Kaynak Bağlantılarının Temelleri: Eksiksiz Bir Kılavuz
Kaynağın ayrı metal parçalarını nasıl birleşik bir bütüne dönüştürdüğünü hiç merak ettiniz mi? Bu makale, kaynak bağlantılarının büyüleyici dünyasını keşfederek türlerini, mekanik özelliklerini ve tasarımlarındaki kritik faktörleri inceliyor. Bu bağlantıların metal yapıların gücünü ve dayanıklılığını nasıl etkilediğini keşfedin.
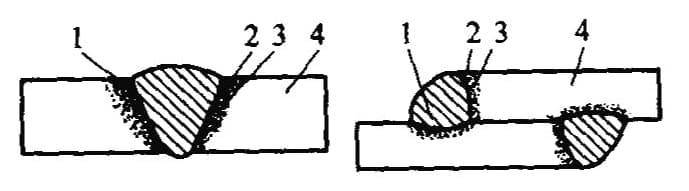
Ark kaynağı bağlantıları, her biri benzersiz özelliklere ve özelliklere sahip dört farklı bölgeden oluşan karmaşık yapılardır:
Kaynak Dikişi: Dolgu malzemesi ve ana metallerin birlikte eriyip katılaştığı birleşimin orta kısmı. Bu bölge tipik olarak en yüksek mukavemeti gösterir, ancak uygun şekilde yapılmazsa kusurlara da eğilimli olabilir.
Füzyon Bölgesi: Kaynak dikişi ile ana malzeme arasında kısmi erimenin meydana geldiği geçiş alanı. Bu bölge, kaynak ile ana metal arasında uygun birleşme ve yük transferinin sağlanması için kritik öneme sahiptir.
Isıdan Etkilenen Bölge (HAZ): Ana malzemenin kaynak sırasında önemli sıcaklık değişikliklerine maruz kalan ancak erimeyen kısmı. HAZ genellikle bağlantının mekanik özelliklerini etkileyebilecek mikroyapısal değişikliklere uğrar.
Ana Malzeme: HAZ'a bitişik, orijinal özelliklerini ve mikroyapısını koruyan, etkilenmemiş ana metal.
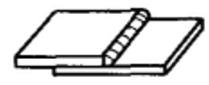
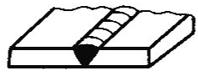
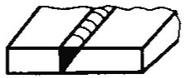
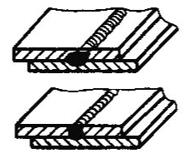
Füzyon Kaynak Birleşiminin Bileşimi a) Alın Eklemi b) Bindirme Eklemi
1 - Kaynak Metali 2 - Erimiş Tel 3 - Isıdan Etkilenen Bölge 4 - Temel Malzeme
1. Kaynaklı Birleştirmelerin Mekanik Özellikleri
Kaynak işlemi Ekleme aşağıdaki mekanik özellikleri kazandırır:
1) Kaynak Bağlantılarının Heterojen Mekanik Performansı
Kaynak sırasında gerçekleşen çeşitli metalürjik süreçler ve farklı bölgeleri etkileyen farklı termal döngüler ve gerilme döngüleri nedeniyle, bu bölgelerin yapısında ve özelliklerinde önemli farklılıklar meydana gelir. Bu da tüm birleşimin mekanik performansının heterojen olmasına yol açar.
2) Kaynak Bağlantılarında Düzensiz Gerilme Dağılımı ve Konsantrasyonu
Kaynak bağlantılarının doğasında bulunan geometrik süreksizlikler, çalışma geriliminin eşit olmayan bir şekilde dağılmasına ve ardından gerilim yoğunlaşmasına neden olur. Kaynak hataları mevcut olduğunda veya kaynak dikişinin veya bağlantısının şekli pratik olmadığında, gerilme yoğunlaşması yoğunlaşır ve bağlantı mukavemetini, özellikle de yorulma dayanımı.
3) Artık Stres ve Kaynak Sırasında Eşit Olmayan Isınma Nedeniyle Oluşan Deformasyon
Kaynak lokalize bir ısıtma işlemidir. Sırasında ark kaynağıKaynak dikişindeki sıcaklık malzemenin kaynama noktasına ulaşabilir, ancak dikişten uzakta oda sıcaklığına kadar hızla düşer. Bu dengesiz sıcaklık alanı, kaynak içinde artık gerilime ve deformasyona yol açar.
4) Kaynak Bağlantılarının Yüksek Rijitliği
Kaynak sayesinde dikiş ve bileşenler birleşik hale gelir ve perçinli veya büzülmüş bağlantılara kıyasla daha yüksek derecede sağlamlık sağlar.
2. Temel Eklem Biçimleri
Kaynaklı Eklem (Eklem olarak da anılır): Kaynakla bağlanmış bir bağlantı.
Yaygın olarak kullanılan kaynaklı bağlantılar:
Alın Eklemi, T-eklemi, Çapraz Eklem, Bindirmeli Eklem, Köşe Eklemi, Kenar Eklemi, Kovanlı Eklem, Eğimli Alın Eklemi, Flanşlı Eklem ve Çift V Alın Eklemi, diğerleri arasında.
Kaynaklı bağlantıların temel türleri.
