Sac metalin karmaşık şekillere nasıl ustalıkla büküldüğünü hiç merak ettiniz mi? Bu makalede altı tip abkant pres bükme işlemi incelenmektedir: katlama, silme, havalı bükme, alttan bükme, coining ve üç noktalı bükme. Her bir yöntemin benzersiz avantajlarını ve sınırlamalarını ve verimli ve hassas metal imalatına nasıl katkıda bulunduklarını öğreneceksiniz. Basit bükümlerden karmaşık profillere kadar, bu teknikler imalatta yüksek kaliteli parçalar üretmek için gereklidir. Bu bükme işlemlerinin projelerinizi nasıl geliştirebileceğini anlamak için dalın.
Abkant presler yüksek kaliteli parçalar üretebilen çok yönlü makinelerdir, ancak optimum sonuçlara ulaşmada zorluklar devam etmektedir. Bu tartışmada çeşitli bükme türleri ve abkant pres prosesini etkileyen temel faktörler ele alınacaktır.
Güvenilir ve tekrarlanabilir bir abkant pres operasyonu, makinenin kendisi ve takım bileşenlerinin sinerjik bir kombinasyonunu gerektirir.
Tipik pres freni Konfigürasyon, makinenin yanlarını oluşturan, altta sağlam bir masa ve üstte hareketli bir üst kiriş ile bağlanan iki sağlam C-çerçevesinden oluşur. Alternatif olarak, ters çevrilmiş bir konfigürasyon da mümkündür.
Alt kalıp masanın üzerinde dururken, üst zımba üst kirişe takılır. İçinde hidrolik pres Mevcut üretimde baskın olan frenlerde, üst kiriş C şasilerine monte edilmiş iki senkronize hidrolik silindir tarafından harekete geçirilir.
Abkant pres yetenekleri, aşağıdakiler de dahil olmak üzere birkaç kritik parametre ile tanımlanır:
Tonaj veya bükme kuvveti
Çalışma uzunluğu
Arka dayama mesafesi
Çalışma yüksekliği
Strok uzunluğu
Üst kiriş, uygulama gereksinimlerine bağlı olarak tipik olarak 1 ila 15 mm/sn arasında değişen hızlarda çalışır.
Modern abkant presler, gerçek zamanlı proses optimizasyonu için giderek daha fazla sayıda çok eksenli bilgisayar kontrollü arka dayama ve gelişmiş sensör sistemleri içermektedir. Hem mekanik hem de optik olan bu sensörler, şekillendirme döngüsü sırasında bükme açısını ölçer ve verileri makine kontrollerine iletir. Bu geri bildirim döngüsü, proses parametrelerinin dinamik olarak ayarlanmasına olanak tanıyarak tutarlı parça kalitesi sağlar.
Abkant presle bükme işlemi, çeşitli faktörlerin karmaşık bir etkileşimidir:
1. Üst takım (zımba) geometrisi:
Yumruk açısı
Zımba ucu yarıçapı
2. Alt takım (kalıp) geometrisi:
V-açma genişliği
V-açısı
V-açılımının bükülme yarıçapı
3. Makine parametreleri:
Baskı kuvveti
Bükme hızı
Bükme Türleri
1. Katlama
Katlama işlemi sırasında, sac metal iş parçasının en uzun ayağı, hassas bir şekilde hizalanmış iki sıkıştırma kirişi arasında güvenli bir şekilde sıkıştırılır. Daha sonra bükme kirişi, Şekil 1'de gösterildiği gibi, dikkatle seçilmiş bir bükme profili etrafında sacın uzayan kısmını katlayarak yükselir veya alçalır.
Son teknoloji ürünü bükme makineleri, hem yukarı hem de aşağı doğru şekillendirme işlemlerini gerçekleştirebilen çok yönlü bükme kirişlerine sahiptir. Bu çift yönlü kabiliyet, pozitif ve negatif bükme açılarının bir kombinasyonunu gerektiren karmaşık bileşenleri imal ederken önemli bir avantaj sunar, üretim esnekliğini artırır ve kurulum sürelerini azaltır.
