Abkant Pres Performansınızı Optimize Etmek için 22 İpucu
Abkant pres kullanırken hassasiyeti ve güvenliği nasıl sağlarsınız? Bu makale, abkant pres performansını optimize etmek için kalıp seçimi, kalıp kurulumu, arka dayama doğruluğu ve hidrolik ayarlamalar gibi konuları kapsayan 22 temel ipucu sunmaktadır. Bu uzman yönergelerini takip ederek abkant pres operasyonlarınızın verimliliğini ve güvenilirliğini artırabilir, yüksek kaliteli bükme sonuçları ve uzun makine ömrü sağlayabilirsiniz. Metal işleme projelerinizi önemli ölçüde etkileyebilecek pratik adımları öğrenmek için içeri dalın.
1. Üst ve alt kısımlar için seçim, değiştirme ve önlemler ölür
1) Üst zımbanın seçimi
A) Abkant pres için üst zımba seçimi, gerekli bükme kuvveti ve kalıbın maksimum yük kapasitesi tarafından yönetilen kritik bir karardır. Bu seçim, bükümün kalitesini, takımın uzun ömürlülüğünü ve büküm işleminin genel verimliliğini doğrudan etkiler. Bükme kuvveti, malzeme özellikleri (akma dayanımı, kalınlık), bükme açısı ve kalıp açıklığı genişliği gibi faktörler dikkate alınarak hassas bir şekilde hesaplanmalıdır. Erken takım aşınmasını ve olası arızaları önlemek için kalıbın maksimum yük kapasitesinin altında, tipik olarak 20-30%'lik bir güvenlik marjının korunması önemlidir.
B) Özel bir kalıp seçerken, yük dağılımının ve stres konsantrasyonlarının standart kalıplardan önemli ölçüde farklı olabileceğini bilmek çok önemlidir. Bu farklılıklar, özel kalıplarda kullanılan benzersiz geometrilerden, özel kaplamalardan veya gelişmiş malzemelerden kaynaklanır. Sonuç olarak, yük taşıma kapasitesi ve optimum çalışma parametreleri geleneksel kılavuzlardan sapabilir. Bu özel takım çözümleri için güvenli çalışma limitlerini ve optimum zımba seçim kriterlerini belirlemek amacıyla kalıp üreticisinin spesifikasyonlarına başvurmak ve kapsamlı testler yapmak zorunludur.
2) Alt kalıbın seçimi
V-açıklığının genişliği alt kalıp sac malzemenin kalınlığına (S) bağlı olarak belirlenmelidir. Formül aşağıdaki gibidir:
S<3mm ise, V-açma genişliği malzeme kalınlığının 6 ila 8 katı arasında olmalıdır (V = (6~8) × S).
S>3mm ise, V-açma genişliği malzeme kalınlığının 8 ila 12 katı arasında olmalıdır (V = (8~12) × S).
Nerede?
S = sac kalınlığı (mm)
b = minimum bükülme genişliği (mm)
V = alt kalıp açıklığının genişliği (mm)
Minimum bükülme genişliğinin (b) ve bükülme açısı alt kalıbın şeklinin sınırlarını bilimsel olarak belirlemek için buna göre ayarlanmalıdır.
A) Operatör, kalıbı tehlikeli alanda kurarken güvenlik ilkelerine uymalıdır abkant pres makinesi.
B) Kalıptan el veya vücut geçirilmesine izin verilmez.
(2) Üst Kalıp Montajı
A) Anahtarlı şalteri kullanarak makine kontrol modunu manuel moda geçirin.
B) Manuel modda manuel kontrolü etkinleştirin.
C) Makine ekseni başlatma düğmesine basın.
D) Ayak şalterine basın ve abkant pres makinesinin koçunun bükme dönüşüm noktasında durana kadar yavaşça aşağı hareket etmesine izin verin.
E) Makine ekseni durdurma düğmesine basın.
F) Üst zımbayı takmak veya değiştirmek için kalıp kelepçelerini gevşetin.
G) Üst kalıp ve üst kalıp tabanını sabitleyin ve hafifçe sıkın Klempleme vidalayın veya kalıp kelepçelerini kapatın.
(3) Alt Kalıp Montajı
A) Alt kalıbı takmadan veya değiştirmeden önce alt kalıp sıkıştırma vidasını gevşetin.