İsim
Kaynak dikişi oluşumu
İsim
Kaynak dikişi oluşumu
Alın Eklemi
Terminal Konnektörü
T-Eklem
Eğik Alın Bağlantısı
Köşe Birleşimi
Flanşlı Konnektör
Bindirmeli Bağlantı
Mühürlü Alın Konnektörü
1. Alın Eklemi
Bir alın bağlantısı, aynı düzlemde konumlandırılmış iki iş parçasının bitişik kenarlarının birlikte kaynaklanmasıyla oluşturulur. Bu bağlantı konfigürasyonu, rafine tasarımı, üstün yük taşıma kapasitesi, yüksek mukavemet-ağırlık oranı ve malzemelerin verimli kullanımı nedeniyle çeşitli kaynaklı yapılarda yaygın olarak kullanılmaktadır.
Alın bağlantısının popülerliği, kuvvetleri doğrudan kaynak yoluyla iletme kabiliyetinden kaynaklanır ve bu da diğer bağlantı türlerine kıyasla daha düzgün bir gerilim dağılımı sağlar. Bu özellik onu özellikle basınçlı kaplar, boru hatları ve yapısal çelik çerçeveler gibi döngüsel yükleme veya yorulmaya eğilimli ortamlar içeren uygulamalar için uygun hale getirir.
Bununla birlikte, bağlantının uçtan uca yapısı, birleşme yüzeylerinin hazırlanması ve hizalanması konusunda katı gereklilikler getirmektedir. Daha kalın malzemeler için eğim verme de dahil olmak üzere hassas kenar hazırlığı ve sıkı geçme toleranslarının korunması, tam nüfuziyet sağlamak ve kaynak hatası riskini en aza indirmek için çok önemlidir.
Kaynak üretiminde, bir alın bağlantısının kaynak küreği tipik olarak ana malzemenin yüzeyinin üzerinde çıkıntı yapan hafif bir dışbükey profil sergiler. Bu takviye ek mukavemet sağlayabilirken, aynı zamanda geometrik bir süreksizlik yaratır. Bu düzgün olmayan yüzey, kaynak metali ile ana malzeme arasındaki geçiş bölgesi olan kaynak ucunda gerilim yoğunlaşmasına yol açabilir. Bu sorunu hafifletmek için, özellikle yorulma direncinin veya aerodinamik özelliklerin kritik olduğu uygulamalarda, aynı hizada bir yüzey elde etmek için taşlama veya işleme gibi kaynak sonrası işlemler kullanılabilir.
Otomatik lazer kaynağı veya elektron ışını kaynağı gibi modern kaynak teknikleri, minimum bozulma ve ısıdan etkilenen dar bölgeler ile yüksek kaliteli alın bağlantıları üretebilir ve bağlantının mekanik özelliklerini ve genel yapısal bütünlüğünü daha da geliştirir.
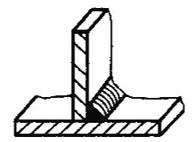
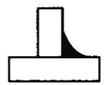
2. T-Eklem
Bir T-mafsal (veya çapraz mafsal), dik elemanların bir köşe kaynağı kullanılarak birleştirilmesiyle oluşturulur ve "T" harfine benzeyen bir konfigürasyon yaratır. Bu çok yönlü bağlantı, çok yönlü kuvvetlere ve torklara dayanabilir, bu da onu çeşitli yapısal uygulamalarda gerekli kılar. T-mafsallar ağırlıklı olarak kutu yapılarda, basınçlı kap imalatında (boru-kabuk bağlantıları gibi) ve menhol takviye halkalarının kap gövdelerine bağlanmasında bulunur.
T bağlantılarının geometrisi, gerilme dağılımında benzersiz zorluklar ortaya çıkarmaktadır. Kaynak dikişinden ana malzemeye ani geçiş, harici yükler altında kuvvet akışının önemli ölçüde bozulmasına neden olarak oldukça üniform olmayan ve karmaşık bir gerilme alanıyla sonuçlanır. Bu olgu, yorulma hatasına eğilimli kritik alanlar olan köşe kaynağının hem kökünde hem de ucunda önemli gerilme konsantrasyonlarına yol açar.
Bu stres konsantrasyonlarını azaltmak ve mafsal performansını artırmak için çeşitli stratejiler kullanılabilir:
Tam nüfuziyetli kaynak: Bu teknik, bağlantı kalınlığı boyunca tam kaynaşma sağlayarak kök kusurları olasılığını azaltır ve yük aktarımını iyileştirir.
Optimize edilmiş kaynak profili: Kaynak ve ana malzeme arasında yumuşak bir geçiş tasarlamak, gerilmelerin daha eşit bir şekilde yeniden dağıtılmasına yardımcı olabilir.
Kaynak sonrası ısıl işlem (PWHT): Bu işlem artık gerilmeleri azaltabilir ve kaynaklı bağlantının genel mekanik özelliklerini iyileştirebilir.
Kaynak ucu taşlama: Kaynak ucundaki malzemenin dikkatlice çıkarılması stres konsantrasyonunu azaltabilir ve yorulma ömrünü artırabilir.
Uygun bağlantı tasarımı: Köşebentler veya kalçalar gibi özelliklerin dahil edilmesi, yüklerin bağlantı boyunca daha verimli bir şekilde dağıtılmasına yardımcı olabilir.
T-mafsalları tasarlarken ve imal ederken mühendisler, optimum mafsal performansı ve hizmette uzun ömürlülük sağlamak için malzeme seçimi, kaynak parametreleri ve potansiyel yükleme senaryoları gibi faktörleri dikkatle değerlendirmelidir.