Nihai bükme açısı birkaç kritik faktörün etkileşimi ile belirlenir: bükme kirişinin katlanma açısı, takımın özel geometrisi (bükme profili yarıçapı ve kalıp açıklığı dahil) ve sac metalin doğal malzeme özellikleri (akma dayanımı, elastik modül ve gerinim sertleştirme özellikleri gibi).
Bir bükme tekniği olarak katlama, büyük sac panellerin nispeten kolay bir şekilde işlenmesinde önemli avantajlar sunar ve bu da onu özellikle yüksek hacimli üretim ortamlarında otomasyona uygun hale getirir. Proses, takım ile sac yüzeyi arasındaki doğrudan teması en aza indirerek, görünür veya estetik açıdan önemli bileşenlerde yüzey kalitesini korumak için çok önemli olan çizilme veya çizilme riskini önemli ölçüde azaltır.
Bununla birlikte, katlama işlemlerinde göz önünde bulundurulması gereken önemli bir husus, bükme kirişinin hareketiyle ilişkili alan gereksinimi ve döngü süresidir. Kirişin hareket yolunu karşılamak için yeterli boşluğa duyulan ihtiyaç, makinenin kapladığı alanı etkileyebilir ve belirli uygulamalarda verimi sınırlayabilir. Mühendisler, üretim iş akışlarını tasarlarken bu faktörleri prosesin faydalarına karşı dikkatlice dengelemelidir.
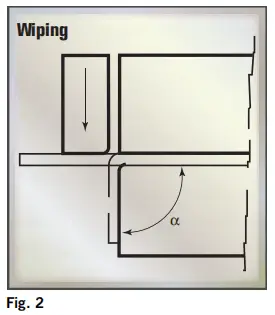
2. Silme
Silme işleminde sac metal, abkant presin üst ve alt sıkıştırma kirişleri arasında güvenli bir şekilde sıkıştırılır. Tipik olarak makinenin şahmerdanına bağlı olan silme kalıbı daha sonra Şekil 2'de gösterildiği gibi sacın çıkıntılı kısmını alt kalıbın yarıçapı etrafında bükmek için aşağı iner. Bu hareket, istenen bükümü oluşturan kontrollü bir süpürme hareketi yaratır.
Havalı bükme veya alttan bükme ile karşılaştırıldığında, silme bükme oluşturmak için daha hızlı bir tekniktir ve yüksek hacimli üretim için daha fazla üretkenlik sunar. Ancak bu hız, iş parçasının yüzeyinin çizilmesi veya hasar görmesi riskini de beraberinde getirir. Silme kalıbı bükme işlemi sırasında sacın yüzeyi üzerinde kayarken, özellikle keskin açılar oluştururken veya hassas yüzeylere sahip malzemelerle çalışırken çiziklere veya diğer kusurlara neden olabilir.
Silme işlemi ağırlıklı olarak elektrik muhafazaları, HVAC kanalları ve mimari paneller gibi küçük profilli kenarlara sahip panel tipi ürünlerin imalatında kullanılır. Bu teknik özellikle dar flanşlar ve kenar bükümleri oluşturmak için etkilidir. Özel takımlarla, silme işlemleri standart abkant preslerde verimli bir şekilde gerçekleştirilebilir ve bu da onu birçok sac metal imalatçısı için çok yönlü bir seçenek haline getirir.
Silme sırasında yüzey hasarı riskini azaltmak için çeşitli stratejiler uygulanabilir:
Sürtünmeyi azaltmak için cilalı veya kaplamalı silme kalıplarının kullanılması
Sac yüzeyine yağlayıcıların uygulanması
Üretan veya naylon uçların takımlara dahil edilmesi
Silme kalıbının geometrisini ve yaklaşma açısını optimize etme
Bu önlemler, silme işleminin hız avantajlarından yararlanırken ürün kalitesinin korunmasına yardımcı olur.
Bükme Varyasyonları
Sac bükme söz konusu olduğunda, dört ana varyasyon vardır: havalı bükme, alttan bükme, coining ve üç noktalı bükme. Her yöntem farklı avantajlar sunar ve malzeme özelliklerine, gerekli hassasiyete ve üretim hacmine bağlı olarak belirli uygulamalar için uygundur.