B) Alt pafta açıklığının merkezini manüel olarak paftanın merkeziyle hizalayın üst zımba.
C) Makine ekseni başlatma düğmesine basın.
D) Pedal anahtarına basın.
E) Manuel konum modunda, koçu aşağı hareket ettirmek için el çarkını manuel olarak yavaşça hareket ettirin.
F) Üst kalıbın merkezi ile alt kalıbın merkezinin aynı çizgide olmasını sağlayarak kalıbı küçük bir kuvvetle birbirine bastırın.
G) Kalıp kenarının tüm tarafları temas ettikten sonra, üst ve alt kalıbın sıkıştırma parçasını sıkın.
3. Triger kayışının sıkma ayarı
A) Makineyi durdurun.
B) Arka koruyucu kapağı makineden çıkarın.
C) Abkant pres makinesinin ara konumunu veya X ekseni motor bağlantı plakasında bulunan gerdirme çarkının sıkma vidasını gevşetin.
D) Germe çarkını doğru şekilde konumlandırın.
E) Gergi ayar vidasını sıkın.
F) Makine üzerindeki arka korumayı yerine takın.
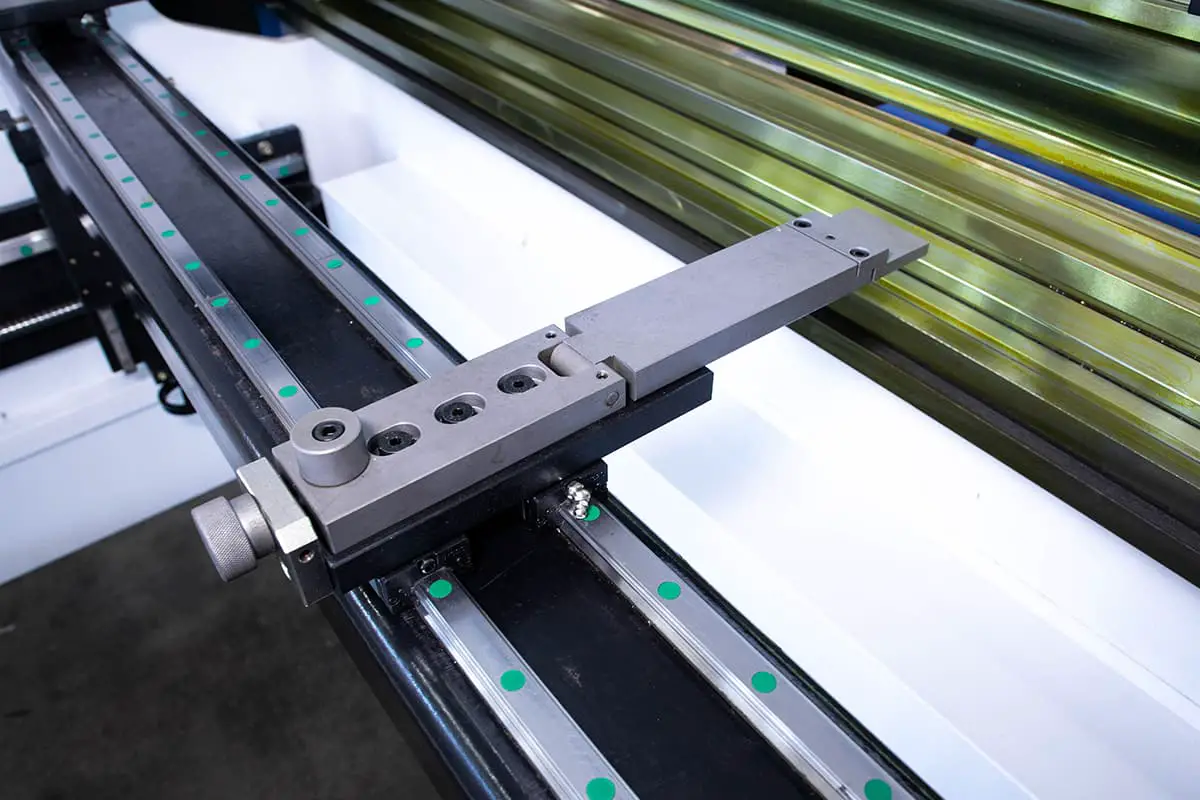
4. Arka dayamanın doğruluk ayarı
A) Hareketten sonra arka parmakların doğruluğunu teyit edin.