T-Eklem
3. Bindirmeli Bağlantı
Bindirmeli bağlantı, iki plakanın üst üste bindirilmesi ve ardından uçta veya yanda bir köşe kaynağı yapılması veya bir tapa veya oluk kaynağı eklenmesi ile oluşturulur. Bindirmeli bağlantıdaki iki plaka merkez hattının yanlış hizalanması nedeniyle, yük altında ek bir bükülme momenti oluşur ve bu da aşağıdakileri etkileyebilir kaynak mukavemeti.
Bu nedenle, bindirmeli bağlantılar tipik olarak kazanlar ve basınçlı kaplardaki ana basınç taşıyıcı elemanlar için kullanılmaz.
Bindirmeli bağlantılar nedeniyle bileşenlerdeki önemli şekil değişikliği, alın bağlantılarına kıyasla daha karmaşık bir stres konsantrasyonuna yol açarak bağlantı boyunca son derece düzensiz bir stres dağılımına neden olur.
Bindirmeli bağlantılarda, üst üste binen köşe kaynağına etki eden farklı gerilme yönlerine bağlı olarak, bu kaynaklar önden, yandan veya çapraz olarak kategorize edilebilir köşe kaynaklari.
Bindirmeli Bağlantı
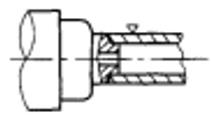
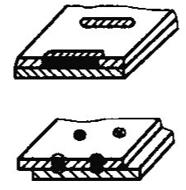
Bindirmeli bağlantılar, uç veya yan tarafa istiflenmiş iki çelik plakanın kaynağına ek olarak oluk kaynağı ve tapa kaynağı (yuvarlak delikler ve uzun delikler) da içerir. Oluk kaynaklı bir bindirme bağlantısının yapısı şekilde gösterilmiştir.
İlk olarak, bağlanacak iş parçası bir oluk içine delinir ve ardından oluk kaynak metali ile doldurulur. Oluk kaynağının enine kesiti dikdörtgen şeklindedir ve genişliği bağlanan parçanın kalınlığının iki katıdır. Yivin uzunluğu bindirme uzunluğundan biraz daha kısa olmalıdır.
Fiş kaynağı şunları içerir delme Birleştirilecek plakalardaki delikler, oluk kaynağındaki oluğun değiştirilmesi ve bu delikleri doldurmak için kaynak metali kullanılması, böylece iki plakanın birleştirilmesi. Tapa kaynağı iki türe ayrılabilir: şekilde gösterildiği gibi dairesel delik tapa kaynağı ve uzun delik tapa kaynağı.
4. Köşe Birleşimi
İki plaka kenarlarından belirli bir açıyla kaynaklandığında bir köşe bağlantısı oluşur. Köşe bağlantıları genellikle kutu yapılarda, semer boru bağlantılarında ve silindirik gövdeli bağlantılarda kullanılır. Küçük kazanlarda yangın boruları ve uç kapakları arasındaki bağlantı da bu şekildedir.
T bağlantılarına benzer şekilde, tek taraflı köşe bağlantılarının ters eğilme momentlerine karşı direnci son derece düşüktür. Plakalar çok ince olmadıkça veya yapı kritik olmadıkça, eğimler genellikle çift taraflı kaynak için yapılmalıdır, aksi takdirde kalite sağlanamaz.
Derz tipini seçerken, öncelikle ürünün yapısının yanı sıra gerilme koşulları ve işleme maliyetleri gibi faktörleri de göz önünde bulundurun.
Mesela:
Alın bağlantıları, gerilimi eşit olarak dağıttıkları ve metalden tasarruf sağladıkları için yaygın olarak kullanılmaktadır. Bununla birlikte, alın bağlantıları hassas kesim boyutları ve montaj gerektirir.
T-mafsallar çoğunlukla küçük kesme gerilimlerine dayanır veya sadece bağlantı kaynağı olarak işlev görür.
Bindirmeli bağlantılar yüksek montaj hassasiyeti gerektirmez ve montajı kolaydır, ancak yük taşıma kapasiteleri düşüktür, bu nedenle genellikle kritik olmayan yapılarda kullanılırlar.
Kaynaklı bağlantıların tasarımında kaynak kalitesi, kaynak boyutu, kaynak pozisyonu, iş parçası kalınlığı, geometrik boyutlar ve çalışma koşulları için gereklilikler seçimdeki çeşitliliği belirler kaynak yöntemleri̇ ve formüle etme süreçleri. Kaynaklı bağlantıların makul tasarımı ve seçimi sadece kaynakların ve genel çelik yapının mukavemetini sağlamakla kalmaz, aynı zamanda üretim sürecini basitleştirir ve üretim maliyetlerini azaltır.
Kaynaklı bağlantıların tasarımı ve seçimindeki ana faktörler:
Yapısal bütünlük: Kaynaklı bağlantının, statik ve dinamik yükleme, yorulma direnci ve çevresel koşullar gibi faktörleri göz önünde bulundurarak, amaçlanan uygulamanın mekanik, termal ve kimyasal direnç gereksinimlerini karşıladığından veya aştığından emin olun.
