Kaynak kalitesinin elektronik ürünlerin güvenilirliğini nasıl etkilediğini hiç merak ettiniz mi? Kaynakta küçük bir kusur bile önemli arızalara yol açabilir. Bu makalede, elektriksel ve mekanik bütünlük, görünüm ve denetim teknikleri gibi hususları kapsayan kaynak kalitesini sağlamak için temel standartlar ve denetim yöntemleri incelenmektedir. Sonunda, yaygın kaynak hatalarını nasıl belirleyeceğinizi ve önleyeceğinizi anlayacak, sağlam ve güvenilir elektronik montajlar sağlayacaksınız. Bu standartlarda ustalaşmanın ürünlerinizi maliyetli arızalardan nasıl koruyabileceğini keşfetmek için dalın.
Kaynak, elektronik ürünlerin montajında önemli bir teknolojik süreçtir ve üretimlerinde çok önemli bir aşamadır.
Elektronik ürünlerin denenmesi, ayarlanması ve üretiminde yaygın olarak kullanılır ve önemli bir iş yükü oluşturur. Kaynak kalitesi, ürünün kalitesini doğrudan etkiler.
Elektronik ürünlerdeki arızaların çoğu, bileşen sorunlarının yanı sıra, ağırlıklı olarak zayıf kaynak kali̇tesi̇. Bu nedenle, yetkin kaynak işlemi becerilerinde uzmanlaşmak ürün kalitesi için çok önemlidir.
I. Kaynak Noktaları için Kalite Gereklilikleri
Kaynak noktaları için kalite gereklilikleri iyi elektrik teması, sağlam mekanik temas ve estetik görünümü kapsamalıdır.
Kaynak noktası kalitesini sağlamanın en kritik yönü soğuk lehim bağlantılarından kaçınmaktır.
1. Güvenilir elektrik bağlantısı
Kaynak, elektronik devrelerdeki elektrik bağlantılarını fiziksel olarak gerçekleştirmenin birincil yoludur. Lehimleme bağlantıları basınçla değil, kaynak sırasında katı bir alaşım tabakası oluşturularak elde edilir. kaynak süreci elektrik bağlantısı amacına ulaşmak için.
Lehim sadece kaynaklı parçaların yüzeyine yığılmışsa veya sadece küçük bir kısmı alaşım tabakası oluşturuyorsa, ilk testler ve çalışma sırasında kaynak noktasındaki herhangi bir sorunu tespit etmek zor olabilir.
Böyle bir kaynak noktası kısa vadede akım geçirebilir, ancak koşullardaki değişiklikler ve zaman geçtikçe temas tabakası oksitlenir, ayrılır ve kesintili veya çalışmayan devreler oluşturur.
Kaynak noktasının dışının gözlemlenmesi hala iyi görünebilir, bu da elektronik aletlerin kullanımı sırasında önemli bir endişe kaynağıdır ve ürün üretimi sırasında ciddiye alınması gereken bir sorundur.
2. Yeterli mekanik dayanım
Kaynak sadece elektriksel bağlantı amacına hizmet etmekle kalmaz, aynı zamanda bileşenleri sabitler ve mekanik bağlantı sağlar. Kaynaklı parçaların titreşim veya darbeye maruz kaldığında düşmemesini veya gevşememesini sağlamak için kaynak noktalarının yeterli mekanik mukavemete sahip olması gerekir.
Genel olarak bu, kaynak yapılacak bileşenlerin uç terminallerinin bükülmesi ve ardından kaynağın gerçekleştirilmesiyle sağlanabilir.
Lehimleme malzemesi olarak kullanılan kurşun-kalay alaşımı nispeten düşük mukavemete sahiptir, yaygın olarak kullanılan kurşun-kalay lehimleme malzemelerinin gerilme mukavemeti yaklaşık 3-4.7kg/cm2, sıradan çeliğin sadece 10%'sidir.
Mukavemeti artırmak için yeterli bir bağlantı alanı gereklidir. Lehimin sadece lehim pedi üzerine yığıldığı soğuk bir lehim bağlantısı ise, herhangi bir mukavemete sahip olmayacaktır.
3. Pürüzsüz ve temiz görünüm
İyi bir kaynak noktası uygun miktarda lehim gerektirir, metalik bir parlaklığa sahiptir, sivri uçları veya köprüleri yoktur ve telin veya bitişik bileşenlerin yalıtım katmanına zarar vermez. İyi bir görünüm kaynak kalitesini yansıtır.