B) Bir derinlik ölçer kullanarak iki arka parmağın hatasını belirleyin.
C) Arka parmakları, her bir parmaktan alt kalıp açıklığının merkezine olan mesafe eşit olacak şekilde hizalayın.
D) Bir iş parçasını bükmeyi test edin ve X eksenindeki doğruluk hatasını değerlendirin.
E) X ekseni düzeltmesi için ayarlamalar yapın.
F) İş parçasını tekrar bükmeyi test edin ve doğruluğu onaylandıktan sonra normal bükme için kullanın.
5. X ekseni referans noktası ayarı
A) Bir iş parçasını bükmeyi test edin, X ekseninin doğruluğunu değerlendirin ve hatayı hesaplayın.
B) Koçu otomatik veya manuel modda büküm geçiş noktasının altına indirin.
C) X ekseni referans noktası değerini ayarlayın.
D) Takım tezgahı referans noktasına döndüğünde, doğruluğu onaylayın ve normal bükme için kullanın.
6. X ekseninin alt kalıba paralel olduğu ayarlama yöntemi
A) Üst ve alt kalıpların merkezlerinin aynı hizada olduğunu doğrulayın;
B) Üst kalıbı referans olarak kullanın ve X ekseni kirişinin her iki ucundaki hatayı ölçmek için bir arka parmak kullanın. Kalıba elinizle veya vücudunuzla dokunmayın.
C) Makinenin arka koruyucu kapağını çıkarın.
D) Abkant pres makinesinin X ekseni kirişinin sağ tarafının ön ucundaki triger kayışını sabitleyen vidayı sökün.
E) Herhangi bir hareketi önlemek için sağ kutu konektörünü sabitleyin.
F) X ekseni kirişinin sol tarafındaki vidayı gerektiği gibi ileri veya geri hareket ettirmek için zamanlama kayışını ayarlayın.
G) Üst kalıbı referans olarak kullanın ve X ekseni kirişinin her iki ucundaki hatayı bir arka parmakla ölçün. Her iki uçtaki hata 0,20 mm'yi geçmeyene kadar ayarlama işlemini tekrarlayın.
H) Kutunun sağ tarafındaki triger kayışını sabitleyen vidaları sıkın.
I) Sağ kutu konektörünün sabitlemelerini serbest bırakın.
J) Makineyi referans noktasına geri getirin.
K) İş parçasını bükmeyi test edin ve X ekseninin doğruluğunu ölçün. Herhangi bir hatayı hesaplayın.
L) X ekseni referans noktalarının sayısını gerektiği gibi değiştirin.
M) Makine referans noktasına döndükten sonra, düzgün ve normal işlemeyi onaylamak için iş parçasını test bükümüne tabi tutun.
7. Y ekseni referans noktası ayarı
A) İş parçasını bükün ve Y1 ve Y2 eksenlerinin doğruluk hatasını ölçün (90 derecelik bir bükülmeye göre);
B) Koçu otomatik veya manuel modda büküm geçiş noktasının altına indirin;
C) Y ekseni parametresini seçin;
D) Y1 ve Y2 eksenleri için referans noktası konumunu her derece için yaklaşık 0,07 ayarlayın;
E) Takım tezgahı referansa döndükten sonra, doğru ve normal işlemeyi doğrulamak için iş parçasını tekrar bükün.
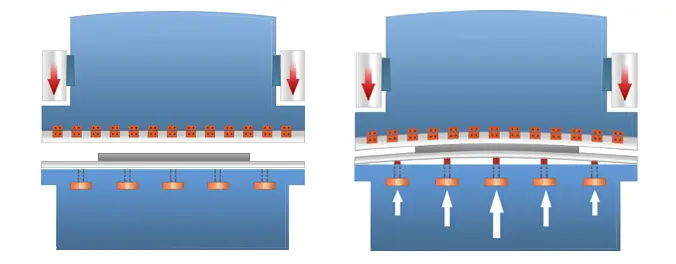
8. Taçlandırma ayarı
A) İş parçasını bükün ve iş parçasının ara doğruluk hatasını ölçün (90 derecelik bir bükülmeye dayalı olarak).
B) Otomatik veya manuel modda, koçu viraj geçiş noktasının altına indirin.
C) CROWNING eksenini seçin.
D) Minimum ve maksimum DA değerlerini gerçek duruma göre ayarlayın.