Kaynaklanabilirlik: Malzeme kalınlığı, erişilebilirlik ve otomasyon potansiyeli gibi faktörleri göz önünde bulundurarak seçilen kaynak işlemiyle uyumlu bir bağlantı konfigürasyonu seçin. Bağlantı tasarımının uygun füzyon ve penetrasyonu kolaylaştırdığından emin olun.
Basitleştirme ve optimizasyon: Düz ve otomatik kaynak pozisyonlarına öncelik vererek bağlantıları mümkün olduğunca basit olacak şekilde tasarlayın. Baş üstü ve dikey kaynağı en aza indirin ve doğrudan kaynak üzerine maksimum gerilim uygulamaktan kaçının. Bağlantı geometrisini optimize etmek için bilgisayar destekli tasarım (CAD) ve sonlu elemanlar analizini (FEA) kullanın.
Malzeme uyumluluğu: Birleşimin tasarım sıcaklıklarında ve korozif ortamlarda işlevselliğini sağlayan kaynak işlemlerini ve dolgu malzemelerini seçin. Termal genleşme, galvanik korozyon ve kaynak sonrası ısıl işlem gereksinimleri gibi faktörleri göz önünde bulundurun.
Distorsiyon kontrolü: Uygun birleştirme tasarımı, sıralama ve ısı girdisi kontrolü yoluyla kaynak kaynaklı deformasyonu ve artık gerilmeleri en aza indirin. Teknik gereksinimleri mevcut personel becerileri ve ekipman yetenekleri ile dengeleyin.
Yapısal verimlilik: Kaynakları mümkün olduğunca bağlantı elemanları olarak tasarlayın ve optimum yük aktarımı ve malzeme kullanımı için genel yapısal tasarıma entegre edin.
Denetlenebilirlik: Kaynaklı bağlantının, görsel, ultrasonik veya radyografik muayene gibi çeşitli tahribatsız muayene (NDT) yöntemlerine uygun olarak hem proses içi hem de kaynak sonrası muayene için kolayca erişilebilir olmasını sağlayın.
Maliyet etkinliği: Kaliteden ödün vermeden işçilik, malzeme ve ekipman maliyetlerini en aza indirmek için birleştirme hazırlığı ve kaynak prosedürlerini optimize edin. Kenar hazırlığı, montaj toleransları ve kaynak pozisyonu gibi faktörleri göz önünde bulundurun.
Dolgu kaynağı optimizasyonu: Araştırmalar, daha büyük filetoların birim alan başına yük taşıma kapasitesinde azalan getirilere sahip olduğunu gösterdiğinden, büyük boyutlu fileto kaynaklarından kaçının. Uygulama için en uygun köşe kaynağı boyutunu belirlemek için gerilme analizi ve kodları kullanın.
Standartlaştırma: Mümkün olduğunda, iletişimi geliştirmek, hataları azaltmak ve projeler arasında tutarlı imalatı kolaylaştırmak için standartlaştırılmış bağlantı tasarımları ve kaynak sembolleri kullanın.
Tablo 1-2: Kaynak Bağlantı Formlarının Karşılaştırmalı Tasarımı
Tasarlanan kaynak dikişi konumu kaynak ve muayeneyi kolaylaştırmalıdır
Bindirme kaynak dikişindeki gerilim konsantrasyonunu azaltmak için, belirli gerilim azaltma özelliklerine sahip bir bağlantı olarak tasarlanmalıdır
Takviye nervürlerinin keskin köşelerini kesin
Kaynak dikişleri dağıtılmalıdır
Çapraz kaynak dikişlerinden kaçının
Kaynak dikişleri nötr eksen üzerinde veya yakınında simetrik bir konumda tasarlanmalıdır
Bükülmeye maruz kalan kaynak dikişleri, kaynaksız sıkıştırma tarafında değil, çekme tarafında tasarlanmalıdır.
Kaynak dikişlerini gerilimin yoğunlaştığı yerlere yerleştirmekten kaçının.
Kaynak dikişleri maksimum gerilimin olduğu alanlardan uzak durmalıdır.
İşleme yüzeyinde kaynak dikişleri bulunmamalıdır.
Otomatik kaynak dikişlerinin konumu, kaynak ekipmanının ayarlanmasının ve iş parçası çevirme sayısının en aza indirileceği şekilde tasarlanmalıdır.
3. Kaynak Dikişlerinin Temel Formları
Kaynak dikişi, parçaların birbirine kaynaklanmasından sonra oluşan bağlantıdır.
Kategoriler:
1. Uzamsal konumlandırmaya bağlı olarak, düz kaynak dikişleri, yatay kaynak dikişleri, dikey kaynak dikişleri ve baş üstü kaynak dikişleri olarak ayrılabilir.
2. Birleştirme yöntemine bağlı olarak, alın kaynak dikişleri, köşe kaynak dikişleri ve tapa kaynak dikişleri olarak kategorize edilebilir.
3. Sürekliliğe bağlı olarak, sürekli kaynak dikişleri ve aralıklı kaynak dikişleri olarak sınıflandırılabilir.
4. Yük taşımaya bağlı olarak, çalışma kaynak dikişleri ve temas kaynak dikişleri olarak ikiye ayrılabilir.
Kaynak dikişi, kaynaklı bağlantının çok önemli bir bileşenidir. Kaynak dikişinin temel biçimleri alın bağlantı kaynak dikişi ve köşe bağlantı kaynak dikişidir.