Not: Metalik bir parlaklığın varlığı uygun olduğunu gösterir kaynak sıcaklığı ve sadece estetik görünüm için bir gereklilik olmayan bir alaşım tabakasının oluşumu.
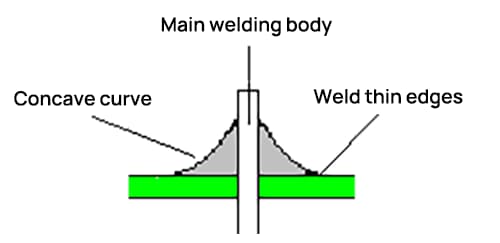
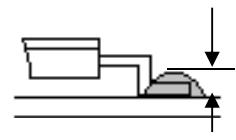
Tipik bir kaynak noktasının görünümü, aşağıdaki ortak özelliklerle birlikte Şekil 1'de gösterilmiştir:
Şekil simetrik olarak etek şeklindedir ve kaynak telinin etrafında merkezlenmiştir.
Bu kaynak malzemesi kaynak malzemesi ile kaynaklı parça arasında pürüzsüz bir bağlantı ile yarı kemerli bir içbükey yüzey oluşturur ve temas açısı mümkün olduğunca küçüktür.
Yüzey parlak ve pürüzsüzdür.
Çatlak, iğne deliği veya cüruf kalıntıları yoktur.
Şekil 1
Kaynak noktasının yukarıdaki standartları karşılayıp karşılamadığını kontrol etmek için görsel incelemeye (veya bir büyüteç veya mikroskop kullanarak) ek olarak, kaynak kalitesinin incelenmesi aşağıdakileri de içerir: eksik kaynaklar; sivri lehim; teller arasında lehim kaynaklı kısa devreler (yani "köprüleme"); tel ve bileşen yalıtımında hasar; tel şekillendirme; lehim sıçraması.
Denetim sırasında, görsel kontrollere ek olarak, tel kopması ve ped soyulması gibi kusurları kontrol etmek için dokunma, cımbızla yoklama ve tel çekme gibi yöntemler kullanılır.
II. Kaynak Kalite Kontrol Yöntemleri
1. Görsel inceleme
Görsel denetim, kaynak noktasındaki kusurları belirlemek için kaynak kalitesinin harici bir perspektiften kontrol edilmesini içerir.
Görsel denetimin ana içeriği şunları içerir:
1. Eksik kaynak olup olmadığı, yani lehimlenmesi gereken kaynak noktalarının lehimlenmediği.
2. Kaynak noktasının parlaklığı.
3. Kaynak noktasında yeterli lehim olup olmadığı.
4. Kaynak noktası etrafında kalıntı akı olup olmadığı.
5. Sürekli kaynak olup olmadığı ve pedlerin kaymış olup olmadığı.
6. Kaynak noktasında çatlak olup olmadığı.
7. Kaynak noktasının düzensiz olup olmadığı; kaynak noktasında sivri bir olgu olup olmadığı.
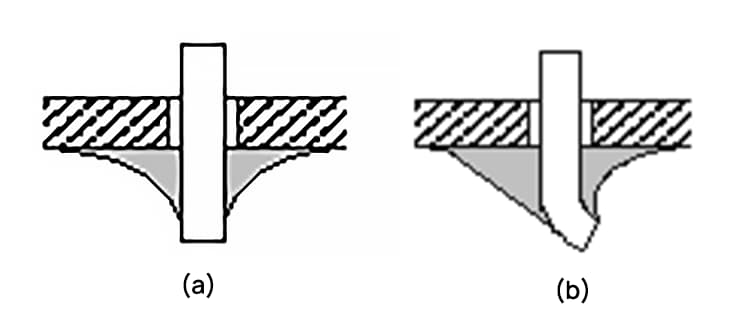
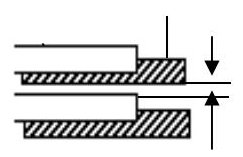
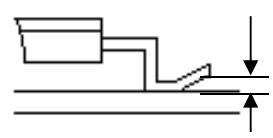
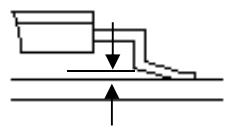
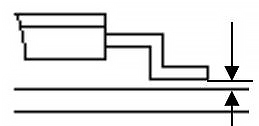
Şekil 2: Bir Kaynak Noktasının Doğru Kesiti
Şekil 2 doğru kaynak noktası şeklini göstermektedir. Şekilde, (a) düz yerleştirilmiş bir kaynak noktasının şekli ve (b) yarı bükülmüş bir kaynak noktasının şeklidir.
