| Kaynak modu | Oluş nedeni | Önleyici tedbirler |
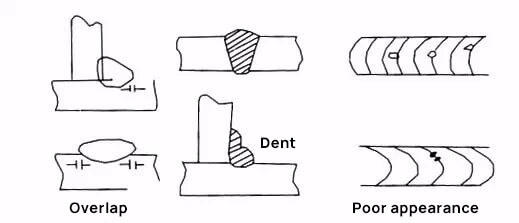
| Örtüşme | (1) Akım çok düşük.
(2) Kaynak hızı çok yavaş. | (1) Uygun akım kullanın.
(2) Uygun hızı kullanın. |
| Kaynak kordonunun kötü görünümü ve şekli | (1) Kötü kaynak çubuğu.
(2) Yanlış çalıştırma yöntemi.
(3) Kaynak akımı çok yüksek ve elektrot çapı çok kalın.
(4) Kaynak parçasının aşırı ısınması.
(5) Kaynak ağzında füzyon doldurma yöntemi zayıftır.
(6) İletken nozul aşınmıştır.
(7) Kaynak telinin uzatma uzunluğu değişmeden kalır. | (1) Uygun boyutta ve iyi kalitede kuru elektrotlar seçilmelidir.
(2) Tek tip ve uygun hız ve kaynak sırası benimseyin.
(3) Uygun akım ve çapta kaynak seçin.
(4) Akımı azaltın.
(5) Daha fazla pratik yapın.
(6) İletken nozulu değiştirin.
(7) Sabit uzunluk ve yeterliliği koruyun. |
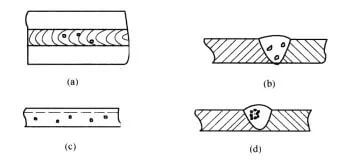
| Dent | (1) Kaynak çubuklarının yanlış kullanımı.
(2) Kaynak çubuğu ıslak.
(3) Ana metal soğutması çok hızlıdır.
(4) Temiz olmayan elektrot ve kaynak parçasının segregasyonu.
(5) Kaynak parçasının karbon ve manganez içeriği çok yüksektir. | (1) Uygun kaynak çubuğu kullanın. Eğer ortadan kaldırılamıyorsa, düşük hidrojenli kaynak çubuğu kullanın.
(2) Kurutulmuş elektrotlar kullanın.
(3) Kaynak hızını azaltın ve su verme işleminden kaçının. En iyisi ön ısıtma veya son ısıtma yapmaktır.
(4) İyi bir düşük hidrojen elektrodu kullanın.
(5) Yüksek bazikliğe sahip elektrotlar kullanılmalıdır. |
| Ark sapması | (1) DC kaynağı sırasında, kaynak tarafından üretilen manyetik alan düzensizdir ve bu da arkı saptırır.
(2) Topraklama kablosunun kötü konumu.
(3) Kaynak tabancasının çekme açısı çok büyük.
(4) Kaynak telinin uzatma uzunluğu çok kısa.
(5) Voltaj çok yüksek ve ark çok uzun.
(6) Akım çok yüksek.
(7) Kaynak hızı çok yüksek. | (1) Arkın bir tarafına topraklama teli yerleştirin veya diğer tarafına kaynak yapın veya kısa bir ark kullanın veya manyetik alanı düzgün hale getirmek için düzeltin veya AC kaynağı kullanın
(2) Topraklama kablosunun konumunu ayarlayın.
(3) Kaynak tabancasının çekme açısını azaltın.
(4) Kaynak telinin uzatma uzunluğunu artırın.
(5) Voltajı ve arkı azaltın.
(6) Uygun akımı ayarlayın ve kullanın.
(7) Yavaş kaynak hızı. |
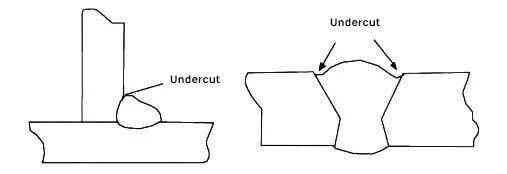
| Yanmak | (1) Yarıklı kaynak olduğunda, akım çok büyüktür.
(2) Kötü kanal açma nedeniyle kaynak aralığı çok büyük. | (1) Akımı azaltın.
(2) Kaynak boşluğunu azaltın. |
| Düzensiz kaynak boncuğu | (1) İletken nozul aşınmış ve kaynak teli çıkışı sallanıyor. (2) Kaynak tabancasının vasıfsız kullanımı. | (1) Kaynak nozulunu yenisiyle değiştirin. (2) Daha fazla pratik yapın. |
| Kaynak yırtıkları | (1) Akım çok büyük ve kaynak hızı çok yavaş.