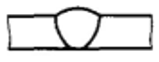
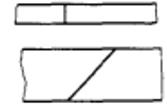
1. Alın Kaynak Dikişleri:
Alın kaynak dikişleri iki parça arasındaki birleşme boyunca oluşturulur. Yivsiz (veya I şeklinde yivli) veya yivli bir konfigürasyona sahip olabilirler. Kaynak dikişinin yüzey şekli dışbükey veya yüzeyle aynı hizada olabilir.
2. Köşe Kaynak Dikişleri:
Köşe Kaynak Dikişlerinin Kesit Şekli
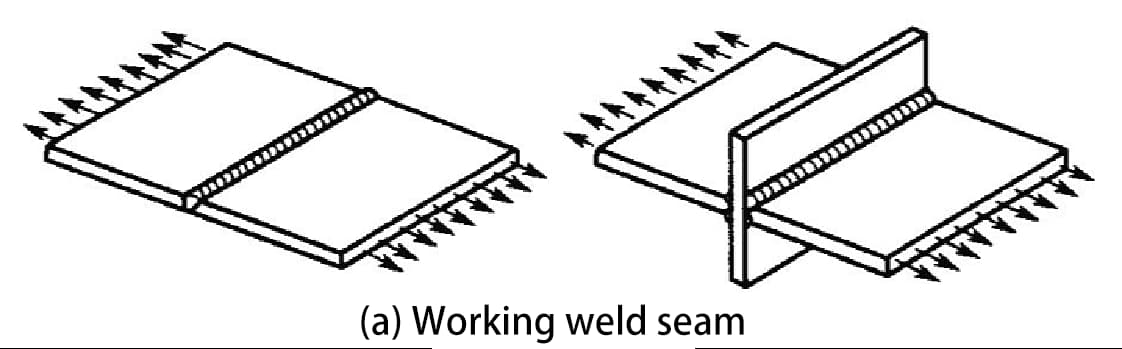
4. Çalışma Kaynak Dikişleri ve Temas Kaynak Dikişleri
Çalışma Kaynak Dikişleri (Yük Taşıyan Kaynak Dikişleri olarak da bilinir)
Bunlar, kaynaklı parçalarla seri olarak öncelikle yük taşıyan kaynak dikişleridir. Bu dikişlerin kopması halinde çelik yapı derhal ciddi hasar görür.
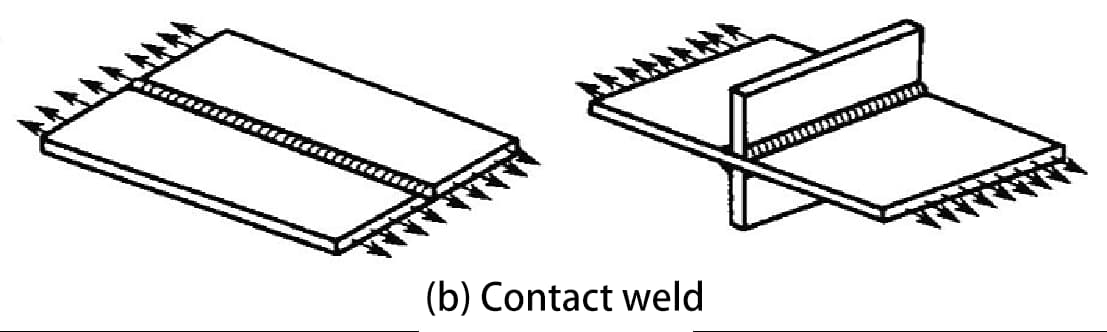
Temaslı Kaynak Dikişleri (Yük Taşımayan Kaynak Dikişleri olarak da bilinir)
Bunlar, iki veya daha fazla kaynaklı parçayı paralel olarak birleştiren (yani bağlantı sağlayan) kaynak dikişleridir. Bu dikişler doğrudan yük taşımaz ve çalışma sırasında minimum kuvvete maruz kalır. Böyle bir dikişin kopması halinde yapı hemen arızalanmayacaktır.
Oluk, bir iş parçasının kaynak yapılacak kısımlarında tasarım veya proses gerekliliklerine göre belirli geometrik şekillerin işlenmesiyle oluşturulan bir çukurdur.
Yiv hazırlığı:
Mekanik yöntemler, alev veya elektrik arkı kullanarak oluğun işlenmesi süreci.
Oluk hazırlama amacı:
(1) Tam kaynaşma için arkın kaynak dikişinin köküne derinlemesine nüfuz etmesini sağlamak, optimum bir kaynak dikişi oluşumu elde etmek ve cürufun giderilmesini kolaylaştırmak için.
(2) için alaşımlı çelikleroluk aynı zamanda ana metalin dolgu metaline oranını (yani füzyon oranını) da ayarlar.
Plakanın kalınlığına bağlı olarak, alın kaynak dikişlerinin kaynak kenarları yuvarlanabilir, karelenebilir veya V şeklinde, X şeklinde, K şeklinde ve U şeklinde oluklar halinde işlenebilir.