2. Dokunarak inceleme
Dokunma muayenesi esas olarak dokunulduğunda gevşek veya güvensiz şekilde kaynaklanmış bileşenler olup olmadığını ifade eder.
Bileşen ucunu tutmak için cımbız kullanın ve herhangi bir gevşeklik olup olmadığını görmek için hafifçe çekin. Kaynak noktası sallandığında üstteki lehimin düşüp düşmediğine bakın.
3. Güç açma denetimi
Harici denetim tamamlandıktan ve kablolamanın doğru olduğu onaylandıktan sonra, devre performansını test etmenin anahtarı olan güç açık denetimi gerçekleştirilebilir.
Harici denetim titizlikle yapılmazsa, açılış denetimi yalnızca daha zor olmakla kalmaz, aynı zamanda ekipmana zarar verebilir ve güvenlik kazalarına neden olabilir.
Örneğin, güç kaynağı bağlantısı iyi lehimlenmemişse, açılış denetimi sırasında cihaza güç verilemeyeceği anlaşılır ve kontrol imkansız hale gelir.
Güç Açılış Denetimi ve Kök Neden Analizi
Elektrifikasyon Denetimi
(1) Bileşen arızası
Arıza: Havya elektrik kaçağı yaşıyor ve aşırı ısınma nedeniyle hasar gördü.
Performans düşüşü: Havyada elektrik kaçağı sorunu var ve aşırı ısınma nedeniyle hasar görmüş.
(2) Zayıf elektrik iletkenliği
Kısa devre: Köprüleme ve lehim sıçraması.
Devre Kesintisi: Lehim bağlantılarının açılması, reçine akısı kalıntısı, soğuk lehimleme ve soketlerde zayıf temas.
Aralıklı olarak bağlı: Tel kopması, ped soyulması vb.
Açılış denetimleri, çıplak gözle görülemeyen devre köprüleri gibi birçok küçük kusuru ortaya çıkarabilir. Ancak, dahili kuru lehimleme gibi potansiyel sorunları tespit etmek zordur.
Bu nedenle, temel çözüm, görevi denetim sürecine bırakmak yerine kaynak işleminin beceri düzeyini iyileştirmekte yatmaktadır.
Açılış denetimi sırasında meydana gelebilecek potansiyel arızalar ile kaynak hataları referans için Şekil 3'te gösterilmiştir.
III. Yaygın PCBA Lehim Bağlantı Hataları ve Analizi
Kaynak hatalarının çok sayıda nedeni vardır. Belirli malzemeler (lehim ve flux) ve aletler (havya, jig) göz önüne alındığında, kullanılan yöntemler ve operatörün sorumluluk duygusu belirleyici faktörler haline gelir.
PCBA bileşen konumlandırmasında ve lehim bağlantılarında görülen yaygın kusurlar Tablo 1 ve 2'de gösterilmiştir.
Bu tablolar, yaygın lehim bağlantı hatalarının görünümünü, özelliklerini ve tehlikelerini, nedenlerinin bir analiziyle birlikte listeler.
Tablo 1: Yaygın Lehim Bağlantı Hatalarının Analizi
Kaynak noktası hatası
Tasarım Özellikleri
Zarar
Kök Neden Analizi
Yanlış Kaynak
Lehim ile bileşenin ucu veya bakır folyo arasında belirgin bir siyah çizgi vardır ve lehim sınıra doğru çekilir.
Düzgün çalışamıyor.
1. Bileşen uçları düzgün temizlenmemiş, yetersiz kalaylanmış veya lehim oksitlenmiş.
2. Baskılı devre kartı iyice temizlenmemişti ve uygulanan akının kalitesi vasatın altındaydı.
Lehim kısa devresi
Aşırı lehimleme, bitişik noktalar arasında lehim köprülenmesi nedeniyle kısa devreye yol açmıştır.
1. Bileşen uçları kesildikten sonra çok uzun bırakılmıştır.
2. Kalan bileşen uçları temizlenmemiştir.
Çizilme hareketi kaynağı
Çatlaklar var, ufalanmış ekmek gibi sert, birleşme yerlerinde boşluklar var.
Güç düşük, ya çalışmıyor ya da aralıklı olarak çalışıyor.
Lehim hala ıslak olduğunda ve harekete maruz kaldığında.
Yetersiz lehim
Kaynak alanı pedin 75%'sinden daha azdır ve lehim düzgün bir kaplama yüzeyi oluşturmamıştır.
