir.
TDF flanş şekillendirme makinesinin kaldırılması ve montajı
Nakliye sırasında hiçbir bileşenin kaybolmadığından veya atlanmadığından emin olun. Kurulumdan önce eksiksiz ve hasarsız olduklarını teyit etmek için ilgili tüm parçaları dikkatlice inceleyin.
Makineyi kaldırmadan önce, gereksinimleri karşıladığından emin olmak için kaldırma cihazını iyice kontrol edin. Kaldırma işlemi sırasında eşit uzunlukta en az iki sapan kullanın. Kaldırma kancası noktasını orta konumda tutun ve makinenin dengesini kaybedip devrilmesini önlemek için iyi bir ağırlık merkezi sağlayın. Boşaltma sırasında, makineyi yavaşça düz bir zemine, dört ayağı önce yere değecek ve kimse havada asılı kalmayacak şekilde yerleştirin. Gerekirse taşıyıcı kullanın. Makine eğilmemeli veya belli bir açıyla yerleştirilmemelidir, çünkü bu deformasyona neden olabilir ve işlevini etkileyebilir.
Makine düz ve sertleştirilmiş bir zemin üzerine kurulmalıdır.
Gereksinimlere göre uygun bir güç kaynağı (uygun voltaj, faz ve frekans vb. ile) ve bir topraklama kablosu monte edin. Elektrik sistemini standart renk koduna göre kurun.
Makineyi gerektiği gibi yağlama gresi veya yağ ile doldurun.
Germe zinciri, tahrik kayışı gerginliği, sızıntı koruması dahil olmak üzere her parçayı iyice inceleyin ve sabitleme cıvatalarıtüm parçaların iyi durumda olduğundan emin olmak için.
Makinenin çalışma koşullarını incelemek için birkaç dakika rölantide çalışma
TDF flanş şekillendirme makinesinin çalışma yönünü kontrol edin ve yanlışsa ayarlayın.
Tüm bağlantı elemanlarını inceleyin ve herhangi bir güvenlik tehlikesini ortadan kaldırmak için gevşemiş olanları sıkın.
Anormal sesler için dikkatlice dinleyin.
Tüm yataklara, dişlilere yağlama yağı veya gres sürün, şanzıman millerive vidalar.
Elektrik sisteminin güvenliğini ve güvenilirliğini doğrulayın.
Koruma kalkanının güvenli ve güvenilir olduğundan emin olun.
Yardımcı bir besleme arabasının kullanımı, plaka ve flanşın genişliğine bağlıdır.
Plaka uzunluğu 180 mm'den az olduğunda, bir besleme arabasının kullanılması gerekir. Plaka arabaya yerleştirilir, iki kelepçe ile sabitlenir ve haddeleme işlemi sırasında işçiler tarafından ileri doğru itilir.
Plaka uzunluğu 180 mm'den fazlaysa, araba yandan sökülebilir ve uygun bir yerde saklanabilir.
İlk kullanım sırasında sonuçları ölçün ve değerlendirin. Her iki tarafta eşit olmayan boşluk varsa, durdurma plakası konumunu ve malzeme kılavuz plakası ile besleme yönü arasındaki paralelliği ayarlayın.
Flanşın büyük dik açılı kenarı 90°'yi aşıyorsa, tutma kuvvetini artırmak için tutma lastik tekerleğini indirin. Flanş yukarı veya aşağı doğru kıvrılıyorsa, şekil ayarlama tekerleğini buna göre ayarlayın.
Bu makinenin katlama yoluyla şekillendirme için tasarlandığını ve döküm haddesi olarak kullanılmaması gerektiğini unutmayın.