Bükmenin temel özelliği, sac metalin Şekil 3'te gösterildiği gibi bir üst takım (zımba) tarafından alt takımın (kalıp) açıklığına bastırılmasıdır. Bu işlem malzemede plastik deformasyona neden olarak önceden belirlenmiş bir hat boyunca kalıcı bir bükülme yaratır.
Bükme işleminin bir sonucu olarak, bükümün her iki tarafındaki sac metal elastik geri yaylanma yaşar ve kaldırılır, bu da özellikle büyük veya ince saclarda sarkma ve katlanma gibi sorunlara neden olabilir. Bu zorluklar, yüksek mukavemetli malzemeler veya karmaşık geometriler söz konusu olduğunda daha da belirginleşir.
Bu sorunları gidermek için, katlama veya silme gibi alternatif şekillendirme teknikleri genellikle daha büyük parçalar için tercih edilir. Ayrıca, sac takip destekleri veya arka göstergeler, kaldırmayı azaltmak ve doğruluğu artırmak için abkant presle entegre edilebilir. Bu destek araçları tutarlı bükme açıları sağlar ve malzemenin bozulma riskini azaltır.
Bükme aynı bileşende hem pozitif hem de negatif açılar içerdiğinde, katlama makineleri geleneksel abkant pres tekniklerinden daha fazla esneklik sunar. Katlama, daha karmaşık büküm dizilerine izin verir ve hassasiyetten ödün vermeden daha büyük sac boyutlarını işleyebilir.
Modern CNC abkant presleri kullanmanın önemli avantajlarından biri de sundukları yüksek hız, esneklik ve tekrarlanabilirliktir. Bu makineler farklı takım kurulumları arasında hızla geçiş yapabilir, çeşitli bükme açılarına uyum sağlayabilir ve karmaşık bükme dizilerini minimum operatör müdahalesiyle gerçekleştirebilir. Bu çok yönlülük, abkant presleri hem küçük seri üretim hem de yüksek hacimli üretim senaryoları için ideal hale getirir.
1. Hava Bükme (Kısmi bükme)
Kısmi bükme olarak da bilinen havalı bükme, abkant teknolojisindeki önemli ilerlemeler sayesinde önem kazanan çok yönlü ve yaygın olarak benimsenen bir sac metal şekillendirme tekniğidir. Bu yöntem, geri yaylanma üzerinde üstün kontrol sunarak birçok imalatçı için tercih edilen bir seçenek haline gelir.
Havalı bükmede, sac metal bir zımba tarafından V şeklindeki bir kalıba bastırılır ve iş parçası ile takım arasında tam temas olmadan bir bükülme oluşturulur. İşlem adını, şekillendirme sırasında sac ile kalıp arasında kalan hava boşluğundan alır. Temas sadece üç noktada gerçekleşir: ikisi kalıp omuzları boyunca ve biri zımba ucunda, dolayısıyla "üç noktalı bükme" terimi.
Bükme işlemi, zımbanın V-kalıp açıklığı içinde dibe vurmadan önceden belirlenmiş bir derinliğe indirilmesiyle gerçekleştirilir. Bu kısmi temas, tek bir takım seti kullanarak çeşitli bükme açıları ve profilleri üretmede daha fazla esneklik sağlar. Bükme açısı, takım geometrisinden ziyade öncelikle zımba stroku derinliği tarafından kontrol edilir.
Havalı bükmenin en önemli avantajlarından biri uyarlanabilir olmasıdır. Tek bir takım seti, birden fazla malzeme kalınlığı ve türünün yanı sıra çeşitli bükme açılarını da barındırabilir. Bu çok yönlülük, takım değiştirme sürelerini önemli ölçüde azaltarak genel üretkenliği artırır. Ayrıca havalı bükme, diğer yöntemlere kıyasla daha az bükme kuvveti gerektirerek daha küçük, daha kompakt takımların kullanılmasına olanak tanır ve daha fazla tasarım esnekliği sağlar.
V-kalıp açıklığı genişliği, hava ile bükmede kritik bir parametredir ve tipik olarak sac kalınlığının (S) bir katı olarak ifade edilir. 3 mm'ye kadar ince saclar için 6S genişlik yaygınken, 10 mm'nin üzerindeki daha kalın saclar için 12S'ye kadar gerekebilir. Genel bir kural V = 8S'dir, ancak bu özel uygulama gereksinimlerine göre değişebilir.