Yetersiz mekanik dayanım.
1. Zayıf lehim akışı veya kaynak telinin erken çekilmesi.
2. Yetersiz akı.
3. Kaynak süresi çok kısa.
Aşırı lehim
Lehimin yüzeyi dışbükeydir.
Lehim israfı potansiyel olarak kusurları gizleyebilir.
Telgrafın çekilmesi gecikti.
Aşırı ısınma
Kaynak noktası beyaz, metalik parlaklıktan yoksun ve oldukça kaba bir yüzeye sahip görünür.
Lehim pedi soyulmaya yatkındır ve bu da mukavemetin azalmasına neden olur.
Havyanın gücü aşırıdır, bu da ısıtma sürelerinin uzamasına neden olur.
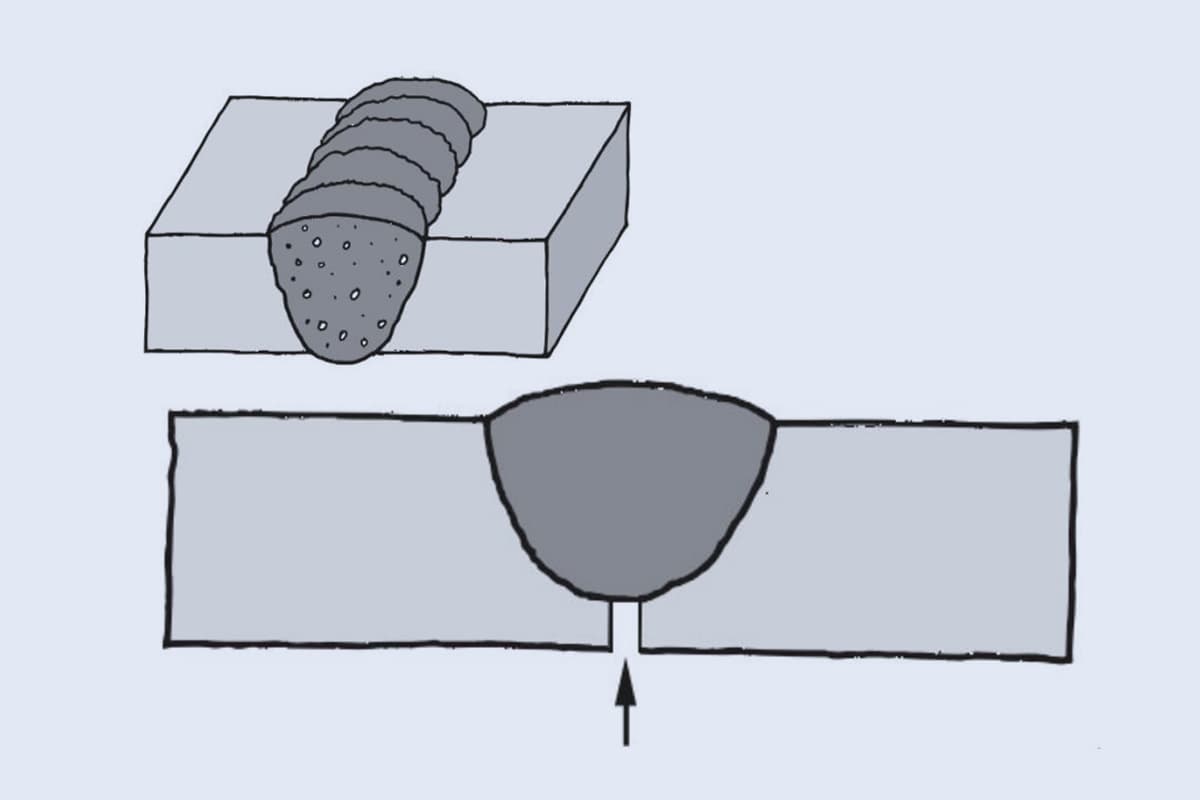
Soğuk lehimleme
Yüzey kendini tofu benzeri granüller olarak gösterir ve zaman zaman çatlaklar olabilir.
Mukavemet düşüktür ve iletkenlik zayıftır.
Lehim katılaşmadan önce iş parçasını karıştırın.
Fitilleme yok
Temas açısı 90 dereceyi aştığında, lehim, nemli bir yüzey üzerinde duran bir yağ damlasına benzer şekilde yayılamaz veya kaplanamaz.
Mukavemet düşüktür ve iletkenlik zayıftır.