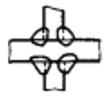
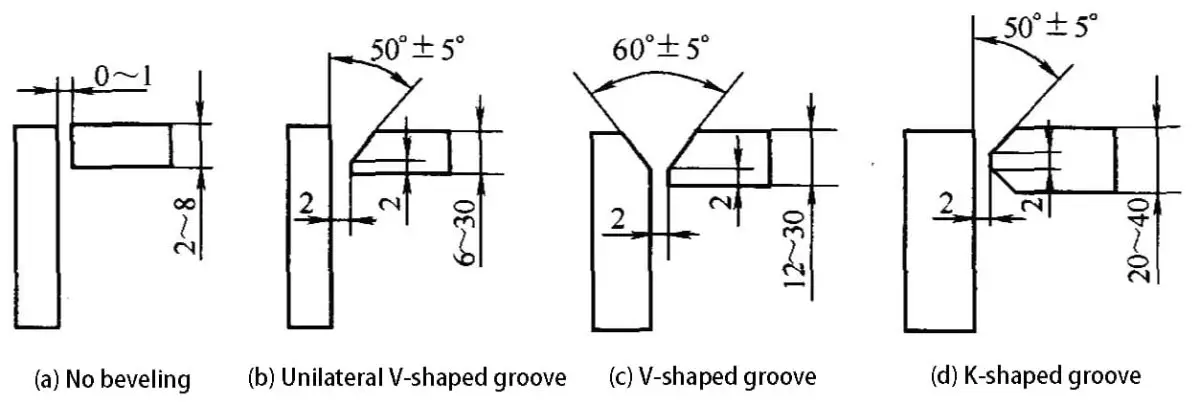
(2) İş parçasının kalınlığına, yapısına ve yük taşıma koşullarına bağlı olarak, köşe bağlantıları ve T bağlantıları için oluk şekilleri I-şekli, küt kenarlı tek taraflı V-şekli ve K-şekli olarak ayrılabilir.
Köşe ve T Şeklindeki Birleşimler için Yivler
a) I-şekli b) Tek Taraflı V-şekli (küt kenarlı) c) K-şekli (küt kenarlı)
2. Yiv Tasarımı için İlkeler
Oluğun şekli ve boyutları öncelikle çelik yapının kalınlığına, seçilen kaynak yöntemine, kaynak pozisyonuna ve kaynak işlemine göre seçilir ve tasarlanır. Tasarım şu şekilde olmalıdır:
1) Kaynak dikişindeki dolgu malzemesi miktarını en aza indirin;
3) Oluk şeklinin işlenmesinin kolay olduğundan emin olun;
4) Kaynak deformasyonunun ayarlanmasını kolaylaştırır;
Genel olarak, elektrot ark kaynağı kullanılarak 6 mm kalınlığa kadar olan iş parçalarının kaynağı için veya 14 mm kalınlığa kadar olan iş parçalarının otomatik kaynağı için, oluk hazırlığı olmadan kaliteli bir kaynak dikişi elde etmek mümkündür.
Ancak, dolgu metalinin kaynak havuzunu doldurarak tam füzyonu sağlaması için plakalar arasında bir boşluk bırakılmalıdır. Eğer çelik levha Yukarıda belirtilen kalınlığı aştığında, ark plakaya nüfuz edemez ve oluk hazırlığı düşünülmelidir.
II. Kaynaklı Birleştirmeler için Temsil Yöntemleri
Tasarımlarının hassas ve doğru bir şekilde üretilmesini sağlamak için mühendisler, ayrıntılı tasarım çizimleri ve kapsamlı şartname belgeleri aracılığıyla yapıların ve ürünlerin teknik özelliklerini kapsamlı bir şekilde iletmelidir.
Kaynaklı bağlantılar için tasarımcılar öncelikle standartlaştırılmış kaynak sembollerini ve kaynak işlemi kodlarını kullanırlar. Geleneksel teknik çizim yöntemleri kullanılabilse de, karmaşık kaynak işlemi gereksinimlerini ve karmaşık bağlantılar için dikkate alınması gereken hususları grafiksel veya metinsel olarak detaylandırmak aşırı derecede hantal ve yanlış yorumlanmaya açık hale gelebilir.
Sonuç olarak, standartlaştırılmış sembollerin ve kodların uygulanması, kaynaklı bağlantıların aşağıdaki kritik yönlerinin açık bir şekilde belirtilmesi için çok önemlidir:
Kaynak konumlandırma (örn. ok tarafı, diğer taraf, her iki taraf)
Yüzey bitirme gereksinimleri
Kaynak işlemi (örn. GMAW, GTAW, SMAW)
Ek özellikler (örn. kök açıklığı, oluk kaynakları için dahil edilen açı)
Bu standartlaştırılmış gösterimler sadece tasarımdan imalata iş akışını kolaylaştırmakla kalmaz, aynı zamanda iletişim hatalarını en aza indirir, üretkenliği artırır ve çeşitli üretim ortamlarında tutarlı kalite sağlar. Ayrıca, küresel üretim operasyonları ve kalite güvencesi için gerekli olan AWS A2.4 veya ISO 2553 gibi uluslararası kaynak standartlarına daha kolay uyum sağlarlar.
1. Kaynak Dikişi Sembolleri ve Kaynak Yöntem Kodları
Kaynak dikişi sembolleri: Kaynak dikişinin biçimini, boyutunu ve yöntemini göstermek için çizimler üzerinde işaretlenen semboller.
GB/T324-1998 "Kaynak Dikişlerinin Sembolik Gösterimi" (metal eritme kaynağı ve direnç kaynağı için geçerlidir) ve GB/T5185-1999 "Metal Kaynak ve Direnç Kaynağı için Temsil Kodları" tarafından düzenlenirler. Lehimleme Çizimler Üzerinde Yöntemler.