Avantajlarına rağmen, havalı bükmenin bazı sınırlamaları vardır. Proses genellikle büküm boyunca tam sac-takım teması içeren yöntemlerden daha az hassastır. Doğruluk büyük ölçüde malzeme özelliklerinin tutarlılığına, sac kalınlığına ve takım durumuna bağlıdır. Bu faktörlerdeki değişimler, geri yaylanma etkileri nedeniyle nihai büküm açısında sapmalara yol açabilir.
Havalı bükme için tipik açı doğruluğu yaklaşık ±0,5 derecedir. Bükme yarıçapı doğrudan takım şekli tarafından belirlenmez, ancak genellikle 1S ve 2S arasında kalan malzeme esnekliğinden etkilenir. Malzeme ve takım varyasyonlarından kaynaklanan kalite sorunlarını azaltmak için imalatçılar genellikle gerçek zamanlı açı ölçüm sistemleri, uyarlanabilir bombeleme sistemleri ve aşınmaya dayanıklı takımlar gibi gelişmiş teknolojiler kullanır.
Havalı bükmenin düşük tonaj gereksinimleri ve yüksek esnekliği, modern imalatçılar arasında giderek daha popüler hale gelmesini sağlamıştır. Bununla birlikte, avantajlarından tam olarak yararlanmak için malzeme özelliklerine, takım tasarımına ve proses kontrolüne dikkat edilmelidir. Üreticiler, uygun telafi edici önlemleri uygulayarak ve en yeni abkant pres teknolojilerinden yararlanarak çok çeşitli uygulamalarda havalı bükme ile yüksek kaliteli ve tutarlı sonuçlar elde edebilir.
Avantajlar:
Havalı bükme, dar açılı aletler kullanarak çok çeşitli açıların üretilmesini sağlar. Örneğin, profilleri 30° ile 180° arasında herhangi bir açıda bükmek için 30°'lik bir zımba ve 30°'lik bir kalıp kullanabilirsiniz;
Havalı bükme, zımbanın daha kısa hareket etmesi nedeniyle diğer bükme türlerinden daha hızlıdır;
Geri yaylanma, zımba ucunu kalıp damarının içine daha derin alarak ve daha yakın bir açı yaparak yönetilir. bükme kuvveti veya bekleme süresi
Gerekli bükme kuvveti, daha geniş bir kalıp damarı seçme seçeneği sayesinde diğer bükme türlerine göre daha düşüktür;
Aletlerle sürtünmeden dolayı sac metalde daha az iz kalır;
Aletler ve pres daha az aşınır;
Havalı bükme, düşük kuvvetli abkant preslerin kullanılmasını sağlar. Maliyetler daha düşüktür ve bu nedenle havalı bükme ekonomik bir bükme türüdür
Dezavantajlar:
Havalı bükme ile açı hassasiyeti diğer bükme türlerine göre daha düşüktür. Tolerans bir derecenin 3/4'üdür (45′);
İç yarıçapı bükmek çok hassas değildir. Aslında uç bir elips oluşturur;
Sac metal akmadığından, geri yaylanma diğer bükme türlerine göre daha yüksektir ve daha az tahmin edilebilirdir. Bu yüzden alet açısı gerekli açının bir derece kadar ötesine geçme ihtiyacı göz önünde bulundurularak seçilmelidir.
Yakınında herhangi bir delik varsa bükme hattıdeforme olacaklardır.
2. Dibe vurma
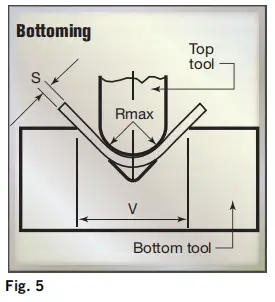
Alttan bükme, bir levhanın alt takımdaki V-açmanın eğimlerine doğru bastırılmasını (Şekil 5) ve bu sırada levha ile V-açmanın alt kısmı arasında hava hapsedilmesini içeren gelişmiş bir havalı bükme çeşididir. Bu işlem, havalı bükmeye kıyasla üstün hassasiyet ve tutarlılık sunarak hassas profiller oluşturmak için idealdir.