E) Takım tezgahı referans noktasına döndükten sonra, işlemin doğru ve normal olduğunu onaylamak için iş parçasını tekrar bükün.
9. X ekseni sarsıntı ayarı
A) Otomatik veya manuel modda, RAM'i viraj geçiş noktasının altına indirin.
B) X ekseni kazancını azaltarak gerektiği şekilde ayarlayın.
C) Takım tezgahı referans noktasına döndüğünde ve kuru çalışma koşullarında normal şekilde çalıştığında, iş parçasının işlenmesine başlanabilir.
10. X ekseni hareketinin ayarı yerinde değil
A) Otomatik veya manuel modda, RAM'i viraj geçiş noktasının altına indirin.
B) X ekseni kazancını gerektiği gibi ayarlayın (artırın).
C) Takım tezgahı referans konumuna geri döndüğünde ve kuru çalışma koşullarında normal şekilde çalıştığında, iş parçasının işlenmesine başlanabilir.
11. Koç, abkant pres makinesinin normal durumunda aşağı kayar
1) Yedek basınç valfini aşağıdaki gibi ayarlayın;
A) Yedek valf üzerindeki altıgen kilit somununu gevşetin;
B) Basınç yedekleme valfinin ayar vidasını ayarlayın;
C) Ram kızağı değerinin normal olup olmadığını kontrol edin;
D) Normal çalışmadan sonra iş parçasını işleyin.
2) Yedek valfi aşağıdaki gibi temizleyin;
A) Manuel modu kullanarak koçu en alt konuma getirin;
B) Yağ pompası motorunu kapatın ve makineye giden gücü kesin;
C) Yedek valfi temizlemek için valf yuvasından ayırın;
D) Temizledikten sonra yedek basınç valfini yeniden takın;
E) Makine takımı referans konumuna geri döndüğünde ve düzgün çalıştığında, iş parçası işlenebilir.
3) Yedek valfi aşağıdaki gibi değiştirin;
A) Manuel modda, koçu aşağıya indirin.
B) Abkant pres makinesinin gücünü ve yağ pompası motorunu kapatın.
C) Yedek valfi yuvasından çıkarın.
D) Yeni yedek valfi takın.
E) Takım tezgahı referans konumuna döndüğünde, yeni yedek basınç valfini uygun şekilde ayarlayın. Kuru çalışma tamamlandıktan ve normal olduktan sonra, iş parçası işlenebilir.
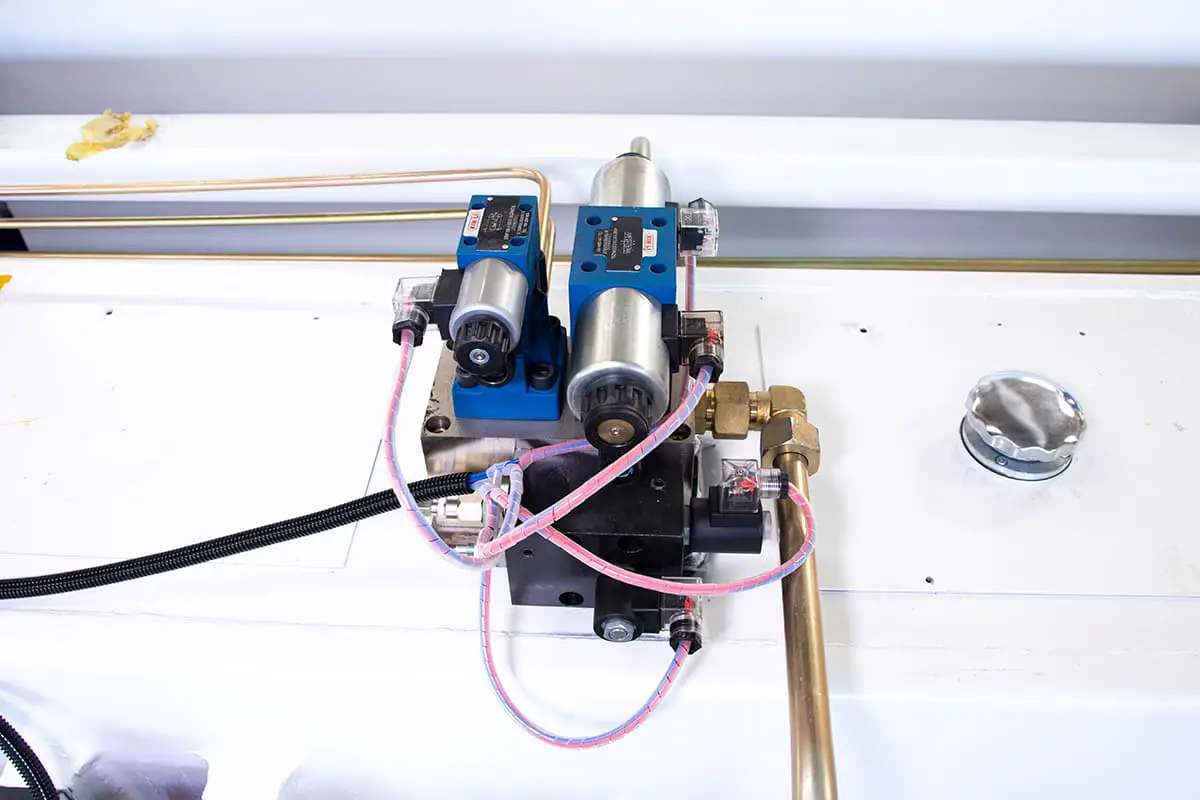
12. Senkron servo valfin ayarlanması
1) Bu ram normal koşullar altında hareket etmez. Önce devrenin normal olup olmadığını kontrol edin. Sonra onaylayan devre normal, servo valf olabilir aşağıdaki gibi tespit edilmiştir:
A) "Valf Testi" komutunu girin ve seçin.
B) Sol veya sağ valfi seçin.
C) Yüzdeyi değiştirmek için el çarkını çevirin ve voltajın değişip değişmediğini gözlemleyin.
D) Herhangi bir değişiklik gözlenmezse, senkron servo valfi temizleyin veya değiştirin.
2) Senkron servo valfi temizleme yöntemi aşağıdaki gibidir:
A) Manuel modda, RAM'i aşağıya doğru indirin.
B) Yağ pompası motorunu ve makinenin gücünü kapatın.
C) Senkron servo valf için kontrol devresinin fişini ayırın.
D) Senkron servo valf ile valf yatağı arasındaki bağlantıyı sökün.
E) Senkron servo valfi çıkarın ve boya contasını kırmamaya dikkat ederek sökün.
F) için çapakları temizleyinmetalografik zımpara kağıdı kullanarak valf çekirdeğini düzleştirin ve valf gövdesi içinde serbestçe hareket etmesini sağlayın.
G) Valf makarasını benzin kullanarak temizleyin. Senkron servo valfi yeniden monte edin.
H) Senkron servo valf ile valf yatağı arasındaki bağlantıyı vidalarla sabitleyin.
I) Senkron servo valfin kontrol devresinin fişini yeniden takın.
J) Kurulumdan sonra senkron servo valfi test edin. Eğer düzgün çalışmıyorsa, değiştirilmesi tavsiye edilir.
K) Test normal olduğunda, makineyi referans konumuna geri getirin.
L) Başarılı bir kuru çalışmanın ardından iş parçası işlenebilir.
13. Filtre değiştirme yöntemi
Makinenin filtre elemanı, her 6 ayda bir veya 1000 çalışma saatinden sonra ya da filtrenin üst kısmındaki basınç uyarı kapağı düştüğünde belirli bir süre sonra değiştirilmelidir. Filtreyi değiştirme adımları aşağıdaki gibidir:
A) Koçu otomatik veya manuel modda büküm geçiş noktasının altına indirin;
B) Makineye giden gücü ve abkant pres makinesinin yağ pompası motorunu kapatın;
C) Makinenin arka koruyucu kapağını açın;
D) Filtreyi sökün;
E) Eski filtre elemanını çıkarın, yenisiyle değiştirin ve filtreyi sıkın;
F) Abkant pres makinesinin arka koruyucu kapağını tekrar takın;
G) Makineye giden gücü açın ve yağ pompası motorunu yeniden çalıştırın;
H) Hidrolik yağın 1 saat boyunca filtrelenmesini bekleyin;
I) Makine artık normal işleme dönebilir.