Bir kaynak dikişi sembolü şunlardan oluşur:
temel semboller
tamamlayıcı semboller
ek semboller
kaynak dikişinin boyut sembolleri
Lider hatları.
Temel semboller: Bu semboller kaynak dikişinin enine kesit şeklini temsil eder ve kaynak dikişinin enine kesitinin şekline yaklaşır.
Kaynak Dikişi İsimleri
Kaynak dikişinin enine kesit şekli.
Sembol
I-şekilli Kaynak Dikişi
V Şeklinde Kaynak Dikişi
Künt kenarlı V şeklinde Kaynak Dikişi
Tek Taraflı V Şeklinde Kaynak Dikişi
Kör kenarlı Tek taraflı V şekilli Kaynak Dikişi
Künt kenarlı U şeklinde Kaynak Dikişi
Kaynak Dikişinin Sızdırmazlığı
Dolgu Kaynağı
Tapa Kaynağı veya Oluk Kaynağı
Flare-V Kaynak
Nokta Kaynak
Dikiş Kaynağı
Tamamlayıcı Semboller: Bu semboller kaynak dikişinin yüzey şekli özellikleri için ek gereklilikleri temsil eder. Ek semboller genellikle kaynak dikişinin yüzey şekli için özel gereksinimler olduğunda temel kaynak dikişi sembolleri ile birlikte kullanılır.
Kaynak takviye sembolleri: Bunlar, bir kaynak dikişinin belirli özelliklerini daha iyi göstermek için kullanılan sembollerdir.
İsim
Form
Sembol
Endikasyon
Pedli Sembol
Kaynak dikişinin alt kısmında bir destek şeridinin varlığını gösterir.
Üç Taraflı Kaynak Sembolü
Üç taraflı kaynak dikişlerini ve açıklığın yönünü önerir.
Çevre Kaynak Sembolü
İş parçasını çevreleyen bir kaynak dikişini sembolize eder.
Alan Sembolü
Yerinde veya bir inşaat sahasında gerçekleştirilen kaynağı belirtir.
Kuyruk Sembolü
Kaynak yöntemleri ve benzer gösterimler için kurşun çizgi sembolünün kuyruk ucuna GB5185-1999'a atıfta bulunulabilir."
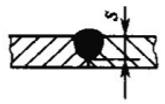
Kaynak dikişi boyut sembolleri: Bunlar, oluk ve kaynak dikişi özelliklerinin boyutlarını temsil etmek için kullanılan sembollerdir.
Sembol
İsim
Şematik Diyagram
σ
Sac kalınlığı
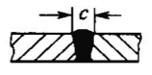
c
Kaynak dikişi genişliği
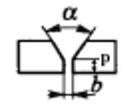
b
Kök boşluğu
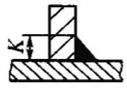
K
Kaynak parmak yüksekliği
p
Künt kenar yüksekliği
d
Kaynak noktası çapı
a
Yiv açısı
h
Kaynak Takviyesi
s
Etkili Kaynak KalınlığıAynı Kaynak Bağlantısı
N
Miktar Sembolü
e
Kaynak Aralığı
l
Kaynak Uzunluğu
R
Kök Yarıçapı
H
Yiv yüksekliği
Lider Hattı: Oklu bir lider çizgisi, iki referans çizgisi (yatay çizgiler) - biri düz diğeri kesikli çizgi ve bir kuyruk bölümünden oluşur.
Kaynak yöntemlerinin açıklamasını ve metinsel açıklamasını basitleştirmek için, GB/T 5185-1999 ulusal standardına göre Arap rakamlarıyla gösterilen metal kaynağı ve sert lehimleme gibi çeşitli kaynak yöntemlerini temsil eden kodlar kullanılabilir.
Kaynak yöntemi açıklamaları kılavuz çizgisinin sonunda yer alır.
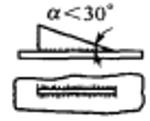
GB/Tl2212-1990 ulusal standardına göre "Teknik Resim - Boyutlar, Oranlar ve Basitleştirilmiş Gösterimi Kaynak Sembolleri", kaynakların çizimlerde basitleştirilmiş bir şekilde gösterilmesi gerektiğinde, bunlar görünüşler, kesit görünüşler veya enine kesit görünüşler ve hatta açıklayıcı amaçlar için aksonometrik görünüşler kullanılarak gösterilebilir.
Genel olarak, her çizim için yalnızca bir temsil türüne izin verilir.
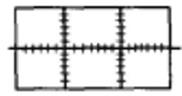
(a) Kaynak ucu alın görünüşünün çizim yöntemi (b) Kaynak dikişi kesit görünüşünün çizim yöntemi (c) Kaynak profilinin çizim yöntemi
3. Kaynak Sembollerinin Açıklamaları
GB/T324-1988, GB/T5185-1999 ve GB/T12212-1990 Ulusal Standartlarının her biri kaynak sembolleri ve kaynak yöntemi kodları için açıklama yöntemlerini öngörmektedir.
(1) Kaynak sembolleri ve kaynak yöntemi kodları, kılavuz çizgiler ve ilgili yönetmelikler aracılığıyla doğru ve açık bir şekilde temsil edilebilir.
(2) Kaynaklara açıklama eklerken, önce temel kaynak sembolleri referans çizgilerinin üstüne veya altına eklenir ve diğer semboller öngörüldüğü şekilde ilgili konumlarına eklenir.