Dibe vurma işleminde zımba, sac metali kalıp kenarlarına sıkıca bastırarak kalıp damarının dibine iner. Bükme alanındaki bu yoğun basınç, daha hassas bir iç yarıçap ve daha fazla malzeme akması sağlayarak daha az geri yaylanma ile sonuçlanır.
Dibe vurma işleminde takım seçimi kritik önem taşır. Operatörler, istenen profil açısını elde etmek için beklenen geri yaylanmayı göz önünde bulundurarak hem zımba hem de kalıp için en uygun açıları dikkatlice seçmelidir. Optimum sonuçlar için zımba ve kalıp açıları tam olarak eşleşmelidir.
Havalı bükmenin aksine, zımba yarıçapı ve V-açma açısı doğrudan bağlantılı olduğu için alttan bükme daha az esneklik sunar. Bu da her bükme açısı, sac kalınlığı ve genellikle geri yaylanma ve gerekli takım dengelemesindeki farklılıklar nedeniyle farklı malzemeler için ayrı takım setleri gerektirir.
Dibe vurma için ideal V-açıklık genişliği (U-şekilli açıklıklar uygun değildir) genel bir kılavuz izler:
3 mm kalınlığa kadar saclar için sac kalınlığının 6 katı (6S)
Kalınlığı 12 mm'nin üzerindeki levhalar için kademeli olarak 12S'ye yükseltilir
Genel bir kural: V = 8S
Çelik sac için kabul edilebilir minimum bükme yarıçapları, malzeme kalitesine bağlı olarak tipik olarak 0,8S ila 2S arasında değişir. Bakır alaşımları gibi daha yumuşak malzemeler çok daha küçük yarıçaplara ulaşabilir ve optimum koşullar altında 0,25S'lik bir alt sınır mümkündür.
Dibe vurma için kuvvet gereksinimleri değişiklik gösterir:
Daha büyük büküm yarıçapları için: Hava bükümüne benzer
Daha küçük yarıçaplar için: Hava ile bükmeye göre beş kata kadar daha fazla hassasiyet
Ortaya çıkan bükme açısı ağırlıklı olarak takım tarafından belirlenir ve sadece geri esneme düzeltme gerektirir. Özellikle, alttan bükme genellikle havalı bükmeye kıyasla daha az geri yaylanma ile sonuçlanır. Teorik olarak, alttan bükme ±0,25 dereceye kadar hassas açı doğrulukları elde edebilir.
Bununla birlikte, daha uygun fiyatlı makinelerde bile abkant pres kontrol ve ayarlama yeteneklerindeki son gelişmelerin, havalı bükmenin birçok uygulamada alttan bükmeye göre giderek daha fazla tercih edilmesine yol açtığını belirtmek önemlidir. Bu değişim, havalı bükmenin artık geleneksel olarak alttan bükme ile ilişkilendirilen avantajlarla eşleşebilen veya bunları aşabilen gelişmiş hassasiyeti ve daha fazla esnekliğinden kaynaklanmaktadır.
Avantajlar:
Düşük kuvvet kullanarak iyi hassasiyet
Büyük üretim serilerinde iyi bükme tekrarı ;
Düşük geri yaylanma
Bükme hattının yakınında herhangi bir delik varsa, bunlar alttan bükme sırasında takımlar arasında bastırılır, bu nedenle havalı bükmede olduğu gibi deforme olmazlar;
Tolerans yaklaşık yarım derecedir.
Dezavantajlar:
Zımbanın daha fazla aşağı doğru hareketiyle açının düzeltilmesi mümkün değildir, çünkü zımba zaten damar dibindedir;
Dibe vurma sadece 80° ile 90° arasındaki açılara sahip bükümler için kullanılabilir;
Belirli bir profile adanmış araç setlerine ihtiyaç vardır;
Profilin görünümü o kadar iyi değil.
3. Madeni para
Metal para basma işleminden türetilen Coining, sac metal şekillendirmede son derece hassas ve tutarlı sonuçlar elde eden hassas bir bükme tekniğidir. Bu yöntem, minimum geri yaylanma ile aynı parçaları üretme kabiliyeti ile karakterize edilir ve aşırı hassasiyet gerektiren uygulamalar için idealdir.