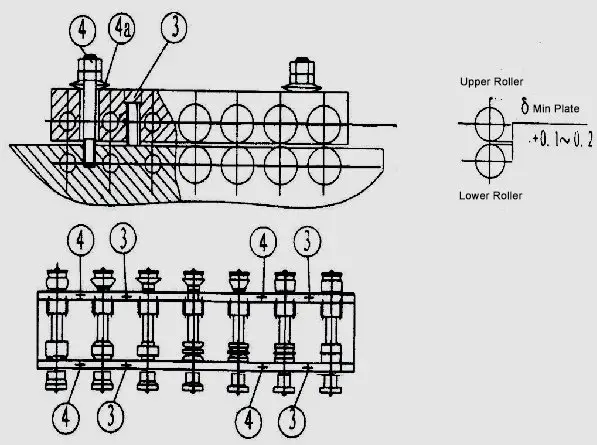
Bu nedenle, üst, orta ve alt silindirler arasında belirli bir boşluk (yaklaşık plaka kalınlığı artı 0,1-0,2 mm) gereklidir, boşluk fabrikadan çıkmadan önce ayarlanmıştır, kullanıcılar havşa başlı vidaları ③ sabitleme cıvatasını ④ ve disk yayını keyfi olarak çevirmemelidir ( bkz. Şekil 2 ve 5 )
Şekil 5
Silindirler arasındaki boşluk gevşemiş cıvata somunları ③ ve vidalar ④ veya başka nedenlerden dolayı değişirse, aşağıdaki şekilde ayarlayın:
Tüm somunları ④ gevşetin ve silindirler arasındaki boşlukla aynı kalınlıkta bir plaka yerleştirin. Dört taraflı silindirler arasındaki boşluklar neredeyse eşit olana kadar vidayı ③ ayarlayın. Ardından somunu ④ sıkın [δ=Min. plaka kalınlığı + 0,1-0,2]. Minimum plaka boşluğu istiyorsanız, hafif bir boşluk bırakmak kabul edilebilir.
Kemik şekli ayarı
Farklı genişlik veya kalınlıktaki levhaları yerleştirmek için, giriş konumlandırma plakasındaki vidaları gevşetin ve plakayı yuvaya paralel bir yönde hareket ettirin. Ardından, kılavuz plakayı sıkın.
Flanş üretimi sırasında saclar inceyse ve flanş yan kancasının boyutu yetersizse, flanş yan besleme plakasını hafifçe içe doğru ayarlayın.
Güvenlik Teknolojisi
TDF flanş şekillendirme makinesi, makinenin yapısını ve performansını tam olarak bilen ve uygun eğitimi almış profesyonel bir operatör tarafından çalıştırılmalıdır. Operatör, güvenlik operasyon prosedürlerini sıkı bir şekilde takip etmelidir. Birden fazla operatör çalışıyorsa, profesyonel bir kişi üretimi yönetmekten sorumlu olmalıdır.
Tüm devrelerin ve elektrikli bileşenlerin güvenli çalışma koşullarında olduğundan emin olmak için TDF flanş şekillendirme makinesini, durumu, topraklama direnci ve kaçak koruması dahil olmak üzere düzenli olarak inceleyin.
Bakım veya inceleme yapmadan önce, güç kesilmeli ve anahtar çıkarılıp kilitlenmelidir.
Elektrik yalıtımının bozulmasını önlemek için güç voltajı nominal voltajı 10%'den fazla aşmamalıdır.
Makine çalışır durumdayken hiçbir onarım veya ayarlama yapılmamalıdır.
Dönen makaralara, zincirlere ve dişlilere ellerinizle dokunmanız yasaktır.
Herhangi bir anormal ses veya koku oluşursa, makineyi derhal durdurun ve sorunu giderin.
Makinenin koruyucu kapağı sağlam olmalıdır. Tam olarak monte edilmemiş bir makine üretime alınamaz.
Makine Bakım ve Onarımı
Makine üzerinde bakım yapmadan önce, bakım personeli makinenin performansı, teknik özellikleri, güvenlik önlemleri, mekanizma konumları ve işlevleri, mekanik, elektrik ve iletim teorilerinin yanı sıra sipariş ve eylem sırası ile çalışma prosedürleri arasındaki ilişki hakkında bilgi sahibi olmalıdır.
Her vardiyadan önce yağlama gereksinimlerine uygun olarak yağlama gresi veya yağı eklenmelidir.
Kaynak izleri, çapaklar veya çok kalın levhalar içeren levhalar oluşturmak yasaktır.
Motor, elektrik ve kontrol bileşenleri için şok, nem ve toz korumasına yönelik önlemler alınmalıdır. Yağmur mevsimi boyunca, makine uzun bir süre (bir aydan fazla) kullanılmamışsa, motor ve elektrik yalıtımı gözden geçirilmeli ve kullanımdan önce nemi alınmalıdır.
Açıkta kalan hortum ve kabloların sağlam olduğundan emin olun.
Makinenin hizmet ömrünü uzatmak için silindir yüzeyini temiz tutun ve kirleri ve demir artıklarını zamanında temizleyin.