Lehimlenen metal yüzeyler simetrik değildir ve ısı kaynağının kendisi de öyle.
Gevşeklik
Kabloların veya bileşenlerin uçları kayabilir.
Zayıf iletkenlik veya hiç iletkenlik yok.
1. Lehim katılaşmadan önce uç hareket etmiş ve bir boşluğa neden olmuştur.
2. Kurşun işlenmemiştir (zayıf ıslatma veya ıslatma yok).
Bir noktaya çekiliyor
En son teknolojinin ortaya çıkışı.
Görünüm vasatın altındadır ve bu da kolayca köprüleme olaylarına yol açabilir.
Temiz olmayan bir havya veya lehimleme bölgesi lehimin erime noktasına ulaşmadan önce erken çıkarılan bir havya, çekilirken lehimin yapışmasına ve daha sonra oluşmasına neden olabilir.
İğne Deliği
Gözle inceleme veya düşük güçlü bir büyüteç bakır folyodaki delikleri ortaya çıkarabilir.
Yetersiz mukavemet, kaynak noktalarının korozyona eğilimli olmasına yol açabilir.
Lehim malzemelerinin, parça malzemelerinin ve çevrenin kirlenmesi.
Bakır folyo delaminasyonu
Bakır folyo baskılı devre kartından soyulur.
Devre kartı hasar görmüştür.
Kaynak süresi çok uzun.
Tablo 2: Yüzeye Monte Bileşenler için SMT Lehim Bağlantılarının Standart ve Hata Analizi.
Proje
Diyagram
Önemli Noktalar
Denetim Araçları
Değerlendirme Kriterleri:
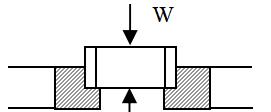
1. Parçanın konumu.
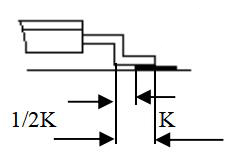
Bağlantı elektrodunun 'W' genliği iletken yüzeyin yarısından fazlasını kapsar. Önemli: Bileşenin konumunun ofsetini belirlemek için bir test cihazı ile doğrulama değil, görsel inceleme kullanılmalıdır. Bunun yerine, doğrudan gözlem için bir büyüteç kullanın.
Kaliperler
Yarısından fazlası
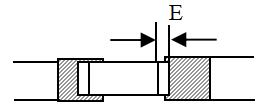
2. Parçanın konumu.
Bağlantı elektrodunun E uzunluğunun yarısından fazlası iletken yüzeyle kaplıdır. Önlem: Parçanın konumunun ofsetini belirlemek için görsel inceleme kullanılmalı, bir test cihazı ile onaylanmamalı ve büyüteçle kontrol edilmemelidir.
Kaliperler
Yarısından fazlası
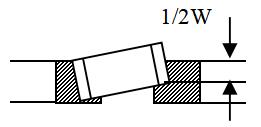
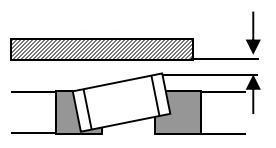
3. Parçanın konumu.
Bağlantı parçalarının eğimi açısından, iletken yüzey üzerindeki bağlantı elektrodunun W genliğinin yarısından fazlasını kaplamak yeterlidir. Not: Parça konumlandırma tutarsızlıkları için görsel incelemeye güvenin ve onay için bir test cihazı kullanmaktan kaçının; bunun yerine doğrudan gözlem için bir büyüteç kullanın.
Kaliperler
Yarısından fazlası
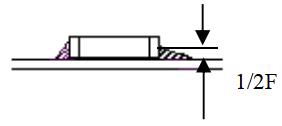
4. Lehim miktarı.
1/2F
Elektrot, F yüksekliğinin yarısını ve W genişliğinin yarısını aşan kalay ile lehimlenmiştir.
Kaliperler
Yarısından fazlası
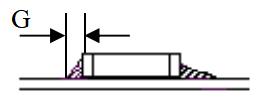
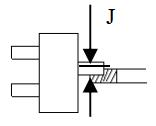
5. Lehim miktarı.
Bağlantı bileşenlerini, bağlantı elektrodunun uç yüzünden itibaren, 0,5 mm'den fazla lehim kalınlığı ile daha uzun yönde lehimleyin. Örneğin, G.