Bobinlemede, zımba ve kalıp açıları istenen büküm açısıyla aynıdır ve geri yaylanma telafisi ihtiyacını ortadan kaldırır. Proses, malzemeyi tüm kesiti boyunca kalıcı olarak deforme etmek için önemli miktarda kuvvet (tipik olarak havalı bükmenin 4 ila 5 katı) uygulanmasını içerir. Bu yüksek basınçlı şekillendirme tekniği, bazı durumlarda havalı bükmeye göre 25 ila 30 kat daha fazla tonaj gerektirebilir ve bu da sağlam abkant presler ve takımlar gerektirir.
Bobinlemede kalıp açıklığı, havalı bükme veya alttan bükmeye göre belirgin şekilde daha dardır ve ideal olarak sac kalınlığının yaklaşık beş katıdır (5T). Bu azaltılmış genişlik aşırı malzeme akışını önler ve bükümün iç yarıçapı üzerinde sıkı bir kontrol sağlar. Zımba ucu malzemeye önemli ölçüde nüfuz ederek geri esnemeyi neredeyse tamamen ortadan kaldıran hassas ve kalıcı bir deformasyon yaratır.
Madeni para basımının temel özellikleri şunlardır:
Yüksek hassasiyet: Birden fazla parçada sıkı toleranslar ve tutarlı sonuçlar elde eder.
Minimum geri yaylanma: Malzemenin enine kesiti boyunca uygulanan yoğun basınç, elastik toparlanmayı neredeyse ortadan kaldırır.
Küçük iç yarıçaplar: 0,4T kadar küçük iç yarıçaplar üretebilir, hava bükme ve alttan bükme yeteneklerini aşar.
Malzeme kalınlığı sınırlamaları: Ekipman ve iş parçasının hasar görmesini önlemek için genellikle 2 mm kalınlığa kadar olan saclar için önerilir.
Malzeme değişimlerine karşı daha az hassasiyet: Aşırı deformasyon, işlemi sac kalınlığı veya malzeme özelliklerindeki değişikliklere karşı daha az duyarlı hale getirir.
Coining benzersiz bir hassasiyet sunarken, yüksek kuvvet gereksinimleri ve takım aşınması potansiyeli, onu havalı bükme veya alttan bükmeye göre daha pahalı hale getirir. Sonuç olarak, genellikle ince saclar ve aşırı hassasiyetin çok önemli olduğu uygulamalar için ayrılmıştır.
Şekil 6'da, zımbanın malzemeyle tam olarak temas ettiği ve onu kalıp açıklığının alt profiline tam olarak uymaya zorladığı gösterilmektedir.
Avantajlar:
Tutarlı sonuçlar
Bir açının çok sıkı toleransı (1/4 derece)
Pessibility of bükme sac büyük kalınlık toleranslarına sahip metal
Zımba ucu malzemeye yüksek kuvvetle nüfuz eder ve sac metal geri esnemesini ortadan kaldırır:
Çok küçük yarıçaplar elde etme imkanı (sac kalınlığının yarısı kadar).
Dezavantajlar:
Abkant pres ve aletler çabuk aşınır;
Sac metalin kötü görünümü;
Sadece 90°'ye kadar açılar için
Kalınlığı 2 mm'nin üzerindeki metal levhalar için geçerli değildir.
4. Üç Noktalı Bükme
Üç noktalı bükme, hassas metal işlemede ilgi gören ve genellikle havalı bükmenin sofistike bir evrimi olarak kabul edilen gelişmiş bir bükme tekniğidir.
Bu yöntem, alt takımın yüksekliğinin bir servo motor aracılığıyla hassas bir şekilde kontrol edildiği ve mikron düzeyinde ayarlanabilirlik (tipik olarak ±0,01 mm) sunan özel bir kalıp sistemi kullanır. Sac levha, ayarlanabilir tabana temas edene kadar kalıbın bükülme yarıçapı üzerinde şekillendirilir ve bükülme açısı kalıp tabanının derinliği ile ters orantılıdır.
Olağanüstü doğruluk sağlamak için, işlem koç ile üst takım arasında bir hidrolik yastık içerir. Bu dinamik dengeleme sistemi, sac kalınlığındaki değişimleri ayarlayarak bükme işlemi sırasında gerçek zamanlı düzeltmelere olanak tanır. Sonuç olarak, üç noktalı bükme, geleneksel bükme yöntemlerinin yeteneklerini aşarak 0,25 dereceden daha az bir hassasiyetle bükme açıları elde edebilir.