Bir ekipman dosyası oluşturun ve bakım kayıtları ve günlükleri de dahil olmak üzere düzenli bir bakım planı oluşturun.
Her vardiyanın sonunda tüm artıkları temizleyin, demiri ve tozu alın ve gücü kapatıp makineyi kilitleyin.
Dikkat edilmesi gereken hususlar
TDF flanş şekillendirme makinesi 380V giriş voltajına sahiptir ve güvenliği sağlamak için giriş güç soketi uygun bir topraklama hattına sahip olmalıdır.
TDF flanş şekillendirme makinesindeki ortak bilyalı rulmanlar tamamen yağlanmıştır ve genellikle özel bir bakım gerektirmez. Ancak, makineyi ilk kez kullanırken, yan plakanın iç kısmına az miktarda yağ uygulayın. Demir artıklarının rulmanların içine düşmesini ve hizmet ömürlerini etkilemesini önlemek için önlemler alınmalıdır.
Makine açık bir tahrik kullanır ve dişli dişlerine düzenli olarak yağlama gresi sürülmelidir.
Dişli ve silindirlerin üzerine düşen demir parçalarını temizleyin ve silindir yüzeyini gerektiği gibi yağlayın.
Haddeleme işlemi sırasında, iş parçaları kademeli olarak oluşturulduğundan, beşinci silindire ulaştığında plakayı geri çekmek yasaktır. Malzemenin çıkarılması gerekiyorsa, somunu ④ gevşetin ve kirişi ⑥ kaldırın, ardından malzemeyi geri çekin. Aksi takdirde makine hasar görebilir.
Aksesuar değişimi için lütfen makine modelini, üretim veya satın alma yılını ve ayını ve makine veya kullanım kılavuzu üzerinde işaretlenmiş fabrika numarasını belirtin. Daha sonra aksesuarları fabrikamızdan veya fabrika temsilcilerimizden temin edebilirsiniz.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Hiç sac metalde hassas bükümler elde etmekte zorlandınız mı? Bu makale, çelik ve demir dışı metalleri bükmek için gerekli olan çok yönlü bir araç olan manuel katlama makinesini açıklamaktadır. Okuyarak,...
Evinizdeki veya ofisinizdeki hava kanallarının nasıl yapıldığını hiç merak ettiniz mi? Bu büyüleyici blog yazısında, sizi bu ilginç süreçte bir yolculuğa çıkaracağız...
Endüstriyel havalandırma kanallarının nasıl hassasiyetle üretildiğini hiç merak ettiniz mi? Bu yazıda, kanal üretiminde bir mucize olan Pittsburgh Lockformer Makinesini inceleyeceğiz. Temel işlevlerini, teknik parametrelerini,...
Kanal üretim ihtiyaçlarınız için doğru Pittsburgh Lockformer makinesine karar vermek, özellikle yeni başlayanlar için çok zor olabilir. Bu kılavuz, voltaj, sıcaklık, nem ve sıcaklık gibi temel hususları...
HVAC sistemlerinde neden genellikle dikdörtgen kanallar yerine yuvarlak kanallar tercih edilir? Dikdörtgen kanalların geleneksel kullanımına rağmen, modern mühendislik yuvarlak kanalların önemli avantajlar sunduğunu ortaya koymaktadır. Onlar ...
Kavurucu bir yaz gününde yanlış kanal montajı nedeniyle klima sisteminizin arızalandığını düşünün. Bu makale, büyük hacimli klima kanallarının oluşturulması ve montajı için adım adım bir kılavuz...
Evinizin konforlu olmasını sağlayan gizli ağı hiç merak ettiniz mi? Bu ilgi çekici makalede, hava kanalları dünyasına dalıyor, türlerini, uygulamalarını ve kullanım alanlarını keşfediyoruz...
Evinizin içindeki havanın neden havasız ve hatta sağlıksız olduğunu hiç merak ettiniz mi? Bu makale, havalandırma sistemlerinin iç mekan hava kalitesinin korunmasındaki önemli rolünü incelemektedir. Siz...
Kanal dirseği makinesinde ustalaşmayı mı merak ediyorsunuz? Bu kılavuz size makineyi nasıl verimli ve güvenli bir şekilde kullanacağınızı gösterecektir. Makinenin yapısını, adım adım şekillendirme ve şekillendirme sürecini öğreneceksiniz...