Kaliperler
0,5 mm'nin üzerinde
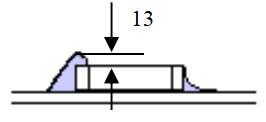
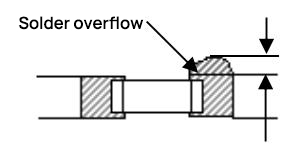
6. Lehim miktarı.
Lehimin yüksekliği, birleştirme bileşeninin yüzeyinden 0,3 mm'den daha az olmalıdır.
Kadran Göstergesi
0,3 mm'nin altında
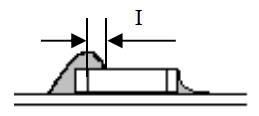
7. Lehim miktarı.
Bağlantı parçaları üzerindeki lehimler "I" şeklinde olduğu gibi üst üste bindirilemez.
Görsel Denetim
Üst üste istiflenemez
8. Parçanın yapışması.
Kaliteli Ürün
Bağlantı bileşeninin elektrodu ile baskılı devre kartı arasında yapıştırıcı yoktur.
Görsel Denetim
Elektrotun altında olamaz
Kaliteli Ürün
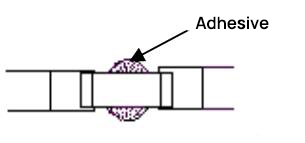
9. Parçanın yapışması.
Kusurlu ürün
Bağlantı bileşeninin elektrodu ile baskılı devre kartı arasında yapıştırıcı yoktur.
Görsel Denetim
Elektrotun altında olamaz
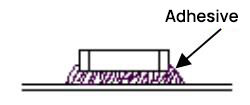
10. Parçanın yapışması.
Herhangi bir bağlayıcı içermemelidir.
Yapıştırıcılar, bağlantı bileşenlerinin elektrot bölümüne uygulanmamalıdır.
Görsel Denetim
Yapışkan olamaz
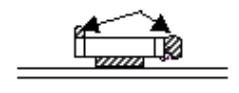
11. Parçanın konumu.
G'ye Dokunmayın
Bağlantı bileşenlerinin konumu, bitişik iletkenlere dokunacak şekilde kaydırılmamalı veya eğilmemelidir. Görsel olarak belirlenemeyen hususlar için test cihazları kullanın.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Modern fabrikaların birinci sınıf kaynak kalitesini nasıl koruduğunu hiç merak ettiniz mi? Günümüz dünyasında kaynak robotları bir çözümdür. Bu makale, bu robotların arkasındaki gerçek zamanlı kaynak kontrolü gibi ileri teknolojileri...
Kaynak teknolojisi, mekanik imalat alanında yaygın bir tekniktir ve endüstriyel üretimin çeşitli aşamalarında yaygın olarak uygulanmaktadır. Kaynak teknolojisi, endüstriyel üretimin...
Kaynak hataları yıkıcı olabilir, yapısal arızalara ve güvenlik tehlikelerine yol açabilir. Peki kaynaklarınızın kusursuz olmasını nasıl sağlayabilirsiniz? Bu makalede, temel kaynak kalitesi denetimleri ele alınmaktadır...
Hiç 6 serisi alüminyum alaşımları için kaynak kalitesinin nasıl artırılacağını merak ettiniz mi? Bu makale, farklı kaynak parametrelerini ve tekniklerini karşılaştırarak MIG punta kaynağını optimize etmeyi incelemektedir. Yivdeki değişikliklerin nasıl olduğunu keşfedin...
Kaynak telindeki çeşitli metal elementler nihai kaynak kalitesini nasıl etkiler? Silikondan vanadyuma kadar her bir element kaynak işleminde benzersiz bir rol oynar. Bunların anlaşılması...
Kullandığınız kaynak çubuklarının yüksek kalitede olduğundan nasıl emin olabilirsiniz? Bu makalede, kaynak çubuğu kalitesini kontrol etmek için görsel inceleme, kaplama mukavemetini test etme ve...
Titanyum kaynak dikişlerinin renkleri, kaliteleri hakkında ne gösterir? Bu büyüleyici soru, reaktivitesi ve benzersiz renkleri ile bilinen bir metal olan titanyum kaynağının inceliklerini...
Kusursuz bir kaynak elde etmek beceriden daha fazlasını gerektirir; voltaj ve akım arasındaki etkileşimde ustalaşmaya bağlıdır. Bu iki parametre, kaynak işleminin can damarıdır ve kaynak işleminden...
Kaynaklı yapıların sağlam görünümlerine rağmen neden bazen başarısız olduklarını hiç merak ettiniz mi? Bu makale, kaynak yapmanın gizli zorluklarına değinerek, eşit olmayan ısıtma ve soğutmanın nasıl...