(2) Ark çok kısa ve kaynak ağzı çok yüksek.
(3) Kaynak telinin yanlış hizalanması. (köşe kaynağı sırasında) | (1) Doğru akımı ve kaynak hızını seçin.
(2) Ark uzunluğunu artırın.
(3) Kaynak teli kesişme noktasından çok uzakta olmamalıdır. |
| Aşırı kıvılcım sıçraması | (1) Kötü kaynak çubuğu.
(2) Ark çok uzun.
(3) Akım çok yüksek veya çok düşük.
(4) Ark gerilimi çok yüksek veya çok düşük.
(5) Kaynak teli çok uzun çıkıntı yapıyor.
(6) Kaynak tabancası aşırı eğiliyor ve sürükleme açısı çok büyük.
(7) Kaynak telinin aşırı nem emmesi.
(8) Bu kaynak makinesi kötü durumda. | (1) Uygun kuru kaynak çubuğu kullanın.
(2) Daha kısa bir yay kullanın.
(3) Uygun akım kullanın.
(4) Doğru şekilde ayarlayın.
(5) Çeşitli kaynak tellerinin talimatlarını izleyin.
(6) Mümkün olduğunca dikey tutun ve aşırı eğimden kaçının.
(7) Deponun depolama koşullarına dikkat edin.
(8) Hafta içi günlerde onarım yapın ve bakıma özen gösterin. |
| Kaynak boncuğu serpantindir. | (1) Kaynak teli çok uzun uzanıyor.
(2) Kaynak teli bükülmüştür.
(3) Zayıf doğrusal çalışma. | (1) Yüksek akım durumunda 20 ~ 25 mm uzayan katı kaynak teli gibi uygun uzunluk benimsenmelidir. Kendinden korumalı kaynak sırasında, uzatma uzunluğu yaklaşık 40 ~ 50 mm'dir.
(2) Kaynak telini yenisiyle değiştirin veya bozulmayı düzeltin.
(3) Düz bir çizgide çalışırken, kaynak tabancası dikey tutulmalıdır. |
| Ark kararsızlığı | (1) Kaynak tabancasının ön ucundaki iletken nozul, kaynak telinin çekirdek çapından çok daha büyüktür.
(2) İletken nozul aşınmıştır.
(3) Kaynak teli kıvrılır.
(4) Kaynak teli konveyörü düzgün bir şekilde dönmüyor.
(5) Kaynak teli taşıma tekerleğinin oluğu aşınmış.
(6) Basınç tekerleği iyi bastırılmamıştır.
(7) Boru bağlantısının direnci çok yüksek. | (1) Kaynak telinin çekirdek çapı iletken nozul ile eşleşmelidir.
(2) İletken nozulu değiştirin.
(3) Kaynak telini kıvırın ve düzeltin.
(4) Dönüşü yağlamak için konveyör miline yağ ekleyin.
(5) Konveyör tekerleğini değiştirin.
(6) Basınç uygun olmalıdır, çok gevşek olursa tel beslemesi zayıf olur, çok sıkı olursa kaynak teli hasar görür.
(7) Boru çok fazla bükülmüşse, bükme miktarını azaltmak için ayarlayın. |
| Nozul ve ana metal arasında ark | (1) Nozul, kanal veya iletken nozul arasında kısa devre. | (1) Nozüle yapışan aşırı kıvılcım ve sıçramalar giderilmeli veya kaynak tabancasının yalıtım korumalı seramik borusu kullanılmalıdır. |
| Kaynak tabancası nozulunun aşırı ısınması | (1) Soğutma suyu tam olarak dışarı akamıyor.
(2) Aşırı akım. | (1) Soğutma suyu borusu tıkalı. Soğutma suyu borusu tıkalıysa, su basıncını yükseltmek ve akışı normal hale getirmek için çıkarılmalıdır.
(2) Kaynak tabancası, izin verilen akım aralığı ve kullanım oranı dahilinde kullanılmalıdır. |
| Kaynak teli iletken nozüle yapışır | (1) İletken nozul ile ana metal arasındaki mesafe çok kısa.
(2) Aşırı kanal direnci ve zayıf tel besleme.
(3) Akım çok küçük ve voltaj çok yüksek. | (1) Yayı başlatmak için uygun mesafeyi veya biraz daha uzununu kullanın ve ardından uygun mesafeye ayarlayın.
(2) Düzgün iletimi sağlamak için kanalın içini temizleyin.
(3) Uygun akım ve gerilim değerini ayarlayın. |