(3) Ok çizgisinin kaynağa göre konumu için genellikle belirli bir gereklilik yoktur, ancak V-şekilli, tek taraflı V-şekilli, J-şekilli vb. kaynakları not ederken, ok oluklu iş parçasını göstermelidir.
(4) Gerektiğinde ok çizgisi bir kez bükülebilir.
(5) Hayali referans çizgisi gerçek referans çizgisinin üstüne veya altına çizilebilir.
(6) Referans çizgisi genellikle çizimin alt kenarına paralel olmalıdır, ancak özel koşullar altında alt kenara dik de olabilir.
(7) Kaynak ve ok çizgisi birleşimin aynı tarafındaysa, temel kaynak sembolü gerçek referans çizgisinin tarafına not edilir; tersine, kaynak ve ok çizgisi birleşimin aynı tarafında değilse, temel kaynak sembolü hayali referans çizgisinin tarafına not edilir.
Gerektiğinde, temel kaynak sembolüne boyut sembolleri ve veriler eşlik edebilir.
Ek Açıklama İlkeleri:
1) Kaynak dikişinin enine kesitindeki boyutlar temel sembolün sol tarafında işaretlenmiştir, örneğin: küt kenar yüksekliği p, oluk yüksekliği H, kaynak açısı boyutu K, kaynak dikişi kalıntı yüksekliği h, kaynak dikişinin etkin kalınlığı S, kök yarıçapı R, kaynak dikişi genişliği C ve kaynak külçesi çapı d.
2) Kaynak dikişi uzunluğu yönündeki boyutlar temel sembolün sağ tarafında işaretlenir, örneğin: kaynak dikişi uzunluğu L, kaynak dikişi aralığı e ve aynı kaynak dikişi sayısı n.
3) Yiv açısı α, yiv yüzü açısı β, kök boşluğu b ve diğer boyutlar temel sembolün üst veya alt tarafında işaretlenir.
4) Aynı kaynak dikişlerinin sayısı için sembol kuyruk ucunda işaretlenmiştir.
5) İşaretlenecek çok sayıda boyut olduğunda ve bunların ayırt edilmesi kolay olmadığında, verilerin önüne ilgili boyut sembolü eklenebilir.
İsim
Şematik Diyagram
Etiketleme
Alın Kaynak Dikişi
Aralıklı Dolgu Kaynak Dikişi
Kademeli Aralıklı Dolgu Kaynak Dikişi
Nokta Kaynak Dikişi
Dikiş Kaynak Dikişi
Tapa Kaynak Dikişi veya Oluk Kaynak Dikişi
4. Kaynak Bağlantılarının Basitleştirilmiş Açıklaması
GB/T12212-1990'da, belirli koşullar altında kaynak bağlantıları için basitleştirilmiş açıklama yöntemleri de öngörülmüştür.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Kusursuz bir kaynak elde etmek beceriden daha fazlasını gerektirir; voltaj ve akım arasındaki etkileşimde ustalaşmaya bağlıdır. Bu iki parametre, kaynak işleminin can damarıdır ve kaynak işleminden...
Kaynaklı yapıların sağlam görünümlerine rağmen neden bazen başarısız olduklarını hiç merak ettiniz mi? Bu makale, kaynak yapmanın gizli zorluklarına değinerek, eşit olmayan ısıtma ve soğutmanın nasıl...
Gökdelenlerin nasıl dik durduğunu veya arabaların nasıl birbirine kaynaklandığını hiç merak ettiniz mi? Bu blog elektrikli kaynak makinelerinin arkasındaki sihri ortaya çıkarıyor. Lincoln Electric ve Miller Welds gibi en iyi üreticiler hakkında bilgi edinin,...
Bugün hangi kaynak ekipmanı markalarının sektöre öncülük ettiğini hiç merak ettiniz mi? Bu makale ilk on kaynak makinesi üreticisini inceleyerek yeniliklerini, küresel varlıklarını ve benzersiz güçlerini vurguluyor....
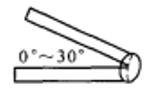
Kaynakçıların zorlu pozisyonlarda nasıl mükemmel bağlantılar elde ettiğini hiç merak ettiniz mi? 6GR kaynağı, 45° açılı bir engel halkasına sahip boru hatlarını kaynaklamak için kullanılan özel bir tekniktir...
Kaynağın parlak kıvılcımlarının ardındaki gizli tehlikeleri hiç merak ettiniz mi? Bu makalede argon ark kaynağının insan vücudu üzerindeki zararlı etkilerini araştırıyoruz....
Kaynak çubuklarının üzerindeki rakam ve harflerin ne anlama geldiğini hiç merak ettiniz mi? Bu makale, karbon ve paslanmaz çelik kaynak çubukları için kodlama sistemini açıklayarak çekme mukavemetlerini,...
Kaynak çubuklarının tüketimini doğru bir şekilde nasıl hesaplayacağınızı hiç merak ettiniz mi? Bu blog yazısında, sektör uzmanları tarafından kaynak çubuklarının tüketimini tahmin etmek için kullanılan yöntem ve formülleri...
Paslanmaz çelikteki kaynak deformasyonu metal imalatında önemli sorunlara yol açabilir. Makalede, bu deformasyonları kontrol etmek ve düzeltmek için bakır plakalar, su kaynağı ve kaynak...