14. Taçlandırma silindiri değiştirme yöntemi
A) Otomatik veya manuel modda RAM'i viraj geçiş noktasının altına düşürün;
B) Yağ pompası motorunu ve makinenin gücünü kapatın;
C) Makinenin arka koruyucu kapağını açın;
D) Taçlandırma silindirini bağlayan yağ borusunu ayırın;
E) Bombeleme silindiri korumasını sökün;
F) Bombeleme silindiri ile makine çerçevesini birbirine bağlayan braketi sökün;
G) Taçlandırma silindirinin arkasına tahta bir çubukla vurun ve makinenin önünden çıkarın;
H) Bombeleme silindiri üzerindeki mafsalı çıkarın ve yeni bombeleme silindirine takın;
I) Yeni bombeleme silindirini makinenin ön tarafından yerleştirin;
J) Bombeleme silindirinin yağ devresini yeniden bağlayın;
K) Taçlandırma silindiri ile makine çerçevesi arasındaki bağlantıyı braketi kullanarak sabitleyin;
L) Bombeleme silindiri ön kapağını ve makinenin arka koruyucu kapağını takın;
M) Makinenin gücünü açın ve yağ pompası motorunu yeniden çalıştırın;
N) Makine referans konumuna dönmeli ve normal şekilde işlem yapabilmelidir.
15. Hidrolik yağ değişimi
A) Otomatik veya manuel modda, koçu üst ölü noktaya kaldırın ve uygun şekilde desteklendiğinden emin olun.
B) Makinenin gücünü ve yağ pompası motorunu kapatın.
C) Makinenin arka koruyucu kapağını çıkarın.
D) Hidrolik yağı boşaltmak için tankın altındaki kapatma valfini açın. Yağ borusunu valfin yağ çıkışına bağlayın ve borunun diğer ucunu yağ alma variline yerleştirin.
E) Yağ filtresini kullanarak yeni hidrolik yağı yağ seviye göstergesinin ortasına kadar doldurun ve koçu üst ölü nokta konumunda tutun.
F) Makinenin gücünü açın ve yağ pompası motorunu çalıştırın.
G) Hidrolik yağını 1 saat boyunca filtreleyin.
H) Koçu viraj geçiş noktasının altına indirin.
I) Makineyi referans konumuna geri getirin ve normal çalışmaya devam edin.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Farklı malzemelerin sac metal bükmeyi nasıl etkilediğini hiç merak ettiniz mi? Bu aydınlatıcı makalede, deneyimli bir makine mühendisi, malzeme türlerinin, kalınlıklarının ve malzemelerin bükme üzerindeki etkisine ilişkin uzmanlığını paylaşıyor.
Metal levhaları karmaşık formlara dönüştürmenin ardındaki sanat ve bilimi hiç merak ettiniz mi? Bu büyüleyici blog yazısında, sac şekillendirmenin büyüleyici dünyasının derinliklerine dalıyoruz...
Abkant pres takımlarınız çok çabuk mu aşınıyor? Bu makale, takımlarınızın ömrünü uzatmak ve sac metal üretiminizde optimum performans sağlamak için gerekli onarım tekniklerini...
Üretimin uçsuz bucaksız dünyasında bir makine dimdik ayakta durur: abkant pres. Hassasiyet ve güçle metali bükme ve şekillendirme kabiliyetiyle, vazgeçilmez bir makine haline gelmiştir...
Bir bükme makinesi sac metal işlemede nasıl devrim yaratabilir? Bu makalede sac metal panel bükücüler için üç yenilikçi teknik incelenmektedir: düzleştirme, yuvarlama ve şekilli bükme. Okuyucular bu yöntemleri anlayarak...
Metal bükümlerinizin neden her zaman mükemmel olmadığını hiç merak ettiniz mi? İşin sırrı, metal imalatında hassasiyet ve kalite sağlayan bir teknik olan abkant pres bombelemede yatmaktadır. Bu makalede...
Mekanik tasarımda bükülme yarıçapının önemini hiç düşündünüz mü? Bu makalede, bu önemli kavramı ve malzeme bütünlüğü üzerindeki etkisini inceleyeceğiz. Uzmanlığımızdan yararlanarak...
Sac metal tasarımcılarının tasarımlarının doğruluğunu nasıl sağladıklarını hiç merak ettiniz mi? Bu blog yazısında, sac metal tasarımının büyüleyici dünyasına dalacağız ve sac metal...
Abkant pres kalıplarını bu kadar büyüleyici yapan şeyin ne olduğunu hiç merak ettiniz mi? Bu büyüleyici blog yazısında, metali şekillendiren bu temel araçların karmaşık dünyasına gireceğiz...