Üç noktalı bükmenin temel avantajları şunlardır:
Takım değiştirmeden çeşitli bükme açıları üretmede yüksek esneklik
Üstün bükme hassasiyeti, özellikle dar toleranslı bileşenler için faydalıdır
Bükülmenin kontrollü, aşamalı doğası sayesinde azaltılmış geri yaylanma
Çok çeşitli malzeme kalınlıklarını ve özelliklerini işleme yeteneği
Ancak bu tekniğin benimsenmesi bazı zorluklarla karşı karşıyadır:
Özel ekipman için daha yüksek ilk yatırım maliyetleri
Geleneksel bükme yöntemlerine kıyasla uyumlu takımların sınırlı bulunabilirliği
Kurulum ve programlamada artan karmaşıklık, yetenekli operatörler gerektirir
Bu faktörler göz önüne alındığında, üç noktalı bükme şu anda en çok havacılık, tıbbi cihaz üretimi ve gelişmiş elektronik gibi yüksek değerli, hassasiyet odaklı sektörlerde yaygındır. Bu niş pazarlarda, gelişmiş doğruluk ve tekrarlanabilirlik, özellikle sıkı geometrik gereksinimlere sahip karmaşık parçalar için ek maliyetleri haklı çıkarmaktadır.
Teknoloji olgunlaştıkça ve daha erişilebilir hale geldikçe, özellikle endüstriler sac metal şekillendirme işlemlerinde giderek daha yüksek hassasiyet ve esneklik talep ettikçe, üç noktalı bükmenin metal imalatında daha geniş uygulamalar bulacağı tahmin edilmektedir.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Bir abkant presin bu kadar hassas bükümleri nasıl elde ettiğini hiç merak ettiniz mi? Bu makale, abkant pres eksenlerinin büyüleyici dünyasını keşfederek rollerinin ve işlevlerinin ardındaki sırları ortaya çıkarıyor. Nasıl olduğunu öğrenin...
Geleneksel abkant preslerle karşılaştırıldığında, CNC abkant preslerin çalışma verimliliğini artırmada birçok avantajı vardır. Burada, bu avantajları 6 açıdan açıklıyoruz. Grafiksel kullanıcı arayüzü Kullanıcı arayüzü...
Abkant pres operatörleri çalışırken güvenliklerini nasıl sağlayabilir? Bu makale, elleri kalıplardan uzak tutmaktan destek parmağının konumunu yönetmeye kadar altı önemli ipucunu ele alıyor...
Tüm metal işleme profesyonellerinin dikkatine! AMADA CNC Abkant Presinizdeki kafa karıştırıcı hata kodları nedeniyle beklenmedik duruş sürelerinden bıktınız mı? Başka yere bakmayın! Bu blog yazısında, deneyimli bir...
Tüm metal işleme meraklılarının dikkatine! Abkant presiniz için uygun tonajı tahmin etmekten bıktınız mı? Başka yere bakmayın! Bu blog yazısında, abkant pres dünyasına dalacağız...
Abkant pres takımlarınız çok çabuk mu aşınıyor? Bu makale, takımlarınızın ömrünü uzatmak ve sac metal üretiminizde optimum performans sağlamak için gerekli onarım tekniklerini...
"Abkant pres" teriminin kökenini hiç merak ettiniz mi? Bu büyüleyici blog yazısında, "abkant pres" teriminin arkasındaki nedenleri ortaya çıkarmak için tarihte büyüleyici bir yolculuğa çıkacağız...
Üretimin uçsuz bucaksız dünyasında bir makine dimdik ayakta durur: abkant pres. Hassasiyet ve güçle metali bükme ve şekillendirme kabiliyetiyle, vazgeçilmez bir makine haline gelmiştir...
Bir CNC abkant presin sorunsuz çalışmasını neyin sağladığını hiç merak ettiniz mi? Cevap hidrolik yağda yatıyor. Bu temel sıvı, makinenin optimum performansını ve uzun ömürlü olmasını sağlar. Makalemiz...